eaman
-
Numero contenuti
6.693 -
Iscritto
-
Ultima visita
-
Giorni Vinti
595
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di eaman
-
Yup l'ho pure scritto nella guida 😛
-

ma che sfiga.....
eaman ha risposto a Offshore nella discussione Problemi generici o di qualità di stampa
Ci vuole un po' di umilta', non stampare direttamente al primo giro a 0.1mm per 16 ore, fai prima una stampa di prova magari piu' piccola per trovare le magagne. Trova un modo per mettere il brim, tipo aggiungere un disco alla base. Oppure visto che e' problematica non sarebbe male partire fin dall'inizio con 2 o 3 parti. Bisogna che un righello te lo compri! 😛 -
orca slicer... come fare?????
eaman ha risposto a Offshore nella discussione Software di slicing, firmware e GCode
-
ma che sfiga.....
eaman ha risposto a Offshore nella discussione Problemi generici o di qualità di stampa
Lo dicevamo in un altro thread: con le bedslinger porta sfiga stampare alto, piu' vai in alto... Pulisci il piatto, metti un po' di brim, metti z-hop da una certa altezza. Magari stampa solo la parte che manca e incollala. -
Be' probabilmente se va' a 300" usa un termistore diverso da quello solito base, non e' la fine del mondo se fa un PID, meglio piu' alto che piu' basso.
-
Be' invece che salire dovra' scendere, oppure l'incontrario. Comunque se hai spazio prova a cambiare motori, magari e' solo una questione di montaggio e muovendo e riserrando si sistema.
-
Tu dici? Prova a scambiare i motori che monti adesso e guarda se si inverte l'errore, almeno ha meno da scasinare.
-
L'idea di quel coso e' che dovrebbe funzionare "in automatico" con stampanti Creality, perche' questi dovrebbero averlo preconfigurato e generato i firmware e configurazioni. Se cosi' non e' non vedo che scopo abbia considerando che un BTT e' meglio, almeno gira con Linux standard. Il casino e' che ora se uno deve rifare tutto il software sarebbe probabilmente piu' semplice usare una normale BTT pi che mettersi a rifare quel Pad, magari carca su internet se qualcuno lo ha gia' fatto.
-
Problema di stampa Ender 3 S1 Pro
eaman ha risposto a OverMAN nella discussione Problemi generici o di qualità di stampa
Bho c'e' caso che quel blocco estrusore non ce la faccia a stampare cosi' veloce, magari prova a ridurre il max flow a ~10mc. Immagino che quel nozzle non sia tipo CHT, magari ordinane uno o direttamente un volcano CHT (poi c'e' da riposizionare la ventola). -
Problema di stampa Ender 3 S1 Pro
eaman ha risposto a OverMAN nella discussione Problemi generici o di qualità di stampa
Dubito molto che si costruiscano qualcosa, e' gia' tanto se oggi hanno qualche parte customizzata come gli estrusori piuttosto che le vecchie Ender in cui era tutta roba da mercato Cinese. BTW il mio vecchio estrusore / hotend off the shelf di aliexpress fa 20 mc di flow, non so mica se lo spider ce la fa. Uno buono ne fa 40. -
Problema di stampa Ender 3 S1 Pro
eaman ha risposto a OverMAN nella discussione Problemi generici o di qualità di stampa
Se ce la fai. Dovresti fare il test per il max flow, se no prova ad aumentare fino a quando fa dei buchi. Ci sara' probabilmente da serrare l’ingranaggio dell'estrusore. https://github.com/SoftFever/OrcaSlicer/wiki/Calibration#Max-Volumetric-speed Probabilmente e' il max flow che ti limita, ad occhio c'e' un gran differenza in accelerazione, la mia fa 6k in quella stampa e sono tutti tratti molto brevi. Ah be' allora, Crealiti official 😛 Se metti un CHT anche clone o un nozzle piu' lungo ottieni piu' flow. https://print.piffa.net/#nozzle -
Problema di stampa Ender 3 S1 Pro
eaman ha risposto a OverMAN nella discussione Problemi generici o di qualità di stampa
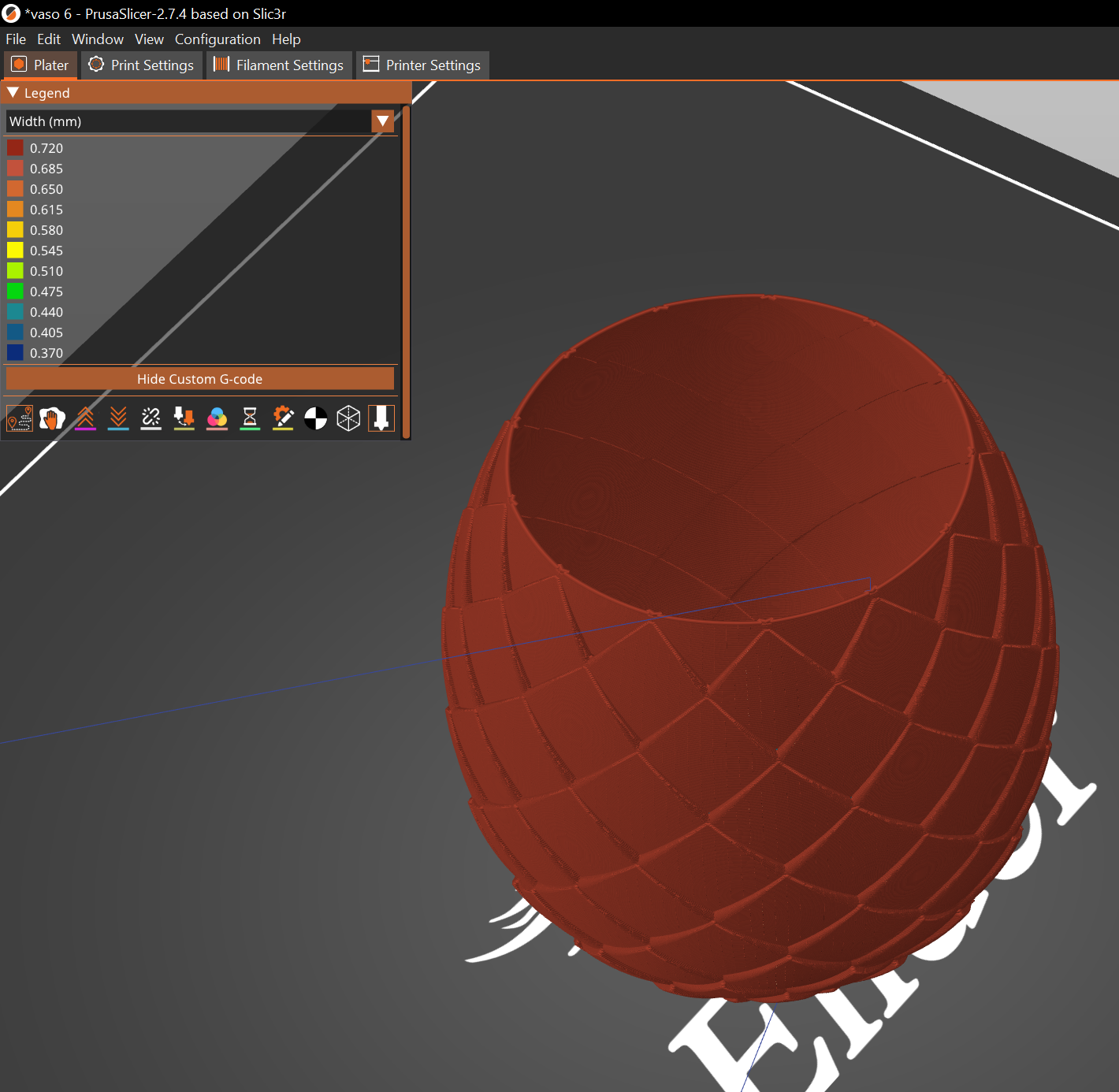
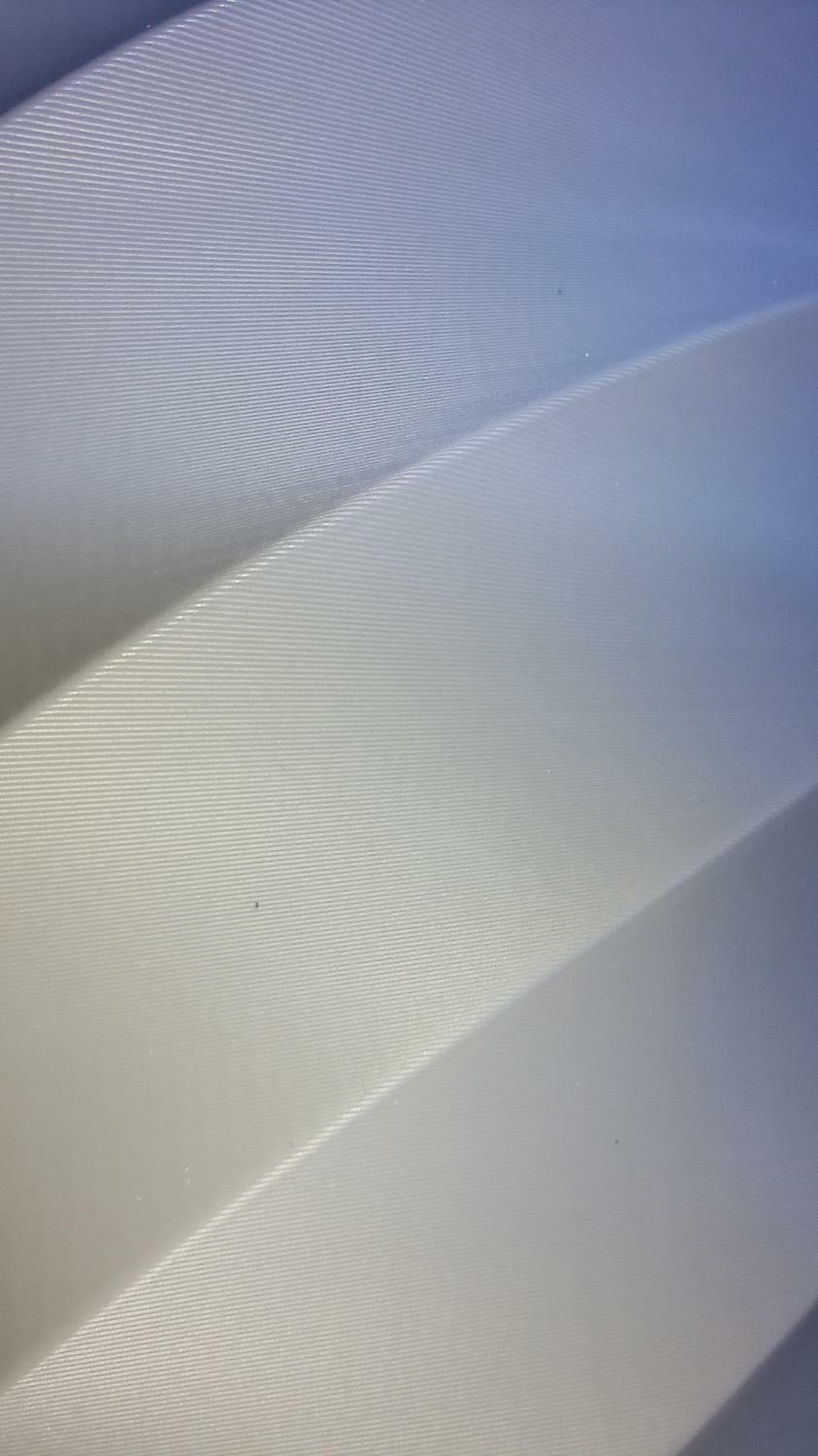
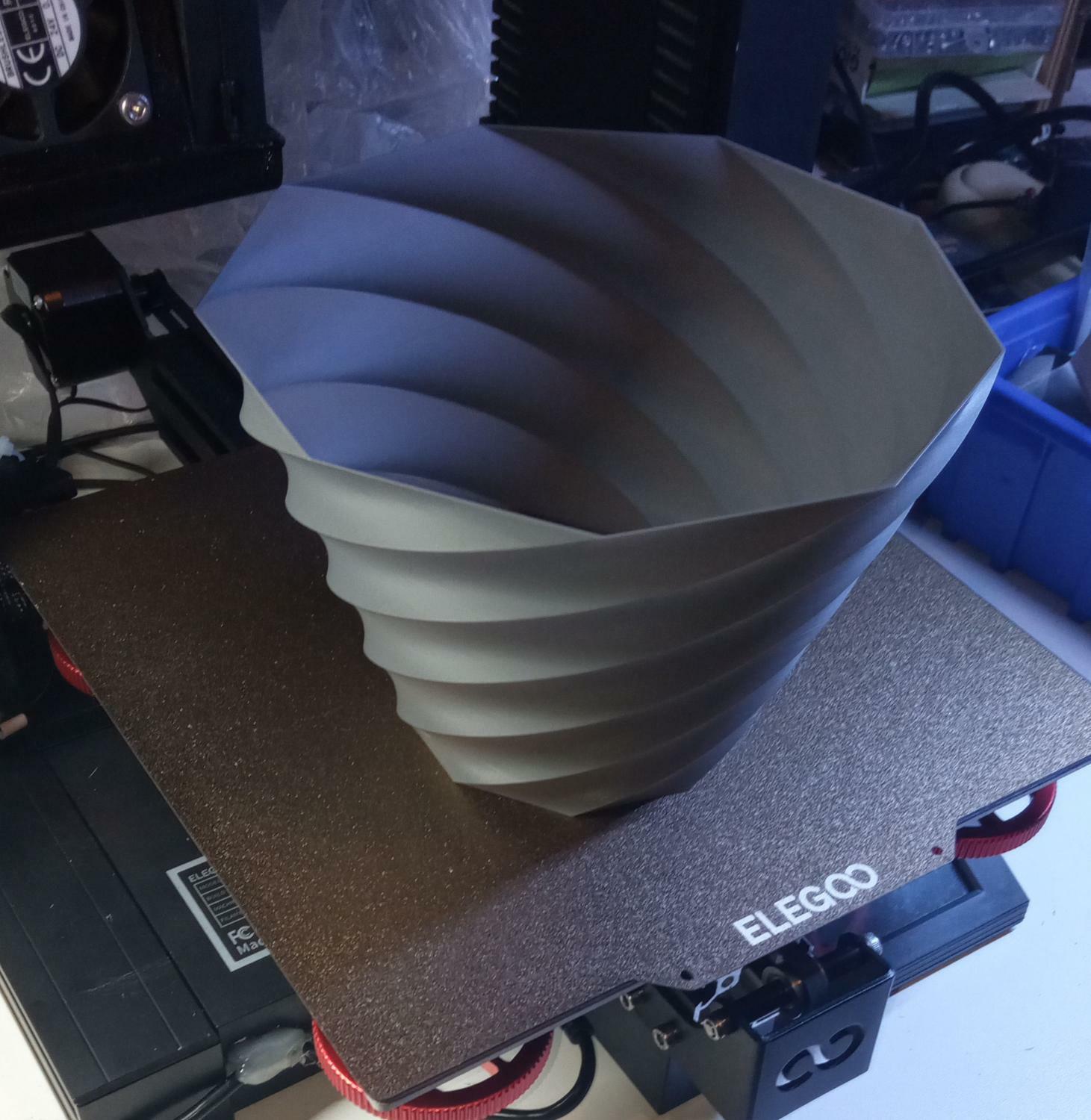
Ha senso, sembra una ventola molto direzionale che spara solo da una parte, sarebbe meglio averla su due lati se non a 360". Be' vase mode sono solo perimetri esterni. 100mm/s con 0.7x0.2mm non e' mica poco da raffreddare, puoi provare ad andare piu' piano o mettere un ventilatore davanti alla stampa. E' anche un bel po' di flusso: dacci un'occhiata che sarai sui 15mm cubi al secondo, c'e' caso che puoi cominciare ad avere dei buchi. https://store.piffa.net/3dprint/neptune_vase.mp4 Oddio magari fai prima qualche stampa per ottimizzare i settaggi, poi se serve piu' aria solo per quei vasi te la cavi con un ventilatore davanti alla stampante, per quanto col PLA non c'e' mai troppa aria... L'importante e' che sia un buon nozzle e non scheggiato, anche se e' 5mm piu' lungo funziona solo meglio 😉 -
Problema di stampa Ender 3 S1 Pro
eaman ha risposto a OverMAN nella discussione Problemi generici o di qualità di stampa
Allora non hai abbastanza raffreddamento, vase mode puo' essere molto veloce e serve adeguato raffreddamento. Ce le hai ovunque o solo da una parte quelle ragnatele? Magari opposte alla ventola... Oppure hai un nozzle scassato (se non l'hai messo nuovo) o un po' di merda... O Magari un po' il filamento rovinato... Che layer height stai usando e a che velocita' vai?
-
Non c'e' bisogno di comprarlo: ti stampi un adattatore. Es: https://store.piffa.net/3dprint/ender/ Li' c'e' quello che ho sulla mia Ender3 col motore piccolo, ma se cerchi ce ne sono anche altri.
-
Problema di stampa Ender 3 S1 Pro
eaman ha risposto a OverMAN nella discussione Problemi generici o di qualità di stampa
Again, non c'e' retrazione in vase mode. Magari sei "sovraestruso" (che non e' possibile in vase mode... Piuttosto devi avere una altezza layer consona.) o sei troppo caldo. -
Stampa 3d di modelli architettonici
eaman ha risposto a luca95 nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
Ha i problemi che hai descritto, va' riparato e poi modificato in un CAD. -
Stampa 3d di modelli architettonici
eaman ha risposto a luca95 nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
Prova a fare una cruda sottrazione booleana da un solido. -
Problema di stampa Ender 3 S1 Pro
eaman ha risposto a OverMAN nella discussione Problemi generici o di qualità di stampa
Dho, te l'ho messo qua: http://store.piffa.net/vase/ Ci sono anche i file per un vaso da riempire con gesso / resina se vuoi vederlo. -
Problema di stampa Ender 3 S1 Pro
eaman ha risposto a OverMAN nella discussione Problemi generici o di qualità di stampa
Avrai qualche settaggio per il primo layer, se vuoi ti carico un mio profilo per Prusa o Orca. vase 07.ini Dimensioni gcode: Questi sono tutti vasi:
-
Dovresti cambiare l'estrusore se non lo hai gia' fatto, poi c'e' da aggiornare le ventole. Non sarebbe male montare un motore piu' piccolo se vai in direct drive.
-
Dovrai mettere sul MCU la versione di Klipper preparata per la tua stampante da Creality, magari e' contenuto o installabile direttamente dal PAD.
-
Problema di stampa Ender 3 S1 Pro
eaman ha risposto a OverMAN nella discussione Problemi generici o di qualità di stampa
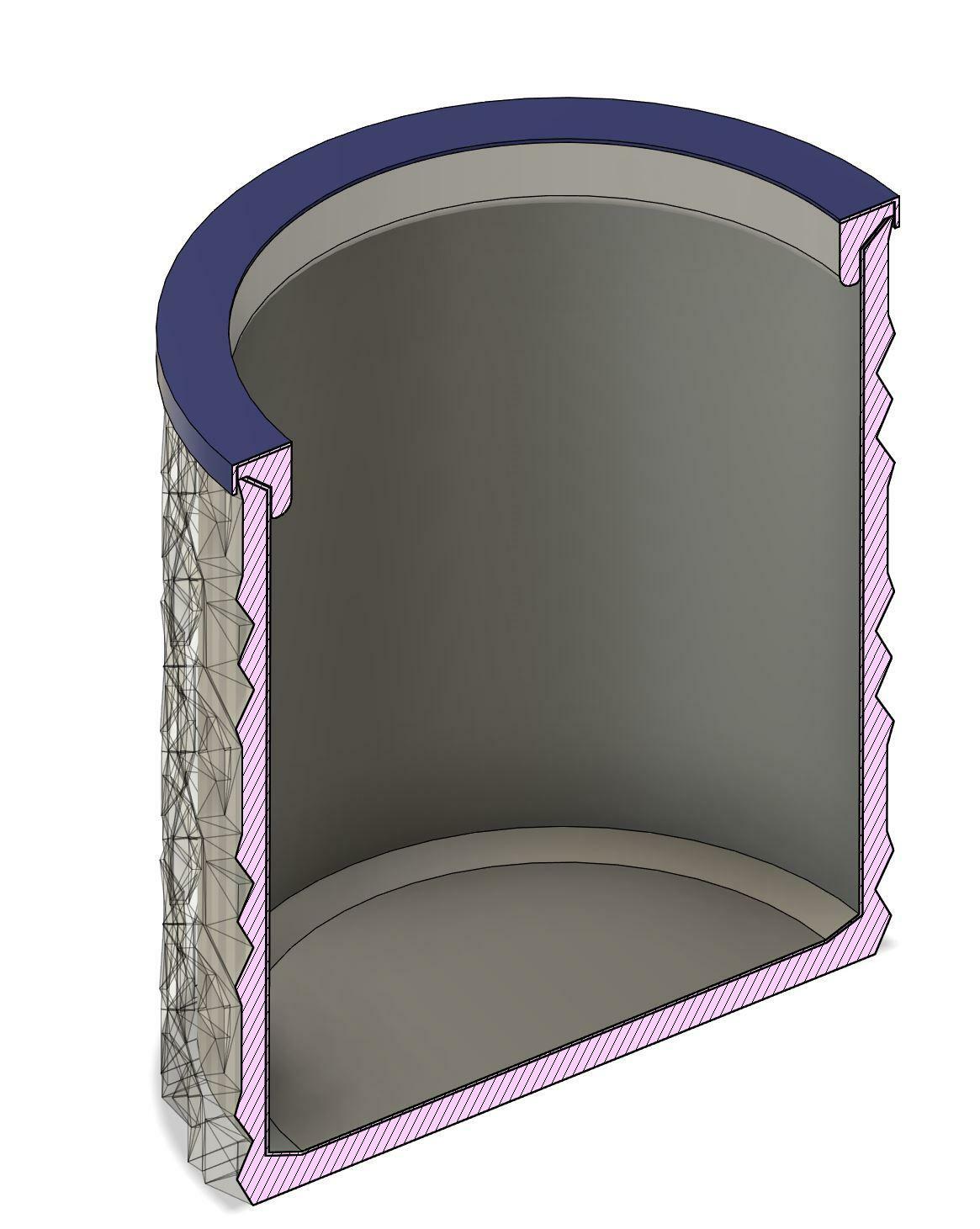
Io stampo a 0.7mm width con il nozzle da 0.4mm, ce la fai a fare 1mm con uno 0.6mm. Si puo' risolvere altrimenti: stampali pure sottile e spalmaci dentro della epossidica o del gesso. Il gesso costa tipo 4e per 10kg e stamperesti molto prima. Puoi anche farci un "vaso interno" se e' a vista, coli dentro il gesso / resina nell'interspizio. Il vantaggio e' che spendi meno, meno tempo, hai massa. Be' no intendevo max flow, quanto puoi andare veloce, stampare grosso conviene anche perche' ci metti 1/4 del tempo posto che tu abbia un estrusione che spinge molto tipo 20-40-60mc. --- Si' gli spessori in silicone per il bed sono sempre buoni.
-
Prusa slicer tool change
eaman ha risposto a Loro.08 nella discussione Problemi generici o di qualità di stampa
Ma non e' che comunque a inizio stampa deve eseguire un tool change perche' in teoria non sa che tool e' caricato in quel momento? Ti tocca andare nel gcode e toglierlo, oppure se hai modo di ignorarlo. -
Hai un nick name simile al mio, magari siamo parenti? 😄
-
Problema di stampa Ender 3 S1 Pro
eaman ha risposto a OverMAN nella discussione Problemi generici o di qualità di stampa
Non c'e' retrazione in vase mode. Piuttosto non sono convinto sullo stampare solo 0.12mm layer height con un nozzle da 1mm, che extrusion width usi? IMHO gia' con un nozzle da 0.6mm potresti fare ~1mm W e ~0.4mm H che e' gia' un bel po' per avere struttura, se vuoi ti dico come li faccio io... In linea di massima comunque porta sfiga fare cose molto alte con una bed slinger, dovresti prima controllare eccentrici e cinghie, viti varie, poi ragionare sul max flow che puoi fare con quel nozzle che secondo me' e' eccessivo. Eh non va mica bene, se si pianta il filamento cola e quando riprende a muovere sei sottoestruso di 1-2mm di filamento.