eaman
-
Numero contenuti
6.693 -
Iscritto
-
Ultima visita
-
Giorni Vinti
595
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di eaman
-

MKS Robin Nano V3.1, 4x TMC2209, MKS TS35 V2 e solo problemi...
eaman ha risposto a Kenshin nella discussione Hardware e componenti
Cioe' estrude un po' prima di bloccarsi? Guarda che non sia cambiato l'estrusore. -
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
eaman ha risposto a Cubo nella discussione Nuove idee e progetti
Si. -
Problema di stampa
eaman ha risposto a attila1405 nella discussione Problemi generici o di qualità di stampa
Potresti aumentare l'accelerazione ora, la Ender3 di default e' impostata a 500mm/s², dovresti poter arrivare a ~1500 con Marlin vecchio. Con Marlin nuovo la mia tira ~4500mm/s² . Anche il jerk si potrebbe guardare. -
Problema di stampa
eaman ha risposto a attila1405 nella discussione Problemi generici o di qualità di stampa
Puoi cominciare a controllare la cinghia e nel caso tirarla un po'. -
L'ennesimo nuovo arrivato... Prima stampante FDM
eaman ha risposto a jonny89 nella discussione La mia prima stampante 3D
Io fossi in te andrei sui vari Reddit / forum e guarderei come si trovano gli utenti con dette macchine, in particolare che opzioni ci sono tipo per intervenire sul bed levelling se da' dei problemi, quanto estrudono effettivamente (max flow), quanta accelerazione fanno realmente. Ci sono i sorgenti dei firmware? -
Nuovo arrivo Bambu Lab A1 Combo: suggerimenti per stampe "organiche"
eaman ha risposto a Franco_64 nella discussione La mia prima stampante 3D
Ma non faresti prima a prendere una stampante a resina base, anche da 100e, magari refurbished? -
Devi regolare il flusso per ogni filamento che usi. Orca ha un test di calibrazione per il flusso del top layer.
-
L'ennesimo nuovo arrivato... Prima stampante FDM
eaman ha risposto a jonny89 nella discussione La mia prima stampante 3D
Mettersi ad analizzare le differenti soluzioni da un punto di vista meccanico diventa complicato su un forum, quello che per me puo' essere piu' interessante e facile da comprendere e': conviene costruire una stampante da zero o e' meglio modificare un modello esistente? I parametri per un confronto possono essere facilmente comparati: stampi una benchy o vattelapesca e vedi quanta accelerazione riesci a tenere, quanto tempo ci metti a stampare a parita' di qualita' delle superfici (ghosting, ringing, layer lines). C'e' poi un altro fattore: quando fai qualcosa di nuovo non sai mai in partenza che risultato avrai, sei sicuro che spenderai di piu' e ci vorra' piu' tempo. Facendo un esempio io lo vedo negli strumenti musicali custom: puoi spendere 4x e metterci 8mesi a farti fare uno strumento che poi ha prestazioni random, tipicamente piu' divergenti dalle aspettative iniziali rispetto a prendere uno strumento gia' pronto e modificarlo un po', spendendo meno, meno tempo. Altra cosa: valore e rivendibilita'. -
L'ennesimo nuovo arrivato... Prima stampante FDM
eaman ha risposto a jonny89 nella discussione La mia prima stampante 3D
Allora fissa al muro anche una con il flying gantry, si riducono ancora di piu'! -
Percolazioni da hotend
eaman ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
Ma poi se dici che il nozzle scalda cosi' velocemente: fai il pre riscaldamento anche a meno di 150c. Puoi anche retrarre 5mm o piu' a fine stampa fin tanto che sei disposto a fare il prime (la "strisciata a lato") piu' consistente. -
L'ennesimo nuovo arrivato... Prima stampante FDM
eaman ha risposto a jonny89 nella discussione La mia prima stampante 3D
Tiene il baricentro basso cosi' ci sono meno vibrazioni, risonanze, rumore. -
problema firmware
eaman ha risposto a Joker78 nella discussione Software di slicing, firmware e GCode
Hai provato a cercare l'errore che ti da' su google? -
Anycubic Kobra Max
eaman ha risposto a Alessia200008 nella discussione Problemi generici o di qualità di stampa
Quindi il foglio sul piatto non si solleva? He. Puoi provare a spruzzare della lacca per capelli oppure fare un mischione di colla e alchol in modo che si formi uno strato intermedio tra la stampa e il piatto. Oppure comprare un foglio in PEI, tipo: https://www.3djake.it/anycubic-stampanti-3d-e-accessori/pei-build-plate?sai=14125 -
Anycubic Kobra Max
eaman ha risposto a Alessia200008 nella discussione Problemi generici o di qualità di stampa
1. Aspetta che il piatto si raffreddi 2. Se hai il piatto in PEI togli il foglio in PEI dal piatto. -
Percolazioni da hotend
eaman ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
Che e' quello che si e' sempre fatto, si scalda il letto e l'hotend a 150c poi alla fine si scalda l'hotend, e' il default di Prusa e penso anche degli altri. Ma non puoi far il riscaldamento finale del nozzle dopo aver fatto la mesh? Anche perche' altrimenti sbavazzi in giro per il piatto mentre fai la mesh. Poi fagli ritrarre ~2mm di materiale alla fine di ogni stampa. -
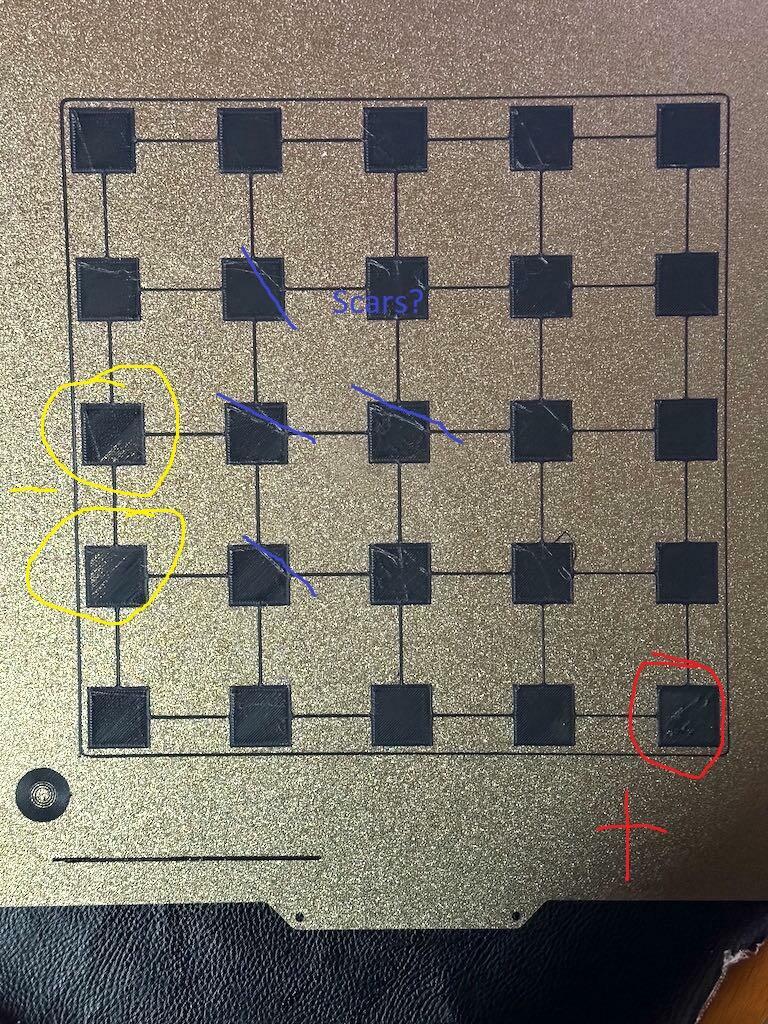
cosa significano quei riccioli???
eaman ha risposto a Offshore nella discussione Problemi generici o di qualità di stampa
-
cosa significano quei riccioli???
eaman ha risposto a Offshore nella discussione Problemi generici o di qualità di stampa
sovraestruso / basso -
Lo stepping motor dell'alimentatore filo all'ugello, non funziona
eaman ha risposto a inge51 nella discussione Hardware e componenti
Be' i cavi li vendono, la menata e' aspettare che arrivino. https://it.aliexpress.com/w/wholesale-step-motor-cable.html?spm=a2g0o.home.search.0 Per ripararli bisogna vedere come e' messo, ma con un saldatore e' un po' di cattiveria in genere si risolve magari giusto per il tempo che ne arrivi un ricambio. -
cosa significano quei riccioli???
eaman ha risposto a Offshore nella discussione Problemi generici o di qualità di stampa
Allora ne hai alcuni che sono troppo bassi a sx basso, altri non vedo bene se sono sovraestrusi con un accumulo di materiale o se quella e' una scar dei travel.
-
Prima stampante a resina
eaman ha risposto a Lorenz_Keel nella discussione La mia prima stampante 3D
Tornano disponibili di tanto in tanto, quando gliele mandano in dietro, puoi provare a mandare una mail e chiedere a loro dato che talvolta le rivende direttamente il centro assistenza in Europa tramite ebay. Io pero' le compro da Elegoo. -
Lo stepping motor dell'alimentatore filo all'ugello, non funziona
eaman ha risposto a inge51 nella discussione Hardware e componenti
Magari hai un problema con il cavo / connettore, controllalo con un tester oppure smonta e usa uno degli altri cavi. Altrimenti puoi avere cotto il driver sulla scheda ma non farebbe uno scatto, sarebbe completamente morto. -
L'ennesimo nuovo arrivato... Prima stampante FDM
eaman ha risposto a jonny89 nella discussione La mia prima stampante 3D
Ma infatti, io lo capisco che uno che vuole disegnare dica che non vuole stare a smanettare la stampante. C'e' da spendere di piu' e ci sono poi dei limiti di modifica ma se hai poco tempo una macchina come una A1 Mini ha senso IMHO per prototipizazzione rapida. Il firmware e' un disastro e non si modifica, c'e' da cambiare scheda. I file STEP sono tutti i pezzi della stampante in formato modificabile per il CAD, es https://github.com/Sovol3d/SV08 , con questi puoi modificare facilmente i pezzi. Poi ci sono i sorgenti per modificare il firmware, aggiornarlo negli anni o customizzarlo. Per il flying gantry diciamo che e' il meglio che c'e' disponibile ora, e' anche meglio delle Bambulabin cui si abbassa il piatto. -
L'ennesimo nuovo arrivato... Prima stampante FDM
eaman ha risposto a jonny89 nella discussione La mia prima stampante 3D
Pero' Otto tra le economiche ce ne sono alcune in cui non puoi modificare il firmware o hanno l'estrusore da cambiare: non puoi mica dire che sono tutte uguali. Poi scusa sai ma non ha mica senso dire a uno che non ha mai neanche stampato, non ha ricambi, probabilmente non ha gli attrezzi: costruiscitela da solo. Manco ha tempo di modificare una macchina pronta e te gliene vuoi fare una da zero che ci vogliono 6 mesi? -
Prima stampante a resina
eaman ha risposto a Lorenz_Keel nella discussione La mia prima stampante 3D
Disclaimer: io ho sempre comprato solo le FDM. Le refurbished sono testate e funzionanti mentre le usate sono a vari livelli di funzionamento. -
cosa significano quei riccioli???
eaman ha risposto a Offshore nella discussione Problemi generici o di qualità di stampa
Con le impostazioni che usi per stampare il primo layer, da 0.2 a 0.3mm layer height, se ne devi fare tanti puoi anche stamparli un po' veloci. Mentre lo stampi puoi regolare le ruote del tramming.