
È possibile che tu non abbia mai sentito parlare di Z hop, ma se hai una stampante 3D, probabilmente in qualche occasione ti sarebbe stato molto utile.
Immagina: dopo aver passato ore e ore a impostare i parametri del tuo slicer e ad affinare la meccanica della tua stampante 3D per avere dei top layer perfetti, tutto viene rovinato da un passaggio maldestro dell’ugello sul tuo modello.
Non ti preoccupare, può succedere anche ai più esperti!
In questa guida studieremo la funzione "Z hop". Si tratta di una speciale funzione, attivabile nel software di slicing, che garantisce di ottenere dei top layer perfetti.
Prima di qualsiasi altra cosa però, ti consiglio di leggere i 5 accorgimenti per la stampa perfetta: in questo modo, sarai certo di avere una stampante 3D ben settata, pronta a realizzare i top layer perfetti che stai cercando.
5 accorgimenti per la stampa perfetta: clicca qui e segui i nostri consigli!
Slicer aperto, stampante accesa. Iniziamo!
Il problema delle righe superficiali
Ma esattamente, che problema stiamo cercando di risolvere in questa guida e da cosa è causato?
Analizziamo la situazione: il problema è causato dal passaggio dell'estrusore al di sopra delle superfici del modello 3D. Possiamo quindi dedurre che il problema derivi dai movimenti di Travel, ossia in tutti quei movimenti in cui l'estrusore si muove all'interno del volume di stampa senza estrudere.
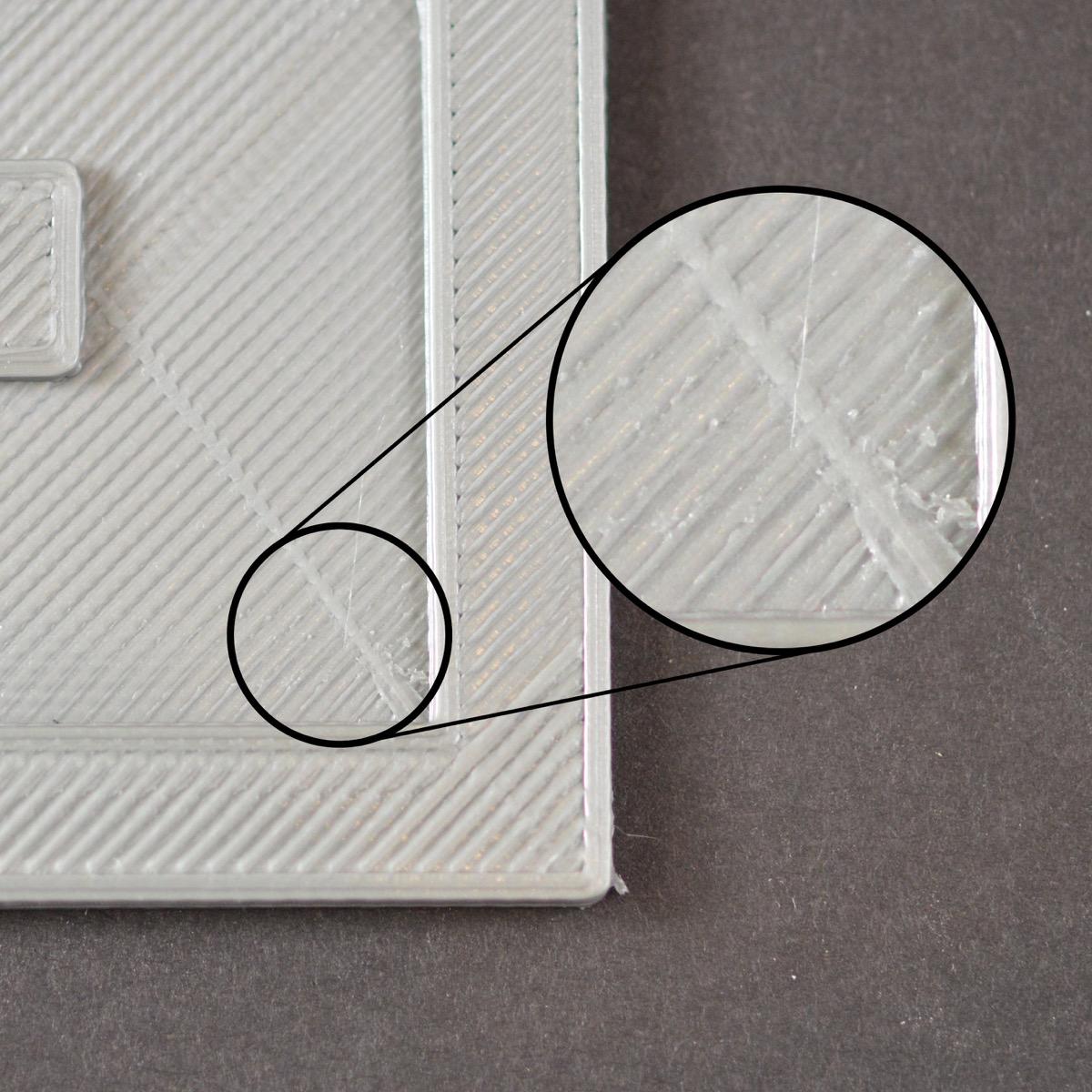
Solitamente però, quando vengono fatti dei movimenti di Travel durante la stampa, l'ugello si trova a temperatura di stampa. Di conseguenza, l'ugello a temperatura viaggia sopra delle parti già stampate, scaldandole e deformandole.
Il risultato sono dei veri e propri segni o righe, più o meno evidenti, lasciati sulle superfici del modello a seguito del passaggio del blocco estrusore.
Solitamente queste righe superficiali causano problemi di natura estetica. Ed è qui che la funzione Z hop ci viene in aiuto!
Non dimenticare che anche la qualità del materiale utilizzato conta. Se sei indeciso, dai un'occhiata a questa guida:
Come funziona lo Z hop nella stampa 3D FDM e come ottenere top layer perfetti
Per risolvere il problema di segni o righe, la quasi totalità degli slicer in commercio possiede la funzione Z hop. È chiamata in modo diverso a seconda del software usato, ma assolve sempre la stessa funzione: evitare che l'ugello colpisca o passi troppo vicino alle parti stampate.
In Cura si chiama proprio ‘Z hop’, in Simplify3D lo trovi come ‘Retraction Vertical Lift’, in Slic3r è ‘Lift Z’.
In che modo agisce questo parametro?
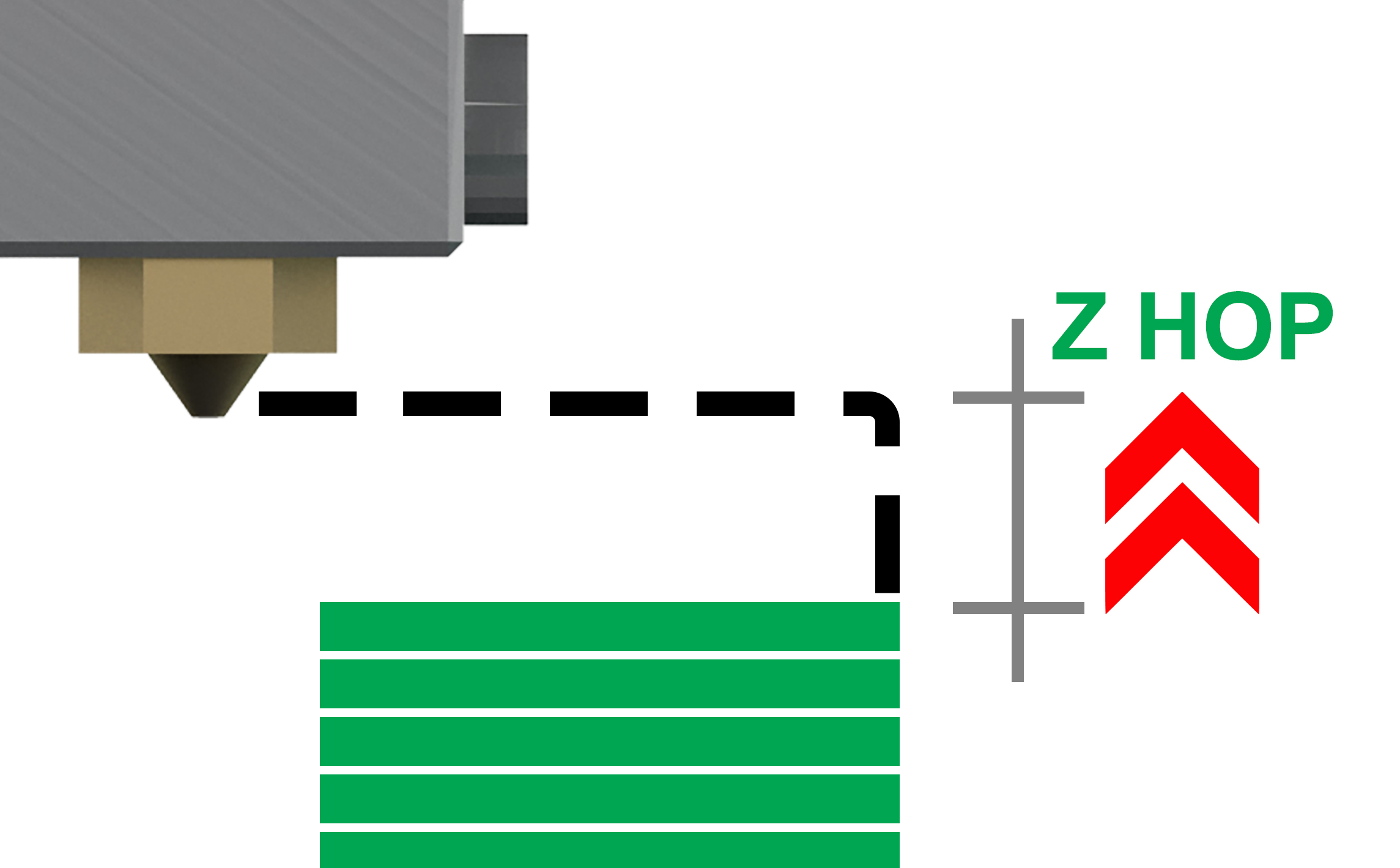
Lo Z hop, come suggerisce il nome, è un movimento lungo l’asse Z. Provvede infatti a far alzare l’ugello prima di effettuare uno spostamento di Travel ed entra in funzione ogni qualvolta è prevista una ritrazione, parametro a cui è strettamente legato.
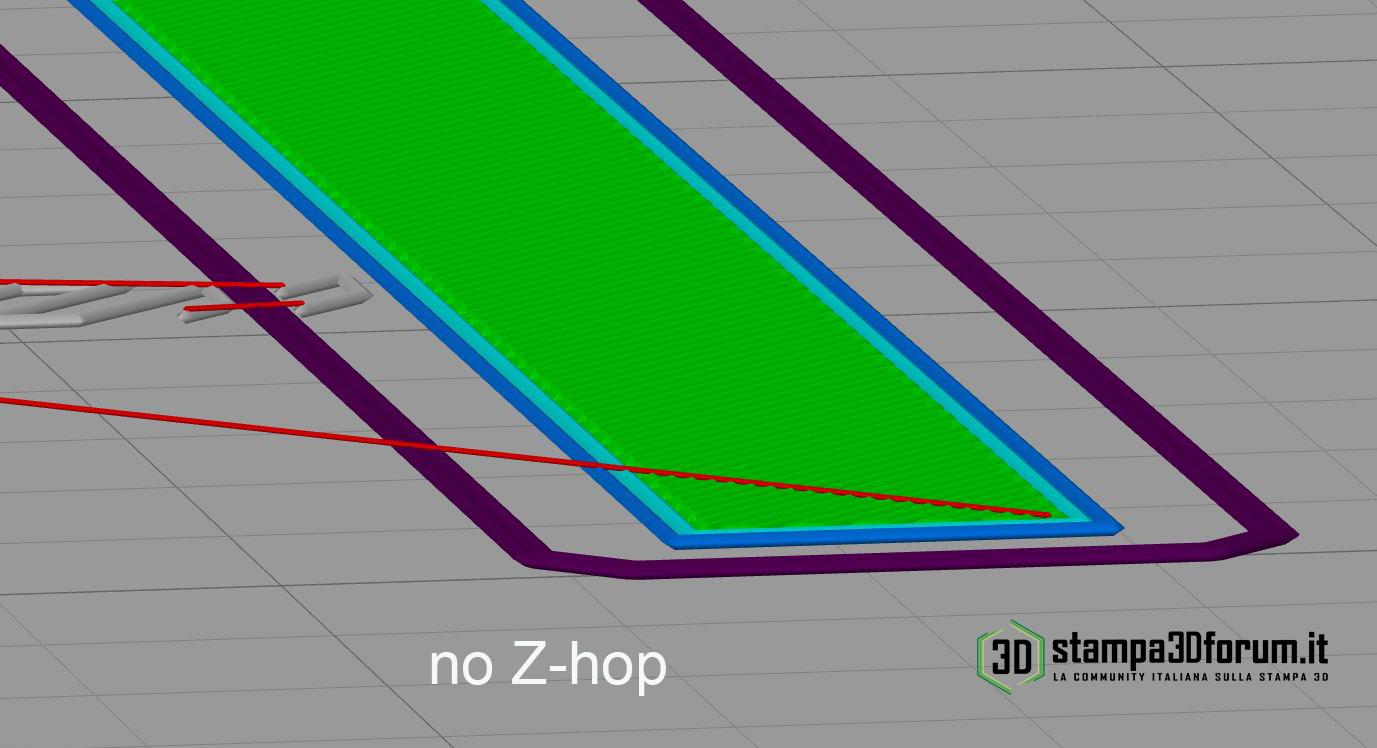
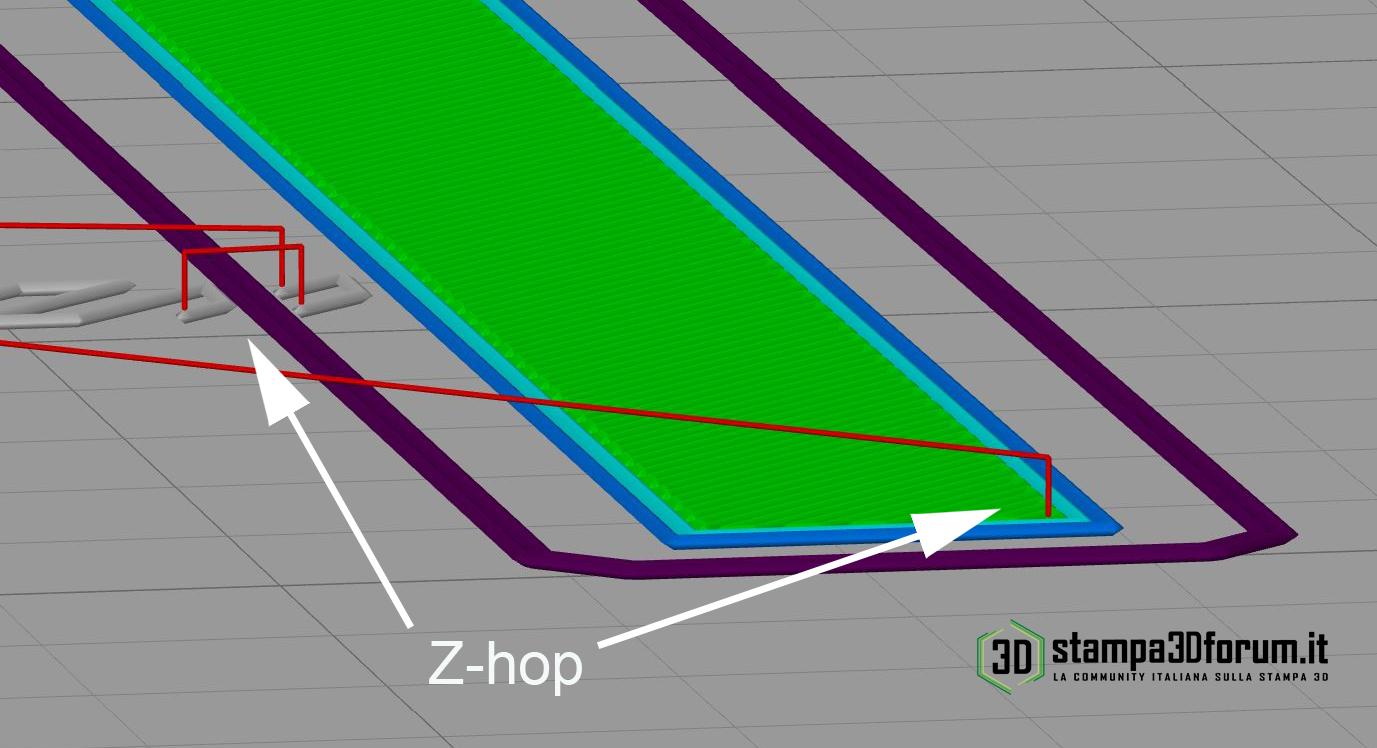
Nelle immagini qua sotto puoi vederne il funzionamento (le linee rosse simboleggiano i movimenti senza estrusione, ossia di Travel).
Settare questo parametro è estremamente semplice.
Oltre ad avere attiva la ritrazione, occorre solamente impostare l’altezza di spostamento. Normalmente 0,1 millimetri sono sufficienti.
Andare oltre diventa inutile quanto controproducente. Il movimento lungo l’asse Z infatti è molto più lento rispetto a quello lungo gli assi X e Y. Alzando troppo l’estrusore rischierai di allungare di molto il tempo della stampa.
Non solo, aumentando il tempo di ‘travel’, ovvero dei momenti in cui l’estrusore si muove senza estrudere, si rischia di incappare in fenomeni di stringing o di cuciture visibili ai lati dei modelli.
L'importanza di analizzare le simulazioni dello slicer
Per far funzionare al meglio lo Z hop, è necessario che la ritrazione della tua stampante 3D sia impostata in modo minuzioso. Questo ti consentirà di ottenere il massimo dalla combinazione delle impostazioni.
Un consiglio che mi sento di darti, è quello di porre davvero molta attenzione ai tuoi parametri di stampa.
Inoltre, un modo per verificare che il tutto sia ok e per limitare eventuali errori durante la stampa, è quello di spendere qualche minuto nel guardare la simulazione di stampa realizzata dal tuo slicer.
Come già ti ho mostrato nelle immagini precedenti, lo Z hop è ben visibile nella simulazione dello slicer insieme a tanti altri parametri. Verificare che tutto sia corretto a livello grafico è un ottimo modo per farsi un'idea di cosa accadrà durante la stampa. Meglio accorgersi che qualcosa non va prima di aver iniziato a stampare... non sei d'accordo? 😅
Di seguito ti lascio la nostra guida a Cura Ultimaker, magari ti sarà utile:
Non dimenticare di lasciare un commento a questa guida e di iscriverti alla community!
-
 1
1
-
 2
2











.thumb.jpg.db396a1d482f587ad6f3e454c61c5719.jpg)




Commenti Raccomandati
Non ci sono commenti da visualizzare.
Partecipa alla conversazione
Puoi pubblicare ora e registrarti più tardi. Se hai un account, accedi ora per pubblicarlo con il tuo account.