Davide87
-
Numero contenuti
705 -
Iscritto
-
Ultima visita
-
Giorni Vinti
9
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Davide87
-

Ender 3 con TMC 2208 motori molto caldi
Davide87 ha risposto a Davide87 nella discussione Hardware e componenti
Regolata X,Y,Z 0,76 V e E 0,9 V. Avevo già pensato ai dissipatori @FoNzY, quasi quasi li ordino, tanto male non fanno... -
Flashforge Finder - Grandezza bobina
Davide87 ha risposto a ImperialQueen nella discussione Problemi generici o di qualità di stampa
Per esperienza ti consiglio di non svolgere troppo filo originale e man mano che lo svolgi di riavvolgerlo subito sulla bobina vuota nel caso in cui decidessi di provare... da povero illuso quale sono, ho provato a sbobinare circa 200 gr di filo per ribobinarli meglio e ho fatto un casino che la metà basta... 🤣🤣 Poi sulle modalità quoto esattamente quello che ha detto @FoNzY. -
Ender 3 con TMC 2208 motori molto caldi
Davide87 ha pubblicato una discussione in Hardware e componenti
Perdonate la mia poca accuratezza nel descrivere il problema, ma non ho fisicamente un mezzo per misurare la temperatura in modo oggettivo... Comunque in questi giorni mi sono reso conto che dopo poco tempo di funzionamento i motori della mia Ender 3, alla quale ho sostituito la mainboard originale con una bigtreetech SKR v1.3 con TMC 2208 in modalità UART diventano veramente caldi. Avendo acquistato la stampante, che è la prima per me, a Febbraio non avevo ancora provato ad usarla con queste temperature, e soprattutto non avevo mai toccato i motori quando erano collegati alla vecchia scheda, ora accidentalmente ho sfiorato il motore dell'asse X ed è difficile appogiarci un dito per più di un secondo, penso quindi che la temperatura possa superare tranquillamente i 50-60°C... allora ho controllato anche gli altri e sono molto caldi anche quello dell'asse Y e dell'estrusore, ovviamente quello dell'asse Z lavora meno e quindi non non si scalda così tanto... Posso aver sbagliato qualcosa nella loro configurazione? -
Flashforge Finder - Grandezza bobina
Davide87 ha risposto a ImperialQueen nella discussione Problemi generici o di qualità di stampa
Ciao @ImperialQueen, non ho capito bene cosa intendi con il nuovo filamento è più grande di circa 2 cm... Non è che hai preso un filamento con diametro 3 mm, invece che 1.75 mm? -
Per modificare .stl non troppo complessi c'è anche Tinkercad, che ha anche una galleria di file modificabili abbastanza interessanti...
-
Problemi nelle misure
Davide87 ha risposto a Serse nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
Una settimana è poco in effetti, però da quello che ho potuto vedere su internet le Ender 3 hanno sempre questo problema... io prima di prendere il piano in vetro, avevo "compensato" un pò mettendo un pezzo di foglio di alluminio tipo 10 x 10 cm tra il piano di stampa e il supporto di alluminio al centro ovviamente, che mi ha permesso di andare avanti a stampare per qualche settimana, fino a quando non ci ho preso un po' la mano e, come detto, sono passato a quello in vetro... -
Problemi nelle misure
Davide87 ha risposto a Serse nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
Quoto @FoNzY e non so quale maeriale tu stia utilizzando, ma tieni presente che PLA e acqua/sole non vanno molto d'accordo... Il PLA in contatto continuo con acqua (clorata per di più) ed esposto alla luce del sole tenderà a perdere le sue carrateristche meccaniche piuttosto in fretta... -
Aiuto... Il pc non riconosce la stampante
Davide87 ha risposto a matteoli nella discussione Hardware e componenti
Mi dispiace per la stampa... 😔 Ma sono contento che sei riuscito a collegarla! -
Aiuto... Il pc non riconosce la stampante
Davide87 ha risposto a matteoli nella discussione Hardware e componenti
Ho trovato questo link, se vuoi provare anche con questi driver... io non li avevo visti quando ci ho provato. https://www.th3dstudio.com/knowledgebase/creality-printer-drivers-all-models/ in molti dicono anche che Cura non sempre si connette e di provare con arduino, ovviamente dipende anche da cosa vuoi fare una volta che hai connesso il pc alla stampante... Non ti nascondo che con la mia Ender 3 ho fatto qualche tentativo, ma senza grossi risultati, però una volta che ho deciso di cambiare mainboard, mi sono arreso e ho atteso che arrivasse quella nuova, che ho connesso senza problemi. Magari altri utenti del forum ti possono aiutare di più. -
Aiuto... Il pc non riconosce la stampante
Davide87 ha risposto a matteoli nella discussione Hardware e componenti
Ciao @matteoli, quale sistema operativo hai sul pc? Hai provato a installare i driver manualmente? -
BLV mgn Cube
Davide87 ha risposto a iLMario nella discussione La mia stampante 3D e il mio laboratorio
Perfetto! Lo sgrassante della WD-40 è proprio un solvente aerosol e quindi dovrebbe andare bene, ho guardato la Scheda di sicurezza e non sembra avere componenti eccessivamente aggressive, di conseguenza sulle plastiche come HDPE o PP, ma anche ABS non dovrebbe dare particolari problemi. -
BLV mgn Cube
Davide87 ha risposto a iLMario nella discussione La mia stampante 3D e il mio laboratorio
@iLMario sì sì, sicuramente vedrai che troverai il modo di usarne uno di quelli che hai già in modo soddisfacente... Per sgrassare bene le parti metalliche un buon solvente, anche spray, ti fa fare poca fatica e non rischi ruggine... Occhio solo che non tutte le plastiche e le gomme sono compatibili, quindi per quanto possibile è meglio evitare il contatto, magari spruzzando il solvente su un panno pulito, e non direttamente sulla parte da pulire. -
BLV mgn Cube
Davide87 ha risposto a iLMario nella discussione La mia stampante 3D e il mio laboratorio
Secondo me le prestazioni dei lubrificanti umidi sono superiori considerando l'applicazione e i prodotti che si trovano con più facilità... Ti confermo inoltre che tra le varie funzioni dei lubrificanti c'è anche quella di proteggere dalla corrosione. Secondo me, se riesci a mettere un velo di grasso sulle superfici che devi lubrificare, al limite rimuovi l'eccesso con un panno, rimane la soluzione migliore, anche se all'inizio senti un po' più di resistenza perché il grasso deve penetrare bene dappertutto e fuoriuscire dove eventualmente si accumula... Potresti in ultimo considerare anche degli oli per guide, esistono anche spray, che essendo adesivi potrebbero essere un buon compromesso tra un grasso e un olio. -
BLV mgn Cube
Davide87 ha risposto a iLMario nella discussione La mia stampante 3D e il mio laboratorio
I lubrificanti secchi sono generalmente a base di lubrificanti solidi, che vengono o dispersi direttamente come polvere, ma non rimangono adesi alla superfici e dopo pochi passaggi vengono completamente rimossi oppure usano una resina come matrice per permettergli di rimanere adesi alla superficie, solo che quelli del secondo tipo creano un po' di spessore. Per me non sono il massimo per dei movimenti che devono essere precisi e con delle tolleranze piuttosto strette come quelli della stampante. Ovviamente questo è vero per le bombolette generiche che si trovano a poco, poi se uno fa un trattamento vero e proprio, allora le cose cambiano, ma non so se esiste qualcosa come fai da te. Comunque l'acqua in un certo senso lubrifica, solo che come hai notato ha altri svantaggi. -
BLV mgn Cube
Davide87 ha risposto a iLMario nella discussione La mia stampante 3D e il mio laboratorio
La vaselina è sostanzialmente la componente principale dell'olio minerale, purificata al punto tale da essere praticamente incolore e utilizzabile in ambiente alimentare o farmaceutico. Ti dico questo perché generalmente un lubrificante liquido o solido viene formulato con una moltitudine di sostanze differenti per ottenere le caratteristiche desiderate. La vaselina, essendo costitutita "solo" dal componente principale dell'olio minerale, mantiene delle capacità lubrificanti, ma non ha tutti i vantaggi degli altri lubrificanti, e per questo in industria è "poco" utilizzata come lubrificante stesso, perchè ne esistono di molto più performanti. Ha il grosso vantaggio di essere praticamente atossica, e quindi se hai questa esigenza può essere l'unica soluzione che ti rimane. Detto questo, i lubrificanti oli o grassi che siano, hanno tutta una serie di additivi che tendenzialmente li rendono nettamente superiori rispetto alla vaselina, solo come esempio 2 problemi classici degli oli lubrificanti a base minerale (come la vaselina) è che non sono particolarmente adesivi e quindi tendono a scivolare via facilmente, e tendono a ossidarsi perchè durante l'uso inevitabilmente si scaldano e si degradano. Per ovviare a questi, come ad altri problemi si usano degli additivi, ad esempio alcuni migliorano l'adesività e altri hanno funzione antiossidante. La vaselina non li ha, quindi non è che non funzionerà come lubrificante, ma sicuramente confrontata con un olio similare, lubrificherà tendenzialmente peggio e degraderà prima generando grumi e perdendo di efficacia... La vaselina ha un altro vantaggio: generalmente costa poco... -
BLV mgn Cube
Davide87 ha risposto a iLMario nella discussione La mia stampante 3D e il mio laboratorio
Ciao, mi inserisco nella discussione del grasso perchè li tratto per lavoro e cercherò di essere breve anche se come potete immaginare c'è un mondo dietro ai lubrificanti: quando si parla di litio ci si riferisce all'ispessente, cioè a quella sostanza che rende l'olio, che rimane la componente lubrificante principale, un grasso vero e proprio. PTFE (Teflon), MoS2 (bisolfuro di molibdeno o Moly) e grafite sono lubrificanti solidi che vengono aggiunti al grasso per migliorarne le prestazioni, specialmente in presenza di estreme pressioni (che a sensazione non è il caso delle stampanti). Grafite e Moly sono scuri quindi tendono a sporcare in modo più evidente e comunuque a formare "grumi" più facilmente. Per quello che riguarda il grasso da utilizzare, io proverei con uno generico al litio, e per esperienza, quando due superfici metalliche scorrono l'una sull'altra, mi vengono in mente gli sfili di una gru telescopica come esempio, la presenza del PTFE è generalmente d'aiuto per garantire uno scorrimento più fluido, anche se non sono presenti le sopracitate estreme pressioni. L'ultimo dettaglio è la quantità di lubrificante da utilizzare... Cito SKF, che è uno dei produttori di cuscinetti più famosi, che dice che la maggior parte dei cuscinetti si guasta per sovraingrassaggio, in pratica tutti tendiamo a mettere sempre troppo lubrificante. Anche se non è semplice capire la quantità ideale (secondo me solo provando), è meglio stare un pelo più "magri", che esagerare in un caso come questo, dove il rischio di usura per mancata lubrificazione è comunque marginale. I grassi in bomboletta sono diluiti con un solvente per per permetterne l'applicazione come aerosol e migliorarne la penetrabilità. Una volta spruzzato conviene aspettare una deicna di minuti prima (dipende dala temperatura ambiente) di mettere in funzione la componente lubrificata, in modo che tutto il solvente abbia il tempo di evaporare e il lubrificante torni nelle condizioni per cui è stato pensato. Sono ovviament epiù comodi da usare che i grassi sfusi, ma aggiungono questa incertezza in più, in quanto ogni produttore usa una quantità di solvente diverso e non sai mai quanto grasso stai effettivamente mettendo fino a quando tutto il solvente non è evaporato. Ecco, dimenticavo che l'ispessente ovviamente influenza le proprietà del grasso, ma a livello della lubrificazione della stampante penso non sia semplice vedere queste differenze, quindi tanto vale stare su quelli al litio, che sono i più utilizzati, economici e più semplici da trovare. il massimo sarebbe probabilmente un grasso per alte velocità... -
Ender 3 - Problemi superfici cilindriche
Davide87 ha risposto a FabiONE71 nella discussione Problemi generici o di qualità di stampa
Beh, chiaro che non sia facile definire "liberamente", però a me era capitato di aver tirato troppo gli eccentrtici dei cuscinetti del supporto del piano e quando arrivava verso la metà dovevi applicare più forza per fargli passare un paio di punti ostici. Poi con "più forza" torniamo esattmente al punto di partenza 😛, però mettiamola così: spingendo con un dito il piano lentamente (con i motori disabilitati), questo deve scorrerre senza opporre molta resitenza e soprattutto senza che la resistenza vari da punto a punto. Spero di essere stato più chiaro... -
Ender 3 - migliorare la qualità del top layer
Davide87 ha risposto a Davide87 nella discussione Problemi generici o di qualità di stampa
Ho fatto un paio di prove con i settaggi nuovi, ritrazione 3 mm e 50 mm/s, temp 200°C e la prima prova è con la stiratura attivata, mentre la seconda senza stiratura. Ovviamente l'effetto finale è molto diverso anche per la finitura concentrica, che ovviamente restituisce una finitura completamente diversa, ma allo stesso tempo mi conferma che è proprio questo filo che "gioca" con la luce.
-
@Joker78 ho appena visto un video su youtube (link sotto), che spiega perchè non è una buona idea utilizzare il PTFE o simili intorno al nozzle. In effetti non ci avevo pensato, ma il PTFE è in un isolante dal punto di vista termico e invece noi abbiamo bisogno che la conduzione termica tra blocco riscaldante e nozzle sia la migliore possibile. Il tizio nel video dice di utilizzare della pasta termica in sostituzione del PTFE per risolvere il problema delle perdite e garantire allo stesso tempo la migliore conduzione termica possibile, ma non dà informazioni su quale pasta usa, sicuramente dovrà resistere almeno a 300°C. https://www.youtube.com/watch?v=01-7BE7uV18
-
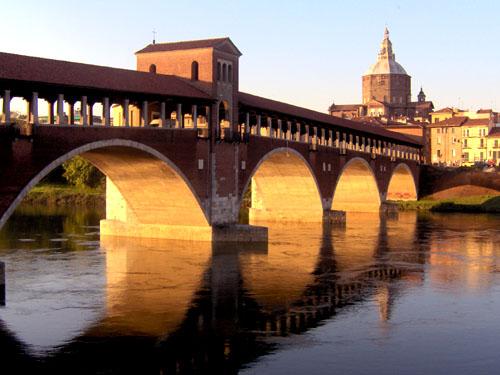
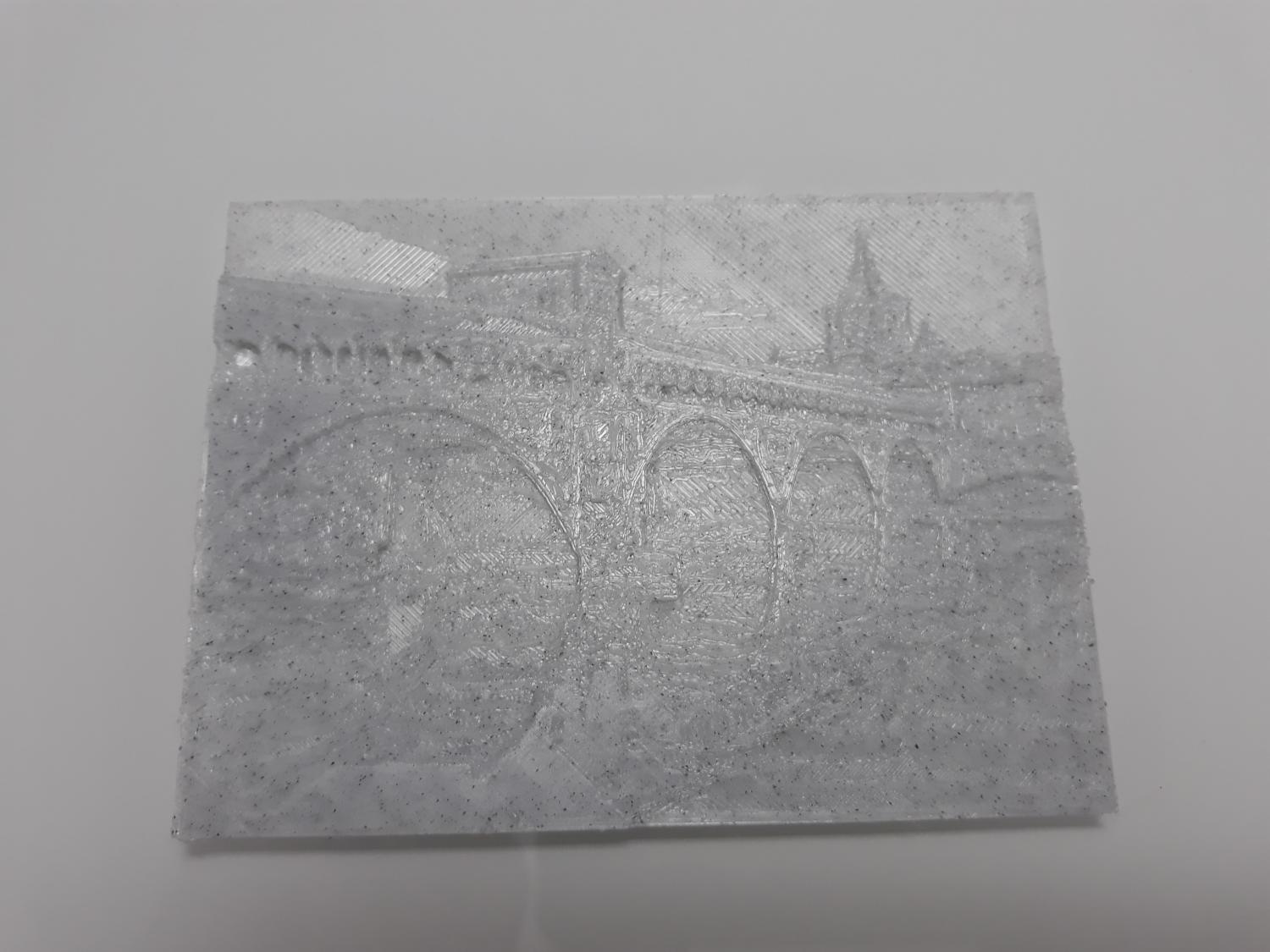
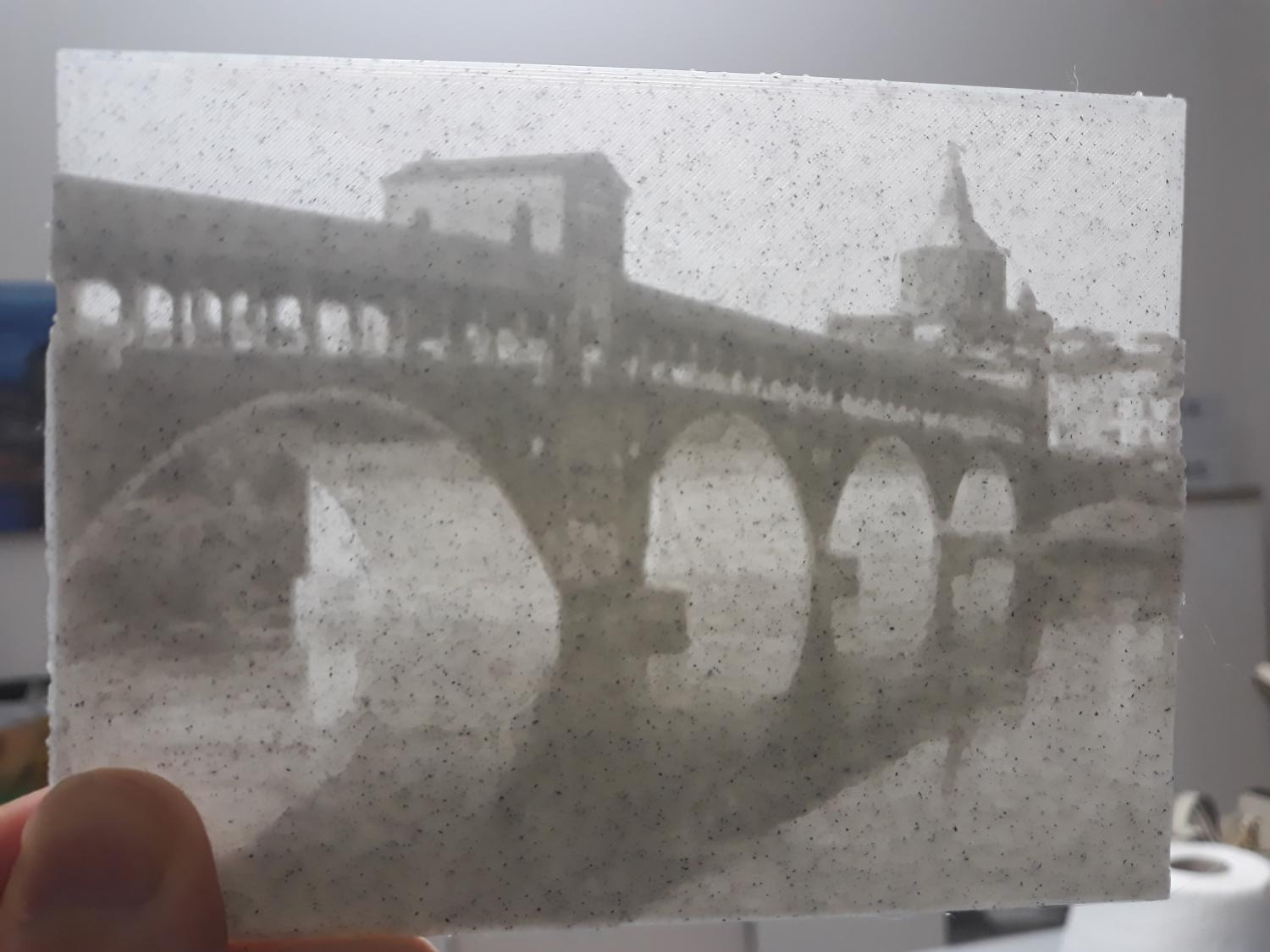
La mia prima litofania
Davide87 ha pubblicato una discussione in Le tue stampe - Album fotografico dei migliori modelli 3D
Litofania creata utilizzando l'interessante guida presente nel forum. PLA Amolen effetto marmo altezza Layer 1.2 mm, infill 100%, creazione litofania con parametri di default.
-
Premetto che io non ho provato con la stampante (anche io lavoro a secco), ma per lavoro trattiamo dei nastri alternativi al TPFE per le alte temperature. Vengono soprattutto utilizzati per evitare il grippaggio dei filetti, ma potrebbero fare al caso tuo. https://www.amazon.com/POLY-TEMP-Anti-Seize-Copper-Filled-Thread/dp/B00VM31YUO https://www.amazon.in/Anti-Seize-Technology-POLY-TEMP-36336-Thickness/dp/B00JRTBTWS solo per darti un'idea di cosa siano... diciamo che il PTFE tende comunque a carbonizzare, ma il "riempimento", ceramico o metallico che sia, aiuta ad evitare il grippaggio e a far tenuta in sostituzione del polimero carbonizzato. Ripeto non penso possano dare altri problemi per questa applicazione specifica, però non ho dati specifici
-
Ender 3 - migliorare la qualità del top layer
Davide87 ha risposto a Davide87 nella discussione Problemi generici o di qualità di stampa
Grazie Ragazzi! Vi confermo innanzitutto che utilizzando con le stesse impostazioni un PLA Amolen effetto marmo, le "righe" sono praticamente invisibili (poi ho avuto un problema con le pareti probabilmente legato alla ritrazione troppo alta per questo tipo di filamento e perchè la stampa 3d è una sorpresa continua 😛). Comunque per togliermi lo sfizio proverò di nuovo con queste impostazioni: Abbasso la temperatura a 200°C e la ritrazione a 3mm e 50mm/s @jagger75 Il jerk è impostato a 10 mm/s e velocità strato superiore 30 mm/s, @Tomto cosa ne pensi? Abilito la stiratura E dulcis in fondo, invece di usare la configurazione a linee per gli strati finali, uso la concentrica, magari non allineando tutte le linee, le righe saranno meno evidenti... Poi confermo che con Cura il top layer non "copre" le pareti esterne. -
Ender 3 - migliorare la qualità del top layer
Davide87 ha risposto a Davide87 nella discussione Problemi generici o di qualità di stampa
Grazie mille @FoNzY! D'altronde sapevo anch'io che acquistando una stampante di questo tipo, qualche limite lo avrei incontrato... Comunque domani, per mia curiosità personale, provo con un filamento non "metallizzato" per vedere come si comporta nel confronto diretto... almeno so come regolarmi in futuro! -
Ender 3 - Problemi superfici cilindriche
Davide87 ha risposto a FabiONE71 nella discussione Problemi generici o di qualità di stampa
potresti provare a stampare un cubo di calibrazione per inizare a toglierti qualche dubbio... https://www.thingiverse.com/thing:1278865 poi si possono testare proprio le superifici cilindriche https://www.thingiverse.com/thing:170922 -
Ender 3 - Problemi superfici cilindriche
Davide87 ha risposto a FabiONE71 nella discussione Problemi generici o di qualità di stampa
Ciao, hai controllato che il piano di stampa e il carrello dell'hotend scorrano liberamente? Davide Anche la tensione delle cinghie è importante... Davide