Davide87
-
Numero contenuti
705 -
Iscritto
-
Ultima visita
-
Giorni Vinti
9
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Davide87
-

Fori "ovali"
Davide87 ha risposto a Nicola Podda nella discussione Problemi generici o di qualità di stampa
uhm... quale dimensione ha il foro nella foto? Altezza layer utilizzato? -
Fori "ovali"
Davide87 ha risposto a Nicola Podda nella discussione Problemi generici o di qualità di stampa
Ciao @Nicola Podda, il pezzo è stato stampato con i supporti? -
Ender 3 PRO : asse x storto? AIUTO!!!!
Davide87 ha risposto a loarri nella discussione Problemi generici o di qualità di stampa
@loarri novità? -
Ebox, pareri del forum o eventuali esperienze
Davide87 ha risposto a Davide87 nella discussione Hardware e componenti
Certo certo, quella è la funzione principale... Però rende ancora più semplice fare l'asciugatura, rispetto a scaldare tirare fuori il tutto e pesarlo su una bilancia normale più volte per vedere se perde ancora peso. In realtà lo chiama coupon, ma penso sia semplicemente uno sconto automatico se spendi almeno una certa cifra, e questo rientra... Cioè a me compare senza che abbia fatto niente nella descrizione del prodotto... Ho prime però, non so se in qualche modo è legato... -
Ebox, pareri del forum o eventuali esperienze
Davide87 ha risposto a Davide87 nella discussione Hardware e componenti
Ho verificato e su Amazon costa 71, ma c'è un coupon con il 20% di sconto (non ho capito per quanto tempo o magari non è nemmeno a tempo) e viene 56 in pratica, non sono 40, ma mi sembra più ragionevole... eSUN eBox Scatola di Immagazzinaggio del Filamento di Stampa 3D, Supporto per Stoccaggio Filamenti, Mantiene il Filamento Asciutto e il Peso del Filamento per Stampante 3D Filamento (Alimentazione EU) https://www.amazon.it/dp/B07VBLK1DK/ref=cm_sw_r_cp_apa_i_byHADbGHYB7CH Tra l'altro l'accoppiata bilancia+asciugatura è furba anche perché si può fare un'asciugatura intelligente nel senso che tipicamente quando si deve asciugare qualcosa in laboratorio si mette in stufa e lo si pesa fino a quando non ha un peso costante, quindi adottando lo stesso principio si possono, sulla carta, evitare molto facilmente cicli di asciugatura inutili in funzione del peso letto... Sempre che la quantità di umidità assorbita sia così tanta da poter essere rilevata da una pesa con questa incertezza... -
Ebox, pareri del forum o eventuali esperienze
Davide87 ha pubblicato una discussione in Hardware e componenti
Ciao a tutti, Sono incappato per caso nella ebox sotto: Aibecy eSUN eBOX - Supporto per filamenti 3D, mantiene il filamento asciutto e il peso del filamento https://www.amazon.it/dp/B07HP4ZLTJ/ref=cm_sw_r_cp_apa_i_N5wADb480KKZ9 Qualcuno ha già avuto esperienze in merito? Pareri in generale? Mi piace l'idea di asciugare i filamenti e di valutare accuratamente il consumo di filo, ma il prezzo non è bassissimo... -
Ender 3 PRO : asse x storto? AIUTO!!!!
Davide87 ha risposto a loarri nella discussione Problemi generici o di qualità di stampa
Difficile da dire con certezza, specialmente in una situazione come questa, però direi che la cosa più probabile è che se i movimenti in z sono falsati dal problema del titolo, la calibrazione del piano non può essere fatta accuratamente, perché ogni volta che si alza o si abbassa, il nozzle non sarà mai alla stessa distanza della volta precedente, e ci potrebbero essere differenze anche tra destra e sinistra del piano, visto che a sinistra hai almeno il vincolo della vite senza fine... Risolto il primo problema, vedremo cosa fare sul secondo! 😀😀 -
Ender 3 PRO : asse x storto? AIUTO!!!!
Davide87 ha risposto a loarri nella discussione Problemi generici o di qualità di stampa
Perfetto, ti confermo che hai capito come funzionano! 😀😀 Non è sbagliato lubrificarle, l'unica cosa a cui devi stare attento è che il grasso non vada sul piatto di stampa (speciaente se spray), perché il silicone è un ottimo distaccante e non vorrei che una volta sporcato il piatto non aderisse più nulla... Anche perché il silicone o gli oli siliconici sono delle brutte bestie da pulire... -
Ender 3 PRO : asse x storto? AIUTO!!!!
Davide87 ha risposto a loarri nella discussione Problemi generici o di qualità di stampa
Smontare e rimontare la parte alta per verificare che sia in squadra è un buon punto di partenza, poi per non rischiare di prendere cantonate nella foto sotto ti indico per sicurezza (magari è banale, ma meglio non rischiare) quali sono gli eccentrici che devi verificare per cercare di risolvere il problema da titolo. Ho indicato con una freccia la zona dove si trovano gli eccentrici di cui sto parlando, perché non ho trovato una vista decente dove si vedessero chiaramente, ovviamente nella foto sono coperti dal pezzo su quale scorre l'hot end... Risolto il primo problema, che sembra il più importante, valutiamo il resto perché generalmente i problemi di distacco nelle tue condizioni sono legati alla regolazione del piano, ma senza un movimento costante in Z, penso sia praticamente impossibile calibrare decentemente il piano...
-
Ender 3 PRO : asse x storto? AIUTO!!!!
Davide87 ha risposto a loarri nella discussione Problemi generici o di qualità di stampa
@loarri ti assicuro che chi più chi meno, ma ci siamo passati tutti, specialmente all'inizio può essere frustrante, ma quando ci prendi un po' la mano, vedrai che otterrai ottimi risultati! 2 domande: dopo aver tirato gli eccentrici la stampante fa ancora quel gioco di alzarsi di più da una parte rispetto all'altra? Il cubo ti viene così perché si stacca da solo dal piano come la seconda cosa che stavi stampando? -
Ender 3 PRO : asse x storto? AIUTO!!!!
Davide87 ha risposto a loarri nella discussione Problemi generici o di qualità di stampa
Controllerei due cose: sicuramente come ha detto @Tomto gli eccentrici dei cuscinetti (specialmente a destra guardando la stampante), e poi secondo me più che tirare tutte le viti, allenterei quelle che tengono la parte di telaio verticale, mi assicurerei che siano bene in squadra e solo dopo stringerei tutto di nuovo. Però prima proverei con gli eccentrici. -
Estrusore con doppio ingranaggio su Ender 3
Davide87 ha risposto a Davide87 nella discussione Hardware e componenti
Per il momento continuo con quello in foto (per finire di testarlo), anche se a sensazione il BGM è meglio da questo punto di vista.Se fra un mese il motore è andato, ho fatto io lo stress test 😛😛. Scherzi a parte anche con il PETG mi sta dando buoni risultati. -
Estrusore con doppio ingranaggio su Ender 3
Davide87 ha risposto a Davide87 nella discussione Hardware e componenti
Sì sì, certo... però se non vedo male nel caso del bgm, la molla esercita pressione su un ingranaggio che non è direttamente fissato all'asse del motore, quindi la forza della molla è scaricata sulla struttura di plastica dell'estrusore, invece qui è scaricata direttamente sull'asse del motore (...e in perpendicolare all'asse stesso). Non so se mi sono riuscito a spiegare e se poi all'atto pratico ci sia qualche differenza, secondo me è semplicemente (non avendo potuto apprezzare particolari differenze in termini di qualità di stampa) più deleterio per i cinematismi del motore che devono lavorare costantemente con una forza di taglio applicata, cosa che succede anche con l'estrusore stock, ma in quel caso la molla non è regolabile ed è tendenzialmente più debole a mio avviso... Poi magari gli effetti sono trascurabili, ma penso che alla lunga il motore si usuri maggiormente, poi quel "alla lunga" potrebbe voler dire qualsiasi cosa e non ho le conoscenze per definirlo meglio... -
Estrusore con doppio ingranaggio su Ender 3
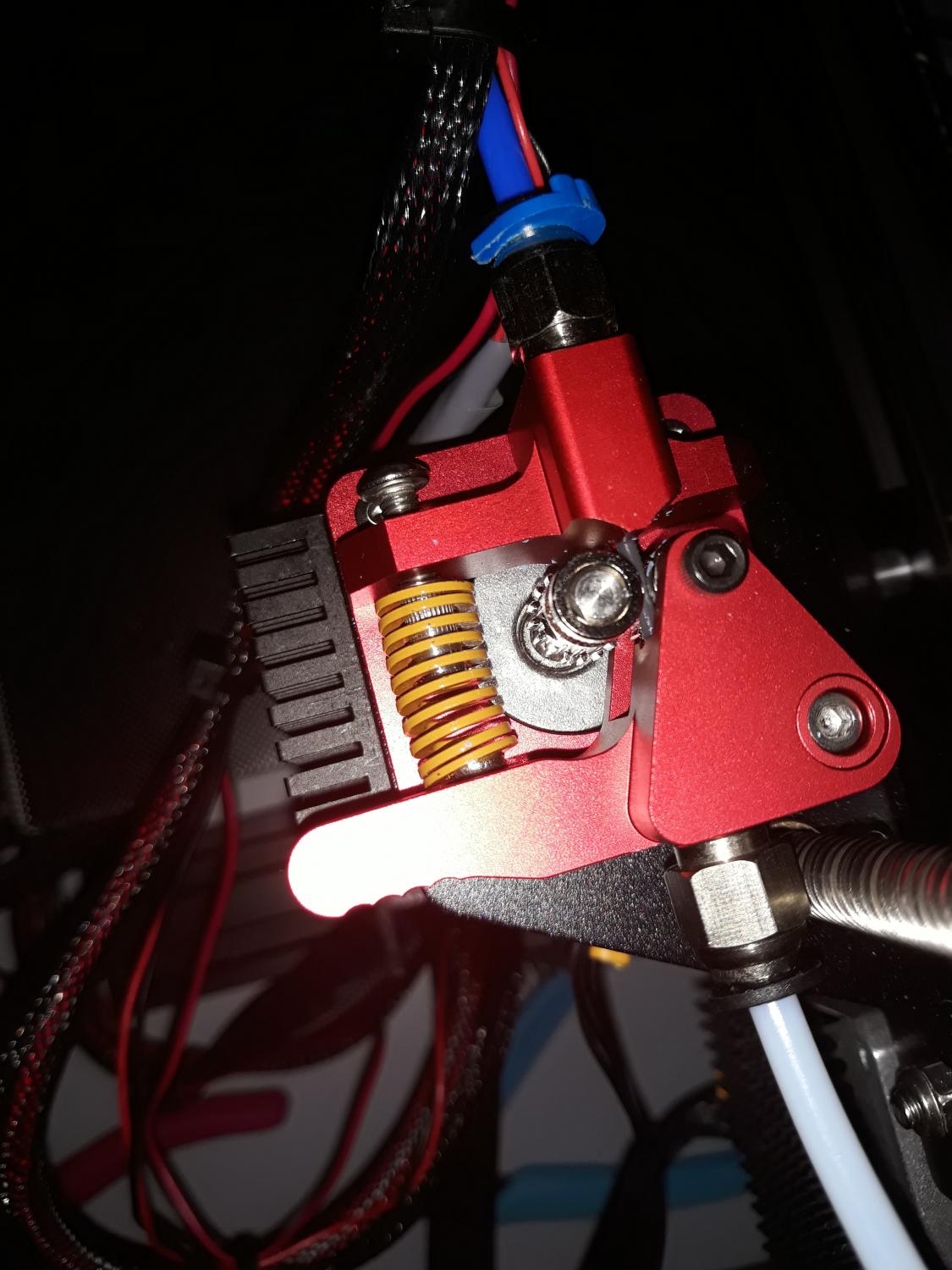
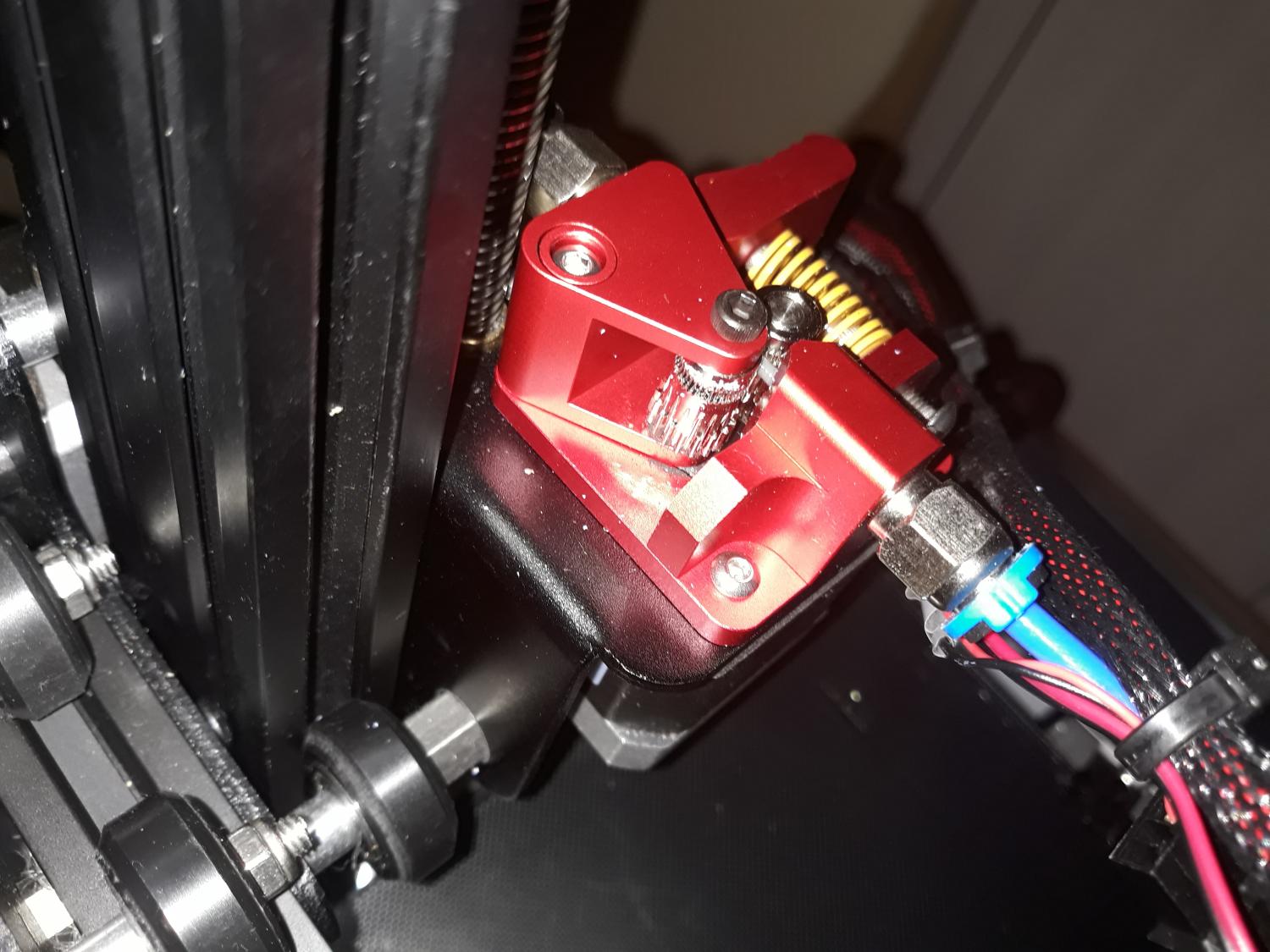
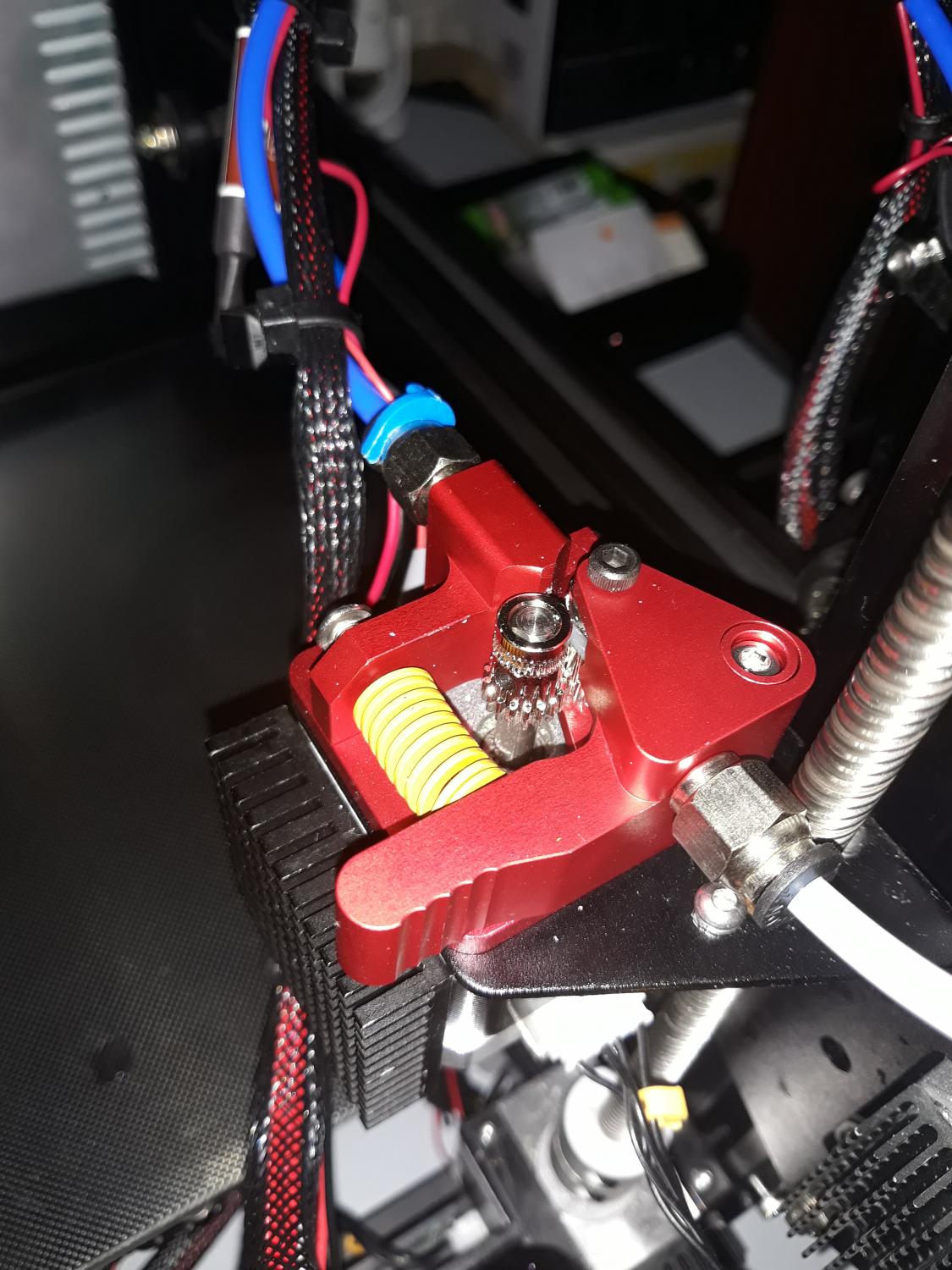
Davide87 ha risposto a Davide87 nella discussione Hardware e componenti
Ecco qualche foto dell'estrusore montato. "Meccanicamente" parlando non mi esalta l'idea che l'ingranaggio trascinato venga premuto dalla molla contro l'ingranaggio fissato sull'asse del motore, perché secondo il mio modesto parere si esercita un considerevole sforzo perpendicolarmente all'asse, che non so quanto sia salutare per il corretto funzionamento del motore. Chiaro che la stessa cosa accade con l'estrusore "normale", ma ho l'impressione che la ruota liscia non si premuta con la stessa forza e il BMG clone non ha proprio questo "problema" a sensazione. Cosa ne pensate? Io non sono del campo meccanico e magari sto dicendo qualcosa di non corretto, sentitevi liberi di smentirmi!
-
Grazie a tutti per i chiarimenti! Provo a trarre le conclusioni: @FoNzY, @Tomto e @iLMario hanno messo in evidenza problemi non facilmente risolvibili con una stampante FDM in caso di black out... Certo, d'altro canto come dice @invernomuto, se la funzione è disponibile sulla stampante, un tentativo lo si può comunque fare e se si è fortunati, i difetti (che direi sono praticamente inevitabili) non sono disastrosi e si possono provare a correggere in post produzione... E comunque meglio un bel ups se si fanno tipicamente progetti molto lunghi o si è particolarmente esposti al rischio black out.
-
Anche le FDM? Quindi quella funzione resume printing della quale la Ender 3, come altre, è provvista dici che è totalmente inutile? Io per fortuna ho provato ad utilizzarla una volta sola e non riuscivo nemmeno a far ripartire fisicamente la stampa, ma pensavo fosse un problema del fw originale, da quando ho aggiornato il tutto non ho più provato...
-
@FoNzY per mia curiosità personale: dici di buttare via tutto perché la Photon non ha la possibilità di riprendere la stampa dopo una mancanza di corrente come alcune FDM oppure perché è proprio un limite di questa tipologia di stampanti?
-
Creality Ender 3 - Problemi di qualità di stampa
Davide87 ha risposto a Mat Solo nella discussione Problemi generici o di qualità di stampa
Sì sì direi che i supporti erano attivi... Questa non la sapevo... errore mio... uso il modello liscio... -
Creality Ender 3 - Problemi di qualità di stampa
Davide87 ha risposto a Mat Solo nella discussione Problemi generici o di qualità di stampa
Ma l'hai tagliata tu di proposito? manca tutta la parte sotto dello scafo... Come sono le impostazioni di ritrazione (distanza e velocità)? Comunque non sembra male. Non mi convince il tetto della cabina, forse c'è un po' di underextrusion... però sentiamo anche gli altri... -
Creality Ender 3 - Problemi di qualità di stampa
Davide87 ha risposto a Mat Solo nella discussione Problemi generici o di qualità di stampa
ok, direi che sono consone considerando stampante e materiale -
Creality Ender 3 - Problemi di qualità di stampa
Davide87 ha risposto a Mat Solo nella discussione Problemi generici o di qualità di stampa
Se erano già 6 i top layer, forse sta stampando anche un po' troppo veloce... come sono le velocità? comunque @invernomuto ha ragione, se riesci a stampare un oggetto noto, è più facile consigliarti... Io sono partito a bomba perché avendo la stessa stampante mi sembrava di aver riconosciuto al centro del badge un problema legato ad un top layer troppo sottile, ma 6 top layer a 0,12 mm non sono male... come ti ha detto invernomuto comunuque lo stringing non è legato alla qualità della stampa, se posso permettermi non andare oltre i 5 mm di ritrazione, poi ti potrebbe dare problemi altrove... -
Creality Ender 3 - Problemi di qualità di stampa
Davide87 ha risposto a Mat Solo nella discussione Problemi generici o di qualità di stampa
Nella sezione shell, aumenterei i top layer (strati superiori) a 6, aumenterei l'infill (riempimento) al 30% e temperatura a 210°C. Inoltre puoi attivare il combing mode nella sezione travel in modalità "not in skin" per evitare possibili artefatti. C'è un mio thread in cui abbiamo discusso un po' su questo argomento "Ender 3 - migliorare la qualità del top layer" -
Estrusore con doppio ingranaggio su Ender 3
Davide87 ha risposto a Davide87 nella discussione Hardware e componenti
Qualcosino è percepibile ad esempio nella parte liscia dei bulloni, ma mi sento di dire che le differenze sono praticamente trascurabili... -
Estrusore con doppio ingranaggio su Ender 3
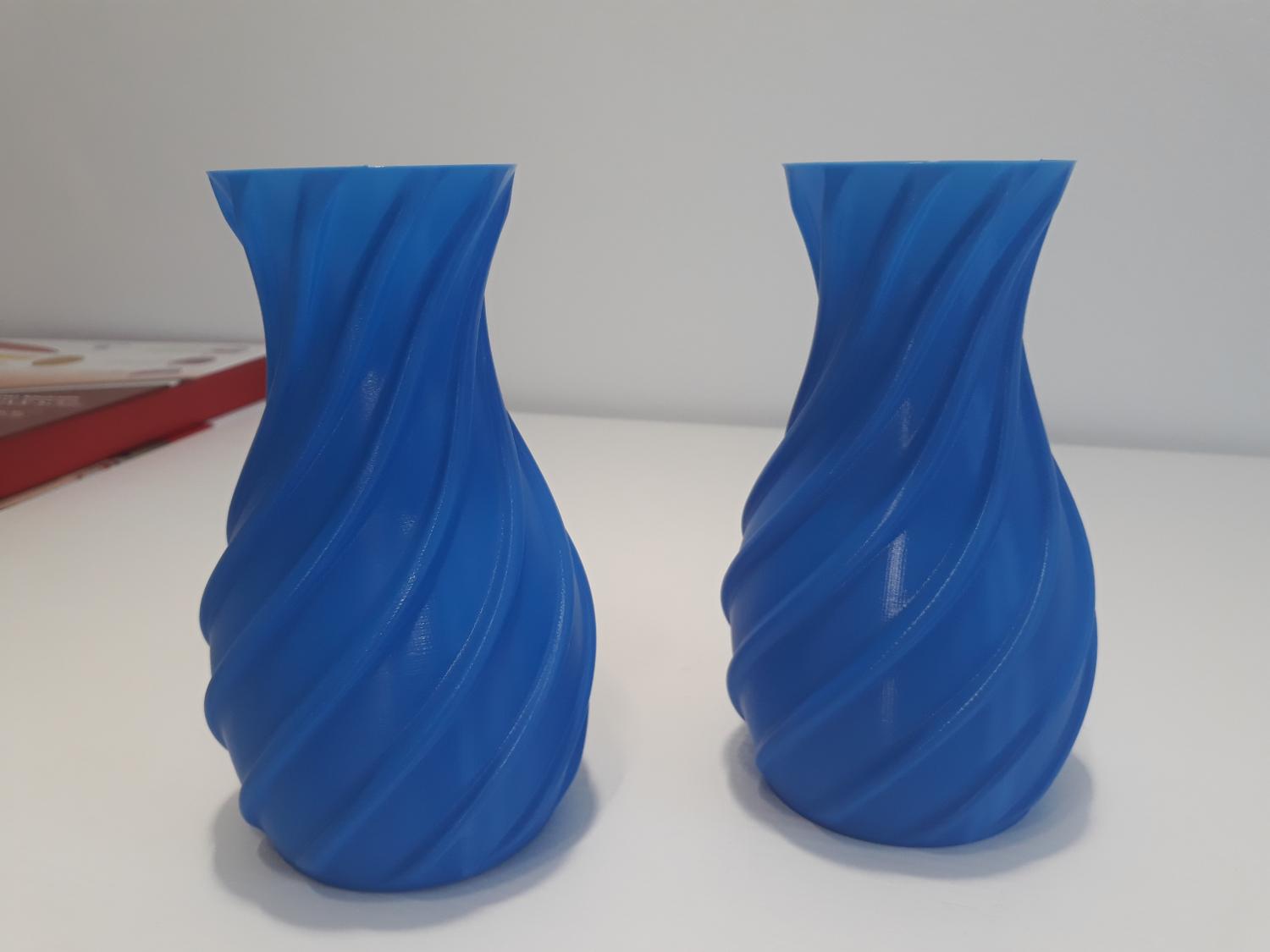
Davide87 ha risposto a Davide87 nella discussione Hardware e componenti
Ed ecco il vaso in vase mode... Sempre a sinistra il bgm clone e in dropbox gli originali
-
Estrusore con doppio ingranaggio su Ender 3
Davide87 ha risposto a Davide87 nella discussione Hardware e componenti
@iLMario sotto trovi il link a dropbox. https://www.dropbox.com/sh/to06batrpk3m07z/AAC5rsgkWIvTBE6jKEkeKFpka?dl=0 I bulloni sono fatti con layer 0.2 mm e a sinistra c'è il bmg clone. Qui si può vedere qualche sfumatura più marcata, ma vi assicuro che molto fa la luce perché da 30 cm si fa fatica a distinguerli. Adesso sto facendo un vaso in vase mode 0.2 mm dopo metto anche quella foto