dnasini
-
Numero contenuti
4.517 -
Iscritto
-
Ultima visita
-
Giorni Vinti
179
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di dnasini
-

Discussione su Klipper ufficiale
dnasini ha risposto a Killrob nella discussione Software di slicing, firmware e GCode
bene, ci sto sbattendo la testa anche io, nel senso che il sensore funziona correttamente, ho impostato una macro x il parcheggio delle testine (anche se nn funziona proprio benissimo) ma mi mancano le macro che gestiscono scarico e carico filamento, quelle dove le hai trovate? -
Discussione su Klipper ufficiale
dnasini ha risposto a Killrob nella discussione Software di slicing, firmware e GCode
Diciamo che nn ne faccio una malattia, nn mi sarebbe dispiaciuto poterla aumentare ma nn e' che ci perdo il sonno 🙂 -
Discussione su Klipper ufficiale
dnasini ha risposto a Killrob nella discussione Software di slicing, firmware e GCode
Niente da fare, la mia E5P non riesce a gestire accelerazioni oltre i 3000 😞 ho avuto layer shift con il cubo di calibrazione a velocita' 100mm/s con accelerazioni a 5000, 4000, 3500 e 3000.... torno alle mie impostazioni standard (acc=3000 speed=70mm/s) -
Discussione su Klipper ufficiale
dnasini ha risposto a Killrob nella discussione Software di slicing, firmware e GCode
Diciamo che avrebbe poco senso stampare dalla vecchia SD. La stampante di per se, con Klipper, non ha alcuna intelligenza di controllo. Questo significa che, senza il processo di Klipper attivo (su pc o raspi), non fa assolutamente niente. In soldoni, se accendi la stampante ma nn il raspi, la stampante nn e' utilizzabile, nn si accende neanche il display perche' nn c'e' nulla a comandarlo. -
Discussione su Klipper ufficiale
dnasini ha risposto a Killrob nella discussione Software di slicing, firmware e GCode
mmm la macro e' appunto FILAMENT_RUNOUT..... se nn e' definita, nn fara' nulla temo -
Discussione su Klipper ufficiale
dnasini ha risposto a Killrob nella discussione Software di slicing, firmware e GCode
@Killrob ti rifaccio la domanda visto che e' andata persa hai poi configurato il BTT smart filament sensor? che macro hai usato per il carico/scarico filamento? -
Discussione su Klipper ufficiale
dnasini ha risposto a Killrob nella discussione Software di slicing, firmware e GCode
Mannaggia.... lo avevamo gia' popolato di info interessanti.... BTW nel frattempo ho trovato questa macro per testare le velocita' e le accelerazioni massime (teoriche) https://ellis3dp.com/Print-Tuning-Guide/articles/determining_max_speeds_accels.html io ho fatto le mie prime prove ottenendo accelerazione 5000 e velocita' 200 su Ender 5 Plus. Ho impostato un cubo di calibrazione e ne ho fatto slicing a velocita' 150mm/s con scarsi risultati.... layer shift dal layer 3 Ora sto cercando di affinare -
.... alla fine ho installato Klipper
dnasini ha risposto a dnasini nella discussione Hardware e componenti
Caro @eaman non posso che accodarmi al buon @Killrob nel tirarti la giacchetta..... in effetti questo pomeriggio ho dedicato un paio di orette lacrime e sangue a Superslicer per creare un profilo dedicato a Klipper. In effetti, a differenza degli altri slicer piu' comuni, questo e prusaslicer hanno il G-code flavor dedicato a Klipper, cosa che Ideamaker che solitamente uso ( e con il quale mi trovo molto bene) nn ha e quindi ogni tanto mi restituisce qualche errorino in stampa -
.... alla fine ho installato Klipper
dnasini ha risposto a dnasini nella discussione Hardware e componenti
In effetti nn hai tutti i torti, altrimenti dovrei cmq rifarlo.... e come faccio atrovare la velocita' massima? e sai che anche qui nn posso che darti ragione? io mi trovo bene con ideamaker ma in effetti gli mancano delle cosine che sono molto interessanti che Orca/Prusa/Superslicer hanno come ad esempio i supporti ad albero o la possibilita' di mettere macro nello slicer..... Sai che mi hai quasi convinto? mi butto su SuperSlicer e parto da 0 si, se cambio slicer a questo punto cambio filosofia..... -
.... alla fine ho installato Klipper
dnasini ha risposto a dnasini nella discussione Hardware e componenti
ieri ho fatto la mia prima prova di stampa a configurazione base (calibrazione step/mm e basta) ed il cubo e' uscito decisamente bene rispetto a quello stampato con marlin con linear adv configurato, angoli un po' piu' tondi ma nulla di drammatico. La cosa che mi ha lasciato a bocca a perta e' l'incremento in velocita' a parita' di profilo dello slicer, macchina piu' scattosa e velocita' media piu' alta. Oggi conto di configurare la pressure adv (equivalente di linear adv) e poi parto con la config del bed mesh Altra cosa notata, e' che Klipper nn e' "full compatible" con il Gcode Marlin generato dallo slicer, l'ho scoperto perche' ho provato a stampare un gcode gia' fatto e smanaggiato dal vecchio Octoprint ARC plugin ed era una sfilza di "Unknown Command" a display e ho dovuto interrompere la stampa perche' non manteneva affatto la forma. Rifacendo lo slicing, ho ottenuto ancora qualche errore ma per lo piu' riferito allo start gcode che dovro' rivedere, per il resto la stampa e' terminata senza problemi -
Ender 3 capricciosa...forse
dnasini ha risposto a Tornado78 nella discussione Problemi generici o di qualità di stampa
Si incanta vuol dire che su alcuni layer si ferma per poi ripartire? se e' cosi', verifica se hai attiva da menu' la fuzione di resume delle stampe. Se si, prova a disattivarla e verifica se il prob sparisce. Con questa funzione attiva, Marlin salva ad intervalli regolari su SD la posizione del nozzle cosi' da poter riprendere la stampa in cao di mancanza di corrente. Il prob e' che spesso, le MB ad 8 bit "faticano" a stare dietro a tutte le operazioni e se in piu' ci metti che vengono usate SD con tempi di lettura/scrittura bassi, il gioco e' fatto. -
.... alla fine ho installato Klipper
dnasini ha risposto a dnasini nella discussione Hardware e componenti
vedilo come un mega script che ti semplifica l'installazione. Anziche' inserire a mano i comandi per installare le componenti da CLI del raspi, hai una sorta di menu' testuale da cui selezioni solo le cose da installare e lo script le installa x te https://www.youtube.com/watch?v=LImiFmhMAB0&t=601s&pp=ygUNa2lhdWgga2xpcHBlcg%3D%3D e' Octoprint "nativo". hai un'interfaccia grafica da cui controllare da remoto la tua stampante. in Klipper puoi avere, per assolvere questa funzione, 3 GUI: - Octoprint - Mainsail - Fluidd Octoprint e' identico a quello che gia' hai per Merlin, gli altri due sono praticamente la stessa cosa con layout leggermente diversi, diciamo che la scelta e' piu' a gusto perche' le differenze sono talmente minimali che nn fanno pendere la scelta da una parte o dall'altra. Perche' ho scelto Fluidd? Il nome mi sembra piu' stiloso e mi e' piaciuto il layout a sfondo nero con menu' blu.... (Mainsail li ha rossi) 😄 -
.... alla fine ho installato Klipper
dnasini ha risposto a dnasini nella discussione Hardware e componenti
ehhh io sono un po' al palo... 😞 oggi nn sono riuscito a fare nulla. Ieri alla una di notte ho finito di configurare il mesh bed level ma lo devo ancora "testare", mentre il mio direct ordinato 20gg fa ancora non arriva 😡 come fanduct ne ho uno con doppia ventola 5015, e nel frattempo ho modificato il Voron Stealthburner per poterlo montare sulla Ender 5 Plus sia con che senza direct, se riesco domani almeno monto quello ho trovato queste info sul forum di Klipper Klipper will run on almost any recent SBC, or for this matter, any machine running Linux Klipper’s hardware requirements are very low: A Raspberry Pi (first generation - RPi0) is considered the lowest possible end (without webcam or OctoPrint) From Raspberry Pi 3 and onward, no performance issues are to be expected, even with User Interfaces or webcams Running a User Interface (especially OctoPrint) or a webcam might significantly increase RAM and CPU requirements Klipper will in no way profit from high power CPUs or dozens of GB RAM It is recommended to use the SBC dedicatedly for Klipper and not run any other services on it -
Come da titolo, si e' chiusa la vena e ho installato al volo Klipper sul mio raspi utilizzando KIAUH. Impressione a caldo: Figata!!!! con la procedura guidata si e' installato al volo e senza intoppi. Unica "rognetta" il tempo di installazione e update dovuto piu' alla velocita' di scrittura su SD che altro. L'interfaccia utente (ho installato FLUIDD) e' bella e completa e non fa rimpiangere affatto Octoprint (che nn ho installato). L'ambiente di configurazione e' subito pronto, chiaro e attivo. Per come sono abituato io ad usare la stampante, questi sono le cose positive e negative che ho visto subito (in 2 gg di gioco) Pro: - le modifiche al fw sono immediate e non richiedono ricompilazione. Tutte le fasi di tuning e configurazione riducono drasticamente i tempi - interfaccia di configurazione subito attiva anche senza "competenze" di ambiente linux visto che, a parte alcune operazioni da CLI durante la prima installazione, tutto viene fatto da GUI Cons: - non e' cosi' intuitivo capire le operazioni da seguire x generare il fw Klipper x la stampante x finalizzare la prima installazione - senza klipper attivo, la stampante non puo' operare (ha senso, ma l'ho realizzato solo dopo aver installato tutto 😕 ) - a meno che non si utilizzi un display compatibile con KlipperScreen, ad es il BTT TFT35 funziona solo in Marlin mode (poco male) ma con un menu' imbarazzante e veramente minimale che fa quasi passare la poesia (da capire se e' customizzabile in qualche modo) - procedure banali come settare lo Z-Offset che prima facevo facilmente via CLI + Display, ora vengono fatte via macro da GUI. Il problema che ho rispcontrato e' che se avessi avuto solo PC con raspi e senza monitor collegato a raspi, avrei dovuto dare i comando x muovere Z da PC x poi fisicamente spostarmi alla stampante, verificare, tornare al PC x dare il secondo comando.... Non l'ho trovato molto pratico, ma per il resto il risultato finale e' quello che Klipper calcoli e configuri in automatico lo Z-Offset a fine procedura Come detto, l'ho installato da 2 gg e ci ho dedicato in tutto 5 ore, quindi sono proprio all'inizio
-
Buono a sapersi, quindi la mia idea di acquistarlo con USB solo x collegarlo "alla bisogna" sembra avere piu' senso 🙂 Era lo stesso dubbio che avevo io, thx
-
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
dnasini ha risposto a Cubo nella discussione Nuove idee e progetti
io x il case della E5P ho montato una 80x15 24V x raffreddare SKR E3 mini v3 e mosfet del piatto.... pensare che la ventola di default era una 40x10..... era piu' potente il soffio di un asmatico....... -
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
dnasini ha risposto a Cubo nella discussione Nuove idee e progetti
... e' stata lunga nello scaricare ed aggiornare tutte le componenti ma il sistema e' venuto su senza problemi. Ho appena uploadato il printer.cfg per la mia Ender 5 Plus che avevo finito di confezionare ieri. Ora mi tocca solo provare a collegarlo e vedere se rileva la MB -
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
dnasini ha risposto a Cubo nella discussione Nuove idee e progetti
Mollami...... non ho saputo aspettare, ho appena disassemblato il mio raspi e sto installando Klipper via KIAUT 😡 https://www.youtube.com/watch?v=LImiFmhMAB0&t=25s -
La stampa sposta in automatico
dnasini ha risposto a BananaMetallurgica nella discussione Problemi generici o di qualità di stampa
Il Problema e' quello descritto da @eaman. Tra le cause piu' comuni ci sono le cinghie molli o problemi meccanici in questo caso su Y (visto le tue foto). Controllerei il carrello che nn abbia impedimenti o le ruote che nn siano rovinate. Del motore di Y, controlla anche la puleggia che non abbia gioco sull'albero -
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
dnasini ha risposto a Cubo nella discussione Nuove idee e progetti
Se scegli di prendere la BTT-Pi su github ci sono le immagini gia' pronte con linux e Klipper, quindi scarichi, flashi la SD, configuri la rete wifi, la inserisci nella BTT Pi e accendi, tht's all.... questo e' uno degli n tutorial che puoi trovare.... 🙂 -
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
dnasini ha risposto a Cubo nella discussione Nuove idee e progetti
Guarda, x dirtela tutta, questa sera ho messo insieme il file di configurazione di Klipper per la mia SKR E3 mini v3 con BLTouch e BTT TFT35 v3 (e ho iniziato praticamente oggi a guardarci). Se hai prodotti non esoterici, con un minimo di ricerca si trovano le configurazioni almeno per partire. Mi manca tutta la parte di bed levelling, ma li voglio prima leggermi la documentazione per capire come funziona -
La mia idea sarebbe quella di montarlo (inizialmente sulla Ender 5 Plus), fargli fare la taratura x configurare l'input shaper e poi smontarlo. Quale vantaggio avrei a tenerlo sempre collegato e attivo?
-
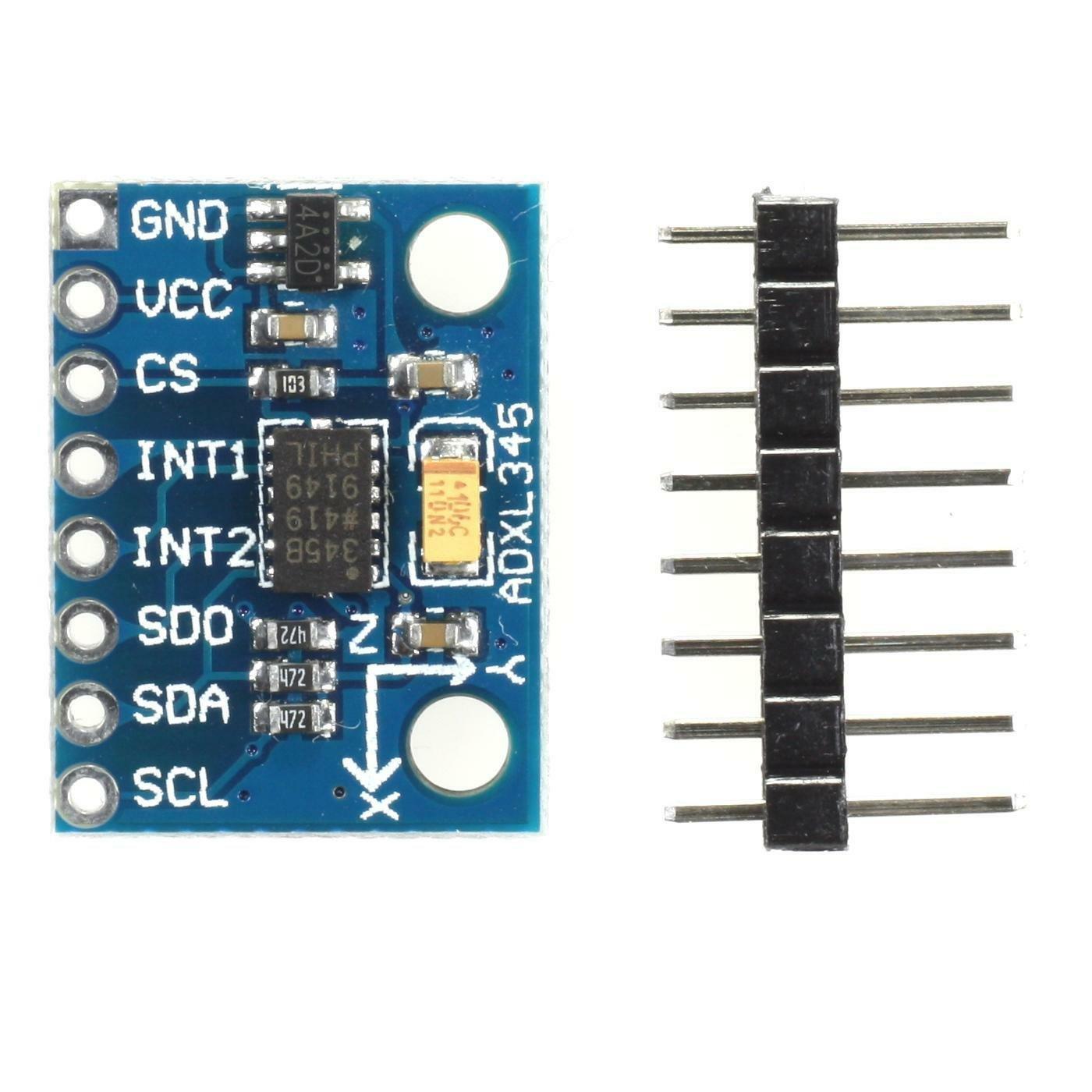
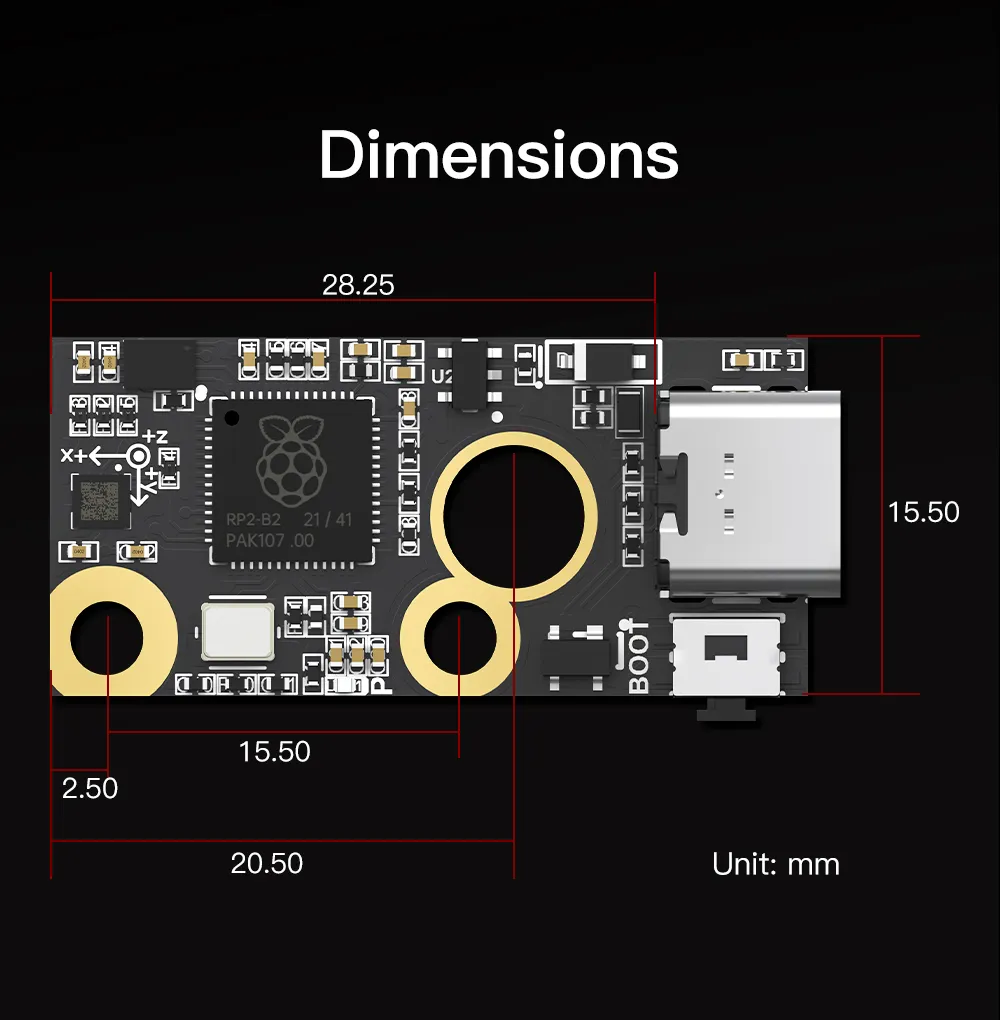
Ciao, Sto raccogliendo alcune info x testare Klipper e tra le varie cose sto guardando gli accelerometri x calibrare e configurare l'input shaping. Ero intenzionato a prendere il classico ADXL345 con cavi a saldare ma poi ho visto questo BTT ADXL345 v2.0 con porta USB Una cosa del genere l'avevo vista utilizzando un raspi P0 a cui era saldato un cavo che lo collegava al ADXL345. Questo permetteva di avere il classico ADXL345 collegabile via USB Se questa fosse la stessa soluzione, il vantaggio sarebbe, oltre al cablaggio, la dimensione ridotta. Con questo, dovrebbe essere sufficiente utilizzare un cavo USB adeguatamente lungo ed utilizzare la porta USB del raspi o similare. Ora mi domando, gli accelerometri sono uguali e la USB e' l'unica differenza oppure c'e' qualche cosa d'altro da sapere? Grazie

-
Aiuto! Ho un problema di stampa che non riesco a risolvere!
dnasini ha risposto a zadies nella discussione Problemi generici o di qualità di stampa
verifica la versione di sw della stampante e cerca se e' un problema noto. Altra cosa che puoi verificare e' se il piatto scendendo e rialzandosi lungo Z ha degli impedimenti giusto x escludere un eventuale problema meccanico -
Aiuto! Ho un problema di stampa che non riesco a risolvere!
dnasini ha risposto a zadies nella discussione Problemi generici o di qualità di stampa
mmmmm un altro utente ha descritto un problema simile ma con un altra stampante. Che sia un prob dello slicer? che versione di chitubox stai usando? io sto usando la v1.9.3, se puoi prova a fare downgrade e vedi se il problema si ripresenta