FoNzY
-
Numero contenuti
6.392 -
Iscritto
-
Ultima visita
-
Giorni Vinti
436
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di FoNzY
-
succede spesso che l'estrusore perda passi, anche se bisognerebbe sapere il perche' lo sta facendo....probabilmente sei troppo basso sul piano e non ce la fa' ad estrudere.... per quanta riguarda LCD puoi modificare i step\mm con la rotella e confermare premendola, ma al riavvio si resetta e devi rifarlo(la tronxy non salva in eeprom).... conviene impostare un g-code iniziale
-

Buona sera a tutti onorato di far parte del forum!
FoNzY ha risposto a tire68 nella discussione Presentazioni
ciao @tire68, certamente c'è un modo per rendere gli oggetti delle stesse dimensioni del disegno, sempre tenendo presente che l'errore delle fdm è ragionevolmente 0,1mm in X e Y. nel firmware della tua stampante c'è questa riga di codice: #define DEFAULT_AXIS_STEPS_PER_UNIT {80, 80, 3200, 625, 625, 625, 625} (numeri presi a caso da internet i tuoi saranno diversi) questi valori indicano quanti step deve compiere il motore per muovere l'estrusore lungo il proprio asse di 1mm. in particolare:#define DEFAULT_AXIS_STEPS_PER_UNIT {80, 80, 3200, 625, 625, 625, 625} asse x,assey,asse z, estrusore....... questi valori sono pre-impostati per la tua stampante basandosi su parametri assoluti ma poi tra la teoria e la pratica c'è differenza. per trovare il giusto numero di step\mm devi misurare l'effettive dimensioni del pezzo e quindi: (dimensione teorica \ dimensione effettiva ) x step\mm attuale = nuovo step\mm esempio: cubo 20x20x20 dim teorica 20mm \ dime eff. 19mm x 20stepp\mm=21,05 stepp\mm ci sono 3 modi per regolare gli step\mm: 1) puoi modificare la riga di codice nel firmware e ricare lo stesso 2) puoi modificarli dal pannello touch se ne hai uno direttamente sulla stampante 3) dal programma di slicing impostando come g-code iniziale : M92 X123.45 Y123.45 Z123.45 E123.45 -
@Gigihahahah, credevo che era una foto estratta dal video che ha caricato comunque si, ce l'ho e devo dire che mi trovo molto bene... ho modificato solo il mosfet sul piano perche altrimenti cosi grande si diventa vecchi a scaldarlo e piccola modifica alle cinghie per non farle intrecciare e la stampante va una bomba....
-
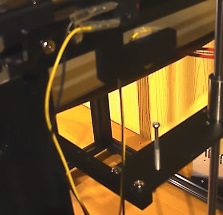
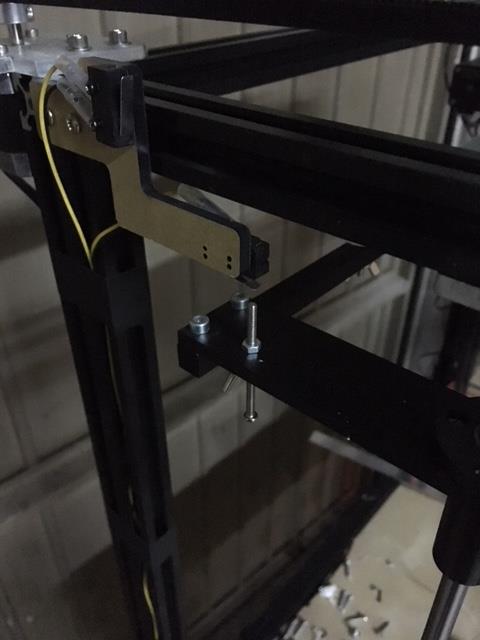
anche la vite è montata al contrario e sopratutto non è la vite giusta da mettere li! la vite giusta è una molto piu' lunga e completamente filettata, la testa devi metterla sotto ed usare un dado e controdado per bloccarla altrimenti si allenta ogni volta che stampi .

-
Colla per PLA e alluminio o carbonio
FoNzY ha risposto a skimans nella discussione Materiali di stampa
la migliore soluzione è la colla bi-componente (5min o 30min) in ongnuno dei due casi...... -
Risultato stampa oggetto
FoNzY ha risposto a Paoodo nella discussione Problemi generici o di qualità di stampa
ho risposto anche nel post che è il clone di questo..... il fatto è che l'abs davinci tende piu' degli altri ad imbarcarsi, è un grosso limite di questa marca.... -
Chi mi aiuta (pago la consulenza) a calibrare la mia Da Vinci Pro 1.0?
FoNzY ha risposto a alexpita nella discussione Problemi generici o di qualità di stampa
hahahah, le stampanti 3d "economiche" hanno tutte di questi problemi.....perseveranza!!! -
Chi mi aiuta (pago la consulenza) a calibrare la mia Da Vinci Pro 1.0?
FoNzY ha risposto a alexpita nella discussione Problemi generici o di qualità di stampa
anche secondo me è ancora un po' alto, anche se veramente poco, secondo me se usava colla o lacca la stampa andava.... visto che è tanto tempo che ci stai penando prendi uno spessimetro su amazon a 7euro e usalo per regolare il piano in modo "empirico".... -
si, certo che puoi dipingere gli oggetti in PLA. per verniciare il PLA puoi usare qualsiasiasi vernice a base d'acqua oppure un normale colore acrilico, data la superificie "rigata" del pezzo è necessario carteggiarlo, successivamente potrebbe essere necessaria una passata di stucco e\o una mano di fondo. puoi incollare il pla con il cianoacrilato nel caso di piccoli pezzi,mentre su ampie superfici l'ideale è la colla bi-componente 5\30min
-
.....7 ore di stampa con abs sono tante, c'è un serio rischio che il pezzo si imbarchi..... auguroni!
-
PLA si stacca a inizio stampa
FoNzY ha risposto a AcesHigh nella discussione La mia prima stampante 3D
si, ok stiamo dicendo la stessa cosa, "mea maxima culpa" ho scritto male nel mio primo post, ovviamente intendevo 0,19mm e 0,18mm non 1,9\1,8 che sono numeri totalmente sballati insomma deve abbassare sto layer di 10 centesimi -
PLA si stacca a inizio stampa
FoNzY ha risposto a AcesHigh nella discussione La mia prima stampante 3D
hai provato tutto tranne quello che ti ho suggerito, il tuo problema è che il layer è troppo alto per un piano senza colla\lacca e simili. il priimo layer a 0,2 e larghezza linea al 120% sono parametri per un piano con collanti. vedrai che se abbassi il primo layer tra l'altro il riempimento migliora perche' viene schiacciato un po'. il foglio di carta non è un modo empirico per verificare la calibrazione in Z. per verificare la calibrazione dovresti spegnere la macchina durante la stampa del primo layer e con uno spessimetro verificare l'esatta distanza tra ugello e piano (che credo non sara' di 0,2 mm) perche' dici 800%? è il 5% in meno(magari sbaglio)? 0,2\100= 0,02x95= 0,19 -
PLA si stacca a inizio stampa
FoNzY ha risposto a AcesHigh nella discussione La mia prima stampante 3D
secondo me il problema è chiaramente il piano regolato un "pelo" basso,le stampanti cinesi vanno in home sull'end-stop ma l'end-stop non è direttamente legato alla posizione piano. quando regoli il piano ne cambi la posizione in Z ma non cambi la posizione dell'end-stop secondo me risolvi semplicemente cambiando: initial layer thickness da 0,2 a 1,90\1,85mm tenere il piano a 60 gradi è uno spreco di potenza, tienilo a 30 gradi. -
la qualita' di scansione?
-
Stampa non perfetta strato inferiore e superiore
FoNzY ha risposto a bart9 nella discussione La mia prima stampante 3D
ciao bart, prima cosa layer da 0,1 su una anet è solo una perdita di tempo, con layer a 0,2 la qualita' è ottimale e ti salvi tanto tempo. la temparatura di stampa è un po' alta, 190 gradi è ottimale. il piano a 60 gradi per PLA è sprecato, se è in una sanza fredda mettilo a 30 gradi altrimenti anche non riscaldato va bene lo stesso(in caso di temperatura ambiente intorno ai 20gradi) l'altezza del primo layer per layer da 0,2 deve essere tra 0,2 e 0,25 da software, controlla che poi questa impostazione corrisponda a realta'.(dstanza tra end-stop e piano) non uso cura ma dovrebbe esserci l'impostzione per la % di estrusione nel 1 layer che per ugello da 0,4 è del 120% circa. perche la stampa che hai postato è tutta storta? non è perfettamente tonda è proprio il disegno o è un errore di stampa? dalla stampa si puo' notare che o la velocita' è troppo alta o che le cinghie sono lente..... -
Date un aiuto ad un neofita?
FoNzY ha risposto a Mr.Mouse nella discussione La mia prima stampante 3D
ciao, per prima cosa chiariamo il fattto che una sttampante da 400 euro non sampa peggio da di una makerbot o simili da 4000 euro. la differenza tra una "cinese" e una "brand" sta nell'affidabilita', un evenuale software proprietario e una meccanica "stabile". le stampanti che hai citato sono tute molto simili, ognuna ha i suoi difetucci ma alla fine si equivalgono...... mosfet apparte io non ti consiglierei di modificare niente in nessuna di queste stampanti, l'eventuale modifica va fatta successivamente, solo quando dopo aver maturao una certa esperienza si ha la certezza che modificando X la situazione migliore, per un neofia modificare a caso porta solo molti problemi. il mosfet puo' essere una buona idea su ogni stampante dato il suo modesto costo..... -
inendo proprio repetier hos, nelle impostazioni c'è la diciura: altezza primo layer. per quano riguarda il display, l'imposazione auo-home puo' tornare uile in certe occasioni cosi come muovere gli assi ma in questo caso il display non serve a niente
-
devi calibrare la stampante sia da software che manualmente.... per prima cosa occorre avere un alttezza impostata da software corretta. per la x5s e piu' in generale per questi tipi di stampante si usa un altezza per primo layer tra 0,2-0,25mm. poi occorre che questa altezza di layer impostata sia effettiva e quindi bisogna calibrare in modo manuale il piano. per prima cosa lanci una stampa, poi durante la stampa del primo layer spegni la macchina e rimuovi il poco filamentto estruso.... adesso avrai l'ugello all'altezza del primo layer impostata da software (che molto probabilmente non corrisponde a realta') utilizzando uno 'spessore rimediato' o uno spessimetro regoli le viti affinche' questo "oggetto" entri perfettamente tra piano e ugello. ovviamente l'oggetto che userai dovra' essere spesso tra 0,2-0,25 mm.
-
il vetro è il materiale piu' adatto per un piano di stampante 3d.il vetro, per la sua manifattura ha un grado di planarita' molto elevato, quindi risulta piu' che improbabile avere un vetro visibilmente storto, inoltre il vetro non tende a piegarsi infatti,la dilatazione termica alla quale viene sottoposto durante la stampa nel lungo periodo lo spezza. l'alluminio è un ottimo conduttore termico ma è molto duttile, una lastra da 2\3mm sarebbe troppo morbida e con l'uso prolungato e gli stress termici si piegherebbe al centro sotto il suo stesso peso se non fissata a dovere,inoltre per la sua manifattura (piu' che altro il trasporto) è praticamentte impossibile avere una lastra perfettamente planare. usare spessori di alluminio di 5mm su una stampantina 3d è sconveniente per peso e supporti vari oltre il costo dell'alluminio in se. nel dubbio prendi un vetro nuovo, ma come ti ho detto un vetro piegato è molto improbabile (per non dire impossibile) quindi magari si è piegato qualcosa nei componenti della stampante...
-
Anet a8 Errore temperatura hotend
FoNzY ha risposto a FLY117 nella discussione La mia prima stampante 3D
ci credo che non sia nero, ma forse è prorpio questo il problema a questoo punto, il materiale è rovinato -
Anet a8 Errore temperatura hotend
FoNzY ha risposto a FLY117 nella discussione La mia prima stampante 3D
ti garantisco che il PLA della bq nero è di un bel nero particolarmente lucido, che sia questo il problema? una foto di questo pla? -
Anet a8 Errore temperatura hotend
FoNzY ha risposto a FLY117 nella discussione La mia prima stampante 3D
sbagli a pensare che sia rotta, misurando la temperatura con uno strumento esterno è normale che sia diversa da quella mostrata sul display, nel caso di problemi hardware leggi temperature del tutto sballate (200 gradi olltre il limitte,oppure 0). impostare la temperatura ad esempio a 200 ed avere una temperatura effettiva misurata a "naso" sull'hot end diversa di 10\20 gradi è piu' che normale, il sisema è pensato per avere la temperatura mostrata a display (+\-) sulla punta dell'ugello, è un sistema fatto con componenti da 50cent è normale che ci sia una grossa discrepanza. visto che hai sostittuito la termocoppia hai controllato che il suo valore sia lo stesso impostato da software? adesso parli anche di "aggiornamenti hardware" che tipo di aggiornamenti?.magari il problema è stato questo -
Anet a8 Errore temperatura hotend
FoNzY ha risposto a FLY117 nella discussione La mia prima stampante 3D
la ventilazione del gruppo estrusore deve essere accesa ogni volta che scaldi l'ugello, la ventola serve per non far arrivare il calore in punti indesiderati (tipo all'iinterno della gola), non influisce sul tempo impiegato per il riscaldamento. prima lo stampavi e adesso non riesci piu'? oppure non ci sei mai riuscito? le cause di una mancata estrusione potrebbero essere molte in questo caso: il motore estrusore, se lo fai girare a vuoto il motore gira correttamentte? l'ugello si porebbe essere tappato, prova a controllare se qualcosa blocca il foro. il filamento potrebbe essere troppo spesso e si blocca nel bowden\ hot-end (anche se la BQ fa buoni filamenti e mi sembrerebbe srano) hai il tubo in PTFE all'inerno del hot end? il riscaldamento a ventola spenta potrebbe far sciogliere il filamento nella parte alta della gola (molo piu' su dell'ugello) e questo potrebbe causare un tappo che riesci a sciogliere in parte a temperature molto piu' alte la temperatura ottimale per il pla bq è 190 gradi! -
ciao, in teoria dovrebbe essere poggiato sul piano quando non sei in stampa per ricordarti che: il piano scotta! , in pratica non serve a niente è solo un accessorio estetico.
-
hotend cartridge che scalda appena accesa la stampante
FoNzY ha risposto a Pierluigi84 nella discussione La mia prima stampante 3D
ciao pierluigi, la "cartuccia" è semplicemente una resistenza che appunto ponendo una resistenza al passaggio della corrente si scalda. un modo semplice per verificare il funzionamento della cartuccia è impostare il multimetro in "test continuita'" e collegandolo ai poli della cartuccia(scollegata dalla mobo) la lettura deve essere 0 impostare il multimetro per verificare la resistenza (ohm) ha il solo scopo di quantificare effettivamente quanta resistenza pone la cartuccia ma a te questo non interessa molto. il fatto che la cartuccia si scaldi fino a emperature estreme puo' dipendere da diversi fattori,dando per scontato che la temperatura target impostata sia giusta secondo me il problema potrebbe essere un sensore di tipo diverso dal precedente che avendo una resistenza diversa fornisce letture sballate alla mobo, hai modo di verificare che la temperatura mostrata a display sia quella effettiva? pootresti provare inoltre a montare il vecchio sensore...