
dnasini
-
Numero contenuti
3.556 -
Iscritto
-
Ultima visita
-
Giorni Vinti
126
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Risposte pubblicato da dnasini
-
-
Ho Stampato un altro modello con risultati finali ancora diversi.....

in un punto il modello si e' rotto non appena l'ho toccato, mentre nella parte bassa, senza alcun apparente motivo, appaiono degli artefatti ancora diversi... sembra come se il filamento abbia "consistenze" diverse oppure sia difettato, puo' essere possibile un comportamento del genere?
-
Stavo curiosando appunto sul sito creality ma esistono almeno 3 kit differenti ed in tutta sincerita' non saprei quale prendere. Innanzi tutto, la scheda della CR-20 e' 8 o 32 bit?
Questo, leggendo la documentazione creality, dovrebbe andar bene per la mia stampate
sono 55 euri che vanno e passa la paura.......
-
Ciao a tutti
e' qualche girono che il BLTouch della mia stampante mi fa gli scherzetti. Normalmente, quando lancio una stampa, la stampante fa homing degli assi, "attiva" il sensore del BLTouch (per intenderci fa uscire l'asticella), fa scendere l'asse Z fino a toccare il piatto (con l'asticella), ripete l'operazione muovendo l'asse Z piu' lentamente e da li comincia la stampa vera e propria. Da qualche giorno mi capita (non di frequente), che il BLTouch lampeggi rosso, non faccia uscire l'asticella, ritenti l'attivazione senza successo e cominci la stampa indipendentemente dall'altezza dell'asse Z. Il workaround che ho trovato e': appena mi rendo conto che il BLTouch ha fallito, fermo la stampa, manualmente faccio uscire l'asticella, questa rientra automaticamente, rilancio la stampa e questa volta tutto funziona..... Se succede una volta ogni quaresima, me lo posso far andar bene, ma oggi, ad esempio, ho dovuto ripetere questa procedura per ben 3 volte prima di farlo funzionare.Qualcuno ha idea delle cause? e' il caso che ordini un sensore nuovo che nn si sa mai? e se si, quale posso acquistare? cercando su amazon o su aliexpress ne ho trovati una caterva ma nn saprei quale scegliere. Non voglio andare al massimo risparmio ma scegliere il prodotto giusto
Grazie
-
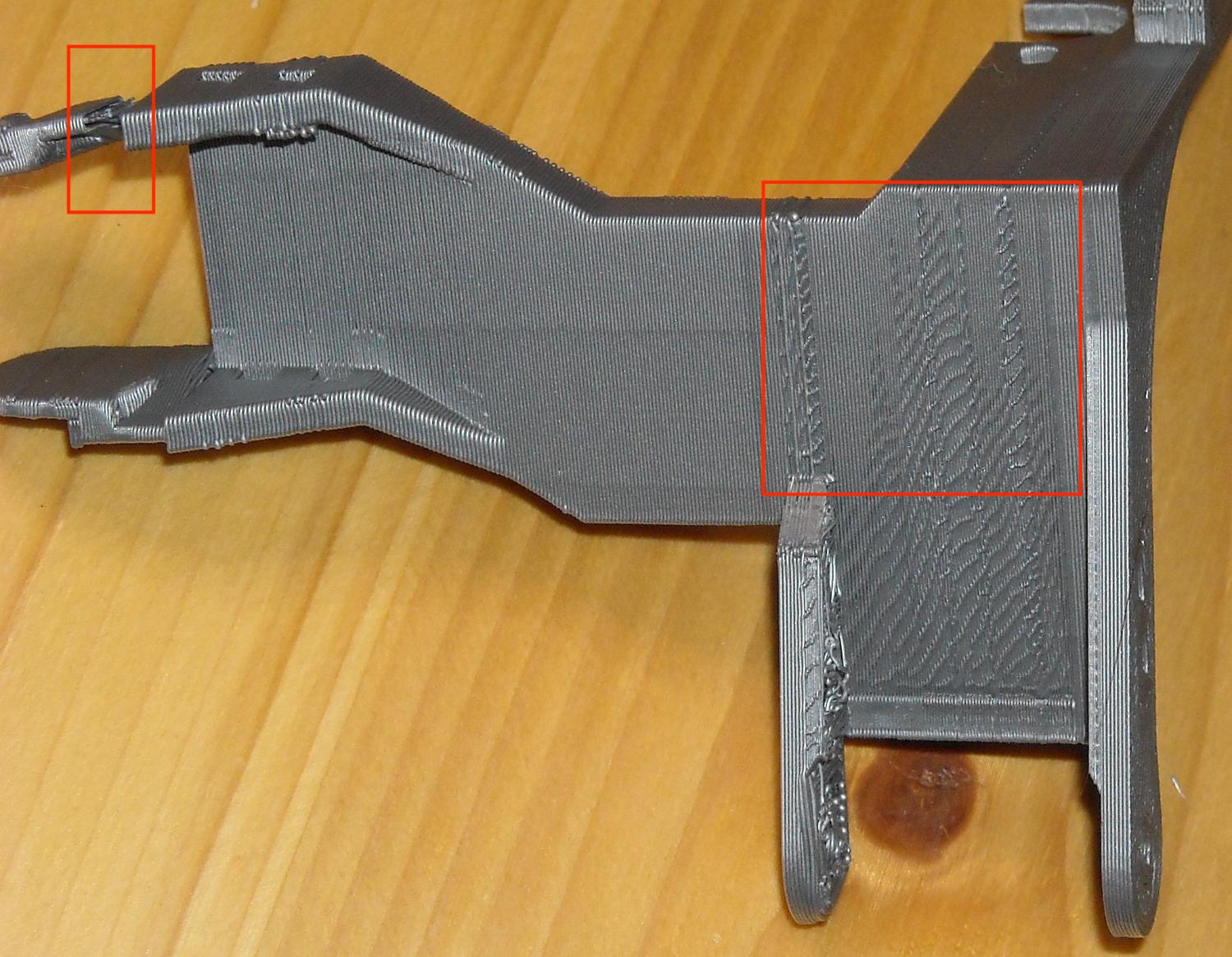
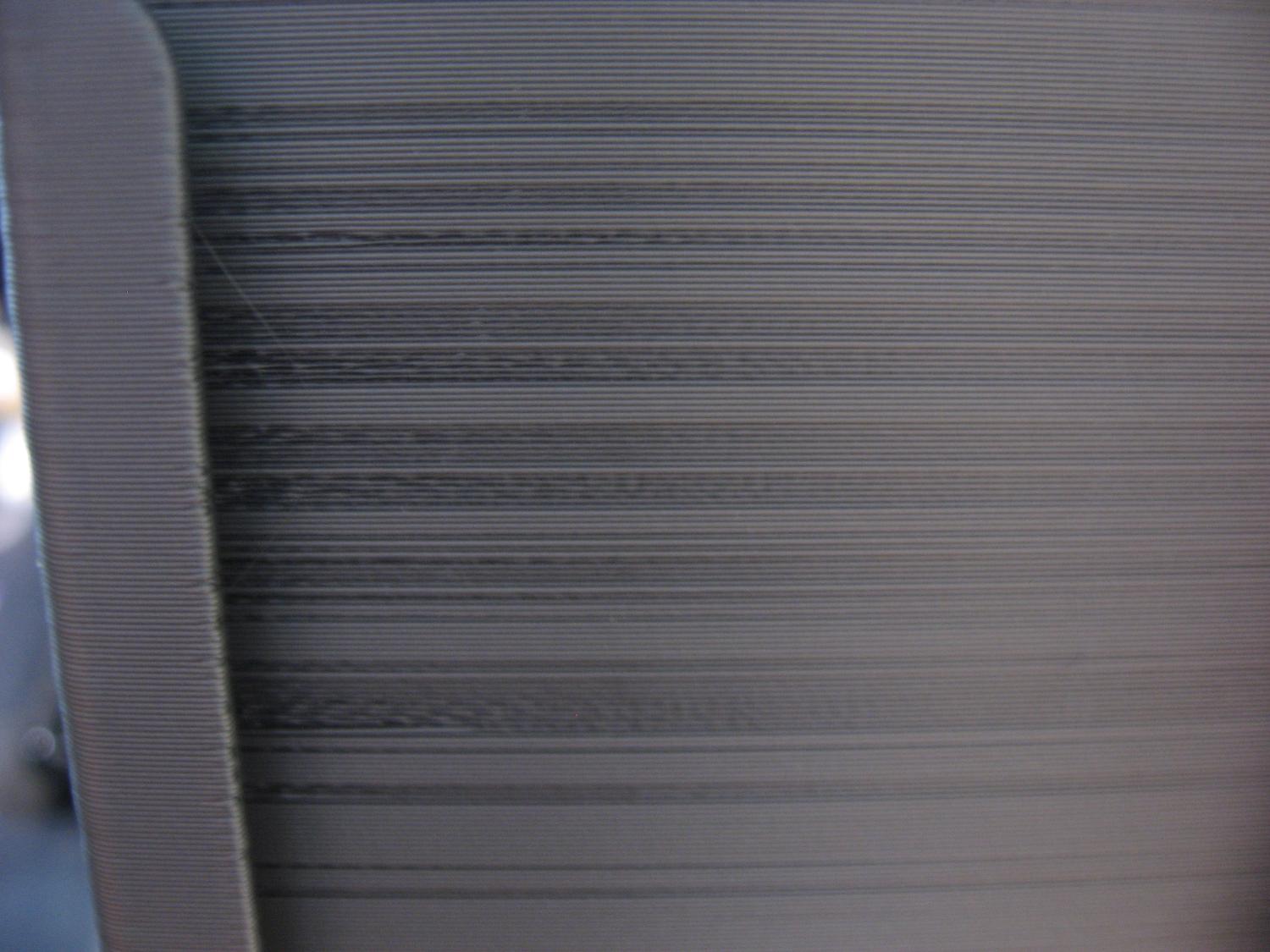
Ciao, sull'onda di diversi commenti positivi in relazione al PLA di AmazonBasic, mi sono fono fatto trascinare anche io ed ho acquistato una bobina. Devo dire che la prima impressione non e' stata delle migliori. Primo layer che mi si staccava, poca uniformita' di estrusione, diversi artefatti sulle pareti verticali. Ho tenuto botta e ho terminato tutte le calibrazioni per il nuovo filamento e alla fine ho effettuato la prima vera stampa con la 3DBenchy. Il risultato e' stato piu' che soddisfacente, cosi' mi sono lasciato alle spalle le remori iniziali e sono partito con la prima stampa ottenendo un risultato poco edificante
Sembra che per alcuni strati, si presentino delle sotto estrusioni di materiale, ma questo accade solo su due dei 4 lati e sempre nello stesso punto
Avete idea di come poterci mettere una pezza?
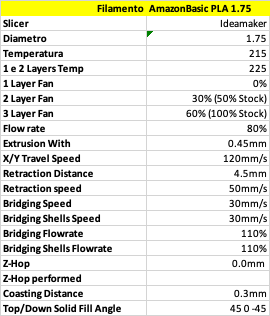
Qui di seguito i parametri principale configurati per il filamento (i valori della ventola sono relativi alla 5015 che sostituisce la stock da 4010)
Grazie
-
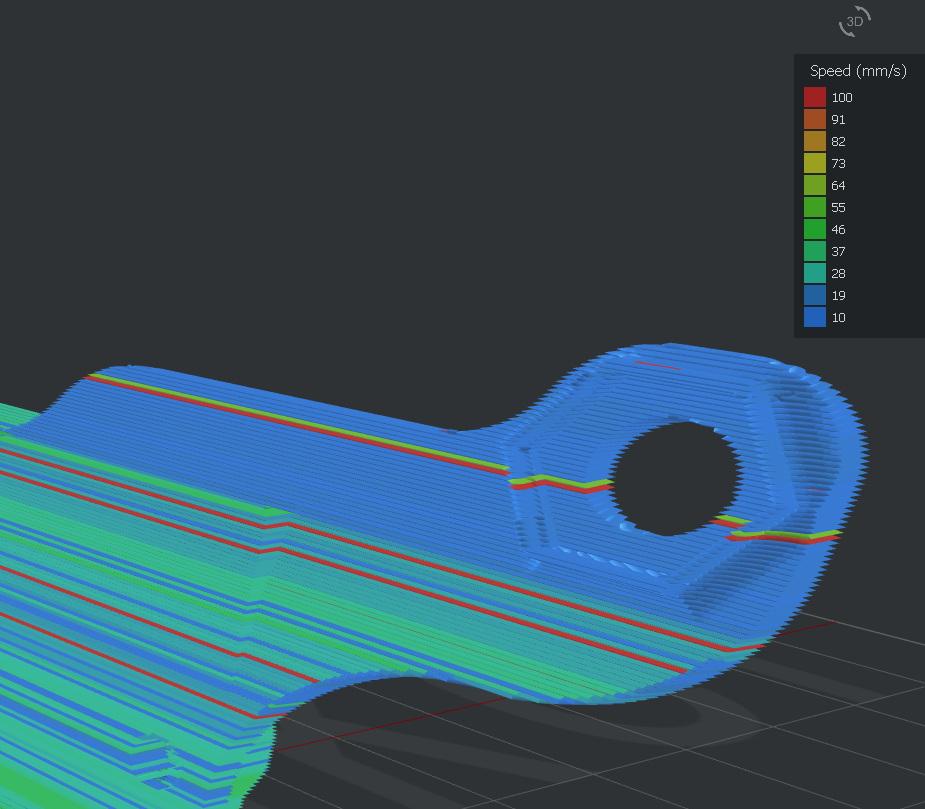
Ciao @Truck64 credo proprio tu abbia ragione. In ideamaker non ho trovato nello specifico qualche cosa come quello che mi ha condiviso, ad ogni modo, rifacendo lo slicing, ho notato che le zone dove il numero di giri della ventola aumentavano, era in corrispondenza di layer stampati ad una velocita' piu' elevata (dal verde al rosso).
Ecco svelato l'arcano 😄
Grazie
-
26 minutes ago, Killrob said:
Senza dubbio è lo slicer che decide come aumentare la ventola in base a cosa sta stampando non certo la stampante che di sensori non ne ha.
Grazie @Killrob x la conferma, immaginavo anche io fosse cosi'. Ad ogni modo, sto verificando anche in questo momento, nn mi e' chiaro sulla base di cosa lo slicer dovrebbe alzare la ventola all'80% dovendo tracciare delle righe orizzontali senza parti a sbalzo
-
Ciao, dopo le ultime modifiche al convogliatore dell'aria del filamento e la sostituzione della ventola stock 4010 con una 5015, credo di aver trovato la mia dimensione in termini di resa di stampa. Appena sostituita la ventola, a parita' di settaggi dello slicer (ideamaker) e' stato subito evidente come la nuova ventola pompasse una maggior quantita' d'aria con conseguente aumento del rumore prodotto. Per questo motivo ho cambiato la percentuale relativa alla velocita' della ventola passando da un 100% stock ad un 60%. Per la precisione, come mi avete consigliato in un altro post, ho settato
Layer 1 0% (era 0%)
Layer 2 30% (era 50%)
Layer 3 60% (era 100%)Devo dire che questi settaggi portano ad una resa piu' che accettabile della stampa finale. In aggiunta a questi, ho abilita' Bridging e Overhang detection con relativa ventola che passa al 100%.
Con questa configurazione mi sarei aspettato di vedere a display il valore relativo alla ventola al 60% dal terzo layer in poi, con un passaggio al 100% in caso di overhang e bridging. Questo e' vero per gran parte delle stampa anche se noto ogni tanto la ventola al 70%, 80% o anche al 100% anche in assenza di bridging o overhang.
Per questo motivo vi chiedo, sulla base di cosa ho questa variazione nella velocita' della ventola quando in realta' non me lo dovrei aspettare? Puo' essere dovuto allo slicer che "interpreta" alcuni punti critici e quindi varia nel gcode la ventola o e' la stampante che di sua sponta adegua la velocita' sulla base di qualche sensore?
Grazie
-
mmmmm devo preoccuparmi? Non stampo da tanto tempo ma le mie temperature di stampa sono piu' basse.. i Filamenti Geeetech li sto stampando a 195 mentre gli Easyprint a 200...... Devo dire che non posso lamentarmi della qualita' delle mie stampe, non dico che non siano migliorabili ma non mi sembrano malaccio 🙂
-
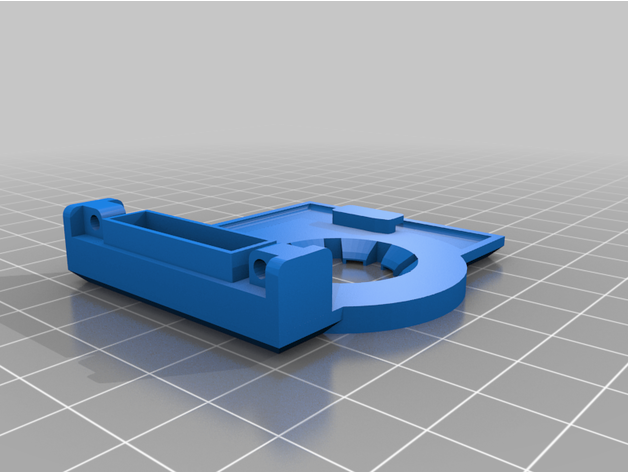
Vi avevo lasciati con il risultato soddisfacente del mio ultimo bridging realizzato con un duct customizzato circolare e la sua ventolina 4010 stock.
Non pago, mi sono messo a cercare alternative alla ventola stock arrivando ad acquistare una 5010. Dopo aver disegnato e realizzato un convogliatore che mi permettesse di utilizzare la 5010 su un attacco da 4010, ho rifatto esperimenti con risultati buoni, nel senso che il bridging non dava problemi di nessun genere se veniva realizzato in senso longitudinale anche per grandi distanze. Qualche problemino lo avevo ancora quando lo slicer generava bridging trasversale ma essendo poca cosa me lo facevo andare bene o correggevo impostando l'angolo di bridging. Allora mi sono detto, riproviamo a rifare lo Stress Bridging Test di inizio post ma nulla da fare, esperimento fallito:
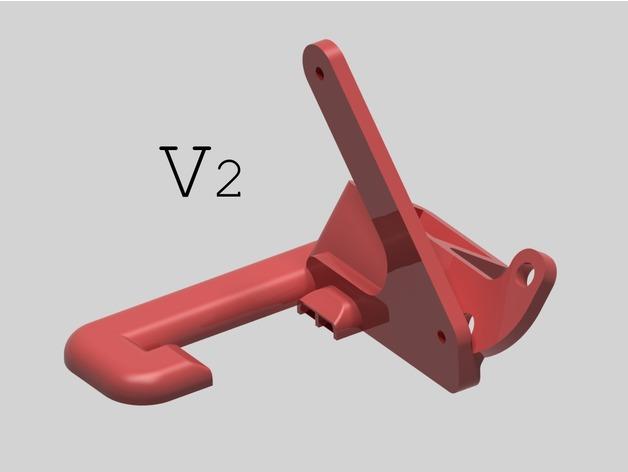
Allora ho cercato ancora un po' e, anche se un po' scettico, mi sono deciso a provare questo nuovo duct che monta nativamente una 5010
Rifacendo lo Stress Bridging Test questo e' il risultato ottenuto 😄
In effetti con la ventola 5010 genero un flusso d'aria decisamente maggiore rispetto a quello della 4010 a discapito della silenziosita'. Per mitigare il tutto ho quindi impostato la velocita' di rotazione al 60% per i layer non "impegnativi", mentre per gli overhang sotto i 30gradi ed i bridging ho impostato lo slicer per utilizzare la ventola al 100%. Al momento sono ancora in Beta test sia per il duct (magari apporto alcune modifiche agli ugelli) che x i settaggi della ventola, ad ogni modo mi ritengo soddisfatto dei miei nuovi risultati
-
Ciao @MayTs, io utilizzo il preriscaldamento ad esempio per il cambio filamento nel caso in cui accendo la stampante e voglio cambiare la bobina utilizzata nell'ultima stampa con un'altra. Alla fine immagino siano solo dei profili preimpostati nel firmware e la scritta "PLA" o "ABS" sia solo x distinguerli....
Tornando al PLA+, la resistenza di cui hai accennato e' meccanica o anche alle temperature?
Grazie
-
Ciao, come gia' scritto in un altro post, sono piuttosto sicuro che la meccanica (e le caratteristiche) della mia CR 20 Pro coincidano con quelle della Ender 3. Detto questo, ho letto diversi articoli di stampatori che con Ender 3 stampano anche materiali come PETG. Leggendo la documentazioni della mia stampante e verificando sul menu' della stessa, si menzionano solo PLA e ABS come materiali stampabili (e per i quali esiste un preriscaldamento configurato nel menu). Quindi mi domando: posso stampare anche PETG? se si, quali accorgimenti devo avere per farlo e quale impostazione di preriscaldamento devo utilizzare (PLA o ABS)?
Inoltre, ho visto che in giro che ci sono anche bobine di PLA +. Che differenze ci sono con il PLA tradizionale?
Grazie
-
mmmm alla fine il mio progetto "Assial to Radial" con ventola 40x10 si e' rivelato un puro esercizio di "design". La resa finale sembra il soffio di un asmatico 😞 neanche una candelina ci spengo........ per il momento tengo la ventola stock che tutto sommato non fa neanche troppo casino. Non ho abbandonato l'idea, ad ogni modo. Ho acquistato su aliexpress una ventola radiale gdstime 6015 tanto per gradire, mentro ho gia' testato un convogliatore di aria disegnato per una radiale 5010 con buoni risultati.
Sul fronte ventola dell'alimentatore, ho sostituito la ventola stock 60x60x15 12V con una equivalente SUNON e devo dire... tanta roba... quando si attiva quasi non si percepisce che sia in funzione, prono prevalenti quelle del nozzle e dell'estrusore quindi posso dire di aver raggiunto il risultato cercato 😄
-
 1
1
-
-
In prospettiva "verniciatura dopo la finitura" sto cercando di capire quale prodotto primer utilizzare. Voi vi affidate ad un prodotto in particolare o "uno vale l'altro"? Curiosando su amazon ce ne sono a tonnellate ma onestamente non ho alcun razionale con il quale scegliere.... Questo ad esempio puo' andar bene per iniziare?
-
1 hour ago, eaman said:
Per altro non so come fai tu, ma per scartavetrare io do' il primer prima, altrimenti stai li' una vita e poi rischi che ti venga male. Il primer riempe e evidenzia gli errori e si scartavetra meglio del PLA.
@eaman hehehe e' proprio qui la figata..... io nn ho mai fatto nulla di tutto questo, chiedo consiglio a voi proprio xche' nn ho la piu' pallida idea di come fare. Nella mia beata innocenza, pensavo che stampando un oggetto fosse possibile "abbellirlo" con una veloce carteggiata per eliminare i difetti piu' vistosi e la "rugosita'". Dopo i primi esperimenti mi sono reso conto che nn e' proprio cosi' semplice, ecco perche' stavo investigando metodi alternativi. Quello delle resine coprenti, al momento, mi sembra essere la soluzione piu' a buon mercato per conferire lucentezza al pezzo ma rimane cmq il problema dell'opacizzazione delle superfici carteggiate. Qui provero' il suggerimento di @Killrob di utilizzare carta vetrata e acqua
-
1
-
-
23 minutes ago, FoNzY said:
dipende che colori usi e come dai la finitura...quello dei colori è un inverso infinito ed infatti ci sono infiniti modi per rendere gli oggetti dipinti "spettacolari" anche quando gli anni passano....
Al momento il mio obiettivo non e' colorare la stampa, quanto preservare il colore del PLA con cui realizzo gli oggetti durante la finitura.
25 minutes ago, FoNzY said:un adesivo a media densita' che strapaghi (nemmeno tanto)
con 40 euro (se ho capito bene ci sono altri 20 euro di spedizione) puoi prendere un mondo di colle mono o bi-componenti di tutte le densita' e fare tutte le provi che vuoi....
Io lo stavo consideranto non tanto come colla, quanto come prodotto per "lisciare" i layer, per intenderci, per avere l'effetto "vapori di acetone"
-
Ciao a tutti. Dopo aver stampato a manetta praticamente qualsiasi cosa, mi sto ponendo il problema di come "trattare" gli oggetti stampati per renderli piu' piacevoli alla vista e al tatto. Il primo esperimento fatto e' la levigatura con carta vetrata o spazzole abrasive con il Dremel. Nel primo caso uno sbatti a seconda dell'oggetto stampato, nel secondo, basta un attimo di disattenzione e si rovina il pezzo. In entrambi i casi, il risultato e' comunque poco bello da vedere perche' i colori si opacizzano a meno che non si decida di applicare un primer e poi colorarlo. Allora ho cercato in giro trovando ad esempio il trattamento con vapori di acetone. Il risultato e' buono ma il procedimento e' impensabile dentro casa e cosi' cercando cercando sono arrivato a questo prodotto
3D Gloop https://www.3dgloop.com/shop/pla-gloop
Da alcuni filmati visti su youtube, funge sia da colla (per ABS PETG e PLA) che da "allisciante" di superfici. Sembra proprio interessante. Qualcuno lo conosce e lo utilizza? io l'ho trovato solo in un sito in Belgio ma la spedizione costa quasi piu' del prodotto.... 😞
In alternativa, sapete consigliarmi qualcosa di simile piu' facilmente reperibile?
-
@MayTs grazie x il feedback. Ho gia' realizzato qualche cosa di simile ma piu' in piccolo per una ventola da 40x40. Questo weekend lo provo giusto per capire la resa. Adesso vedo di procurarmi una ventola sunon 80x80 a 24V e magari ridisegno il convogliatore per posizionarlo nella parte alta cosi' da avere piu' spazio anche se il flusso d'aria poi verrebbe ostacolato dai connettori dei motori degli assi e relativi cavi. Altra alternativa sarebbe posizionarla si in alto ma realizzare il convogliatore che incanali il flusso d'aria nell'attuale direzione della ventola radiale.....
-
Ciao @MayTs, lo spazio attorno c'e', quello che mi manca e' l'altezza. ho gia' ventole sunona 24V sia 40x20 che 40x10. Il mio primo esperimento e' stato creare un supporto x una sunon 40x40x20 messa in verticale che soffia direttamente sulla MB. Dal punto di vista di pressione d'aria e silenziosita' va bene. Il problema e' che essendo alta 40mm, quando chiudo il fondo della stampante, la ventola appoggia sia sul fondo che sullo chassie e le vibrazioni mandano in risonanza tutta la struttura peggiorando la rumorosita'. L'ideale potrebbe essere una ventola radiale piu' grande ma nn riesco a trovarne una neanche a pregare in cirillico 😞
Se riesco nel weekend cambio quella dell'alimentatore con la noctua, mi sembra di aver capito che quella e' 12V e vedo se almeno riesco ad indirizzare il rumore aggiuntivo a quello gia' presente con le altre due sempre accese
Intanto continuo la ricerca della radiale piu' grande.....
-
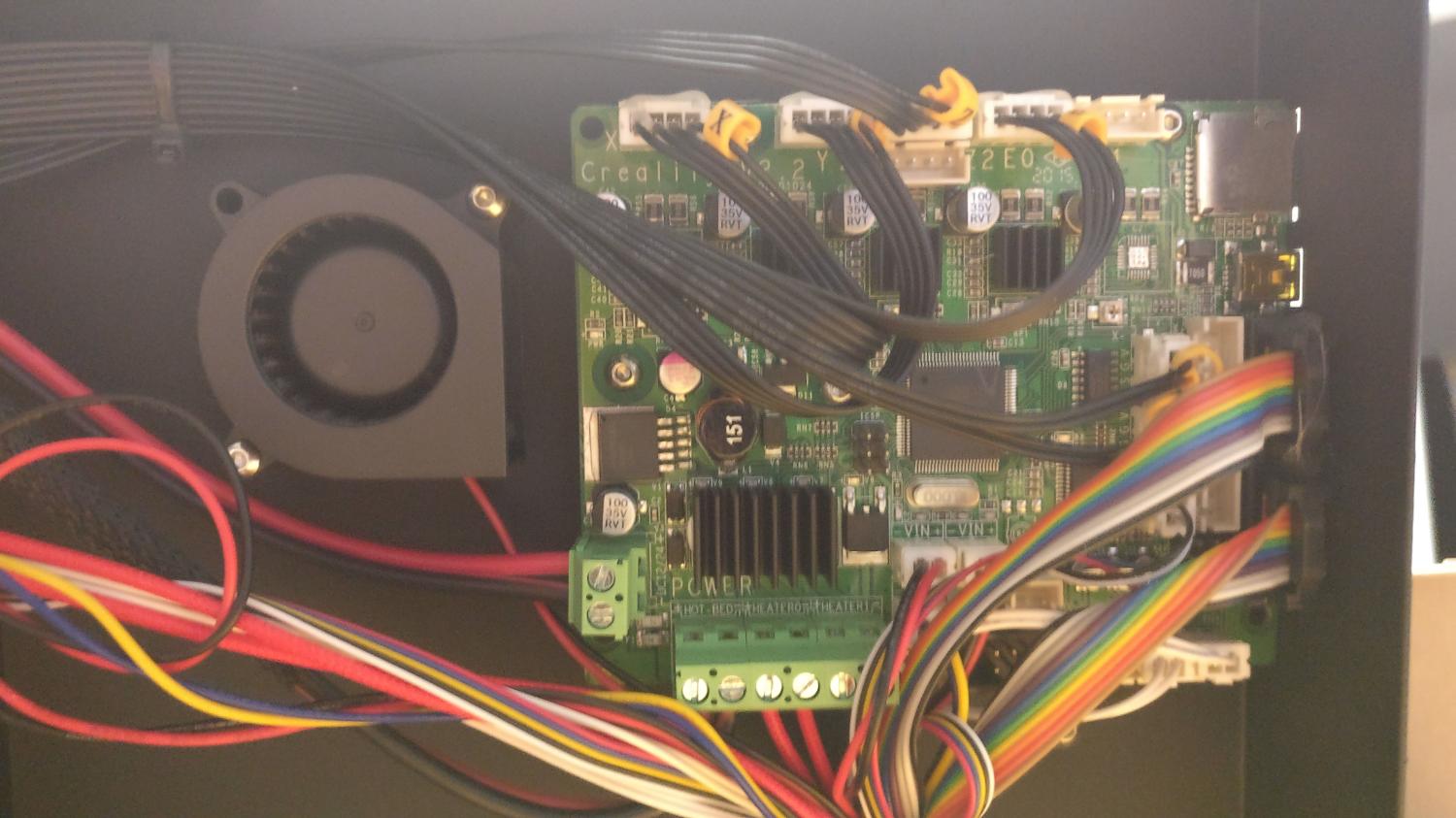
Ciao oramai ho "realizzato" che, a parte qualche piccola differenza, la mia stampante e' ne piu' ne meno una Ender 3 pre-assemblata. Per questo motivo, trovo riadattabili tanti tutorial per Ender 3 anche alla mia e la cosa mi va piu' che bene. Leggendo un tutorial x Ender 3 su come aumentare la silenziosita' delle ventole, ho scoperto un'altra bella differenza. La Ender 3 monta una ventola assiale sopra la motherboard e quindi sostituirla con una piu' silenziosa e alquanto banale. Nel mio caso, la ventola che raffredda la scheda e' una radiale e sostituirla con una piu' silenziosa non e' la cosa piu' immediata...
Qualcuno ha gia' sperimentato qualche cosa a riguardo?
Io mi sono disegnato un supporto che trasforma una ventola assiale in radiale ma, avendo solo 40mm di altezza dello chassie, posso usare solo una ventola 40x40x10 che, oggettivamente, mi sembra un po' scrarsina in quanto a pressione di aria prodotta, non trovate?
Per la ventola dell'alimentatore, credo di poterla agevolmente sostituirla con una noctua 40x40x10.
Ora, la cosa che ho notato, e' che durante la stampa, il rumore delle ventole dell'hotend e della motherboard e' costante ma che dopo qualche tempo, credo all'aumentare delle temperature, il rumore aumenta improvvisamente cose se cominciasse a girare un'altra ventola. Che voi sappiate, entra in funzione la ventola dell'alimentatore oppure aumenta di giri la ventola radiale della motherboard? Da quello che mi pare di capire, i connettori della ventola della motherboard e quella dell'hotend non sono regolabili, quindi mi sembra piu' probabile sia quella dell'alimentatore ma non ne ho le evidenze 😞
-
Questa mattina ho stampato nuovamente il pupazzetto con la funzionalita' attiva. In effetti i tempi di stampa sono rimasti in linea con il precedente e la resa dei dettagli e' migliorata. Ovviamente l'uniformita' di stampa alla vista e al tatto ne ha un po' risentito. Infatti, guardando in controluce il modello, si notano gli stati stampati con layer piu' bassi, quindi piu' lisci, rispetto a quelli con layer normale o piu' alto che risultano un po' piu' ruvidi.
Dovro' farmi uno studio su come "lavorare" i modelli in post produzione, magari con carta vetrata fine e frese....
-
2
-
-
Ho configurato questa funzione e simulato alcuni slicing di oggetti stampati in precedenza con e senza la funzione attivata giusto per capire di quanto influenza i tempi di stampa. Ad esempio per il pupazzetto stampato a mio figlio, l'incremento di tempo e' irrisorio (circa 6 min) ma la resa sembra essere notevolmente migliorata (provero' a stamparlo domani). Per altre stampe piu' articolate, piene di dettagli o reticoli, il tempo raddoppia.
-
Il primo vaso ho finito di stamparlo pochi minuti fa. Ovviamente ha scelto un modello non proprio semplice semplice.....
https://www.thingiverse.com/thing:4800105
la struttura bassa e' andata via easy.... quella alta mica troppo 😞 ad ogni modo, ho comperato alcune frese per la lucidatura che dovrebbero arrivarmi venerdi' assieme al dremel e provo a levigare le sbavature con quelle. Al massimo lo ristampo con una risoluzione piu' alta... Ad ogni modo la moglie e' contenta e quindi, x la proprieta' transitiva, lo sono anche io 😄
-
 2
2
-
-
Allora, cercando in giro ho trovato qualcosa sul manuale
https://support.raise3d.com/ideaMaker/4-5-5-adaptive-layer-height-15-844.html
ma si fa riferimento all'Adaptive Layer Height, cioe' dare la possibilita' a Ideamaker di "valutare" il livello della stampa e permettergli di decidere quale altezza layer applicare a seconda della parte della stampa che sta effettuando (dettagli piuttosto che parti lineari)
Potrebbe essere un'idea, ad ogni modo e' un qualche cosa che esula dal mio "controllo" 😞
-
Grazie @Mino, forse ho trovato un "workaround". Ho un profilo per le torri di temperatura che varia alcuni parametri della stampa ad altezze predefinite. Questa sera provo una stampa veloce utilizzando questo metodo. Non e' molto "elegante" ma se funziona per le temperature magari funziona anche per il layer, devo solo capire se i profili configurabili prevedono anche l'altezza del layer come variabile da settare


AmazonBasic PLA grigio con artefatti [Risolto]
in Problemi generici o di qualità di stampa
Inviato
Ciao, se cambio filamento non ho problemi, ho provato sia con Geeetech che con EasyPrint e non rilevo nessun artefatto o difetto nelle stampe. Volevo provare AmazonBasic almeno per creare i prototipi, dove non mi serve un prodotto finito "bello" da vedere quanto funzionale ma qui ce ne approfittiamo. Nell'ultima stampa, ad di la' degli artefatti che mi danno fastidio ma alla fine stampo prototipi, mi ruga che, appena toccato, uno dei due sostegni mi sia rimasto in mano 😞
L'umidita' potrebbe essere la causa? il prodotto e' arrivato in una pellicola sigillata leggera, non sottovuoto. Se fosse quello, non avendo un essiccatore, dovrei passarla nel forno? per quanto tempo e a che temperatura?
Grazie