AlexPA
-
Numero contenuti
428 -
Iscritto
-
Ultima visita
-
Giorni Vinti
1
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di AlexPA
-
Tour itinerante Selltek in tutta Italia https://www.selltek.it/additive-manufacturing-tour-la-stampa-3d-fa-il-giro-ditalia/
-

Vi presento la mia Geeetech i3 B..
AlexPA ha risposto a andyrok nella discussione La mia stampante 3D e il mio laboratorio
Complimenti per tutte le modifiche, anche per il nuovo estrusore. In quest'ultimo vedo che il tubicino in teflon è molto più alto di quello in dotazione all'estrusore originale, quindi il filamento dovrebbe avere meno pieghe all'ingresso Inviato dal mio Nokia 2 utilizzando Tapatalk -
Con cosa stampare contenitori liquidi speciali?
AlexPA ha risposto a kk7 nella discussione Materiali di stampa
A grandi linee, potrei suggerirti di rivestire almeno la parte esterna del contenitore con uno o più strati di fibra di vetro (da impregnare con resina epossidica o poliestere), però a dire il vero non so se nel tempo il contenitore può degradare la propria struttura lasciando fuoriuscire l'acido. Inviato dal mio Nokia 2 utilizzando Tapatalk -
Sì, è un altro settore in eapansione e da cui sto avendo alcune richieste
-
Stampa Petg e supporti
AlexPA ha risposto a AlexPA nella discussione Problemi generici o di qualità di stampa
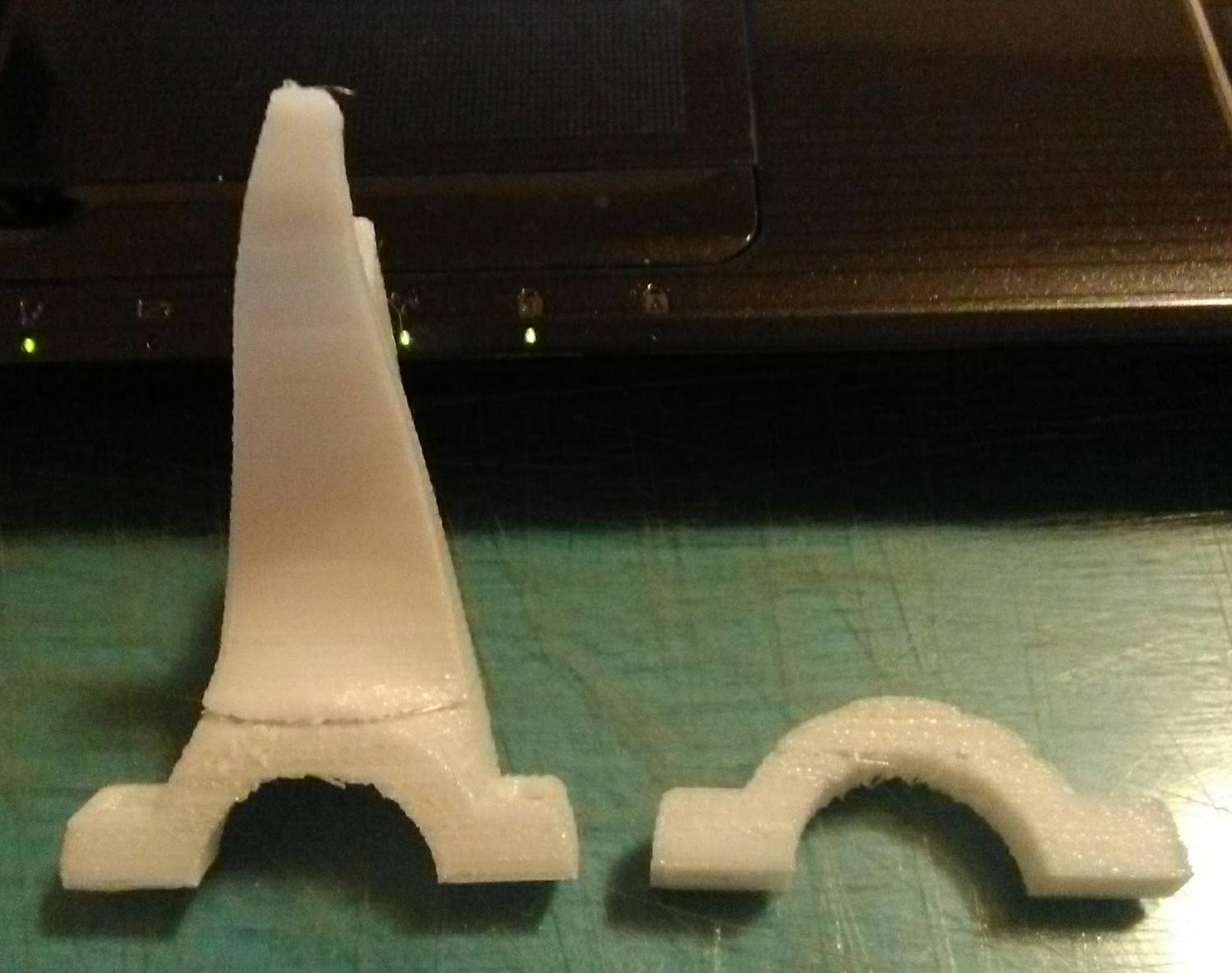
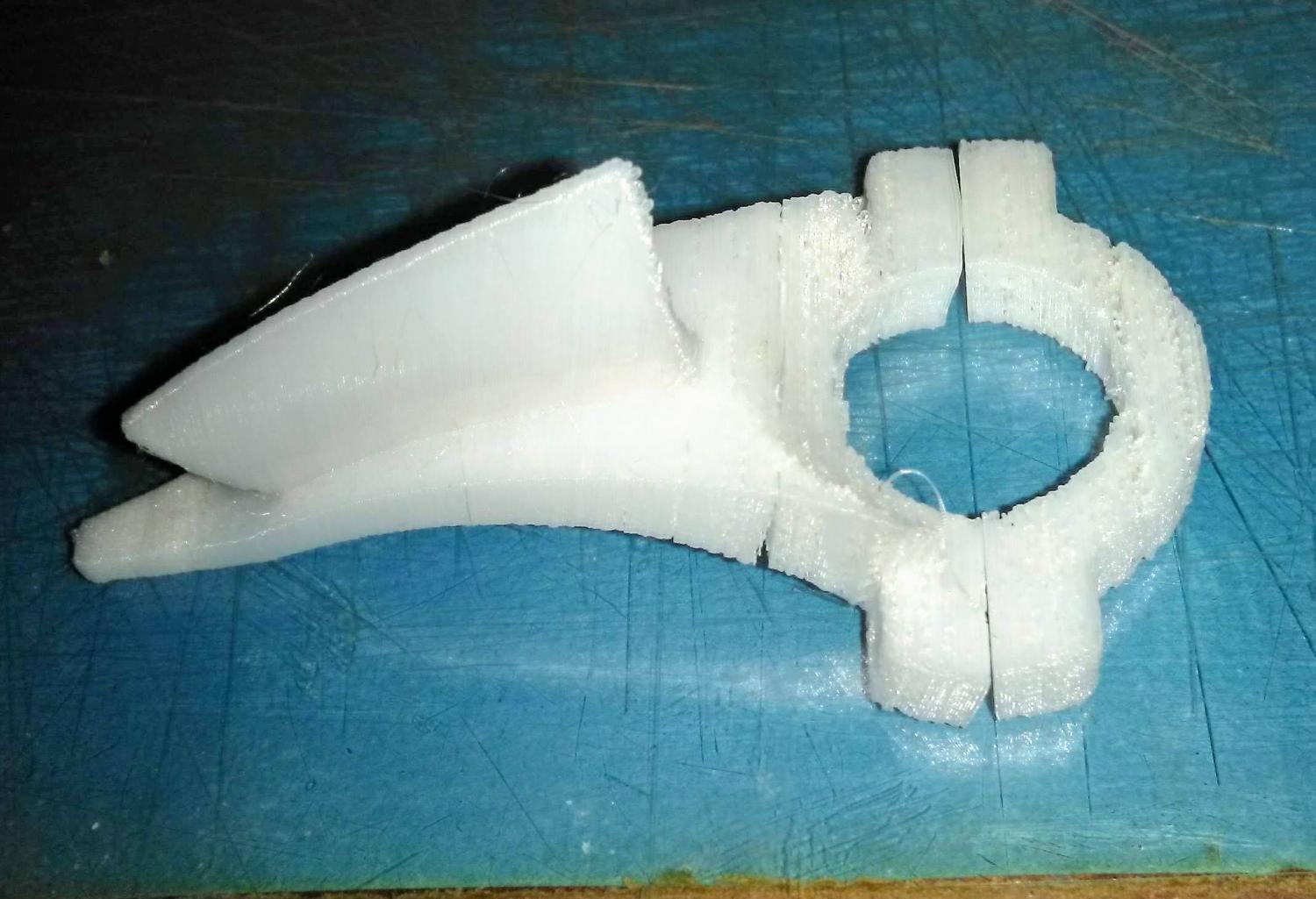
Riguardo la mezza boccola stampata "in piedi", anche io adesso mi sto chiedendo per quale motivo non l'ho stampata "coricata" sul piano di lavoro (l'avevo posizionata così in AutoCAD, e così l'ho lasciata in Simplify). Che ci vuoi fare, probabilmente è la vecchiaia incombente 🤣 Riguardo il tuo suggerimento per l'altro oggetto: sì, potrei stampare due paretine leggere nelle parti più esterne dell'arco, ma questo potebbe continuare ad avere problemi lungo tutta la struttura, proprio per questo avevo creato i supporti. Se c'è sottoestrusione, questa dovrebbe verificarsi su tutta la struttura, e invece gli strati deboli sono stati creati solo in corrispondenza dei supporti, su tutto il resto non ho avuto problemi. -
Stampa Petg e supporti
AlexPA ha pubblicato una discussione in Problemi generici o di qualità di stampa
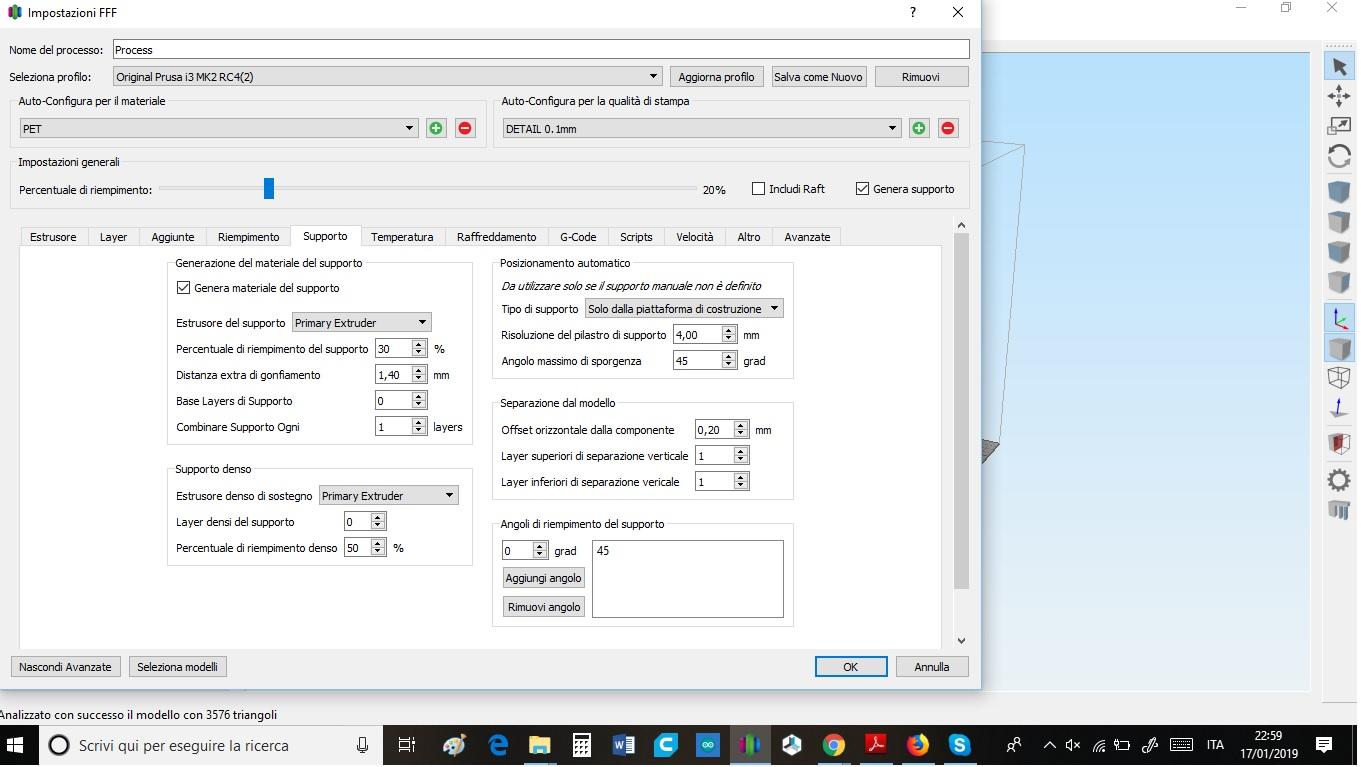
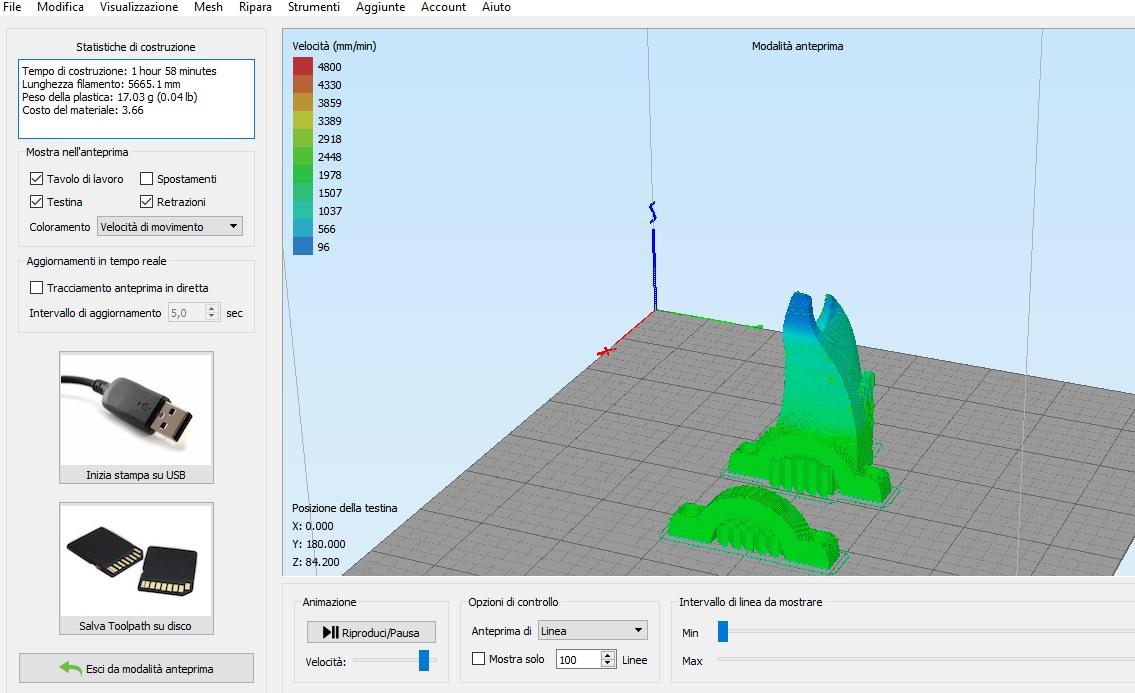
Ho disegnato in AutoCAD e stampato una piccola prolunga su cui poggiare le mani, e da agganciare tramite due morsetti con vite al tipico manubrio da mountain bike. Negli strati iniziali e in quelli subito all'inizio della parte curva sembrava non ci fossero problemi, nelle parti più curve del "morsetto", quelle che dovrebbero andare a contatto del manubrio, il materiale era diventato poco compatto. Ho pensato a un problema di ritrazione o di temperatura (che comunque ho impostato costanti per tutta la stampa), però poi ho pensato che il materiale non si fosse compattato per la debolezza dei supporti. Nelle schermate ci sono i valori delle impostazioni dei supporti stessi: dovrei dare altri valori di percentuale di riempimento, di risoluzione del pilastro di supporto o di altro?
-
Con il Petg sto tenendo sempre il piatto a 90° e riducendo la temperatura dell'estrusore da 240 a 230. I risultati sono buoni
-
Io tengo la ventola accesa, anche se a velocità ridotta, non credo convenga tenerla completamente spenta. Il piatto che temperatura aveva?
-
Certo, in foto vedi dei para telaio per Yamaha YZ, però in questo caso ho fatto gli stampi con metodo tradizionale, cioè fibra di vetro e gelcoat. Farli in 3D sarebbe stato più impegnativo, invece in questo caso ho usato i componenti originali in plastica da cui ricavare gli stampi su cui poi ho stratificato il carbonio in sottovuoto. Al momento sto facendo stampi in 3D per telaio per drone
-
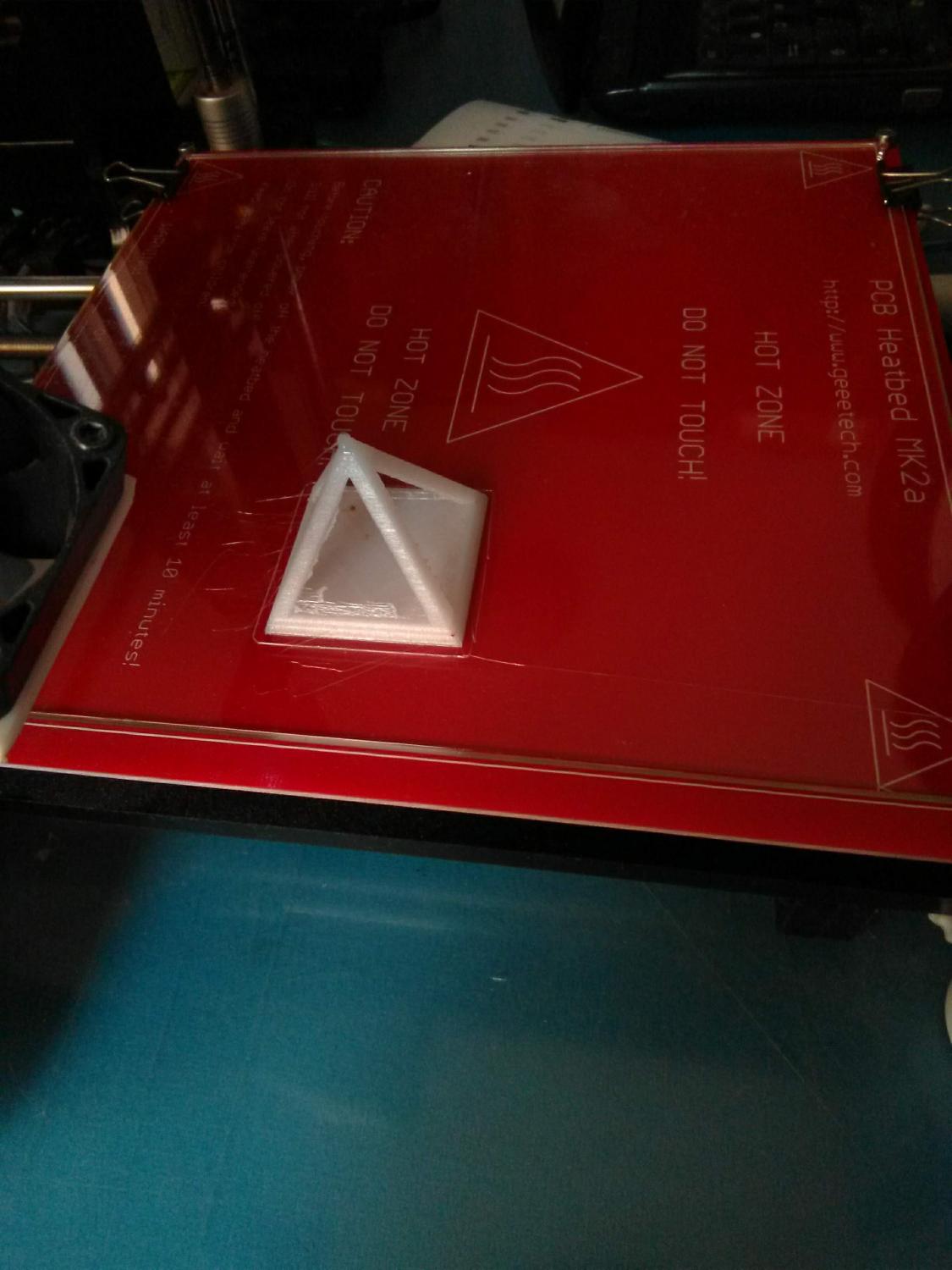
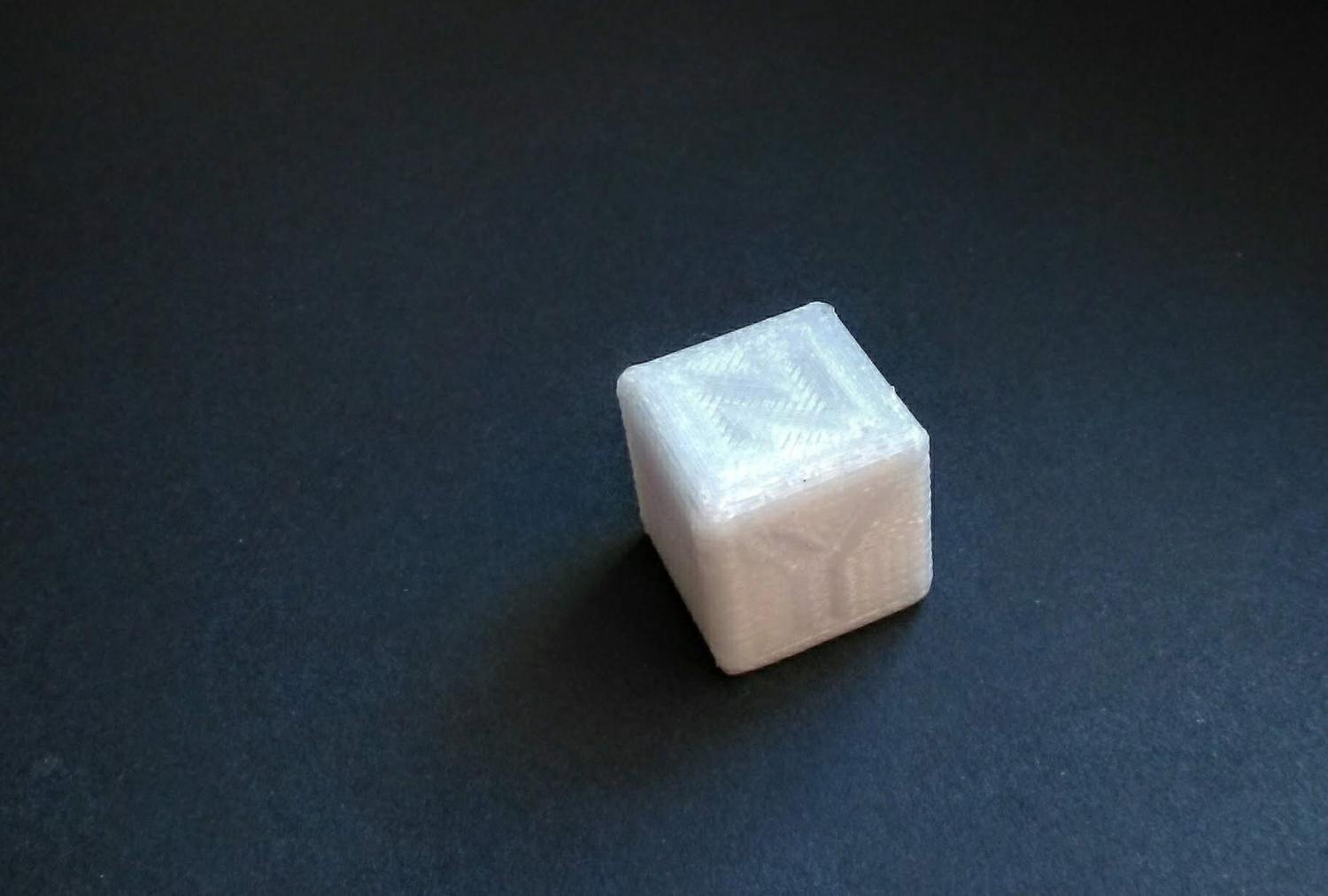
Risultato dopo avere installato Simplify 3D (nettamente migliore di Cura) e stampato con temperature 240/90 (abbasserò i valori con altre prove), in cui noto un pò di trascinamento di materiale che comunque si toglie facilmente, e anche un piccolo segno di bruciatura(?) nella base. Altri valori velocità ritrazione 1800mm/min Velocità movimento XY 4800mm/min Velocità movimento Z 1000mm/min P.S. ho posizionato l'oggetto al centro, ma l'estrusore all'inizio ha urtato una delle mollette e poi si è spostato più in alto per stampare la piramide in una posizione decentrata. Devo modificare qualcosa nel Gcode?
-
Simplify3D e PETG
AlexPA ha risposto a pippo_io nella discussione Software di slicing, firmware e GCode
Ok, grazie -
Simplify3D e PETG
AlexPA ha risposto a pippo_io nella discussione Software di slicing, firmware e GCode
E' da diversi giorni che sto facendo prove su prove per cercare una buona impostazione per PETG (uso una Prusa i3 Pro B), usando Cura in Repetier Host, per cui terrò conto anche dei suggerimenti da te forniti. Quando scrivi "diminuisci la portata dell'estrusione fino ad eliminare i filamenti (anche 85/100)", intendi con quei valori la velocità di ritrazione? Non è che aumentando la velocità, si rischia di spezzare il filamento? Contemporaneamente sto impostando i valori di temperature estrusore/piano a 230/80°, sperando di trovare le giuste combinazioni -
Sembra una bella macchina. Estrusore da 0,4mm?
-
Che stampante usi?
-
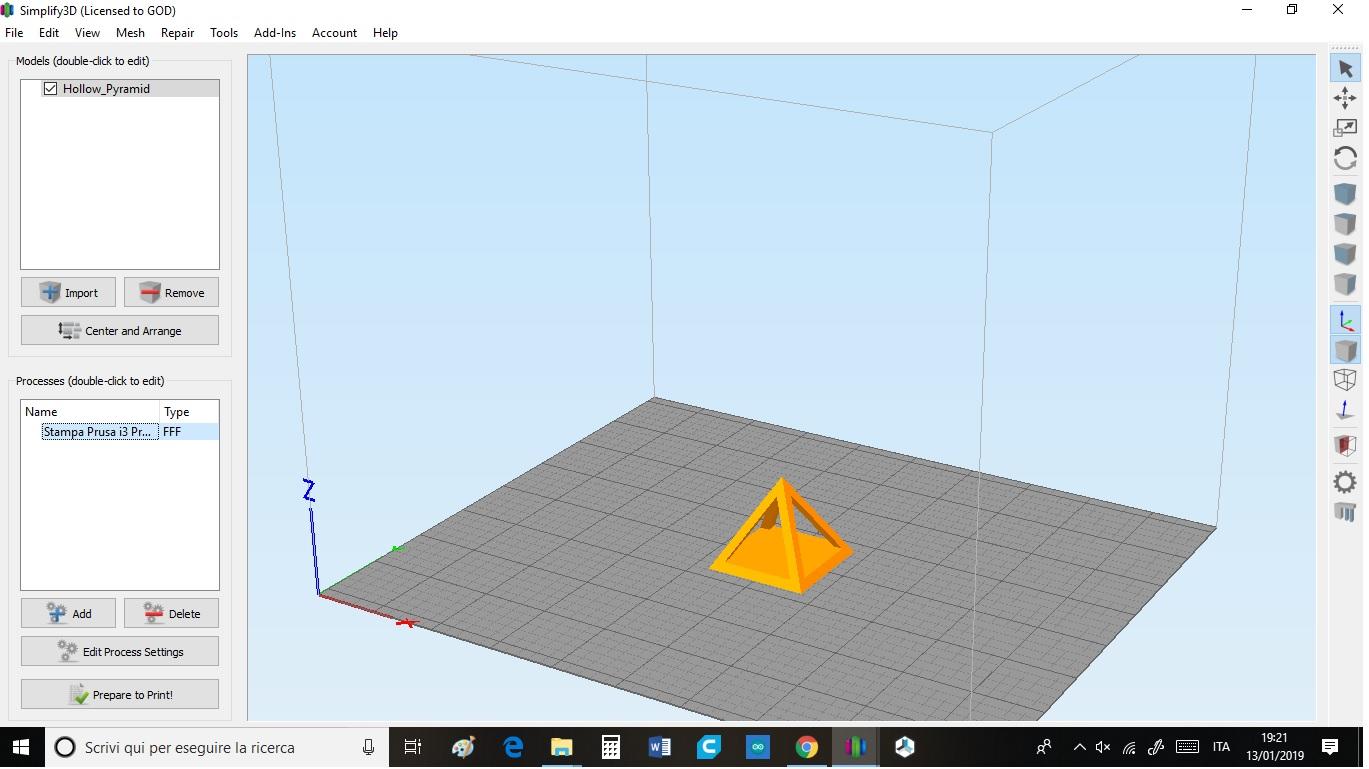
Questo è il risultato finale con valori 230/90. Il test sembrava migliore nella prima parte, quella più bassa, poi man mano che l'estrusore saliva si vedevano i segni del degrado dovuti forse alle temperature alte (chiedo a voi)? Devo rivedere valori più bassi?
-
Non arrivavano le notifiche dei post, per cui non vedevo le risposte, e nel frattempo avevo fatto partire la stampa della barchetta con valori temp. 230/90. Tra meno di mezz'ora finisce di stampare e vi aggiorno, comunque il filamento sembra leggermente arricciato come dicevi tu, ma nemmeno poi tanto
-
Sì, infatti la stamperò tra poco. Consigli quindi a 230° l'estrusore e il piatto sempre a 90?
-
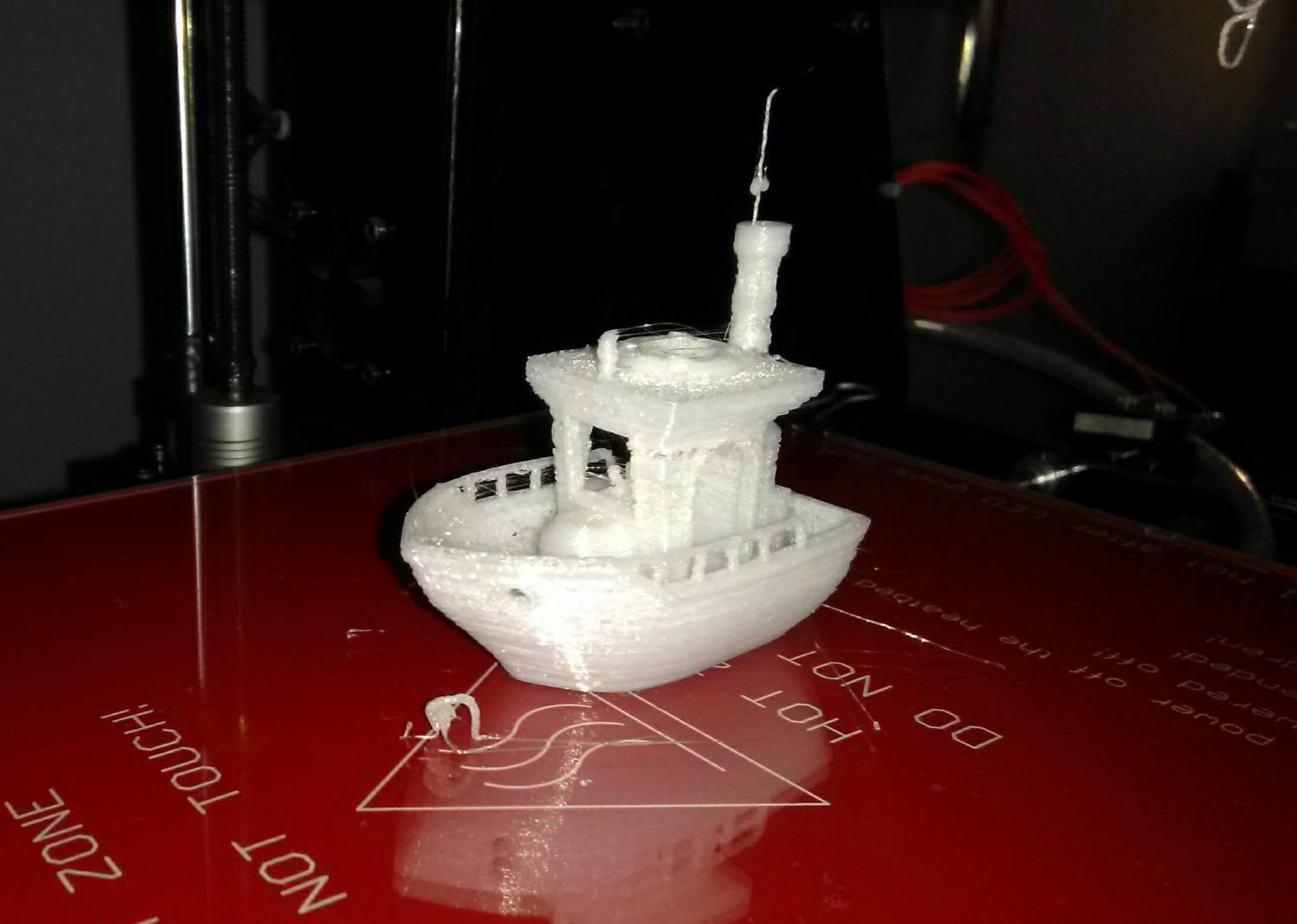
Risultato ottenuto con estrusore 240°, piano 90° e velocità 35mm/s. Il risultato mi sembra abbastanza buono, comunque proverò anche con valori 220/70
-
Grazie, farò più prove includendo anche i valori da te suggeriti
-
Va bene, proverò questi valori. Grazie
-
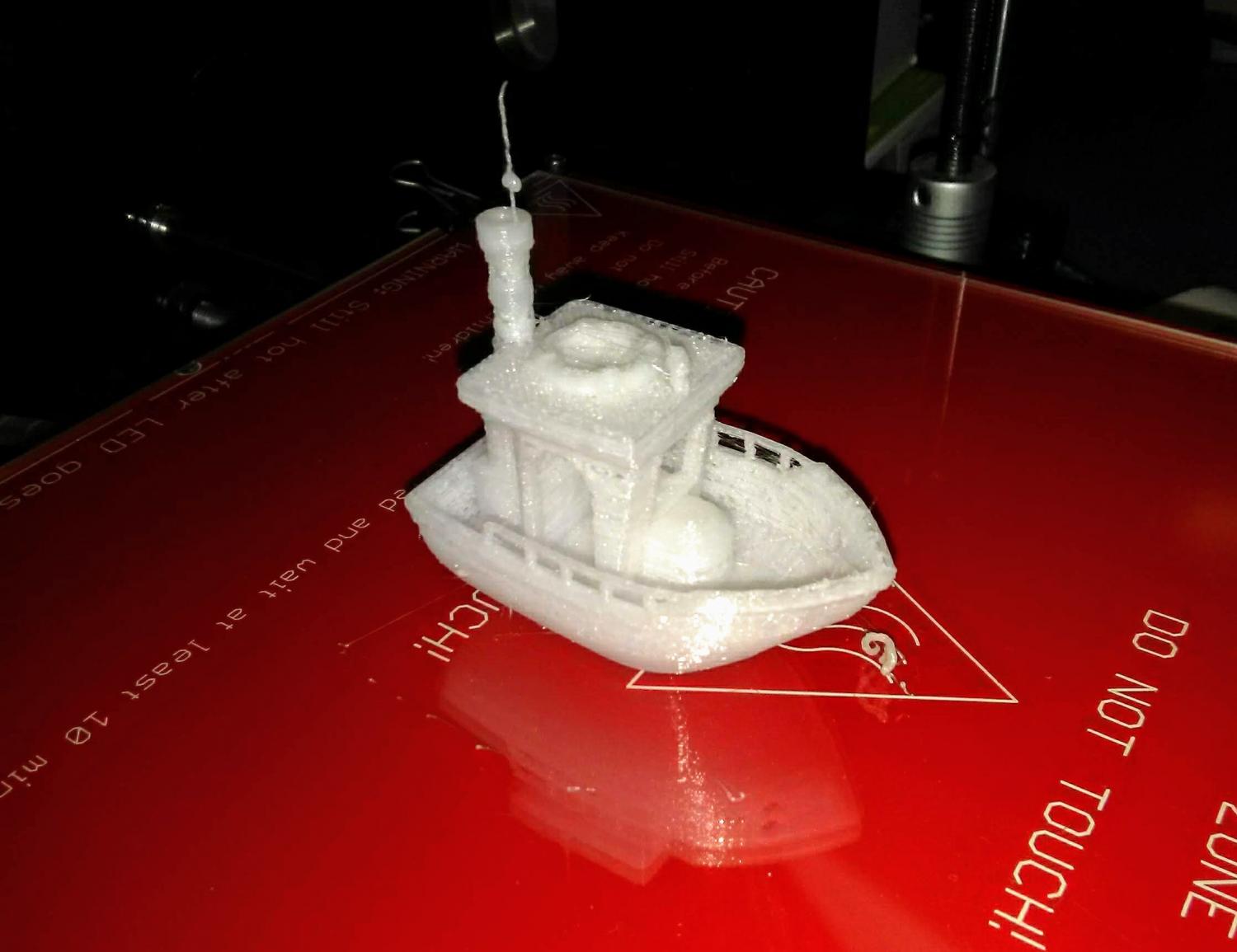
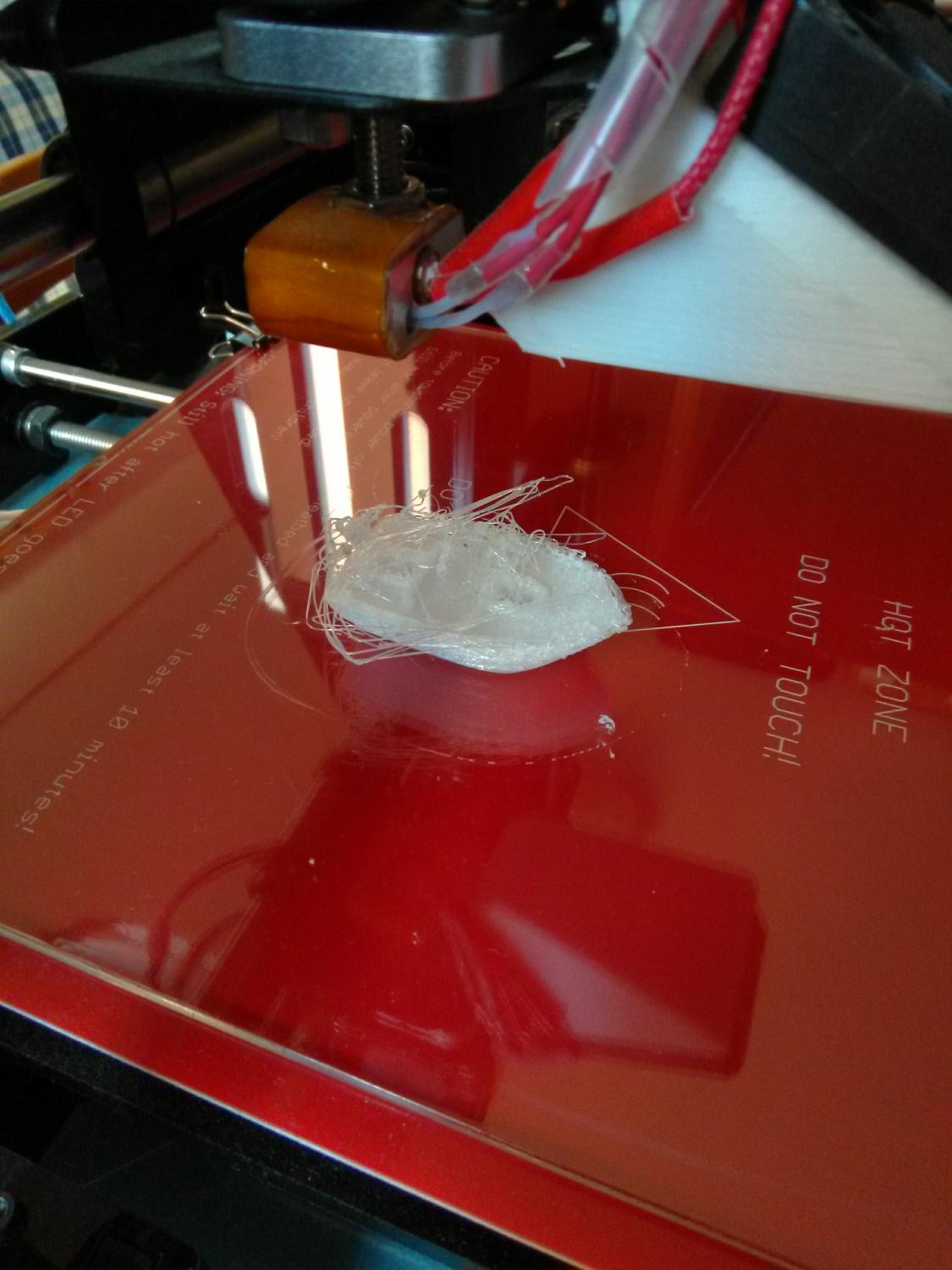
Ho stampato con i valori da te suggeriti, ma è stato un disastro, come si vede dalle foto. Il primo strato era decente, ma i successivi sembravano tra loro molto distanziati, tanto che quando ho staccato la barchetta-test, questi si staccavano l'uno dall'altro con facilità. Anche la struttura a griglia interna era molto sfilacciata e poco definita. Ad un certo punto, gli strati si sono aggrovigliati attorno all'hot end, forse anche perché ho mosso la bobina, che ho appoggiato sulla parte superiore esterna del supporto fornito da Geeetech (il foro interno della bobina è troppo grande, se dovessi fare passare il tubo all'interno del foro predisposto, la bobina stessa toccherebbe a terra). Secondo voi che problemi ci sono stati? Velocità bassa e/o temperatura alta? Forse anche valori alti di ritrazione? Uso Repetier Host, e ho impostato dei valori personalizzati come quelli suggeriti.
-
Sulla loro pagina Facebook https://www.facebook.com/weerg.it/ sto leggendo che alcuni servizi saranno disponibili da fine gennaio. In una foto puoi vedere come adesso hanno anche un braccio Kuka, che credo useranno per l'automazione di lavorazioni CNC Comunque c'è anche quest'altro servizio stampa 3D in metallo https://www.fama3d.it/ che non ho capito se è sempre collegato a Weerg o se è qualcosa di completamente diverso
-
Fanno lavorazioni CNC e anche stampe in metallo, non so se queste ultime anche online. Già da tempo avevano delle HP Jet Fusion per stampe in metallo, che adesso sono arrivate a sei, quindi dovrebbero fare anche il servizio stampa online
-
Ultimamente, Weerg sta facendo passi da gigante, adesso ha sei stampanti HP Jet Fusion che possono stampare metalli vari. Si possono caricare online dei modelli .stl e decidere il materiale e la finitura che il pezzo finito dovrà avere
-
Al momento il PLA, ora sto iniziando a usare il PETG