Davide87
-
Numero contenuti
705 -
Iscritto
-
Ultima visita
-
Giorni Vinti
9
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Davide87
-

Scritte con due colori con Ender 3 (e altri stampanti con solo un hot end)
Davide87 ha risposto a Davide87 nella discussione Nuove idee e progetti
Hai provato a cliccare sulla cartella corpi e dopo su stampa 3d? -
Evidenziare dettagli sulla faccia appoggiata al piano
Davide87 ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
Visto che la stampa non dovrebbe portarti via tanto tempo e materiale, secondo me vale la pena fare ancora qualche prova. Un'informazione interessante è anche vedere nella preview dello slicer se effettivamente tutti i dettagli che vuoi stampare sono ovviamente presenti. Se poi ripeti lo slicing impostando l'ugello 0.2, ipotizzando di usare quello, puoi vedere le differenze e capire se in effetti lo slicer prende in considerazione tutto quello che c'è nel disegno (a volte se i dettagli sono troppo piccoli, lo slicer non può fare a meno di ignorarli) Ammetto che le rare volte che ho usato una purge tower, me la sono disegnata. In pratica ho fatto un parallelepipedo a base quadrata 20×20 con spessore delle pareti 0.8 mm per fare due perimetri. Però è un'indicazione di massima... Ovviamente anche quello che ti ha detto @marcottt è da tenere in considerazione... -
Evidenziare dettagli sulla faccia appoggiata al piano
Davide87 ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
Un parametro da considerare è sicuramente la temperatura, più riesci ad abbassarla, meglio è. Poi ti serve un raffreddamento del pezzo il migliore possibile (non so ovviamente come sei organizzato, magari è già più che buono), in ultimo potresti pensare di disegnare una purge tower della stessa altezza della figura che devi stampare, così l'ugello è costretto ad allontanarsi ad ogni layer dalla spada e le lascia il tempo di raffreddarsi, perché quello che metti nella foto a mio modesto parere è principalmente un problema da "surriscaldamento" e rifusione del pla già depositato. Questo è generalmente causato dal calore irradiato dall'ugello quando passa troppo tempo sullo stesso punto. -
Evidenziare dettagli sulla faccia appoggiata al piano
Davide87 ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
Beh, se ti vuoi riferire a qualche problema particolare direi ancora in questa sezione, se vuoi condividere delle stampe interessanti che hai fatto in generale e magari discuterne i risultati c'è la sezione album di stampa. Però magari @marcottt può essere più di aiuto in qualità di amministratore... -
Evidenziare dettagli sulla faccia appoggiata al piano
Davide87 ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
Io e @invernomuto, ma sicuramente anche altri, abbiamo fatto qualche discussione sul forum riguardo all'argomento nozzle 0.2 mm. Puoi cercare tipo "Prima prova riuscita con una miniatura" e vedere qualche foto di stampe "piccole" fatte con ugelli 0.4 mm e 0.2 mm. Confermo quanto detto da @marcottt il tempo mediamente raddoppia e devi quasi sicuramente aggiustare il flusso e magari anche la ritrazione. -
Sensore capacitivo installato su Ender 3 con BTT SKR V1.3
Davide87 ha risposto a Davide87 nella discussione Hardware e componenti
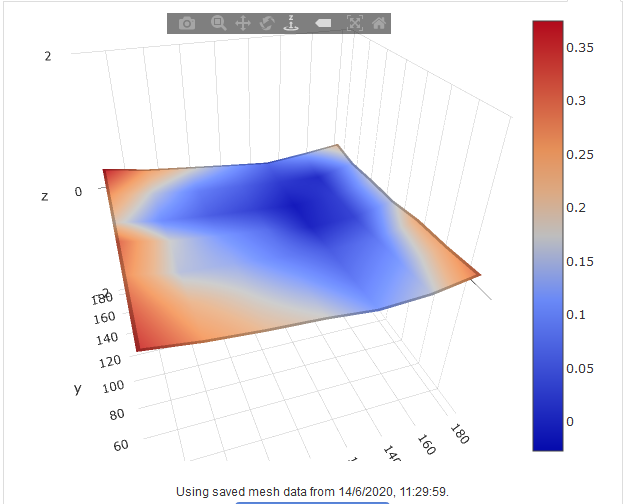
per quello anch'io lo sto ancora regolando in modo "fine", però ho visto video dove fanno vedere che la precisione del sensore capacitivo non è eccelsa (d'altronde con il piano in vetro...), quindi il mio pensiero è stato quello di fare una mesh a caldo, salvarla e usarla per qualche giorno, poi fra una decina di giorni ripeto per aggiornare, perchè quello che mi interessa è avere la compensazione della concavità del piatto. Però non facendo il livellamento prima di ogni stampa, non mi stupisce che debba fare un po' di regolazione fine in partenza. Tanto comunque quando vado a staccare il pezzo dal piano, inevitabilmente un po' lo muovo e quindi secondo me ci sta che non sia uguale al centesimo alla stampa di prima. -
Sensore capacitivo installato su Ender 3 con BTT SKR V1.3
Davide87 ha risposto a Davide87 nella discussione Hardware e componenti
Ho attivato la UBL perchè sulla pagina di descrizione di Marlin diceva che era un sovrainsieme di tutti i sistemi precedenti, però non avendo testato nient'altro non ho un confronto diretto per darti una risposta completa. -
Sensore capacitivo installato su Ender 3 con BTT SKR V1.3
Davide87 ha risposto a Davide87 nella discussione Hardware e componenti
ho preferito evitare di farlo in questo modo semplicmente perché non volevo rischiare di sbagliare calcoli sulle resistenze necessarie (avendo 24V) e non volevo far danni particolari. In più ho lasciato l'endstop meccanico (mettendolo un paio di decimi più basso), perché ho pensato che il giorno che il sensore capacitivo non funziona, ho ancora il meccanico come sicurezza. Probabilmente è un di più, ma non volevo rischiare. Comunque hai risparmiato un bel 25 euro rispetto a me! Al momento mi sembra funzioni bene, ovviamente avendo il sensore un bel po' a sinistra sul carrello, la zona estrema a destra non viene valutata, ma per la stragrande maggioranza delle stampe che faccio io mi sembra possa andar bene e la mesh che ottengo è sicuramente più precisa di quella che riuscivo ad ottenere a mano.
-
Sensore capacitivo installato su Ender 3 con BTT SKR V1.3
Davide87 ha pubblicato una discussione in Hardware e componenti
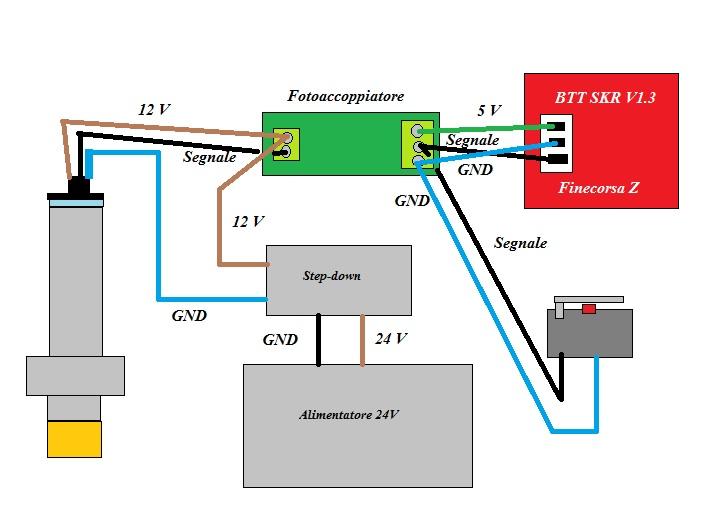
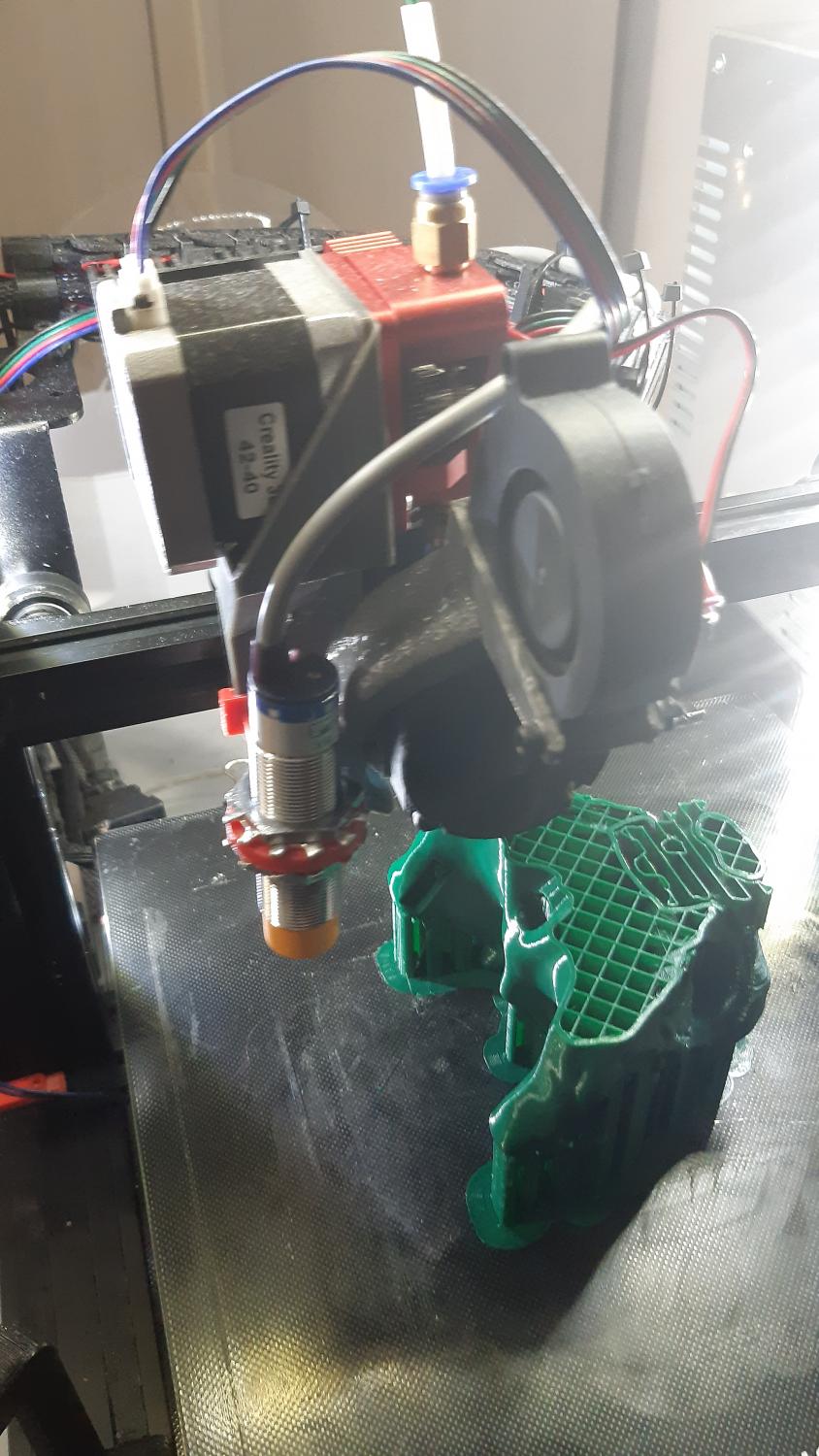
Ciao a tutti, volevo condividere con voi la procedura di installazione del sensore capacitivo sulla mia Ender 3 perchè in realtà non ho trovato moltissimo su internet e ho visto qui sul forum che anche @Joker78 ci ha litigato un po' prima di venirne a capo. Innanzitutto la lista della spesa: Sensore https://www.amazon.it/gp/product/B073SSM2YN/ref=ppx_yo_dt_b_asin_title_o02_s00?ie=UTF8&psc=1 Fotoaccoppiatore https://www.amazon.it/gp/product/B07YHQBCZ7/ref=ppx_yo_dt_b_asin_title_o00_s00?ie=UTF8&psc=1 step-down 24V a 12 V https://www.amazon.it/gp/product/B01KQWWQUI/ref=ppx_yo_dt_b_asin_title_o02_s00?ie=UTF8&psc=1 Ho seguito lo schema sotto Mi sono disegnato un supporto per collegare al carrello dell'hot end il sensore. e ho fatto le seguenti modifiche al FW (il circutio così collegato funziona al contrario di come funziona originariamente ed è quindi necessario invertire anche il comportamento dell'endstop) nel file configuration.h #define Z_MIN_ENDSTOP_INVERTING true // Set to true to invert the logic of the endstop. #define Z_MIN_PROBE_ENDSTOP_INVERTING true // Set to true to invert the logic of the probe. inizialmente entrambi i valori sono false #define Z_MIN_PROBE_USES_Z_MIN_ENDSTOP_PIN #define NOZZLE_TO_PROBE_OFFSET { -45, -30, 0 } (dipende dalla geometria del mio supporto) #define Z_PROBE_SPEED_FAST HOMING_FEEDRATE_Z #define Z_PROBE_SPEED_SLOW (Z_PROBE_SPEED_FAST / 2) #define AUTO_BED_LEVELING_UBL #define RESTORE_LEVELING_AFTER_G28 Spero sia da aiuto per chi si troverà nella mia stessa situazione. Non credo sia la soluzione migliore, ma è quella che sono riuscito a trovare io. Penso sia fattibile farlo anche sulla Ender 3 con la scheda originale, ma è necessario alimentare con i 5V il fotoaccoppiatore (si possono prendere dal connettore ISP) e aver caricato il bootloader per poter modifcare il firmware ad hoc.
- 14 risposte
-
- 3
-

-

-
- sensore
- sensore capacitivo
- (and 1 più)
-
Evidenziare dettagli sulla faccia appoggiata al piano
Davide87 ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
allora temo che un po' dipenda dal design. Domanda banale: tutte le facce del dado hanno un'incisione simile o magari potresti appoggiare un'altra faccia meno "complicata"? -
Evidenziare dettagli sulla faccia appoggiata al piano
Davide87 ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
come ti hanno detto, è chiaro che molto dipende da quanto è "profonda" l'incisione che vuoi ottenere, e per quello si può fare poco, dipende proprio dal design. Se vuoi toglierti lo sfizio di provare senza appoggiare la faccia sul piano, ma senza supporti, puoi attivare il raft in cura (nella sezione adesione al piatto di stampa). Ti crea una piccola piattaforma sulla quale viene stampato il dado. -
stampante 3d per 350€ circa
Davide87 ha risposto a vito97 nella discussione La mia prima stampante 3D
In realtà la standard e la pro hanno lo stesso profilo in y, ma montato in modo differente. La pro lo dovrebbe aver montato sfruttando il 40 di larghezza e la normale il 20 se non ho capito male e questo dovrebbe dare un po' più di stabilità al piatto, ma onestamente io ho quella normale e con qualche regolazione lavora comunque decentemente... https://images.app.goo.gl/MfKEGTXZm57E95D39 -
BLV mgn Cube
Davide87 ha risposto a iLMario nella discussione La mia stampante 3D e il mio laboratorio
Io avevo preso questo su amazon (ha meno coppia) e ti confermo che con l'estrusore a doppio ingranaggio non sono riuscito a farlo a funzionare. Probabilmente si deve usare un bmg per sfruttare l'aumento di coppia. https://www.amazon.it/dp/B0777JN7JV/ref=cm_sw_r_other_apa_i_482ZEbC0QDN5Z -
Ti dà un'idea di quanto sono messo male con la stampa 3d... 😂😂😂
-
Ender 3 Pro - Prime stampe, primi problemi
Davide87 ha risposto a VonDomenic nella discussione Problemi generici o di qualità di stampa
Io mi trovo bene diminuendo la % della densità del supporto al 10% e aumentando quella del roof/tetto all'80%. Poi puoi anche mettere a 0 le pareti che uniscono lo zig zag del supporto. Se non hai supporti sottilissimi, ti fa risparmiare tempo, materiale e tempo in post produzione. Fai solo attenzione nel caso in cui ti genera supporti molto sottili perché diventano molto delicati e si possono già spezzare durante la stampa. Poi c'è un'opzione nella parte sperimentale per rendere i supporti più fragili di proposito e semplificare così la loro rimozione, ma non l'ho mai provata. Si chiama tipo "break support in chunks". -
non è proprio un modellino ma....
Davide87 ha risposto a Killrob nella discussione Le tue stampe - Album fotografico dei migliori modelli 3D
OT @luk2k2, ma anche gli altri, pensate che sostituire la classica chiocciola con una vite a ricircolo di sfere sull'asse Z di una stampante porterebbe a qualche vantaggio in termini di accuratezza e ripetibilità dei movimenti? -
non è proprio un modellino ma....
Davide87 ha risposto a Killrob nella discussione Le tue stampe - Album fotografico dei migliori modelli 3D
Che dire? Complimenti! Se avessi un po' più di spazio ci penserei anch'io a stamparne uno... Tienici aggiornati sugli sviluppi! -
Allora la cr 6 ha in più: Il doppio asse z Una struttura che appare più solida Il touch screen L'auto livellamento Estrusore e hot end in teoria migliori https://youtu.be/8QzgAtu0_WE In questo video fa un confronto con una Ender 3 modificata e come puoi vedere in termini di qualità siamo lì. La mia sensazione è che per un super principiante la cr 6 se sia già ottima fuori dalla scatola, ender 3 pro ender 3 v2 richiedono un po' più di lavoro per essere assemblate e messe a punto, ma con i soldi che risparmi puoi poi adattarle alle tue esigenze specifiche.
-
Allora da questo video si capisce un po' meglio (se non ci si fa distrarre da altro 😅😅)... https://youtu.be/2NyTG8YCIPc L'end stop è fotoelttrico, ma non c'entra con il bed levelling che viene fatto utilizzando un sensore collegato all'ugello, che a detta della ragazza del video è un estensimetro... In effetti per far attivare il sensore sembra che applichi un po' di sforzo alla base della ventola, non direttamente sull'ugello.
-
Dicono "sensore fotoelettrico", ma non so dirti di più e me lo sono chiesto anch'io...
-
https://www.youtube.com/watch?v=OHLlZ39sLCo Penso che se ne avessi saputo qualcosa di più di stampa 3d quando dovevo scegliere cosa comprare, al posto di spendere 220 euro (ai tempi) per la Ender 3, e poi investire nel tempo per migliorarla (io almeno la stessa cifra, però ovviamente ho anche sperimentato cose non "necessarie"), questa soluzione sembra molto completa e adesso su kickstarter a meno di 350 euro spedita, non ci avrei pensato un attimo. Con 4 viti la assembli, si livella da sola e parti a stampare, penso che per la maggior parte dei principianti che non vogliono impazzire sia una meraviglia (poi va a gusti e io la mia Ender 3 non la abbandono neanche morto). Sfortunatamente si deve anche aspettare qualche mese per averla...
-
Ender 3 Pro - Prime stampe, primi problemi
Davide87 ha risposto a VonDomenic nella discussione Problemi generici o di qualità di stampa
Io uso questi e ogni tanto uso l'ironing senza grossi problemi... https://it.aliexpress.com/item/32853434998.html (Quelli in ottone da 0.4) -
Ender 3 Pro - Prime stampe, primi problemi
Davide87 ha risposto a VonDomenic nella discussione Problemi generici o di qualità di stampa
In realtà mi riferivo all'ironing in generale, perché fondamentalmente cambia l'aspetto dei layer orizzontali... Invece per attivare l'opzione che dici tu solo per l'ultimissimo layer, dipende dal disegno che devi stampare, può essere utile o no... I nozzle tipo questi: https://www.amazon.it/dp/B07JF86SWN/ref=cm_sw_r_apa_i_4bdTEb02G5051 -
Ender 3 Pro - Prime stampe, primi problemi
Davide87 ha risposto a VonDomenic nella discussione Problemi generici o di qualità di stampa
Dalla foto del fondo della barca si vede che sei ancora un pizzico "alto", cioè devi avvicinare ancora il piatto all'ugello (secondo me). Questa immagine può aiutarti nel capire quando avrai settato la giusta altezza. https://i.all3dp.com/cdn-cgi/image/fit=cover,w=360,gravity=0.5x0.5,format=auto/wp-content/uploads/2019/03/05195742/a-visual-guide-showing-the-different-effects-of-z-prusa-research-190228_download.jpg Per l'ironing ci sono diverse discussioni qui sul forum a cui ti puoi ispirare per fare delle prove, che è sempre la cosa migliore. Le prime due cose che mi vengono in mente nel tuo caso particolare sono: 1) sicuramente cambia l'aspetto estetico dell'ultimo layer (poi va a gusti se ti piace di più o di meno) 2) ci sono ugelli che rendono meglio di altri quando usi l'ironing e quello base della Ender 3 pro non è dei migliori da questo punto di vista perché è troppo "appuntito" -
Stampare (e far funzionare) braccio robotico
Davide87 ha risposto a Davide87 nella discussione Nuove idee e progetti
Riprovo... VID-20200506-WA0001.mp4