Marco-67
-
Numero contenuti
1.101 -
Iscritto
-
Ultima visita
-
Giorni Vinti
14
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Marco-67
-
La stampante non risponde
Marco-67 ha risposto a Spark nella discussione Problemi generici o di qualità di stampa
no no così è normale... in casa ha 21/23° anche se la mia segna le due temperature uguali, ha una piccola differenza di lettura sulle sonde lo 0 indica la temperatura settata da raggiungere -
Consigli per progetto nuova stampante
Marco-67 ha risposto a Marco-67 nella discussione Nuove idee e progetti
avevo già letto alcuni tuoi interventi e sei schifosamente preciso nelle risposte 🙂 immagino che si trovino in rete tutorial per metterne uno esterno... e con un po' di fortuna sai anche che alimentatore monta in origine una geetech magari... -
La stampante non risponde
Marco-67 ha risposto a Spark nella discussione Problemi generici o di qualità di stampa
provato anche a spegnerla, spostare X e Y manualmente e riaccenderla? in che posizione si è fermata? appena l'accendi vedi un piccolo movimento degli assi come se si mettessero in tiro le cinghie? quando provi da LCD staccala dal PC -
La stampante non risponde
Marco-67 ha risposto a Spark nella discussione Problemi generici o di qualità di stampa
ciao! provato a dare un comando dal pannello LCD? -
Consigli per progetto nuova stampante
Marco-67 ha risposto a Marco-67 nella discussione Nuove idee e progetti
ohhh... li ho trovati non riuscivo a leggere il codice dei nema 17 attuali 42SHD0034-20B General specification Step angle: 1.8° Number of phase:2 Insulation resistance:100MΩmin. (500V DC) Insulation class:Class B Rotor inertia:38g cm2 Mass:0.2kg Wiring length: 700mm Connector: XH (2.54mm-4pin) Net weight: 232g Shipping weight: 310g Electrical specification Rated voltage:5V Rated voltage: 1.0A Resistance per phase: 5.0Ω±10% Inductance per phase: 6.2mH±20% Holding torque: 300mN.m Detent torque: 12mN.m -
Consigli per progetto nuova stampante
Marco-67 ha pubblicato una discussione in Nuove idee e progetti
Salve a tutti, dopo un annetto di pausa mi sono rimesso in moto per una nuova stampante. Come prima stampante ho avuto una Geetech I3 ProB da cui ho riutilizzato l'elettronica per fare la stampante attuale, la quale ha i movimenti x, y e z uguale alla I3. Per la nuova stampante ho intenzione di uscire un po' dalla classica meccanica e provare altre soluzioni (per classica meccanica intendo barre e cuscinetti a cilindro) che mi han portato a pensare ad un motore nema a doppio albero e visto che ho la necessità di cambiare almeno un altro motore non saprei come valutare la scelta, un po' perchè mi son interessato meno sull'argomento e un po' perchè non mi ero mai veramente interessato nello specifico, . Altra cosa che vorrei sostituire è l'alimentatore, non vorrei sbagliarmi e scrivere una boiata ma dovrebbe influire anche sui tempi e sulla temperatura del Hot Bed che attualmente ha tempi biblici. Come scheda sinceramente io mi trovo benissimo con la GT2560 e non vedo motivo di sostituirla ma consigli son sempre ben accetti. Veniamo alle domande dirette... cosa devo guardare nelle caratteristiche di un motore per poter dire questo è meglio di quello? -
Problema primo strato
Marco-67 ha risposto a Claudio3&D nella discussione Problemi generici o di qualità di stampa
le prime 2 foto sono del primo layer e la 3^ dell'ultimo layer? perchè preferisci non fare aderire il pezzo al piatto? dalle foto è evidente che il filo non tocca alcun supporto ma sembra solo appoggiato... -
GEEETECH Prusa i3 pro B - Problemi asse Z
Marco-67 ha risposto a MarcoBro85 nella discussione La mia prima stampante 3D
a volte fa rumore perchè troppo schiacciato sul piano ma nella stampa del cubo non mi è sembrato. quello si cambia perchè essendo in acrilico si rovina e non preme come dovrebbe -
GEEETECH Prusa i3 pro B - Problemi asse Z
Marco-67 ha risposto a MarcoBro85 nella discussione La mia prima stampante 3D
sappi che lo combierai... 🙂 posta la foto dell'estrusore... se è quello in acrilico lo cambierai presto con quello in alluminio -
GEEETECH Prusa i3 pro B - Problemi asse Z
Marco-67 ha risposto a MarcoBro85 nella discussione La mia prima stampante 3D
no avevo letto bene... il tok tok è l'estrusore che scivola e non riesce a spingere bene in maniera omogenea il filo e fa i vuoti durante la stampa. dovresti provare ad aprirlo e pulirlo e calibrare bene la vite con la molla che serve a premere il filo... abbassa anche la velocità di stampa e fai un po' di prove -
GEEETECH Prusa i3 pro B - Problemi asse Z
Marco-67 ha risposto a MarcoBro85 nella discussione La mia prima stampante 3D
lo so'.... sta cosa ti romperà un pochetto... rifai l'azzeramento con il foglio di carta, poi ti alzi di 20mm e ti riabbassi 2 o 3 volte torni a 0 e ricontrolli l'azzeramento. se non hai toccato nulla tu... si è spostato qualcosa -
GEEETECH Prusa i3 pro B - Problemi asse Z
Marco-67 ha risposto a MarcoBro85 nella discussione La mia prima stampante 3D
vedi che il piano mi sembra apposto, la riga di materiale sembra sciacciata a sufficenza... forse sono solo un i parametri da sistemare -
GEEETECH Prusa i3 pro B - Problemi asse Z
Marco-67 ha risposto a MarcoBro85 nella discussione La mia prima stampante 3D
beh... non è malaccio dai un po' da aggiustare il primo layer vedo bene solo l'angolo a sx in primo piano e sembra ok, pero' vedo nel lato opposto un difetto ma non si vede cos'è nella prima foto si vede l'intero spigolo in altezza un po' frastagliato a dx e non vedo se è perpendicolare o no... servirebbe un calibro per vederre le dimensioni ed eventualmente ritoccare gli step di X e Y ma questo puo' aspettare.... ricorda che sei in PLA e serve la ventola di raffreddamento e si il piatto proverei ad abbassarlo o addirittura spegnerlo. quando fai queste prove facendo il cubo segnati sempre il lato frontale in modo da vedere dove fà l'errore -
GEEETECH Prusa i3 pro B - Problemi asse Z
Marco-67 ha risposto a MarcoBro85 nella discussione La mia prima stampante 3D
ma il primo layer come è venuto? -
GEEETECH Prusa i3 pro B - Problemi asse Z
Marco-67 ha risposto a MarcoBro85 nella discussione La mia prima stampante 3D
Prima fai andare la stampante in home, poi fai Z +10 poi ti sposti piu o meno al centro, rifai Z home e senza disattivare i motori rifai con il foglietto muovendoti in manuale partendo dal centro e tracciando un quadrato di 100x100 mm dimenticavo usi il PLA ti servirebbe la ventola di raffreddamento e non so' i 65° del piatto... il PLA l'ho sempre fatto a freddo ma se così è scritto sulla bobina... -
GEEETECH Prusa i3 pro B - Problemi asse Z
Marco-67 ha risposto a MarcoBro85 nella discussione La mia prima stampante 3D
è sbagliata l'altezza dell'ugello mi vien da pensare... hai fatto la distanza con allineamento usando il foglietto di carta? -
GEEETECH Prusa i3 pro B - Problemi asse Z
Marco-67 ha risposto a MarcoBro85 nella discussione La mia prima stampante 3D
il primo layer è sicuramente importante farlo bene quindi vediti prima quello magari facendo un cubo 15x15x15, lanci la stampa e vedi quello che fà, ovviamente se non parte bene lo stoppi. Ricorda che non devi sentire tic tic dall'estrusore mentre stampi. Il tic tic sarebbe il trascinatore del filo che non riesce a spingere e slitta... problema abbastanza comune in questa macchina -
GEEETECH Prusa i3 pro B - Problemi asse Z
Marco-67 ha risposto a MarcoBro85 nella discussione La mia prima stampante 3D
che filo usi e che temperatura hai messo? -
GEEETECH Prusa i3 pro B - Problemi asse Z
Marco-67 ha risposto a MarcoBro85 nella discussione La mia prima stampante 3D
si il consiglio di Lothar di sicuro male non fà 🙂 nella prima stampa ho visto tanti altri problemini nella stampa e anche se capisco, la tua voglia di fare subito un pezzo che magari ti serve, forse è meglio se cominci a fare pezzi un po' piu piccolini per prendere mano con le impostazioni e i settaggi... un pezzo così è spreco di materiale, detto da uno che ha speracato bobine intere 😅 -
GEEETECH Prusa i3 pro B - Problemi asse Z
Marco-67 ha risposto a MarcoBro85 nella discussione La mia prima stampante 3D
Dando per scontato (si spera) che la termperatura sia letta senza errori la cosa più giusta è utilizzare la temperatura di estrusione che trovi scritto sulla bobina del produttore del filo. mentre facevi il primo pezzo sentivi per caso "tic tic" in prossimità dell'estrusore? -
La core di adryzz
Marco-67 ha risposto a roby94 nella discussione Problemi generici o di qualità di stampa
perchè natale è vicino? 🤣 -
La core di adryzz
Marco-67 ha risposto a roby94 nella discussione Problemi generici o di qualità di stampa
Toc Toc... chi è rimasto qua? -
Domanda piano riscaldato
Marco-67 ha risposto a Spark nella discussione Problemi generici o di qualità di stampa
ciao, io non ho quella luce verde sul piano, e mi domando... non è che hai la luce verde quando hai il piano acceso e ha raggiunto la temperatura e si spegne il led rosso? -
GEEETECH Prusa i3 pro B - Problemi asse Z
Marco-67 ha risposto a MarcoBro85 nella discussione La mia prima stampante 3D
salve a tutti, avevo la tua stessa stampante, posso dirti che la vite dell'asse Z è corta in partenza e anche io avevo un po' di problemi sul movimento dell'asse Z. Come hai già evinto da solo sbloccando il supporto superiore di una guida la stampante sembrava "libera" quindi non hai l'asse Z in squadro (e son abbastanza sicuro che non lo sia) o magari non hai livellato l'asse Z (magari il lato dx è più alto o basso del lato sx). Ho scritto che sono abbastanza sicuro che non lo sia perchè mi sembra uguale alla mia e i taglio del telaio è abbastanza approssimativo ma se ne hai la possibilità, con una piccola squadretta e un calibro trovi i punti che devi "aggiustare" per cominciare a stampare decentemente senza dover ricalibrare ad ogni stampa. Detto questo per me la Prusa I3 ProB è stata il miglior banco di prova che potevo scegliere e non me ne pento nemmeno un po'. Un saluto ad Alep... falice di averti ritrovato 😉 -
Stampa di oggetti di grandi dimensioni, le mie conclusioni
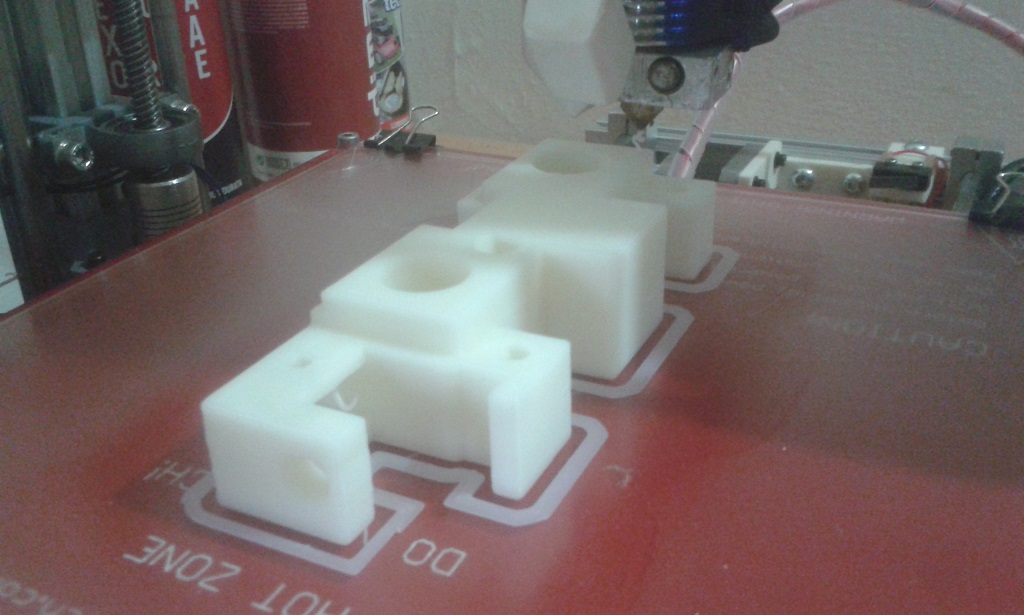
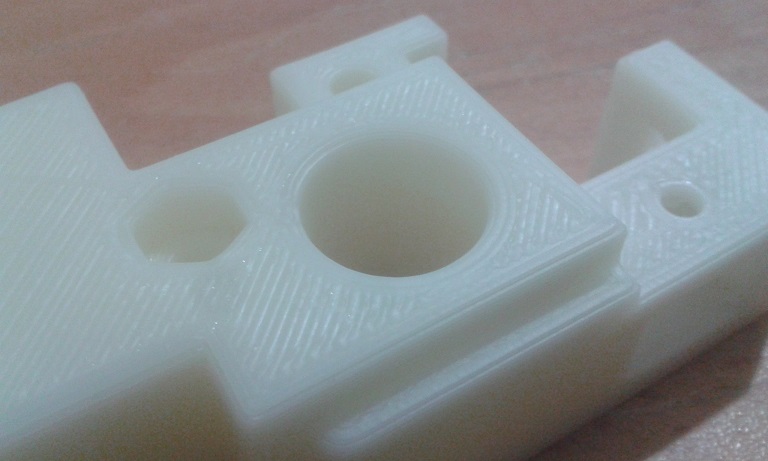
Marco-67 ha pubblicato una discussione in Materiali di stampa
Sono conclusioni personali quindi da prendere con le molle Era la mia croce, dover stampare qualcosa di medio grande, tempi biblici e se qualcosa va storto, come capita anche fin troppo spesso, 3 o 4 ore di stampa buttate. ovviamente il tempo di stampa dipende anche dai layer i quali dipendono dal valore che si mette come altezza del singolo layer... e io che facevo alzavo 0.3,0.4 ma come mi ha fatto notare è sbagliato se monti un ugello da 0.3 o da 0.4. Il problema è la desità del materiale da estrudere e infatti stampavo con temperature molto al di sopra del valore consigliato dal venditore ed era un continuo ticchettio perche il materiale forzava ad uscire dall'ugello, praticamente creavo un problema e ne creavo un'altro pur di stampare e il risultato era appena accettabile la metà delle volte... insomma ero completamente fuori strada. Praticamente è fisica elementare, il materiale è denso e quindi se si mette un valore del layer non adeguato all'ugello, per estrudere ha bisogno di molta pressione e a volte il trascinatore non ce la fà, ancora non so quale è la percentuale giusta ma per quello che ho visto per l'ABS un 50% non da problemi, quindi per stampare con un ugello da 0.3 dovrei mettere un'altezza layer massima di 0.15, da 0.4 un'altezza massima da 0.2 e così via... quindi ho preso un ugello ci ho passato un alesatore e l'ho fatto diventare da 0.8 e mi sembra di stampare molto meglio almeno per i pezzi abbastanza grandi che non hanno bisogno di rifiniture perfette ma solo misure in tolleranza... tipo i pezzi per la stampante sotto e sopra 1h e 35min di stampa l'altra volta ci avevo messo se non ricordo male circa 4h. unico difetto non puoi stampare un singolo oggetto di dimensioni piccole tipo un cubo da 15x15 perchè accumula colore e non lo smaltisce. Per pezzi piccoli consiglio stampare più oggetti alla volta in modo di dare il tempo ai layer di raffreddarsi.