eaman
-
Numero contenuti
6.695 -
Iscritto
-
Ultima visita
-
Giorni Vinti
596
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di eaman
-

Problemi di retrazione
eaman ha risposto a VanVan200 nella discussione Problemi generici o di qualità di stampa
VanVan se metti come avatar una Torre vengo a casa tua a sistemarti la stampante, e ti regaliamo pure 1KG di filamento legno 🙂 🤡 -
Striscia LED per curare la resina
eaman ha pubblicato una discussione in Problemi generici o di qualità di stampa
Ho un paio di cose resinate e visto che e' notte ho tirato fuori la striscia di LED che ho comprato, scatola, alimentatore da ~10A per un metro di LED (120 LED 2835, dovrebbero ciucciare max 1.5A): e' da una mezz'ora che sta a macerare ma e' ancora appiccicoso. C'e' qualcosa che dovrei sapere? Sarebbe bello se potessi mettere il pezzo in immersione in acqua, la resinata e' per altro solo superficiale, ma dato che e' un pezzo lungo 40cm sarebbe un po' un casino... Oppure sono semplicemente pochi, troppa poca potenza? Io ho una stampante a resina micro e pensavo che 1m di 2835 di quelli fitti fosse anche troppo 😞 EDIT: ho attaccato un amperometro e tira 11.5v * 0.42A = ~5W Non bastano? EDIT2: evidentemente no, sembra che l'internette dica che ci vogliano ~25w. Domani provo ad attaccare la striscia a un alimentatore dedicato per vedere se riesce a tirare un qualche watt in piu', magari provo anche ad aumentare un po' il voltaggio... Dho forse per una miniatura basta, se riesco a metterlo in un vasetto da yogurt da 1/2 KG 😛 -
Filamento SUNLU Wood Low Temp fragilissimo
eaman ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
He pensate che a me farebbe comodo usarlo per metterlo nelle mie creazioni in legno, pero' dato che non sono "full metal" cerco di evitare. Buon vecchio PLA colorato (al centro, la base e' legno vero!), magari ci si potrebbe mette li' e imparare a fare qualche effetto / finitura legnosa...
-
Filamento SUNLU Wood Low Temp fragilissimo
eaman ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
Lo sai vero che quei filamenti caricati ti mangiano il nozzle e magari un po' anche il resto? Probabilmente meglio stamparlo con un nozzle da 6 di quelli duri, dato che sara' un paciugo di filamento con dentro della polvere di legno / resina. Alternativa: https://www.amazon.it/Venilia-adesiva-Pellicola-decorativa-autoadesiva/dp/B079Y9C93H/ref=sr_1_13 - https://www.amazon.it/impiallacciature-palissandro-quantità-impiallacciatura-pregiata/dp/B07MCGHDTQ/ref=pd_sbs_1/257-3711701-1857103 -
Qualità di stampa pessima dopo modifiche
eaman ha risposto a Delo nella discussione Problemi generici o di qualità di stampa
Ma il filamento come lo conservi? E' anche normale che se lo lasci all'aperto prenda umidita', nel caso prova a seccarlo prima di incasinare la stampante. -
La vedo dura: questi laser non tagliano il compensato che e' fatto prinicipalemente da colla. Devi usare del laminato o se si trova del legno massello. Es. questo e' laminato di pioppo da 4mm, tagliato con il laser da 2.5W (quelli che costano ~30e) in ~5 passate da 250mm/minuto. Ad es. la faesite non la intacco neanche, e' tutta colla / resina. Potresti linkare il laser che hai comprato? 40 ore sono mica tante...
-
Mai avuto un aggiornamento che ti scassava della roba, sbragava periferiche o che ti re installava tonnellate di m... o ti cambiava le impostazioni? O solo il PC inutilizzabile perche' aveva deciso di fare un aggiornamento? Beato te! Io quei software non li uso quindi non ti so manco dire se ci sono o si possono mettere, credo si possa mettere lo store o comunque installare app dello store, ma tipo certi giochi recenti non ci girano.
-
Hai controllato che le schede non abbiano dei filesystem corrotti? Quando ci salvi sopra, soprattutto con quelle lente, aspetti che abbia finito di salvare e poi fai l'eject?
-
Si certo ha l'antivirus, e' una versione mirata alla sicurezza. Se vuoi le minchiate tipo store o game mode ovviamente non fa per te, e' una versione esile e stabile che non va' in vacca ogni 6 mesi per aggiornamenti inutili.
-
Smothering, lisciare PLA | PTEG | ... con resina
eaman ha risposto a eaman nella discussione Problemi generici o di qualità di stampa
https://www.amazon.it/dp/B07WSWT1ZB/ref=dp_iou_view_product?ie=UTF8&psc=1 C'e' anche da 1/2 Kg Penso si potrebbe usare anche una resina lavabile in acqua, che e' meno tossica, tanto mica la si deve lavare... Sensato, ma se guardi quello in basso a sx e' glossy quindi si e' livellato.
-
No non e' enterpise, e' piu' contenuto e meno fluttuante, ma se a te serve altra roba... Ecco appunto, con LTSC questo non ti sarebbe successo perche' resta fermo per anni.
-
No Lorenz, dico win 10 LTSC (l'opposto!), fatti una googlata 🙂 https://www.devadmin.it/2020/03/31/considerazioni-sulladozione-consapevole-di-windows-10-enterprise-ltsc-2019-senza-preconcetti/ https://www.howtogeek.com/273824/windows-10-without-the-cruft-windows-10-ltsb-explained/
-
Problema con Ender 3
eaman ha risposto a Marcello79 nella discussione Problemi generici o di qualità di stampa
E hai ancora la ventola origniale per l'hotend? Incredibile che sia arrivata cosi' avanti, prova a cambiarla. -
SSD, anche il piu' lofi da 64GB solo per il sistema e un paio di software 🤗 @Lorenz_Keel: ma perche' non ci hai messo LTSC?
-
Prego, parliamone pure 🙂 Anche io con il budget che ha detto gli ho consigliato Intel con integrata. Pero' un i3 costa comunque un ~140e con integrata e sono fatte male per gli standard attuali e le loro schede madri sono relativamente costose. Gli ho detto pure di prendere una scheda madre usata / offerta su Amazon: ergo non penso che valga la pena spendere le cifre pazze che vanno di moda oggi. Pero' c'e' il fatto che con una AMD con la situazione attuale riuscirebbe a fare un aggiornamento della sola CPU tra tipo 2-3 anni quando i prezzi si spera tornino normali. Con AMD il problema si pone male nel senso che adesso la CPU attuale piu' economica che fanno costa ~260e (5600x), a meno che non faccia il giochino di comprare un vecchio 2600 / 3600 usato per poi aggiornare tra un paio di anni. BTW: non ho fatto caso a quanto e se Fusion usa l'accelerazione video, domani ci guardo. Se ci deve solo disegnare mezzo tera di SSD magari gli basta, pero' un back up lo dovra' pur fare 😉
-
AMD non lo trovi e questo giro non hanno (ancora) fatto cose economiche, Intel e' vecchio come il cucco ma se te vuoi la grafica integrata e spendere poco conviene ancora, a parte il fatto che praticamente non sono aggiornabili, ti compri CPU + scheda + RAM e la prossima volta devi ricomprare tutto. Con AMD potresti comprare una scheda in offerta da Amazon Warehose, cercare di pigliare una CPU vecchia a poco o usata poi tra 1-2 anni potresti cacciare qualche centone per prendere una CPU medio-alta a un prezzo ragionevole.
-
Ok, speriamo di salvarlo, se hai qualche dubbio e vuoi provare a chiedere... Sono sempre qua, c'e' troppo caldo per andare in giro 😛
-
Smothering, lisciare PLA | PTEG | ... con resina
eaman ha risposto a eaman nella discussione Problemi generici o di qualità di stampa
A sensazione la resina e' autolivellante tipo smalto, comunque ne ho messo poca al punto che non dovrebbe aver creato accumuli dato che sono forme molto 3D ma l'idea e' che copre i canyon nel filamento. Nota: e' da fare sul pezzo non verniciato, in queste foto vedete dei pezzi che avevo provato a verniciare e gia' che c'ero ho fatto delle prove a metterci poi la resina sopra ma l'idea e': stampare, spennellare resina, scartavetrare al bisogno (anche per togliere il glossy), vernicire anche con aerografo. Tant'e' che quel colore era molto pastoso per essere dato sulle superfici corrugate, sul liscio ha fatto molto gli accumuli da pennellata. Se dai un colore ben diluito ti scorre nei canalini ed e' un casino, bisogna dargli prima un sigillante 😛 -
Smothering, lisciare PLA | PTEG | ... con resina
eaman ha risposto a eaman nella discussione Problemi generici o di qualità di stampa
Queste le ho curate subito, non mi sono posto il problema dato che hanno scopo puramente estetico e ci avrei verniciato sopra. A farla asciugare cosa cambia? -
Smothering, lisciare PLA | PTEG | ... con resina
eaman ha risposto a eaman nella discussione Problemi generici o di qualità di stampa
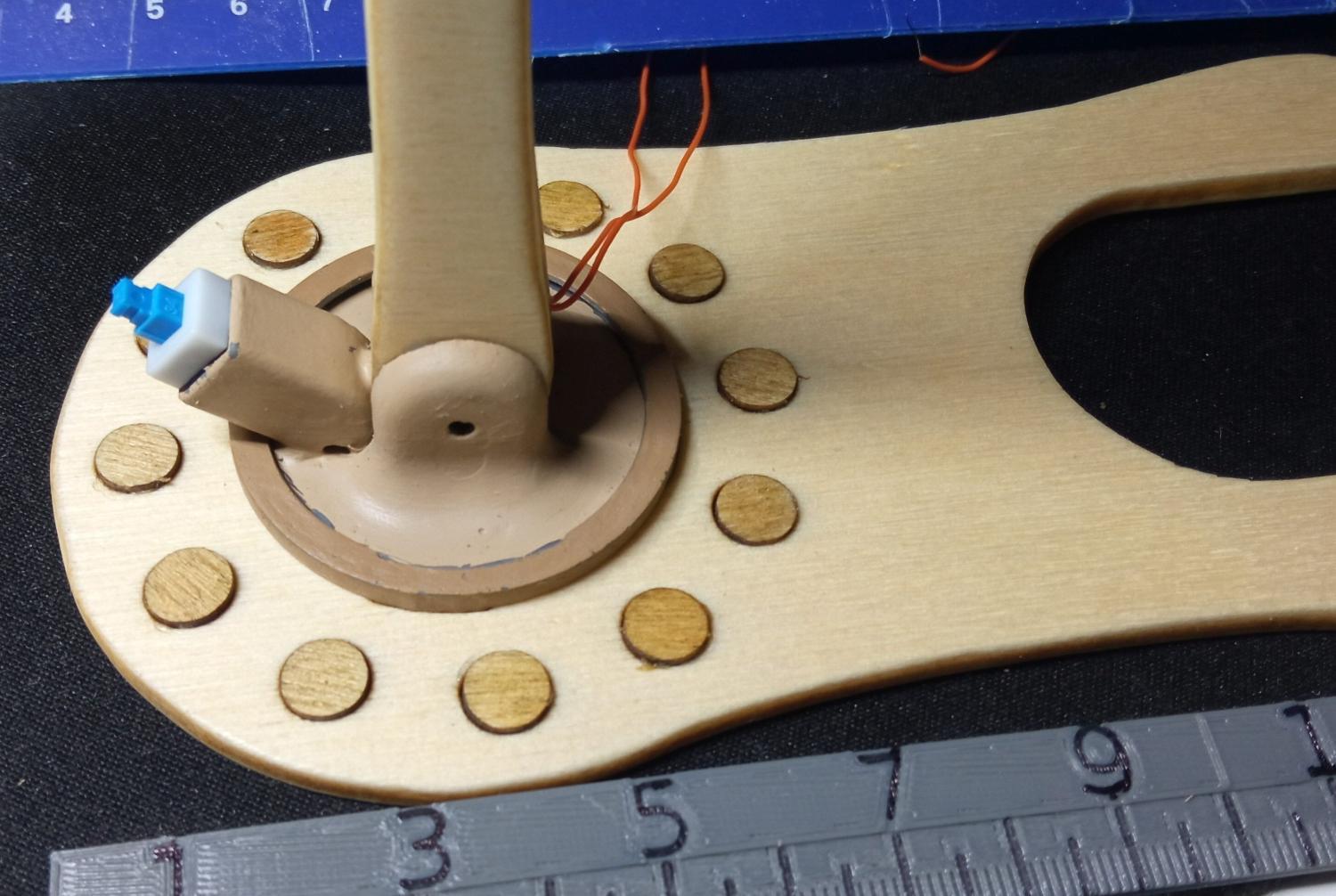
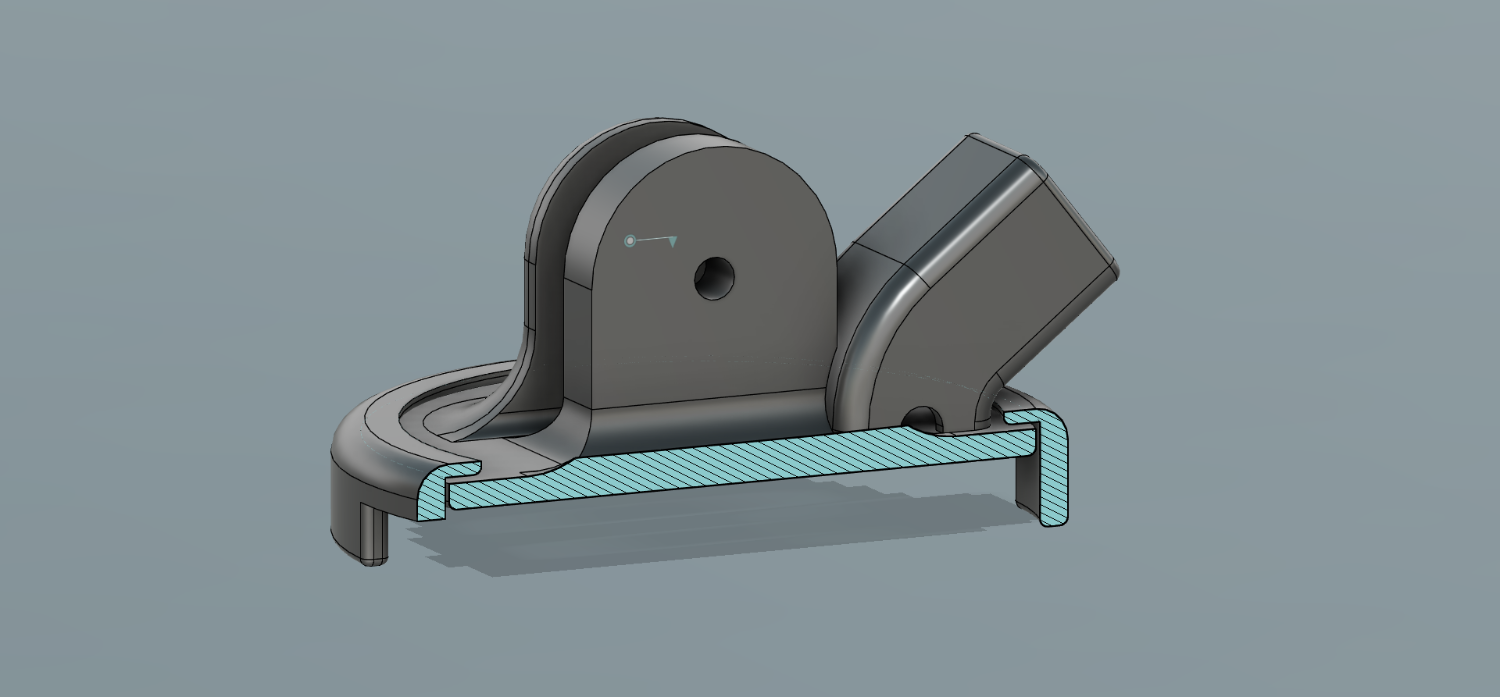
Se vi piace vi lascio anche i materiali preparativi: Banalmente questa roba sulle parti funzionali ti manda per aria le tolleranze dei punti di contatto: Dato che e' un passaggio addizionale (che non va nel CAM) penso che un modo furbo potrebbe essere preparare una maschera da tagliare su nastro da carrozziere, per poter tenere puliti gli incastri e zone di attrito. Trattarla come vernice insomma... Tipo nel primo prototipo in cui ho resinato e colorato tutto mi e' poi toccato di raschiare i bordi tondi altrimenti la cornice stringe troppo, si vede nel contorno del cerchio:
-
Ah si' questo al 100%, farsi un PC e' sempre meglio e sul lungo periodo piu' conveniente: un domani ti basta aggiornare la CPU + scheda video oppure il blocco scheda madre + CPU + RAM + video. Se uscissero i Ryzen 5100 (oppure se prendi un vecchio usato) sarebbe piu' conveniente sul lungo periodo anche se spendi un po' di piu' oggi.