AlexPA
-
Numero contenuti
428 -
Iscritto
-
Ultima visita
-
Giorni Vinti
1
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di AlexPA
-
Provo a vedere se trovo ancora i filamenti Sunlu, altrimenti viro su altri Inviato dal mio Nokia 2 utilizzando Tapatalk
-
Come, su Amazon stanno sparendo i filamenti? Ma di quale marca? Io comunque li vedo ancora, a meno che Amazon non stia rinunciando ad altri fornitori di filamenti per promuovere i propri
-
Io uso questo grasso anti grippante, sia sulle barre filettate che su quelle lisce, ripulendole ogni tanto perché il grasso si accumula in alcuni punti Inviato dal mio Nokia 2 utilizzando Tapatalk
-
Mah, non so che dire. Perché non fai un ultimo tentativo, stampando un cubo di prova con estrusore a 230-235° e il piano freddo? Su Italia3Dprinting leggevo che alcuni stampano non facendolo nemmeno riscaldare
-
Grazie, faccio una ricerca
-
Dove hai preso il PET? Si trova su Amazon? Vorrei provare la differenza di stampa con il PETG
-
Si, i valori di temperature e ritrazione del PETG hannp una gamma meno flessibile del PLA e si deve trovare la giusta combinazione tra questi, sempre al netto dell'umidità che si può accumulare nel filamento. Anche io ho notato un cerro attorcigliamemto attorno all'ugello, anche ieri sera quando ho stampato la barchetta, un po di filamento si era accumulato, bruciandosi per il calore, cadendo poi sugli strati del pezzo. A parte questo, non ho avuto gravi problemi di stampa. Forse è stato questo warping a provocare l'intasamento dell'estrusore, il filamento si era accumulato all'interno anche attorno alla ruota dentata. Più tardi posto alcune foto più chiare della barchetta Inviato dal mio Nokia 2 utilizzando Tapatalk
-
Si, hai ragione, per ora il PLA+ è a più di 40€, poco fa vedevo il PLA. Magari tra qualche giorno il prezzo scende, quando lo comprai qualche tempo fa, era a circa 20€ Inviato dal mio Nokia 2 utilizzando Tapatalk
-
Ma quale, il PLA+? A me sembra di vederlo intorno ai 20€ Inviato dal mio Nokia 2 utilizzando Tapatalk
-
Cercando come "Filamento Sunlu", lo trovi insieme ad altri https://www.amazon.it/s/ref=nb_sb_noss_1?__mk_it_IT=ÅMÅŽÕÑ&url=search-alias%3Daps&field-keywords=filamento+sunlu
-
D'accordo, non so se lo proverò mentre uso ancora il PETG o quando lo finirò
-
Sì, anche io provo a modificare le temperature di pochi gradi. Su Amazon continuo a vedere i prodotti Sunlu, infatti alcuni li ho messi tra i preferiti, compreso il PETG e anche il PLA+ nero. Tra l'altro ho ancora una bobina intera di PLA+ verde ancora da provare
-
Ce l'ho, ma a volte lascio il pezzo in acqua per evitare di deformare le parti su cui faccio forza con la spatola Inviato dal mio Nokia 2 utilizzando Tapatalk
-
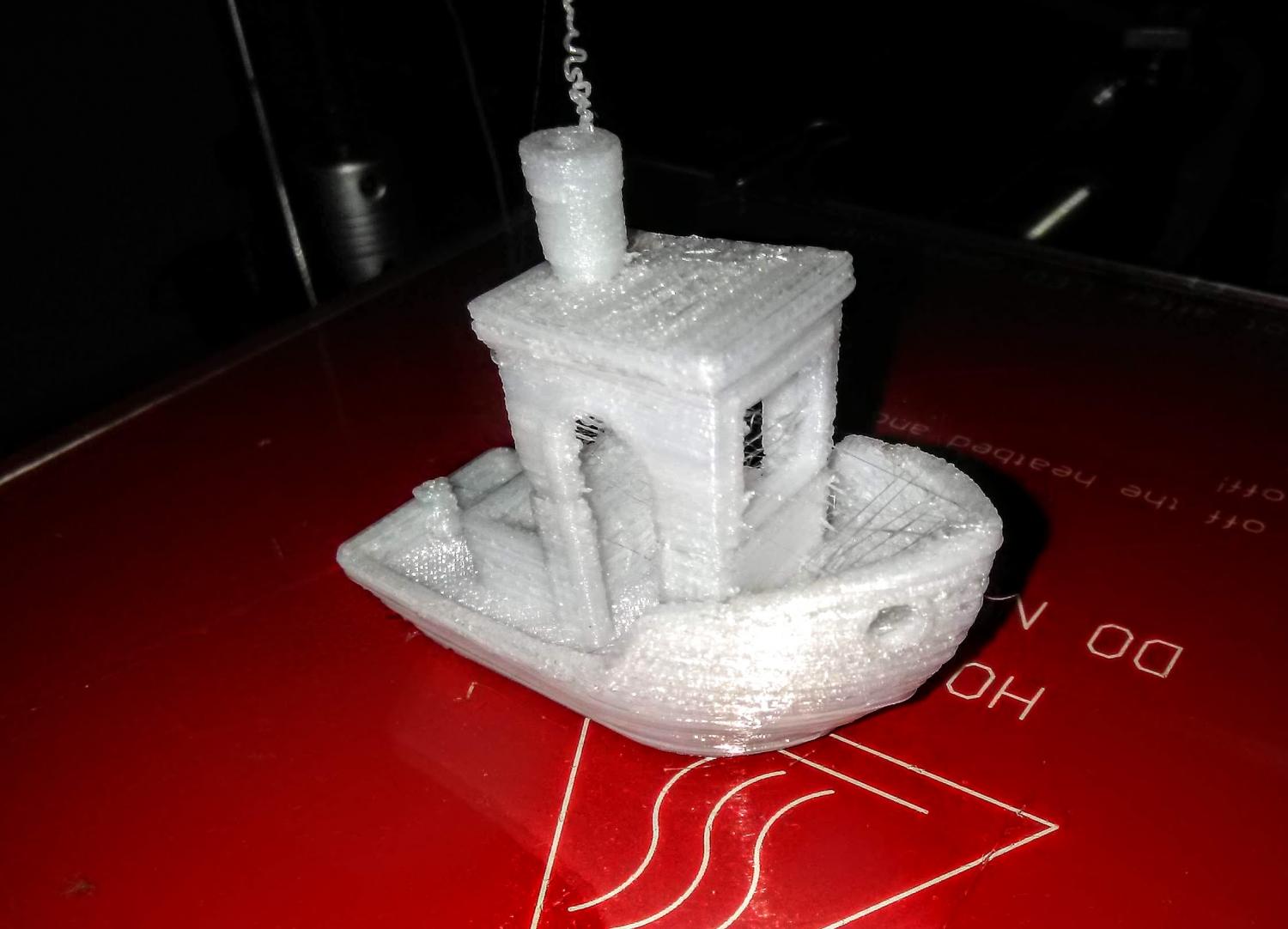
Questo è il risultato che ho ottenuto stampando la barchetta. Tutto sommato è venuta una stampa decente, anche se nella parte alta della prua anche io ho avuto una sorta di sovraestrusione(?) del filamento. Qualche piccolo problema di ritrazione nelle aperture (la finestra quadrata) la vedo, forse meglio attorno agli archi, e comunque al momento non ho ancora stampato gli anti wobble da mettere sulle barre. P.S. Stavolta il pezzo sembra quasi saldato sul piano lavoro, a differenza delle altre volte in cui i pezzi li staccavo a mano. Mi sa che devo metterlo in acqua per fare sciogliere per bene la lacca

-
In muratura?[emoji848] Già che ci sei, puoi anche costruirci una [emoji536] intorno [emoji1787] Inviato dal mio Nokia 2 utilizzando Tapatalk
-
In questo articolo https://www.italia3dprint.it/petg/ viene spiegata la differenza tra i due materiali.
-
Vedo che il tuo filamento è PET, il mio invece per l'esattezza è PETG (della Sunlu) e i valori di temperatura con cui sto in questo momento stampando la barchetta sono 240/70 ma ho usato il piano anche a 90°. Per quel che vedo non noto i punti di retrazione che si sono verificati nel tuo caso, e che anche io ho riscontrato quando ho usato il PLA della Geeetech. Appena finisce la stampa, pubblico alcune foto P.S. qualche giorno fa avevo stampato il cubo di calibrazione con temparature 240/90 e retrazione al solito a 0,80mm e tutto era andato alla perfezione. Dopo qualche giorno ho riprovato con il cubo e i layer avevano molto spazio tra loro, tanto che guardando in controluce si vedeva la luce che passava. Immaginando che fosse un problema di sotto estrusione, poco fa, prima di iniziare a stampare la barchetta, ho adoperato lo spillo/strumento fornito con la stampante, ed è uscito un bel malloppo di filamento che si era accumulato all'interno, probabilmente attorno la ruota dentata, tanto che a 240° il filamento non usciva
-
Poco fa ho fatto una prova di stampa con il valore di retrazione a 4,00mm come l'hai impostato tu, ma dopo nemmeno 6 layers ho interrotto perché l'hotend rimaneva letteralmente sollevato dal pezzo, per cui sto rifacendo la barchetta con il mio valore solito da 0,80mm
-
Perfetto, grazie, non trovavo più la pagina originale da cui scaricarla
-
Ok, farò lo stesso. P.S. Mi mandi il link di una barchetta decente, visto che su Thingiverse vedo alcune varianti non proprio "belle"?
-
Ok, allora in compenso anche io proverò a stampare il Petg che sto usando a 4mm, così pubblico qualche foto e vediamo le reciproche differenze
-
Che valore imposti?
-
No, la lacca ti serve sempre, altrimenti il pezzo non attacca. Lacca di tipo forte!
-
Se la cosa ti può consolare, a quanto pare quello del primo strato è un problema che accomuna in genere il PETG di tutte le marche, stando a quel che ho letto in diversi siti. Nelle mie impostazioni su Simplify, con PETG della Sunlu, ho impostato il valore di retrazione a 0,80mm e velocità di retrazione a 1800mm/min, poi temperature estrusore/piano a 240/90 ma portando il piano anche a 70, ottenendo risultati quantomeno decenti. Inoltre, quando do la lacca sul piatto, la passo in più strati incrociati, cioè in verticale, orizzontale e in diagonale
-

Vi presento la mia Geeetech i3 B..
AlexPA ha risposto a andyrok nella discussione La mia stampante 3D e il mio laboratorio
Va bene, grazie, do un'occhiata su AliExpress Inviato dal mio Nokia 2 utilizzando Tapatalk