FoNzY
-
Numero contenuti
6.845 -
Iscritto
-
Ultima visita
-
Giorni Vinti
516
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di FoNzY
-

Prusa i3 MK3 in kit: montata ma la ventola frontale non funziona! Come fare?
FoNzY ha risposto a nessuno0505 nella discussione Hardware e componenti
io ho una zortrax m200 e credo che lei sia un tipo di macchina ben diverso (non esattamente professionale), è la piu' economica ad offrirti uno slicer prorpietario, dei filamenti proprietari,una meccanica affidabile,assistenza ed arriva gia' montata,se consideriamo tutto cio' diciamo che potrebbe valere (e li vale dopo averla provata) i soldi che costa.il prezzo è un po' alto ma sicuramente non si puo' dire che vale 400. per quanto riagurda la rep rap invece non sono d'accordo sul prezzo, si paga una stampante da 200 euro piu' del triplo per avere cosa? poco piu' del kit cinese ed una assistenza clienti che si limita a dire: " spedisci a tue spese la stampante a noi" che la ripariamo o la sostituiamo(che è la stessa cosa di zortrax), mi spiace ma è dai tempi della ormerod (la mia prima stampante) che non amo rep-rap e la loro filosofia.....poi questa è la mia idea personale su quel brand, se sono cosi famosi evidentemente molti la pensano in modo diverso.... -
in settimana dovrei passare a roma, ti mando un pm e vediamo come fare
-
non è solo questione di resistenza, in relata' il discorso è un po' piu' complesso. il piano è solo l'ultima parte di un sistema composto da diversi componenti molti dei quali elettronici,quindi ti serve qualcuno con competenze almeno discrete in elettronica, sicuramente non esiste un "tecnico di stampanti 3d" forse la soluzione è chiedere in qualche engozio che ripara pc,elttrodomestici,etc.. o anche un elettricista se il loro tecnico è disposto a guardarti la stampante.... se sei delle mie parti potrei guardarti il problema e coglierei l'occasione anche per vedere dal vivo la stampante😎
-
questi valori sono piuttosto buoni,e credo che non abbia senso modificarli. il primo gruppo si riferisce alle accellerazioni massime, ossia fino a quanto puo' accellerare un motore per passare da 0mm\s a xmm\s ( o da x a y mm\s)dove x è la velocita' dedotta dal gcode (a grandi linee è questo, in realta' è un po' piu' complesso). il secondo gruppo si riferisce alla velocita' massima che puo' raggiungere il relativo asse. il terzo alla velocita' di cambio direzione e\o miscelazione assi. ad esempio passare da x+ a y- per poi a x- (+\- indicano la direzione) per stampare due line lungo asse x separate da 2 mm l'ultimo è la velocita' massima alla quale mandare gli assi per raggiungere la posizione "home". ovviamente tutti questi parametri hanno priorita' assoluta rispetto a quelli che potrei mettere sul software di sclicing.
-
problema di stampa
FoNzY ha risposto a Lellos72 nella discussione Problemi generici o di qualità di stampa
descrivi meglio il problema perche almeno io non ho capito niente, metti un video se puoi.... -
cr10 Settaggi cura 3.5 x ce 10 s5
FoNzY ha risposto a Gigetto nella discussione Problemi generici o di qualità di stampa
https://www.thingiverse.com/thing:1278865 -
cr10 Settaggi cura 3.5 x ce 10 s5
FoNzY ha risposto a Gigetto nella discussione Problemi generici o di qualità di stampa
ciao, le impostazioni cambiano da macchina a macchina la cosa migliore è che tu posti una foto delle impostazioni e del cubo di prova in modo che possiamo suggerirti cosa modificare in base al risultato di stampa che vediamo..... -
Non mi salva le modifiche step mm di assi ed estrusore
FoNzY ha risposto a Katanzaro93 nella discussione Problemi generici o di qualità di stampa
quello che succede è normale, molte stampanti hanno l'opzione di cambiare i dati salvati in eeprom e moite altre no. l'unico modo per cambiare i dati nella tua eeprom è quello di cambiare firmware con uno da te oppurtunamente editato.... credo che la soluzione migliore sia quella di creare un "g.code iniziale" composto da una sola riga dove specifichi gli stepp\mm che desideri avere. in repetier host-> impostazioni stampante->scripts-->codice iniziale: m92 X Y Z E..... i dati nella eeprom rimangono gli stessi ma è il gcode a dirgli di usare gli stepp\mm specificati per questa stampa, essendo un codice iniziale è aggiunto ad ogni g.code e quindi ad ogni stampa.... -
Prusa i3 MK3 in kit: montata ma la ventola frontale non funziona! Come fare?
FoNzY ha risposto a nessuno0505 nella discussione Hardware e componenti
puoi contattare l'assistenza mandando una mai a: info@prusa3d.com puoi chattare con l'assistenza qui: https://shop.prusa3d.com/en/contact-us molto male che su un kit che viene venduto ad un prezzo assurdamente alto i pezzi non funzionano tipo kit cinese da 200 euro 😂 valuta anche il fatto di prendere un altra ventola a tue spese, credo che per la sostituzione in garanzia ci vorra' del tempo.... -
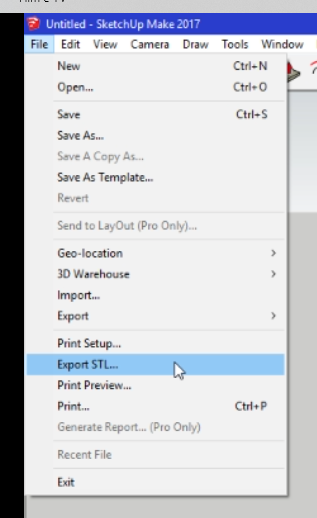
Da Sketchup a Cura 3d
FoNzY ha risposto a Becks nella discussione Software di slicing, firmware e GCode
è normale che succeda questo, quella in foto è la schermata di esportazione modello in 3d di sketchup, un file stl non è un modello in 3d. per esportare la geometria con l'uso di un plugin esterno devi esportarlo appunto usando il plugin, "esporta modello" è un comando di sketchup e quindi al suo interno avrai sempre e solo le opzioni relative a sketchup. il file di gigi non si apre nemmeno a me, quindi ti suggerisco il modo ufficale di scaricare i plugin ossia attraverso "extension warehouse" nella schermata principale in alto c'è finestra-->nel menu' a tendina extension warehouse. per esportare in .stl fai cosi:
-
FIRMWARE MARLINKIMBRA
FoNzY ha risposto a truzzi-luca nella discussione Software di slicing, firmware e GCode
Praticamente te la sta dando l’editor, visto che hai abilitato la funzione di pausa ti chiede dove mettere l’estrusore quando in pausa. In configuration.h devi semplicemente abilitare la funzione di parcheggio estrusore, puoi anche impostare la posizione che altrimenti di norma e’ x0 y0 -
come ti ha detto marcott il folgio di carta puo' andare bene ma spesso causa problemi e personalmente preferisco usare uno spessimetro che è mille volte meglio del foglio di carta e su una meccanica critica come nelle cinesi puo' fare una grande differenza...
-
ti conviene cambiarla se vuoi l'area di stampa piu' grande che hanno le altre due, altrimenti meccanicamente posso assicurarti che come la geetech ha il problema sulle barre le altre due hanno lo stesso problema da qualche altra parte....
-
ciao @sider secondo me hai un idea sbagliata delle stampanti cinesi, hai ragione sul fatto che la loro meccanica è semplicemente indecente,ma con un utilizzo responsabile sono in grado di stampare con un ottima qualita' al pari di fdm dal costo di 4\5k euro.ad esempio cambiare il sistema barra e chiocciola "super cinese" con uno da 1000 euro non produrrebbe risultati tangibili, possiamo dire che l'intero sistema è mediocre e per aver un miglioramento andrebbe cambiato l'intero sistema(e quindi una nuova macchina).ma in ogni caso i miglioramenti sarebbero solo due,una maggiore velocita' di stampa(poca di piu') ed una maggiore affidabilita'(il vero problema delle cinesi), la qualita' finale di stampa sarebbe praticamente la stessa. le stampanti "di marca" hanno solo una meccanica piu' stabile, sempre fatta con componenti economici ma che gli consente solo una maggiore affidabilita'.per concludere per avere una buona qualita' di stampa ti basta avere il kit come te lo da il cinese...se non si riesce ad avere "la colpa" è dell'utente e delle sue impostazioni sbagliate nei vari software.fare delle piccole modifice o sostituzioni puo' solo migliorare l'affidabilita' della stampante cinese che altrimenti è molto bassa. per quanto riguarda le stampanti di questa fascia che tu prenda quella con scritto geetech prusa,zonestar,flsun o chi sia non cambia assolutamente nulla, tutte meccanicamente pessime ed elettronicamente molto simili, praticamente il cinese di turno cambia il colore delle plastiche,il nome sulla scatola e ben poco altro.
-
estrusione mancata filo non scorre?
FoNzY ha risposto a irolokirt nella discussione Problemi generici o di qualità di stampa
bè è un po' alto, ma sei nella norma. fino a 0,4 stampi senza problemi.... è una cosa un po' strana questa che ti succede, girare la bobina richiede uno sforzo minimo quindi son molto perplesso sulla possibile causa.... da come descrivi il problema dell'estrusione potrebbe avere diverse cause.... da quello che ho capito se c'è un minimo di sforzo in piu' il motore dell'estrusore perde passi (quello ho capito io, magari è sbagliato) le cause potrebbero essere diverse, per prima cosa assicurati che il sistema spingi filo funzioni a dovere. constrolla che sia montato bene,che la ruota dentata non giri libera sull'asse motore e che non manchi i cuscinetto a sfere che tiene il filo in posizione... se il problema non è nello spingi filo potrebbe essere il motore, scambialo con uno degli assi e vedi se le cose cambiano (caso poco probabile) se non è il motore e non è la parte meccanica allora è la "vref" troppo bassa che fa perdere i passi al motore appena c'è un poco di sforzo in piu' il motore non ce la fa a girare.non so quale potrebbe essere un valore di riferimento per la ender 3 quindi nel caso portala allo stesso voltaggio di quella degli altri motori. in ultimo ma non in ultimo, non è che la posizione della bobina crea un angolo troppo acuto con lo spingifilo e che questo non riesca a tirare il filo? -
estrusione mancata filo non scorre?
FoNzY ha risposto a irolokirt nella discussione Problemi generici o di qualità di stampa
cosa intendi per rullo? la bobina del filamento? si è giusto, l'altra è per raffreddare il hot-end -
Le stampe si staccano dal piatto
FoNzY ha risposto a danimatrix nella discussione Problemi generici o di qualità di stampa
io ho provato anche la colla, ma gia' la lacca dopo un po' lascia un abbondate residuo, con la colla ben cotta a 100 gradi per anche 10 ore la situazione è tragica... il fatto che con lo stick vai meglio conferma il mio sospetto di primo layer troppo alto, piu' che un "effetto colla" secondo me è piu' una questione di "spessore aggiunto" al primo layer -
saggi vi invoco! Consiglio acquisto di una Creality Cr-10s
FoNzY ha risposto a Huxley nella discussione La mia prima stampante 3D
non saprei per la a12 ma probabilmente si, di solito cambia poco o niente..... -
Anycubic i3 mega - info dopo cambio hotend
FoNzY ha risposto a ele nella discussione Problemi generici o di qualità di stampa
vero 😅, chiedo scusa non avevo letto troppo bene😓 -
Le stampe si staccano dal piatto
FoNzY ha risposto a danimatrix nella discussione Problemi generici o di qualità di stampa
hai regolato il piano? quando regoli il piano inevitabilmente lo muovi e spesso lo muovi in basso e di conseguenza il pirmo layer si trova ad una altezza sbagliata. regola il piano, come è evidente deve essere alzato dal lato destro e poi allenta di 1\4 di giro tutte le vite in modo che rimanga parallello all'estrusore ma un pelo piu' alto. i nastri e nastrini per i materiali classici (pla,abs e simili) non servono ad un tubo, un poco di lacca e se la stampa non attacca la colpa "è la tua" nel senso che hai qualche parametro sbagliato.... -
Anycubic i3 mega - info dopo cambio hotend
FoNzY ha risposto a ele nella discussione Problemi generici o di qualità di stampa
il problema nel tuo primo hot-end, che è anche piuttosto comune (succede molto spesso) è che il cinese di turno si dimentica di mettere il tubo in ptfe all'interno del hot-end. sopra al hot-block (pezzetto in metallo con cartuccia termica e sensore dentro) c'è un asta di acciaio cava all'interno e filettata all'esterno chiamata "gola"(dove scorre il filo prima di arrivare all'ugello),al suo interno deve essere presente un tubo in ptfe (del tutto identico a quello del bowden dove scorre il filo) che ha il compito di isolare termicamente il filo dal calore che inevitabilmente sale dal basso. quando non è presente il ptfe, il calore risale e scioglie il filo in un punto troppo alto e di cosneguenza l'estrusore si blocca. non c'è alcun tipo di manutenzione particolare da fare tra le stampe. puoi usare tutti i PLA che vuoi, ovvimaente ci sara' quello piu' facile e quello piu' dificle da stampare.... -
puoi prendere qualsiasi tipo di vetro, il vetro normale dal costo di 3 euro ha un basso rischio di rompersi a causa del calore, un piano in vetro borosilicato ha un bassissimo rischio di rompersi per il calore ma costa 30 euro...a te la scelta.... non conosco troppo la ender3,dalle foto non ho capito bene ma la differenza non c'è sopra o al posto basta rivedere la posizione di home(non la conosco troppo bene credo che basti questo)
-
saggi vi invoco! Consiglio acquisto di una Creality Cr-10s
FoNzY ha risposto a Huxley nella discussione La mia prima stampante 3D
sono la stessa stampante,cambia solo l'adesivo. potrebbero essere presenti delle differenze minime tipo numero di viti,colore delle parti....cose del tipo... -
saggi vi invoco! Consiglio acquisto di una Creality Cr-10s
FoNzY ha risposto a Huxley nella discussione La mia prima stampante 3D
bè considerando la spedizione internazionale dei primi due e considerando come funzionano i servizi "postali" italiani e sopratutto la dogana italiana, gia' questo vale 50 euro.considerando anche le tasse doganali ed il contributo di spedizione si aggiungono almeno 60 euro, quindi diciamo che la differenza di prezzo da amazon deve essere almeno 100,se poi consideri la serieta' e la garanzia amazon devi aggiungere almeno altri 20-50 euro. quinid se pensi di trovarla a 330 euro dalla cina aspetta, altrimenti vai di amazon.... -
GEEETech i3 pro B - Monitor con barre e non estrude.
FoNzY ha risposto a Ascalon nella discussione Problemi generici o di qualità di stampa
per prima cosa dovresti dirci se alla fine sei riuscito ad aggiornare o cambiare firmware? se si, con quale firmware hai sostituito l'originale? l'estrusore collegato all'uscita estrusore estrude solo se hot end è caldo, altrimenti va in protezione e non stampa. ma forse questo gia' lo sapevi.... è che non capisco cosa succede...che itnendi per "partita la stampa si ferma?" visto che la stampante funziona(va) il firmware è un colpevole piuttosto improbabile, il problema è nel lcd o nei cavi o collegamenti di essicontrolla bene i cavi che non siano invertiti e che non presentino danni. dopo aver controllato i cavi se non riscontri problemi cerca eventuali danni hardware sul lcd.