FoNzY
-
Numero contenuti
6.379 -
Iscritto
-
Ultima visita
-
Giorni Vinti
436
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di FoNzY
-
il mosfet esterno "sostituisce" il mosfet che è presente sulla scheda madre. il problema nasce dal fatto che quello posto sulla scheda madre(indipendentemente dal voltaggio) ha una potenza appena sufficente al funzionamento del bed e quindi lavorando sempre al massimo tende ad usurarsi prima. si, tutti a 280*....
-
il mosfet separato che si prende ha una potenza nominale molto maggiore di quella che sara' necessaria per lo scopo, in questo modo il mosfet non lavora mai a piena potenza inoltre alcuni supportano l'alimentazione a 24v, mentre quello della scheda madre ha una pèotenza critica appena sufficente allo scopo e quindi deve lavorare sempre al 100% della capicita' e ne consegue una "aspettativa di vita" piu' breve" "gli elastici" vanno presi della dimensione della barra da un lato e della dimensione dell'albero motore dall'altro. priima di prenderli rifletti sul fatto che la loro utilita' è praticamente nulla.....
-

Sporadici problemi di stampa
FoNzY ha risposto a Menny nella discussione Problemi generici o di qualità di stampa
ad occhio è un problema di ritrazione, ma è causato dal fatto che l'oggetto è particolare. il firmware gestisce in modo diverso i piccoli perimetri rispetto ai grandi, ci sono diverse accellerazioni,estrusioni e ritrazioni... uno o piu'di questi parametri non sono ottimali per una stampa cosi piccola (come ti ho detto, credo ci sia un po' troppa ritrazione) mentre per le stampe "normali" il problema non si presenta.... -
Consiglio su stampante 3d uso speciale
FoNzY ha risposto a Claudio123 nella discussione La mia prima stampante 3D
le DlP sono le stampanti piu' veloci in quanto questa tecnologia consente di stampare ogni layer a prescindere dalla sua grandezza nello stesso tempo, l'unica dimensione ad influire sul tempo di stampa è l'altezza in Z dell'oggetto, ma non stampano in multicolore e realisticamente impiegano 40min\cm... -
sicuramente sono nocive anche per inalazione al pari della benzina, vernice etc... quelle ad uso dentistico sono come le nostre, vengono usate per i calchi delle protesi, poi la protesi viene lavata,disnfettata etc.. la resina non entra mai in contatto con il paziente..... visto che ci siamo che colori di resine usate? io con la bianca non mi sono trovato troppo bene,molto meglio la verde fornita con la stampante......
-
ho la tua stessa stampante e anche io mi sono domandato quanto questa resina sia tossica...in quanto tra le altre cose si attacca dappertutto.... appena presi la stampante ho provato ad informarmi sulle caratteristiche della resina (se fosse infiammabile piu' che altro) ma dalla anycubic non hanno mai specificato cosa contenga la resina, non è scritto sulla confezione e l'unica informazione in merito fornita dalla anycubic è che è composta da "resin monomer , photoinit" ( per quanto ne so "photoinit" non è nemmeno una parola) ho letto alcune cose sui "fotopolimeri" in internet e visto che non sono un chimico mi sono limitato a capire "è un polimero che cambia la sua struttura quando esposto alla luce..."https://en.wikipedia.org/wiki/Photopolymer da quello che ho capito è impossibile avere una resina uv non tossica perche questi tipi di polimeri sono tutti "artificiali", un po' come chiedere una "vernice resistente naturale" ribadisco il fatto che non capisico nulla di chimica e magari ho scritto tante cavolate......
-
Geeetech piatto di stampa e altezza layer
FoNzY ha risposto a Menny nella discussione Problemi generici o di qualità di stampa

-
Geeetech piatto di stampa e altezza layer
FoNzY ha risposto a Menny nella discussione Problemi generici o di qualità di stampa
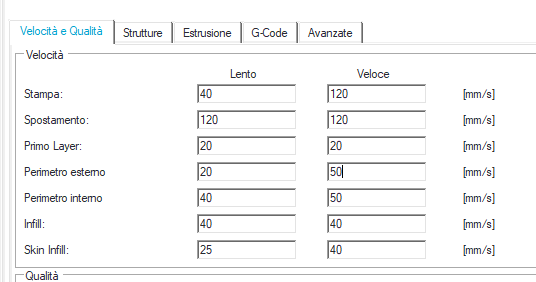
0,35mm è troppo alto, primo layer a 0,2 e gli altri anche. estrusione primo layer 120%, no brim, skirt a 5cm 2linee. da quello che scrivi la stampante va troppo veloce.... p.s. smetti di pensare che la stampante abbia problemi perche non li ha (almeno per quello che hai scritto finora) -
Consiglio su stampante 3d uso speciale
FoNzY ha risposto a Claudio123 nella discussione La mia prima stampante 3D
ciao @Claudio123, in accordo con i punti 1,4 e 5 l'unica scelta è usare un clasica fdm ma purtroppo la fdm ha i sui limiti... "essere accuritissima a livello di dettaglio" le fdm hanno un errore di 0,1mm, se impostate correttamente fanno stampe molto belle ma l'effetto "layer" (le righe orizzontali) è sempre visibile e non so se questo posso andare bene per le tue esigenze. "stampe veloci" velocita' o qulita', per le tue esigenze forse è neccessario usare un ugello da 0,2 (anziche il classico 0,4mm) e questo comporta stampe 1\3 piu' lunghe, stampare un fegato umano richiederebbe realisticamente 40\50 ore o piu', magari per farti un idea precisa sul tempo di stampa potresti scaricare un sofftware gratuito e fare delle prove con una stampante virtuale. il budget è basso per prendere una stampante plug&play tipo zortrax,makerbot...etc.. e quindi la scelta ricade sulle "cinesi" ma non so se questo tipo di stampanti possano fare al caso tuo.la qualita' è la stessa, la velocita' è la stessa l'unica differenza sta nel fatto che le "cinesi" hanno bisogno di continue manutenzioni e accorgimenti che in molti casi ritarderebbero la consegna del modello. credo che per un progetto del genere bisognerebbe pensare ad un budget piu' alto e prendere una stampante plug&play in modo da avere una stampante che sia "affidabile" e che rispetti tutti i punti citati. -
Geeetech piatto di stampa e altezza layer
FoNzY ha risposto a Menny nella discussione Problemi generici o di qualità di stampa
il tuo problema di solito ha due possibili cause, la prima è come hai intuito un impostazione da software sbagliata (che anche se non la trovi sicuramente c'è), l'impostazione corretta è di 0,2mm come altezza del primo layer.. in repetier hoost trovi questa impostazione--> slicer--> configurazione--> altezza primo layer. la seconda causa è data dalla meccanica della stampante la quale ti permette di modificare l'altezza del piano senza modificare l'altezza dell'end stop. (end stop a 0 +\- la posizione del piano calibrata= un errore teorico di oltre 0,2mm) io consiglio a tutti di abbandonare il folgio per prendere uno spessimetro da 0,2mm che costa poco, è piu' duraturo e piu' preciso. per una calibrazione ottimale mandi in stampa un oggetto X, durante la stampa de primo layer spegni la stampante(in modo da evere l'ugello alla distanza dal piano impostata da software), usando lo spessimetro\foglio puoi verificare nei 4 anagoli se questa altezza è corretta, nel caso non lo sia puoi regolare il piano senza toccare lo spostamento in Z in modo da avere un piano parallelo e alla distanza corretta in un solo passaggio.... -
Anycubic Photon
FoNzY ha risposto a Parserk nella discussione Problemi generici o di qualità di stampa
(Non so cosa intendevi con "altri modelli" ma la photon è una DLP non una SLA e per questo il prezzo è piu' basso rispetto a tante altre) comprata una settimana fa' ed avevo fatto anche una "mini recensione" ma il post è stato eliminato (credo che violasse qualche regola)..... la stampante in se è ok,fin troppo solida, il software lascia un po' a desiderare e l'area di stampa è quella che è..... la qualita' è ovviamente ottima paragonata ad una fdm..... MA....e ce ne sono tanti di ma.... La resina puzza, ad esempio io la tengo in garage e l'odore è molto forte, tenerla in casa o in appartamento è da escludere al 100% Le stampe vanno ripassate agli UV,le stampe rimangono morbide e non poossono essere usate quindi devi prenderti un "forno UV" (o costruirtene uno) dove poter ripassare le tue stampe per diverse ore.... Sporca ogni cosa, ad ogni stampa (anche fallita) devi ripulire tutto usando guanti,mascherina,alcool, tantissima carta e perdere almeno 1 ora ripulire la vaschetta e il piano....e di conseguenza ti servira' una fontanella\lavandino da distruggere con tutti questi liquidi a dir poco "non salutari" Le stampe vanno dipinte sempre, altrimenti cabiano colore con l'esposizione alla luce solare.... la resina 500gr\44 euro---> ha una resa moooooolto bassa quindi le stampe in se stesse costano moltissimo in conclusione la consiglierei al modellista esperto che per "il suo plastico" è disposto a passare ore a stampare il pezzo, ore a pulire il pezzo,ore a pulire la stampante, ore a ripassare la stampa e ore a dipingere la sua nuva miniatura, usarla al posto di una fdm per le cose "comuni" è da escludere al 100%..... -
Problema dettagli di stampa
FoNzY ha risposto a Sara Rossi Mel nella discussione Problemi generici o di qualità di stampa
ma le impostazioni in foto te le hanno suggerite o sono "a naso"? secondo me sono parecchio distanti da un valore ottimale..... 1,2mm di spessore parete ad esempio è un valore veramente esagerato ti triplica il tempo di stampa senza motivo...... -
succede spesso che l'estrusore perda passi, anche se bisognerebbe sapere il perche' lo sta facendo....probabilmente sei troppo basso sul piano e non ce la fa' ad estrudere.... per quanta riguarda LCD puoi modificare i step\mm con la rotella e confermare premendola, ma al riavvio si resetta e devi rifarlo(la tronxy non salva in eeprom).... conviene impostare un g-code iniziale
-
Buona sera a tutti onorato di far parte del forum!
FoNzY ha risposto a tire68 nella discussione Presentazioni
ciao @tire68, certamente c'è un modo per rendere gli oggetti delle stesse dimensioni del disegno, sempre tenendo presente che l'errore delle fdm è ragionevolmente 0,1mm in X e Y. nel firmware della tua stampante c'è questa riga di codice: #define DEFAULT_AXIS_STEPS_PER_UNIT {80, 80, 3200, 625, 625, 625, 625} (numeri presi a caso da internet i tuoi saranno diversi) questi valori indicano quanti step deve compiere il motore per muovere l'estrusore lungo il proprio asse di 1mm. in particolare:#define DEFAULT_AXIS_STEPS_PER_UNIT {80, 80, 3200, 625, 625, 625, 625} asse x,assey,asse z, estrusore....... questi valori sono pre-impostati per la tua stampante basandosi su parametri assoluti ma poi tra la teoria e la pratica c'è differenza. per trovare il giusto numero di step\mm devi misurare l'effettive dimensioni del pezzo e quindi: (dimensione teorica \ dimensione effettiva ) x step\mm attuale = nuovo step\mm esempio: cubo 20x20x20 dim teorica 20mm \ dime eff. 19mm x 20stepp\mm=21,05 stepp\mm ci sono 3 modi per regolare gli step\mm: 1) puoi modificare la riga di codice nel firmware e ricare lo stesso 2) puoi modificarli dal pannello touch se ne hai uno direttamente sulla stampante 3) dal programma di slicing impostando come g-code iniziale : M92 X123.45 Y123.45 Z123.45 E123.45 -
@Gigihahahah, credevo che era una foto estratta dal video che ha caricato comunque si, ce l'ho e devo dire che mi trovo molto bene... ho modificato solo il mosfet sul piano perche altrimenti cosi grande si diventa vecchi a scaldarlo e piccola modifica alle cinghie per non farle intrecciare e la stampante va una bomba....
-
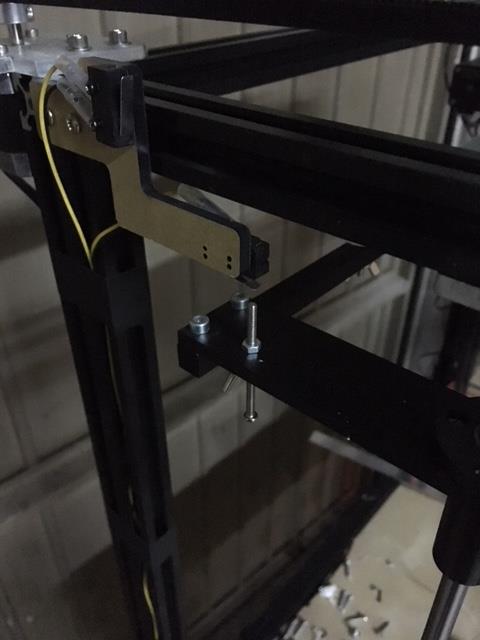
anche la vite è montata al contrario e sopratutto non è la vite giusta da mettere li! la vite giusta è una molto piu' lunga e completamente filettata, la testa devi metterla sotto ed usare un dado e controdado per bloccarla altrimenti si allenta ogni volta che stampi .
-
Colla per PLA e alluminio o carbonio
FoNzY ha risposto a skimans nella discussione Materiali di stampa
la migliore soluzione è la colla bi-componente (5min o 30min) in ongnuno dei due casi...... -
Risultato stampa oggetto
FoNzY ha risposto a Paoodo nella discussione Problemi generici o di qualità di stampa
ho risposto anche nel post che è il clone di questo..... il fatto è che l'abs davinci tende piu' degli altri ad imbarcarsi, è un grosso limite di questa marca.... -
Chi mi aiuta (pago la consulenza) a calibrare la mia Da Vinci Pro 1.0?
FoNzY ha risposto a alexpita nella discussione Problemi generici o di qualità di stampa
hahahah, le stampanti 3d "economiche" hanno tutte di questi problemi.....perseveranza!!! -
Chi mi aiuta (pago la consulenza) a calibrare la mia Da Vinci Pro 1.0?
FoNzY ha risposto a alexpita nella discussione Problemi generici o di qualità di stampa
anche secondo me è ancora un po' alto, anche se veramente poco, secondo me se usava colla o lacca la stampa andava.... visto che è tanto tempo che ci stai penando prendi uno spessimetro su amazon a 7euro e usalo per regolare il piano in modo "empirico".... -
si, certo che puoi dipingere gli oggetti in PLA. per verniciare il PLA puoi usare qualsiasiasi vernice a base d'acqua oppure un normale colore acrilico, data la superificie "rigata" del pezzo è necessario carteggiarlo, successivamente potrebbe essere necessaria una passata di stucco e\o una mano di fondo. puoi incollare il pla con il cianoacrilato nel caso di piccoli pezzi,mentre su ampie superfici l'ideale è la colla bi-componente 5\30min
-
.....7 ore di stampa con abs sono tante, c'è un serio rischio che il pezzo si imbarchi..... auguroni!
-
PLA si stacca a inizio stampa
FoNzY ha risposto a AcesHigh nella discussione La mia prima stampante 3D
si, ok stiamo dicendo la stessa cosa, "mea maxima culpa" ho scritto male nel mio primo post, ovviamente intendevo 0,19mm e 0,18mm non 1,9\1,8 che sono numeri totalmente sballati insomma deve abbassare sto layer di 10 centesimi -
PLA si stacca a inizio stampa
FoNzY ha risposto a AcesHigh nella discussione La mia prima stampante 3D
hai provato tutto tranne quello che ti ho suggerito, il tuo problema è che il layer è troppo alto per un piano senza colla\lacca e simili. il priimo layer a 0,2 e larghezza linea al 120% sono parametri per un piano con collanti. vedrai che se abbassi il primo layer tra l'altro il riempimento migliora perche' viene schiacciato un po'. il foglio di carta non è un modo empirico per verificare la calibrazione in Z. per verificare la calibrazione dovresti spegnere la macchina durante la stampa del primo layer e con uno spessimetro verificare l'esatta distanza tra ugello e piano (che credo non sara' di 0,2 mm) perche' dici 800%? è il 5% in meno(magari sbaglio)? 0,2\100= 0,02x95= 0,19 -
PLA si stacca a inizio stampa
FoNzY ha risposto a AcesHigh nella discussione La mia prima stampante 3D
secondo me il problema è chiaramente il piano regolato un "pelo" basso,le stampanti cinesi vanno in home sull'end-stop ma l'end-stop non è direttamente legato alla posizione piano. quando regoli il piano ne cambi la posizione in Z ma non cambi la posizione dell'end-stop secondo me risolvi semplicemente cambiando: initial layer thickness da 0,2 a 1,90\1,85mm tenere il piano a 60 gradi è uno spreco di potenza, tienilo a 30 gradi.