Cubo
-
Numero contenuti
888 -
Iscritto
-
Ultima visita
-
Giorni Vinti
11
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Cubo
-

Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
Cubo ha risposto a Cubo nella discussione Nuove idee e progetti
Il problema di queste situazioni è che a me viene da pensare: "hai ridotto moltissimo il preventivo e ti ringrazio... ma quindi all'inizio hai provato a vedere se riuscivi fregarmi alla grande ?" Perché se confermavi il preventivo da 10x non penso proprio che ti richiamavano per abbassarlo. Cioè: "se posso fregarti ti rubo anche l'anima, ma se dimostri di essere uno difficile da fregare allora mi accontento di farti un prezzo forse onesto dai" 😅 -
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
Cubo ha risposto a Cubo nella discussione Nuove idee e progetti
Vabbé grazie lo stesso per l'offerta 👍 Ma hai un laser che taglia metallo da 5mm a casa ? O lo hai a lavoro ? Fatalità mi hanno telefonato prima per dirmi che i 250 euro di preventivo erano probabilmente un errore del preventivatore... Quindi magari erano 220 in realtà 🤣 Scherzi a parte, da quello che ho capito è sempre bene inviare un file distinto per ogni parte invece che un file con tutte le parti dento. Altrimenti alcuni preventivatori non riescono a fare il "nesting" (riarrangiare le parti anche di altri progetti per ottimizzare l'uso del materiale). Non credo avrebbero fatto meglio di cmtstampaggio ma è bene saperlo. Ps. Avevo chiesto per il taglio ad acqua anche, niente preventivo ma mi hanno detto che le loro tolleranze sono di 3 decimi e che i fori da 2mm li riescono a fare ma vengono un po ovalizzati. -
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
Cubo ha risposto a Cubo nella discussione Nuove idee e progetti
Per la cronaca, cutstom (preventivo di oggi) faceva 138euro. -
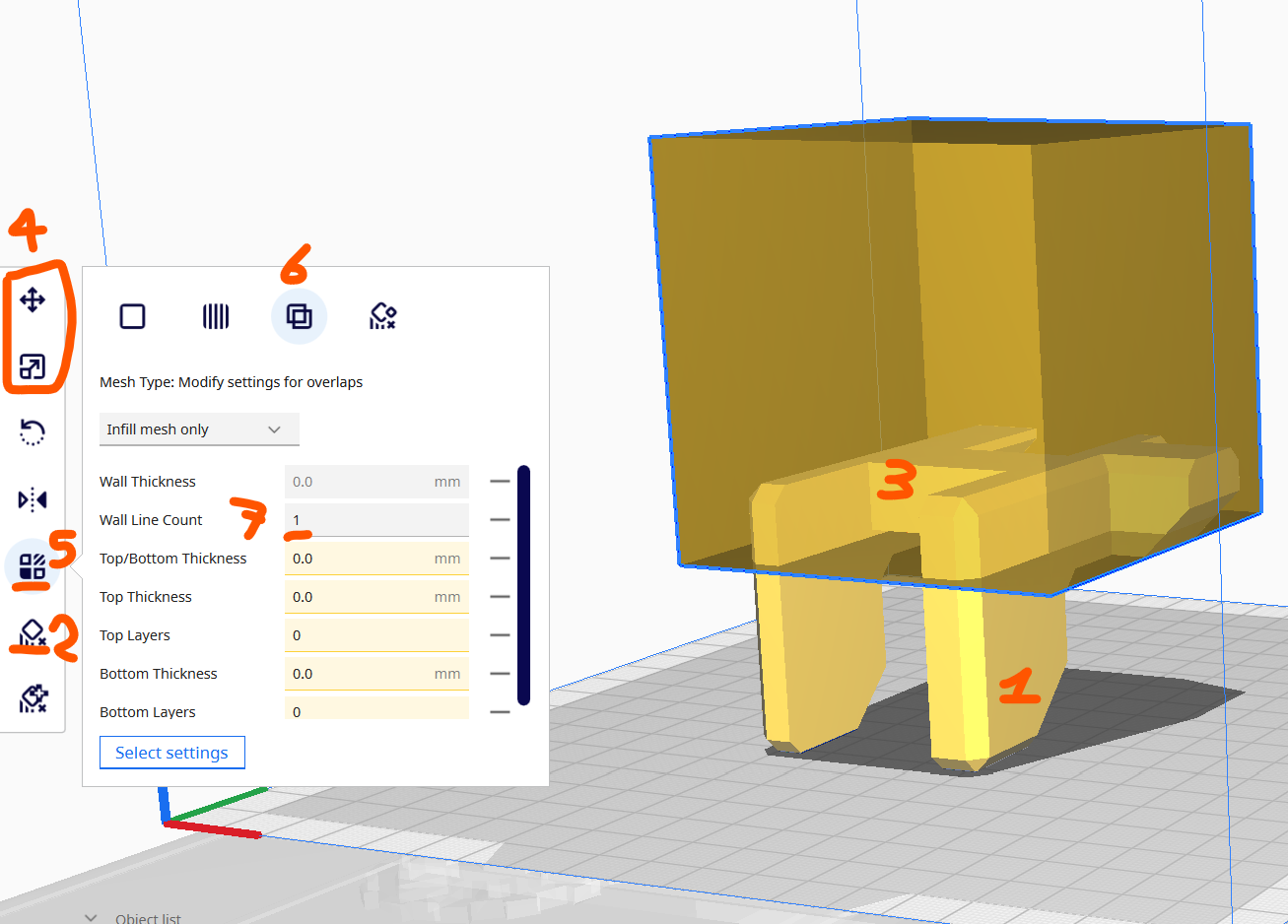
Come cambiare numero delle pareti a N layer
Cubo ha risposto a Giua nella discussione Software di slicing, firmware e GCode
Si, si può, l'ho fatto più volte (solitamente per l'infill). 1 seleziona il modello 2 seleziona l'elimina supporti 3 premi sul modello per creare un cubetto che elimina i supporti 4 scalalo e muovilo in modo che intersechi la parte che ti interessa fare con 1 strato 5 vai su "per model setting" 6 seleziona overlap 7 metti una parete
-
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
Cubo ha risposto a Cubo nella discussione Nuove idee e progetti
Ho preso tutto da cmtstampaggio.it Ho pagato 85euro per queste staffe spesse 5mm (spedite): Materiale: acciaio al carbonio (il più economico che c'era) Su altri siti (lasermio e xometry) a parità di spessore e materiale sparavano prezzi da 165 a 250 euro (+ s.s.) 😐 Spero mi arrivi qualcosa perché mi pare strano aver risparmiato la metà 😬
-
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
Cubo ha risposto a Cubo nella discussione Nuove idee e progetti
Quelli non arrivano proprio 😅 In alluminio costavano un botto e ho deciso di fare Fibral + pad termici Ah, immaginavo fosse più preciso, ma pensavo il laser fosse più costoso... Errore mio. I fori un po' più piccoli avevo già pensato di farli 🤓 Conosci per caso qualche sito che fa taglio laser? -
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
Cubo ha risposto a Cubo nella discussione Nuove idee e progetti
Ah ma tu con "piani" intendevi i pcb ? Pensavo i piani di stampa 😅 Ho visto che su quel sito fanno anche taglio ad acqua, ho provato a mandargli una richiesta per le staffe ma non sono sicuro che riescano a farmi i fori da 2mm 🤔 -
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
Cubo ha risposto a Cubo nella discussione Nuove idee e progetti
Ordinati oggi ! Volevo ERGAL per via della conduttività termica migliore ma lo vendono solo estruso/laminato, quindi sono andato sul FIBRAL (che è fresato-rettificato su entrambi i lati). Ho preso tutto su https://hmpsrl.it/ 170x150 2pezzi 340x300 1pezzo spessore 6mm costo 46€ più iva più 7,5€ (64€ dovrebbe essere) non conosco il totale esatto perché mi son fatto prendere la mano e ho preso anche qualche pezzo in ergal che era in offerta (qualche ritaglio avanzato immagino) e ho finito per spendere 120euro 😅 anzi, 108 perché con la prima registrazione regalano 10% di sconto sul primo ordine. Sono i più convenienti penso (senza contare i ritagli in sconto che li paghi quasi la metà)... Vedremo come sono i pezzi quando arrivano. -
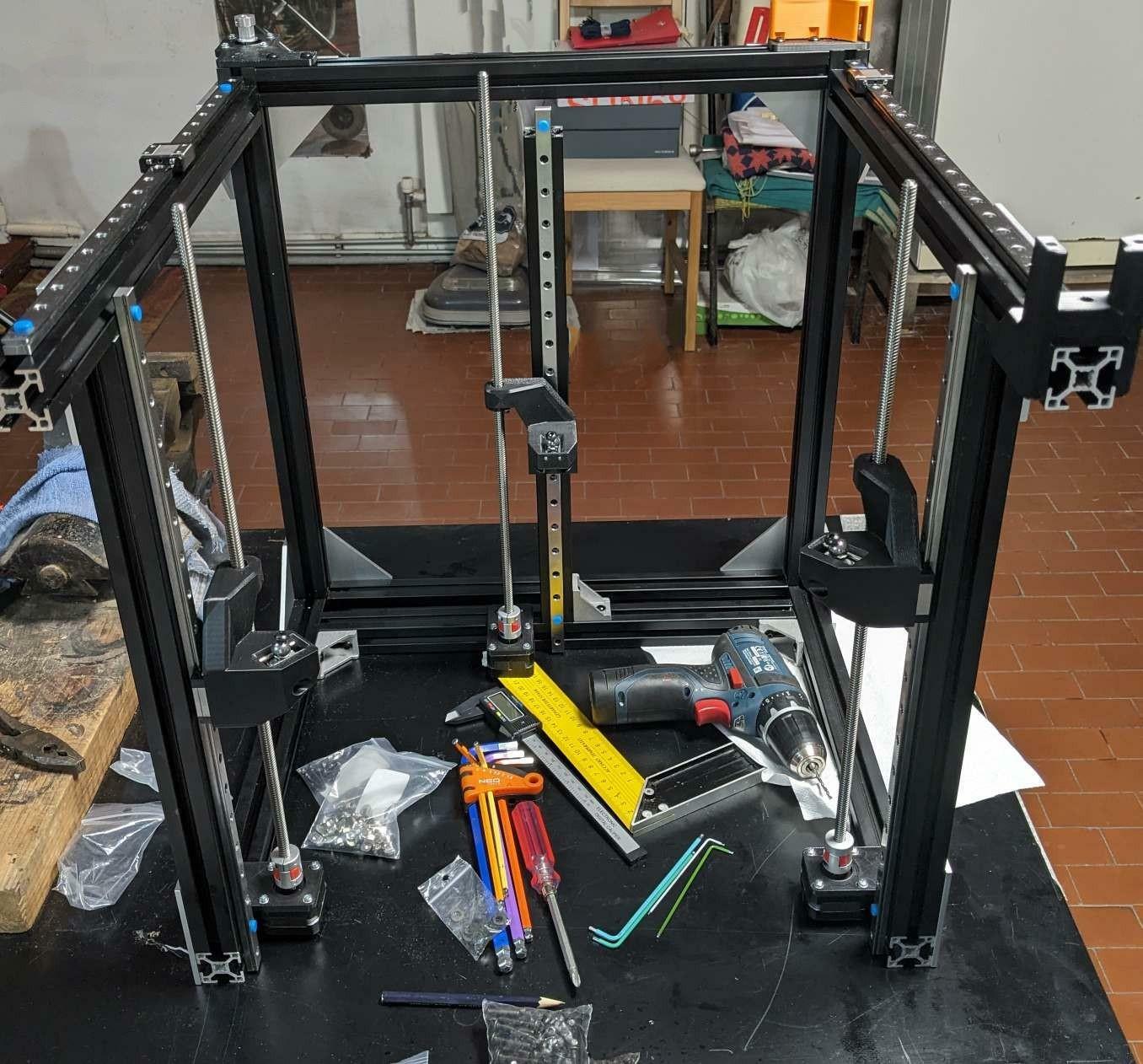
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
Cubo ha risposto a Cubo nella discussione Nuove idee e progetti
Installate le guide lineari e pare il movimento lungo z funzioni bene 👍 (si, mi manca un estruso dietro, sta arrivando dalla cina 😅)
-
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
Cubo ha risposto a Cubo nella discussione Nuove idee e progetti
Il fatto è che avrei già un blocchetto di alluminio a casa da cui provare a ricavare le staffe. La cosa più difficile sarebbe tagliare una fetta da 5mm. Teoricamente poi la resina dei tubi in fibra diventa molle allaumentare della temperatura. Nel video testano a 80gradi che forse non è troppo irrealistico su una stampante in camera chiusa che stampa abs col letto a 100 gradi vicino all'asse x (nei primi layers) -
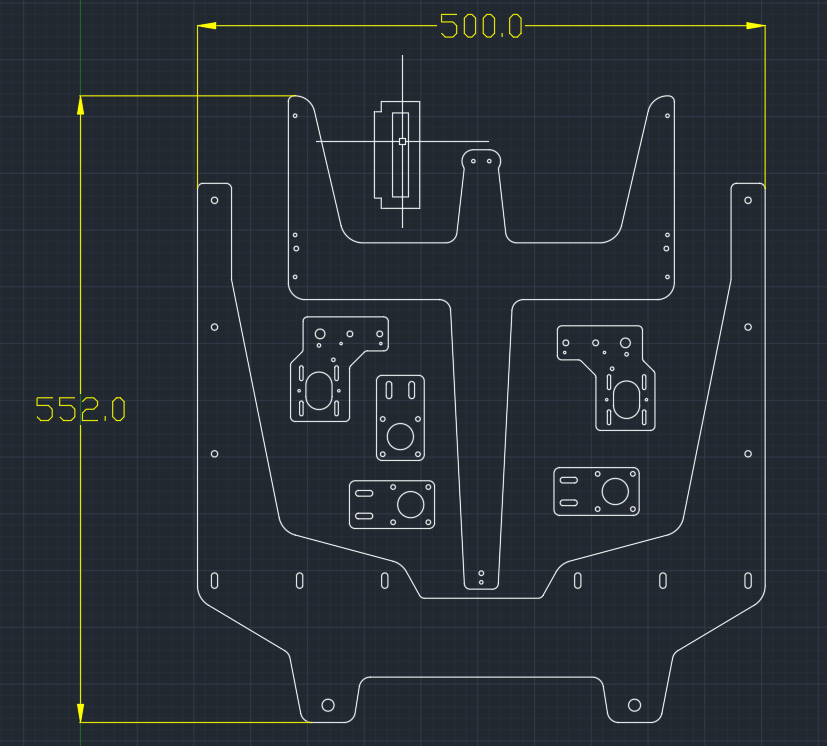
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
Cubo ha risposto a Cubo nella discussione Nuove idee e progetti
In realtà serve per allineare i motori alla giusta altezza rispetto alle guide considerando che le staffe che li tengono devono essere dritte (per comodità di produzione). ASA arancio della 3djake Ci avevo pensato, per le staffe sull'asse x effettivamente non sarebbe male. Per le altre staffe, penso farò tutto di ferro. Dovendo fare tagliate a laser la staffa sul retro e quella del letto, ci butto dentro anche i disegni delle altre che tanto non cambia nulla (stanno dentro alla parte che diventerebbe scarto) -
Maledetta cucitura
Cubo ha risposto a lever63 nella discussione Problemi generici o di qualità di stampa
Sul video di teaching tech approfondivano il discorso delle impostazioni mi pare. -
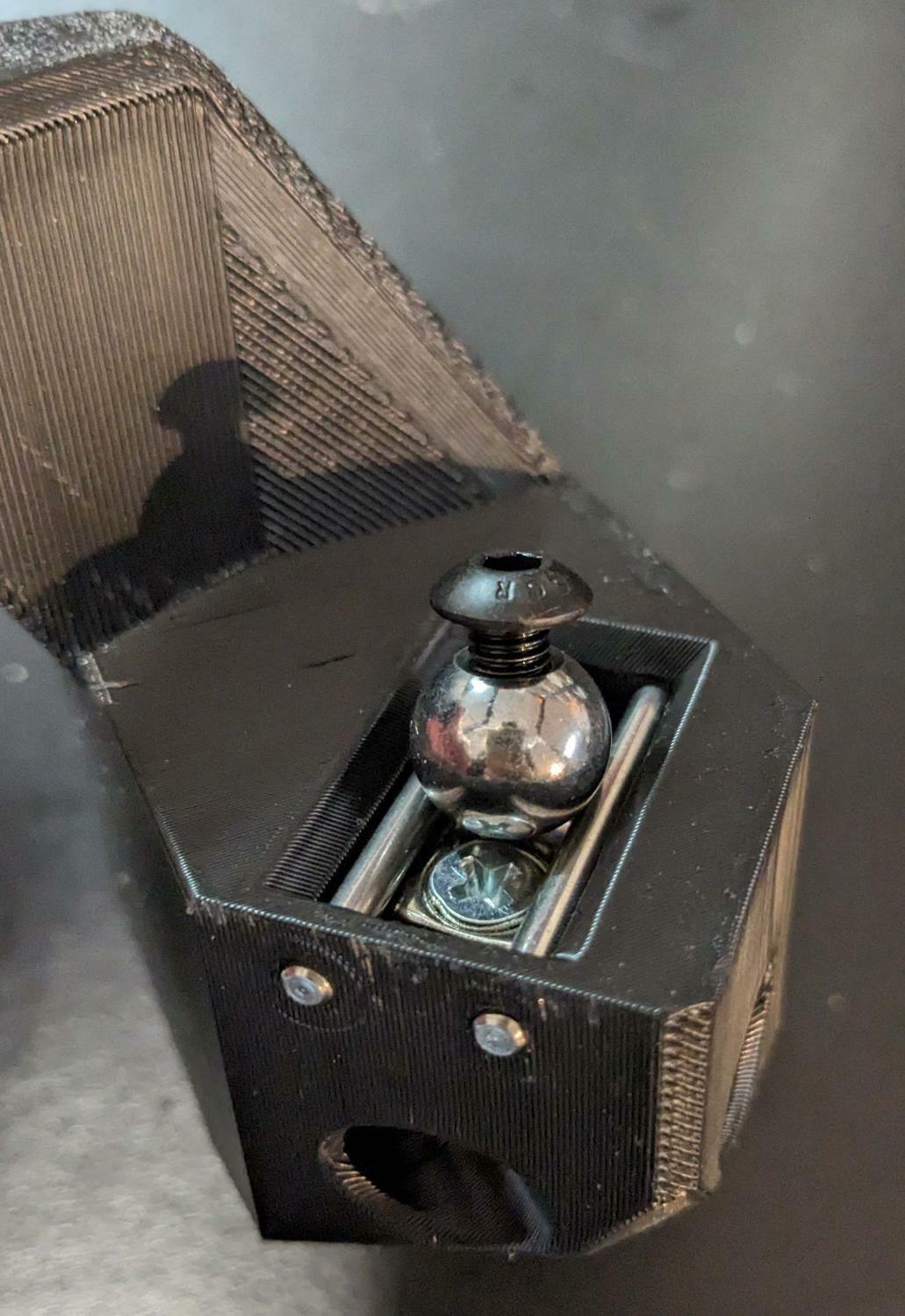
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
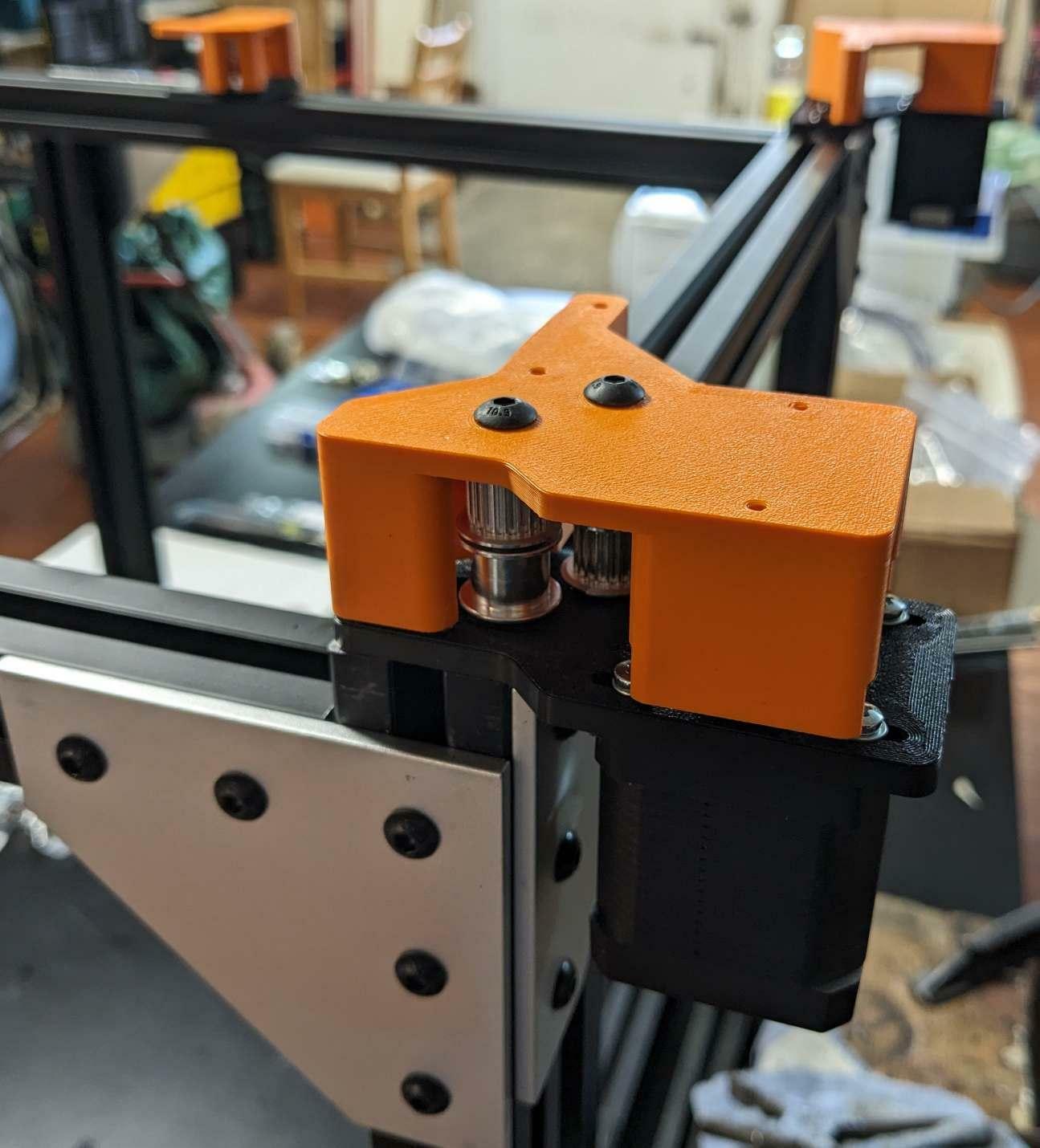
Cubo ha risposto a Cubo nella discussione Nuove idee e progetti
Piccolo aggiornamento, ho montato con successo le parti per il "kinematic bed mount" a tre punti, stile ratrig Cosa meno interessante poi, le rondelle che ho usato per distanziate i cuscinetti delle cinghie sono troppo larghi e fanno attrito bloccando tutto quando stringo la vite, quindi invece delle m5x10mm ho ordinato rondelle nuove da m5x8mm che dovrebbero risolvere il problema. Già che c'ero, le ho prese spesse da 0,5mm invece che da 1mm. Dovrebbero funzionare lo stesso.
-
Stampare bicolore con anycubic kobra
Cubo ha risposto a Piacere per tutti odv nella discussione Problemi generici o di qualità di stampa
Io ho sempre fatto così (le poche volte che ho stampato bicolore). Apri il gcode, trovi quando z si sposta all altezza dove vuoi cambiare colore. Metti dentro il gcode una istruzione per mettere la testina a lato ( G0 x0 y0 per esempio) e gli dici di stare li ferma per 90 secondi per esempio. Durante la stampa, quando si parcheggia e aspetta, fai manualmente il cambio di filamento. Il problema che avevo io era che dopo un po' i motori si spegnevano e se per sbaglio spostavo la testa poi la stampa ovviamente veniva sfasata ma credo si possa risolvere impostando il timeout. Alla fine della pausa metti un altra istruzione per far tornare la testina dove sarebbe dovuta stare. È una rottura perché devi sorvegliare la stampante e cambiare tutto nel tempo che ti sei dato appena parte la pausa, ma funziona 😬 -
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
Cubo ha risposto a Cubo nella discussione Nuove idee e progetti
Fatto tutto seguendo il più possibile i consigli: - tolti i carrelli senza guide di plastica che non ho ma ho visto che non c'è pericolo di perdere sfere - pulito guide e carrelli con lo sgrassatore wd40 facendo girare le sfere con le dita - asciugato con scottex - infarcito di grasso al litio le sedi delle sfere facendole girare con le dita in modo che il grasso entrasse anche nel circuito interno - passato olio fino (credo fosse vaselina) sulle rotaie - riassemblato tutto Di grasso ne ho messo sicuramente troppo perché adesso le guide se le inclino non scorrono più col loro peso, ma non credo sia un problema, si distribuirà col tempo. -
Maledetta cucitura
Cubo ha risposto a lever63 nella discussione Problemi generici o di qualità di stampa
E' il varioshore per caso ? Potrebbe essere anche che rallentando il tempo dei layer a "causa" del minimum layer time il filamento abbia molto più tempo per scaldarsi ed aumentare il volume sovraestrudendo sempre di più. Non saprei come risolvere la cosa però 😕 Forse mettendo un modificatore sulla punta per ridurre il flusso solo li... -
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
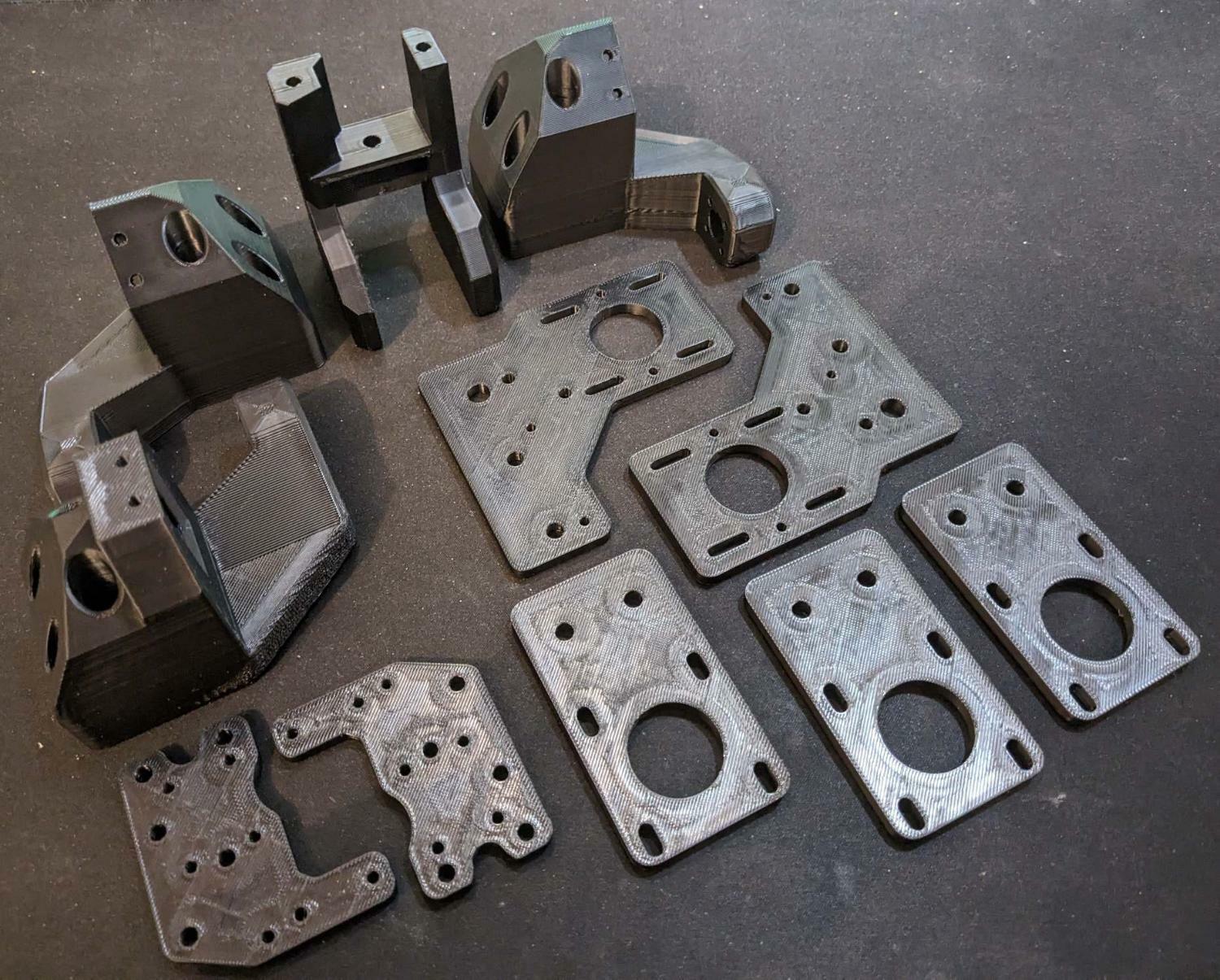
Cubo ha risposto a Cubo nella discussione Nuove idee e progetti
Comunque ho stampato tutte (meno una) le staffe 🎉 Anche quelle che dovevano essere in metallo 🎉🎉🎉🤣 (almeno vado avanti a montare, poi le farò in alluminio/ferro come previsto).
-
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
Cubo ha risposto a Cubo nella discussione Nuove idee e progetti
Intendi raffreddarli a liquido immagino, però come dici è assolutamente impratico e pure costoso. Tanto vale prendere un paio di motori in più a quel punto. Allora resto convinto della bontà della mia scelta 😁 Anche perché così ho più margine per overvoltare i motori, se serve, senza che prendano fuoco. -
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
Cubo ha risposto a Cubo nella discussione Nuove idee e progetti
Ho progettato la stampante per avere i motori fuori, per tenerli freschi. Bene. Ho toccato ora i motori della xmax3 (camera era a 55°C) e a momenti mi ustiono 🤔😅 non sono bravo con le temperature ma direi che 60-80 gradi quei motori li avevano. La curiosità mia adesso è: sono molto furbo io che metto i motori fuori o sono temperature accettabilissime 80+ gradi? 🤔 Alla fine non credo che qidi vada a creare qualcosa che si rompe subito giusto per perderci soldi con le riparazioni (ed immagine). Poi questo vale anche per altre marche ovviamente... -
Stampante per prototipi funzionali (occasionalmente)
Cubo ha risposto a l0v3byte nella discussione La mia prima stampante 3D
Ah comunque preciso che la xmax3 non ha probabilmente la perfezione di una x1c per quanto riguarda la qualità di stampa, ma è comunque molto buona e la maggior parte dei pezzi viene comunque perfetta. Se poi l interesse è di produrre prototipi funzionali, non c'è problema alcuno, anzi, se uno si vuole cimentare nel policarbonato o altri materiali che richiedono temperature elevate della camera, la qidi è anche meglio di una x1c (che non ha camera riscaldata attivamente e verosimilmente non supera i 45 gradi). -
Stampante per prototipi funzionali (occasionalmente)
Cubo ha risposto a l0v3byte nella discussione La mia prima stampante 3D
Cito anch'io QIDI. A lavoro da me abbiamo preso la xmax3 e per ora ne sono estremamente soddisfatto. Piatto da 33cm, camera riscaldata fino a 65gradi, sensore ad induzione (ultrasuoni? Boh), veloce, neanche troppo rumorosa quando è chiusa. Avrò fatto circa una ventina di ore di stampa, tutto abs, e mai un problema per ora. Ovviamente per il tuo budget ci sarebbe la plus che credo sia identica 🤔 -
Che difetto può essere?
Cubo ha risposto a Alessio80 nella discussione Problemi generici o di qualità di stampa
Anche sulla mia moto c'è un pezzo di plastica che guida la catena sopra al forcellone posteriore. Di suo la catena in tensione starebbe già in quella posizione quindi non è che durante la rotazione ci sfreghi contro con forza. Credo sia per evitare vibrazioni alla catena perché volendo si poteva farne anche a meno modificando la posizione del pignone o del forcellone o altro. Ho anche un cuscinetto rivestito di gomma, ma è in alto e serve per non far toccare il telaio alla catena quando l'ammortizzatore posteriore va a fine corsa se per qualche motivo dovesse succedere (penso che quel cusinetto non abbia nemmeno mai toccato la catena). Un pezzo di gomma in continuo contatto con la catena temo durerebbe poco. La cosa migliore forse sarebbe farlo di teflon penso. -
Che difetto può essere?
Cubo ha risposto a Alessio80 nella discussione Problemi generici o di qualità di stampa
Ah ok capito. -
Che difetto può essere?
Cubo ha risposto a Alessio80 nella discussione Problemi generici o di qualità di stampa
Eh no, quello che cambia davvero è il prezzo e la finitura superficiale. Anche mettere l'infill all'85% comunque aiuterebbe con la sovraestrusione, però se ti serve pieno è un altro discorso. Per curiosità, in che senso quel pezzo deve consumarsi ? Comunque come resistenza meccanica, il pla batte praticamente tutti negli sforzi lungo le linee di estrusione. Se ti serve tenuta anche attraverso i layer invece mi pare che il petg sia meglio. Il problema del pla è che a 50°C comincia a diventare mollo. -
Che difetto può essere?
Cubo ha risposto a Alessio80 nella discussione Problemi generici o di qualità di stampa
Che conosco io si può alzare la temperatura, sovraestrudere un po' (poco però, non così tanto da avere difetti) e nient'altro credo a parte cambiare materiale. Giusto poco tempo fa è venuto fuori questo video, quindi possibilmente in futuro negli slicer ci sarà anche l'opzione per alternare i layer aumentandone l'adesione. Per il momento però non esiste uno slicer in grado di farlo nativamente. Attenzione che non è poi cos' meglio di quello non caricato 😅 Anche in termini di rigidità o resistenza, spesso cambia poco per non dire niente.