dnasini
-
Numero contenuti
4.514 -
Iscritto
-
Ultima visita
-
Giorni Vinti
179
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di dnasini
-

La Klipperizzazione della Chiron
dnasini ha risposto a Killrob nella discussione Hardware e componenti
Nel mio caso la risposta e' ni.... Alcune macro le trovi gia' incluse ad esempio in fluidd.cfg mi sembra. Un esempio sono le macro di PAUSE, TOOLHEAD PARK, RESUME e cose simili. Solitamente le macro de "default" le trovi nelle librerie che includi all'inizio del printer.cfg ([include xxxxxx.cfg]) BTW, se i nomi delle macro sono in italiano, sono di sicuro macro custom nn incluse nei file standard, quindi devi aver incluso qualcosa di custom in printer.cfg -
La Klipperizzazione della Chiron
dnasini ha risposto a Killrob nella discussione Hardware e componenti
quelli sembrano messaggi da console, se te li da durante la stampa, e' perche' nn riconosce i comandi nel gcode. Io nn conosco Cura e onestamente nn mi e' mai piaciuto. Se hai modo, prova a fare lo slice con OrcaSlicer (devi crearti il profilo per la tua stampante ma se nn ricordo male dovrebbe esserci nella lista) -
Problemi di configurazione Klipper
dnasini ha risposto a FilippoFE nella discussione Problemi generici o di qualità di stampa
questa e' proprio cattiveria 🤬 sai che quando sento i termini "Kit Voron" comincio a salivare 🤤 e tu lo fai apposta!!!!! ...sarai soddisfatto ora, ho appena aperto il sito alla ricerca di qualcosa di papabile...... e cmq, ho mi ha risolleticato l'idea di recuperare una Ender 5 Pro (ne ho trovata una a 50e) e realizzare la Mercury One con piatto Hydra -
Problemi di configurazione Klipper
dnasini ha risposto a FilippoFE nella discussione Problemi generici o di qualità di stampa
Mi sono letto il progetto di cui parli e devo dire che e' molto ben documentato lato assemblaggio. Per curiosita', quale soluzione hai scelto per il movimento di Z? i 3 motori o quello singolo? Ci sto facendo una pensata anche io a realizzarne una ma al momento mi manca la Ender 3.... 🙂 -
Problemi di configurazione Klipper
dnasini ha risposto a FilippoFE nella discussione Problemi generici o di qualità di stampa
Leggere un printer.cfg di una stampante nn standard per capire cosa potrebbe nn andare e' una bella impresa...... anche perche' nn ci hai detto da dove arriva questo printer.cfg. Io ho realizzato un progetto simile (Mercury One) partendo da una Ender 5 Plus per ottenere una CoreXY. Per creare il mio printer.cfg sono partito dalla configurazione base della mia scheda (SKR mini E3 v3) e da li ho modificato prima le configurazioni dei motori, testato se si muovevano correttamente, poi sono passato agli endstop con relativi test per poi passare a tutte le altre componenti fino alla stampa di test. Hai fatto prove analoghe per la tua config? Per il momento lascerei perdere la mash e mi concentrei su Z. Se dici alla stampante di muovere il piatto di 10cm, hai verificato misurandolo che il movimento e' effettivamente quello richiesto? se cosi' nn fosse, potrebbe essere un problema di rotation distance dei motori di Z ma nn sapendo che motori sono e da dove arriva la config, sono solo ipotesi -
La Klipperizzazione della Chiron
dnasini ha risposto a Killrob nella discussione Hardware e componenti
Concordo con @eaman, dopo tutto lo sbatti che hai fatto, mollare adesso e' peccato.... alla fine stiamo parlando di sw e meccanica, se i singoli conponenti fanno il loro lavoro, dovrebbero farlo anche tutti assieme. Tornando alla mia esperienza, io ho stravolto la stampante e ha funzionato. Tu hai sostituito la scheda e la SBC quindi nn hai fatto cambiamanti astronomici. Io proverei a scrivere un semplice gcode che fa homing del tool head, fa abbassare il piatto di 50mm ed estrudere 100mm di filamento. Non devi per forza stampare nulla. Se tutto funziona, modifica il gcode in modo da fargli fare un movimento (es un quadrato o una traiettoria in diagonale) mentre estrude, cosi' da testare estrusione e movimento assime -
La Klipperizzazione della Chiron
dnasini ha risposto a Killrob nella discussione Hardware e componenti
Stampa NO cosa vuol dire? ti da errore, inzia la stampa e si interrompe, non parte affatto...... -
La Klipperizzazione della Chiron
dnasini ha risposto a Killrob nella discussione Hardware e componenti
devi controllare le dimensioni del piatto che hai configurato e verificare se, dati gli offset della probe rispetto al nozzle, la tua mesh sta tutta nel piatto. NB quando parli di dimensioni del piatto, devi considerare lo spazio complessivo dove puo' arrivare il nozzle, Quando parli di mesh devi considerare lo spazio raggiungibile dalla probe. Se hai quindi un piatto 350x350, il nozzle potenzialmente puo' arrivare alla coordinata 350:0 (e' un esempio) ma se monti la probe a sx del nozzle, con il piffero che potrai fare una mesh nel punto 350:0 sara' al max 350-(probe_x_offset):0. Questa considerazione vale tendenzialmente x X (sulla tua macchina), ad ogni modo, tienila presente per tutto il piatto quando configuri i parametri per la mesh -
La Klipperizzazione della Chiron
dnasini ha risposto a Killrob nella discussione Hardware e componenti
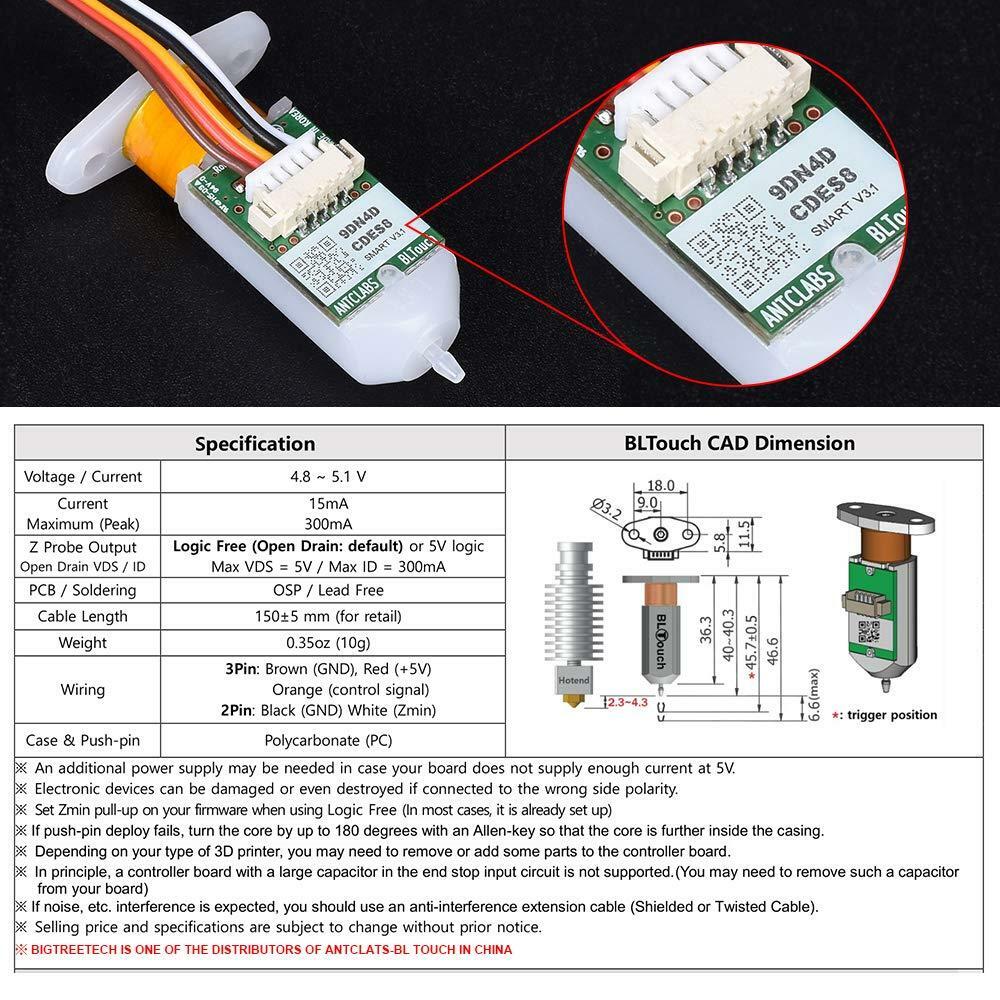
io BLTouch nn va collegato "ad-minkiam" rispetto al nozzle, necessita di una regolazione fisica durante il montaggio. La tolleranza richiesta e' tra 2.3 e 4.3mm, io il mio lo regolo sempre a 3mm come da doc che ti allego
-
La Klipperizzazione della Chiron
dnasini ha risposto a Killrob nella discussione Hardware e componenti
In effetti anche a me la luce blu nn si "accende", nn ci avevo fatto caso.... -
La Klipperizzazione della Chiron
dnasini ha risposto a Killrob nella discussione Hardware e componenti
Ehhh ragazzo mio, ma qui fa una bella differenza, ha ragione @eaman. Se come Z stop il suo lavoro lo fa ma fallisce la mesh, sara' li da guardare...... questa e' la mia config [bed_mesh] # https://www.klipper3d.org/Bed_Mesh.html speed: 150 horizontal_move_z: 8 mesh_min: 10, 10 #Coordinates related to the probe mesh_max: 330, 358 #Coordinates related to the probe algorithm: bicubic probe_count: 7 fade_start: 1.0 fade_end: 10.0 adaptive_margin: 5 OVVIAMENTE nn la devi copiare e testare visto che le coordinate sono relative ai miei offser e dimensione piatto 🙂 leggiti il link alla documentazione e misura le tue coordinate sulla base della tua probe -
La Klipperizzazione della Chiron
dnasini ha risposto a Killrob nella discussione Hardware e componenti
esatto, a riposo e' rosso e quando la probe e' fuori e' blu ecco la mia config [bltouch] sensor_pin: ^EBBCan:PB8 control_pin: EBBCan:PB9 x_offset: -34 #EVA FanDuct y_offset: -3 #EVA FanDuct speed: 3.4 pin_up_touch_mode_reports_triggered: False -
La Klipperizzazione della Chiron
dnasini ha risposto a Killrob nella discussione Hardware e componenti
Confermo, il BLTouch e' originale nn clone -
La Klipperizzazione della Chiron
dnasini ha risposto a Killrob nella discussione Hardware e componenti
la questione nn e' il consumo, quanto la stabilita' di tensione e corrente erogati dall'alimentatore. Anche io su una delle due stampanti ho degli undervoltage ma i miei nn dipendono dall'ali, quanto dal cavo di prolunga che nn e' di ottima qualita' -
Problemi di adesione FLSUN SUPER RACER
dnasini ha risposto a Edo7152 nella discussione Problemi generici o di qualità di stampa
Dopo il Carteggio devi sempre fare la calibrazione dello Z-offset -
Aereo stampato 3d
dnasini ha risposto a matteo93 nella discussione Problemi generici o di qualità di stampa
li hai messi dove? Se parli di orca, devi prima creare il profilo della stampante, poi quello del filamento ed infine il profilo di stampa. Sotto il profilo della stampante, poi, dovrai mettere lo start e l'end gcode. Nello start gcode inserirai anche i comandi gcode per riscaldare piatto e nozzle -
Aereo stampato 3d
dnasini ha risposto a matteo93 nella discussione Problemi generici o di qualità di stampa
con orca devi lavorare a livello di conf sul parametro che si chiama precise wall se nn erro, se lavori invece in vase mode, devi capire quanto sono larghe le pareti di quei rinforzi -
calibrazione step/mm
dnasini ha risposto a Sandrin nella discussione Problemi generici o di qualità di stampa
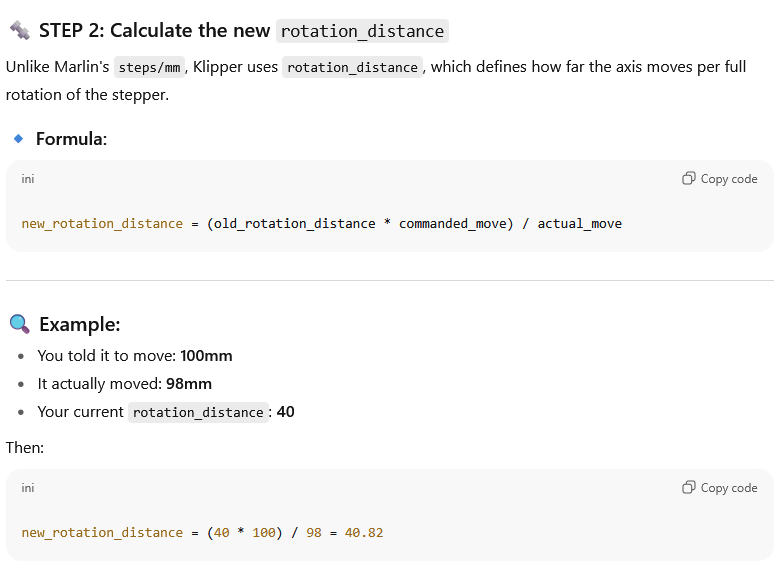
perdona la franchezza, ma ho l'impressione che i procedimenti scritti ed i link forniti tu nn li abbia letti.... sotto gli screenshot di fluidd, ti ho riportato la formula per calcolare la nuova rotation distance con anche un esempio. Una volta calcolata, sempre nello stesso post, ti ho scritto come arrivare al file print.cfg e li dentro dove impostare il nuovo valore calcolato. come gia' suggerito da @eaman, usa chatgpt e inserisci li i tuoi eventuali dubbi se qualche passaggio nn fosse ancora chiaro (ti consiglio caldamente di fare le richieste in inglese cosi' e' piu' facile ritrovarti con le istruzioni ed i comandi). BTW, gli screenshot che ti ho condiviso con la formula arrivano proprio da chatgpt.... -
Aggiornamento ad orca
dnasini ha risposto a Tanbruk nella discussione Software di slicing, firmware e GCode
hai provato a reinstallarlo? magari si e' in qualche modo corrotta -
calibrazione step/mm
dnasini ha risposto a Sandrin nella discussione Problemi generici o di qualità di stampa
ma scusa, ti ho girato lo screenshot di Fluidd con la sezione tool, xche' usi la riga di comando? -
calibrazione step/mm
dnasini ha risposto a Sandrin nella discussione Problemi generici o di qualità di stampa
direi nn proprio 🙂 Svizzera italiana..... e qui Pizza e Birra e' come andare a mangire pesce a Milano 😕 -
calibrazione step/mm
dnasini ha risposto a Sandrin nella discussione Problemi generici o di qualità di stampa
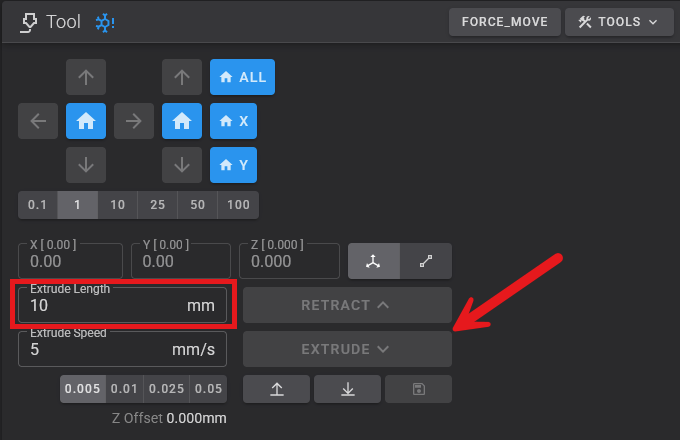
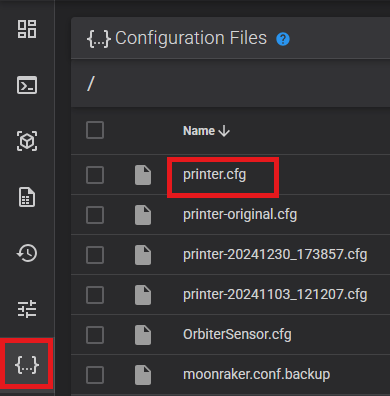
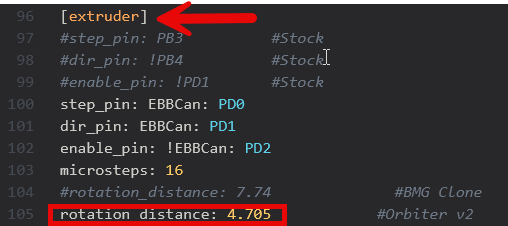
le istrusioni gcode le trovi qui mente la documentazione di Klipper la trovi qui. Premesso che la tua stampante nn la conosco, le istruzioni per la calibrazione te le ho gia' fornite. Per quanto riguarda il come dare i comandi, tutto sta da come tu interagisci con la tua stampante, se via browser o via display direttamente dalla stampante. Nel primo caso, se ti colleghi via browser, a seconda del frontend che hai installato (Mainsail o Fluidd) potresti avere interfacce differenti. Io ho Fluidd e quando mi collego via http all'indirizzo IP della mia stampante, nel main screen ho la sezione Tool che mi permette di interagire con l'estrusore dopo aver preriscaldato l'hotend, nel riquadro rosso inserisci 200 e premi il tasto extrude x estrudere i tui 200mm di filamento una volta calcolato il nuovo valore di step/mm, dalla barra di sinistra (Fluidd) selezioni l'icona con le parentesi graffe e poi apri il file printer.cfg Qui cerchi la sezione extruder e recuperi il valore attuale degli step/mm (in Klipper si chiama rotation distance) a questo punto, segui le istruzioni che gia' ti ho fornito per la misurazione e applichi con i valori trovati la formula qui di seguito Facciamo che siamo a posto cosi' 🙂 se devi arrivare dove abito io, la tua preoccupazione nn sara' offrire la birra grande 🤣
-
Consiglio primo slicer
dnasini ha risposto a TheOne1008 nella discussione Software di slicing, firmware e GCode
se l'oggetto e' disegnato da te, puo' capitare che facce nn completamente chiuse, generino degli STL errati che nn riescono ad essere importati. Ad esempio slicer come ideamaker o orcaslicer hanno delle funzioni per riparare gli STL, puoi provare ad importare il tuo file in uno di questi e capire se riesci a ripararlo Hai provato ad importarlo anche con altri slicer? -
calibrazione step/mm
dnasini ha risposto a Sandrin nella discussione Problemi generici o di qualità di stampa
mmm ma sulla tua hai installato Klipper, corretto? se si, nn usare questi programmi, collegati via browser alla stampante con il suo indirizzo Ip e usa il frontend per impartire i comandi -
calibrazione step/mm
dnasini ha risposto a Sandrin nella discussione Problemi generici o di qualità di stampa
calibrare gli step/mm significa verificare che se comandi all'estrusore di estrudere 20cm di filamento, effettivamente l'estrusore spinga 20cm di filamento e fin qui nn credo ci siano ambiguita'. Come fai a capire se questa cosa accade? dai il comando e misuri con una riga o un metro effettivamente quanto viene estruso. Se il risultato e' quello che ti aspetti, hai finito, altrimenti devi modifificare il valore degli step/mm. I motori delle stampanti 3d sono passo-passo, che significa che per estrudere 20cm, il motore deve "girare" per un tot numero di passi per spingere la qualita' di filamento richiesto. Il valore degli step/mm e' appunto quanti passi deve compiere il motore per estrudere 1mm, Va da se che se il numero di passi e' maggiore o minore rispetto al valore corretto, estruderai di piu o di meno della quantita' richiesta detto questo, come fai a misurare la quantita' di filamento estruso? Non potendo tu farlo in uscita xche' la tua meccanica e' un blocco unico, ti ho consigliato di farlo in ingresso. Una volta caricato il filamento, misura 20cm di filamento a partire dall'imbocco dell'estrusore fino al rocchetto del filamento e segna la misura dei 20cm con un pennarello. Estrudi i 20cm da linea di comando e alla fine verifica se il seglo del pennarello e' arrivato all'imboccatura dell'estrusore o meno. Se e' andato oltre, dovrai diminuire il numero di step/mm, se nn ha raggiunto l'imboccatura, con un calibro misuri lo scarto e applichi la formula (o il tool) nel link che ti ho dato per ottenere il nuovo valore di step/mm. Impostato il nuovo valore in klipper, salvato e riavviato klipper, riesegui la misura come verifica. Continui fino a che nn trovi il valore corretto Se hai ancora difficolta' a capire il procedimento, guardati tutorial diversi su youtube anche per stampanti diverse. Il procedimento e' lo stesso x tutte le stampanti, per alcune e' piu' semplice perche' e' piu' facile accedere all'estrusore, per altre un po' piu' complesso, ad ogni modo il principio e' lo stesso