FoNzY
-
Numero contenuti
6.831 -
Iscritto
-
Ultima visita
-
Giorni Vinti
515
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di FoNzY
-

Stampare in modalita Superficie
FoNzY ha risposto a john nella discussione Problemi generici o di qualità di stampa
io avrei provato a 205... comunque "fili" o no è disastrosa la cosa...sembra passato in forno 😅 perche' hai cambiato filo? -
Stampare in modalita Superficie
FoNzY ha risposto a john nella discussione Problemi generici o di qualità di stampa
a questo punto l'unico consiglio che mi viene da darti è di alzare un poco la temperatura, il vase mode non è una stampa normale. i buchi si formano perche' il filo è troppo "rigido" aka troppo freddo..ventola a 0% se puoi comunque non piu' di 30%.hai poca adesione dei layer ecco perche' viene "rugoso" prova se con al temp piu' alta migliora altrimenti darei la colpa al filo che è particolare.. se guardi bene non sono "fili" ma "sputacchi", il filo è troppo freddo o la ritrazione è stata troppa...lo so' che insisto ma è quello che penso quando guardo alla foto -
Stampare in modalita Superficie
FoNzY ha risposto a john nella discussione Problemi generici o di qualità di stampa
lo sai tu se è giusto...la linea viene da 0,4mm? è tanta distanza anche per un bowden...anche qui lo sai tu...hai fatto qualche test? un po' bassina la temperatura 2,5 che? 😳 -
se saldi tutti e 3 si che si rompe...almeno credo...io eviterei... puoi saldare 2 e poi 2...
-
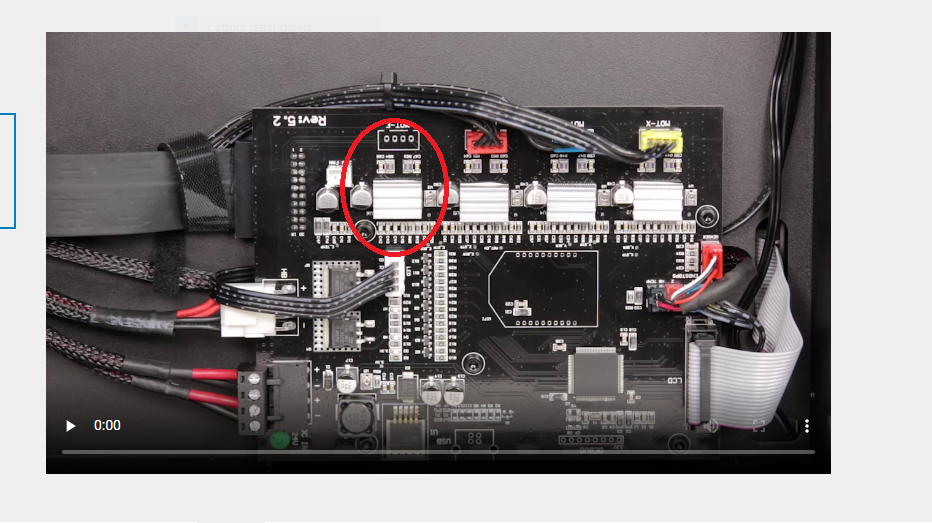
non lo so' perche' sono cloni dei trinamic..molto diversi in quel punto 😅, mai visto 3 pad...non so' nemmeno cosa ti fanno configurare... potrebbe essere anche l'altro set 2 pad da saldare...non so che roba siano 😑... non è scritto niente vicino ai pad? la marca è gilent?gslent? che c'è scritto?
-
Filamento Eryone SILK PLA
FoNzY ha risposto a BamBamBS nella discussione Problemi generici o di qualità di stampa
se vai nella sezione start gcode di cura mettili appena dopo g92 che dovrebbe essere l'ultima riga, comunque non importa dove lo metti -
non devi saldare niente. devi saldare il pad J2 sul driver solo se è mancante la resistenza da 0ohm. la resistenza viene fornita gia' saldata con il driver ma molte persone hanno lamentato una cattiva saldatura o l'assenza di tale resistenza...devi controllare ma se c'è non devi saldare niente. (J2 si trova proprio accanto ai pin rossi del driver) per la skr: devi togliere tutti i jumper sotto al driver, abilitare UART per ogni driver in uart e si fa mettendo un jumper su i pin denominati "uart" di colore rosso accanto ad ogni socket per driver. devi togliere tutti i jumper rossi su i pin rossi della scheda nella parte destra della scheda stessa... tutte ste cose le trovi anche in una guida qualsiasi... a questo punto devi mettere mano al firmware e dirgli che driver stai usando ed impostare i relativi valori...
-
Filamento Eryone SILK PLA
FoNzY ha risposto a BamBamBS nella discussione Problemi generici o di qualità di stampa
M92 Exx Xxx Yxx Zxx dove al posto di xx metti il valore degli step\mm che vuoi (esempio: M92 E412.4 X65.2 ... ) M205 Exx Txx Xxx Yxx Zxx T sta per "feedrate spostamento" e puoi anche non metterlo per gli altri valori si intende il valore massimo M205 E500 T1500 X9000 Y9000 Z500 (questi sono i valori attuali) ma comunque non ti consiglio di smanettare il jerk -
Filamento Eryone SILK PLA
FoNzY ha risposto a BamBamBS nella discussione Problemi generici o di qualità di stampa
puoi inserirlo a mano dal gcode creato oppure fossi in te: farei una seconda stampante clonando la prima e metterei un custom start gcode su cura (se usi cura) il jerk impostato è per tutte le stampe, sono molto conservativi come valori. non sono un limite, puoi alzarli se vuoi ma la meccanica poi deve poterti venire dietro.. se non hai la funzione di salvataggio eeprom attiva puoi metterlo come start gcode se hai la funzione di salvataggio attiva puoi inserirlo una volta e poi salvare i valori per sempre. -
Filamento Eryone SILK PLA
FoNzY ha risposto a BamBamBS nella discussione Problemi generici o di qualità di stampa
molto strano perche' la superficie passa da 2cm a 2,3cm e non è tutta questa grande differenza o comunque una differenza non paragonabile all'effetto colla della lacca... mi viene da pensare che il brim venga stampato a temperature o velocita' piu' "giuste" che migliora di molto l'adesione rispetto alla parte "normale" che ha un adesione molto scarsa...spero che il discorso sia chiaro 😅 non mi sembrano male per una fdm. puoi cambiare gli step\mm per questo filo e rimettere i vecchi step\mm quando stampi gli altri filamenti e allora perche' vuoi modificare il jerk? vuoi abbassare anche quello? puoi usare il comando M205 X Y Z per modificare il jerk se la fuznione è abilitata puoi salvare i nuovi valori con m500 altrimenti crei il custom gcode le sfere sono sempre un problema, essendo molto piccola forse viene stampata troppo lentamente per questo tipo di filamento (almeno è quello che sembra a me). la combinazione di diversi fattori fa si che questo particolare filamento non sia adatto a cose piccole come la sfera con quella velocita', quella temperatura etc... p.s. le stampanti brand offrono una scelta limitata di filamenti proprio perche' non è solo la meccanica ma anche la chimica del filamento a permetterti di stampare bene. è normale che ci siano dei filamenti che richiedano impostazioni sensibilmente diverse rispetto ad altri. -
RepRapFirmware su MKS SGen L V1.0 32Bit
FoNzY ha risposto a Salvogi nella discussione Software di slicing, firmware e GCode
da quello che ho capito il raspberry ti serve per 5 minuti, giusto il tempo per configurare la porta sull'esp e poi torna nel cassetto il pinout mi sembra sia indicato anche nella guida, in alternativa prendi il pinout della scheda e lo sistemi. come configuri tipo di stampante etc... credo che dovrai comunque editarlo se quello gia' fatto non va bene... di reprap ne so' meno di niente... ma se ti prendi una bella duet clone? la mia va una bomba e l'installazione del firmware è veramente semplicissima.... -
RepRapFirmware su MKS SGen L V1.0 32Bit
FoNzY ha risposto a Salvogi nella discussione Software di slicing, firmware e GCode
perche' dici "insieme ad altre cartelle" mi sembra di aver capito che vuole solo il file .bin (che poi è sempre cosi per marlin) hahahaha...è un impresa... il raspberry ti serve per configurare la porta di esp8266 sei convinto di volere il wifi?! 😅 Dopo Aver configurato la porta nella sd quando colleghi esp alla skr la prima volta devi avere: Duet Web Control aggiornato che trovi al link i file di configurazione che crei usando il tool al link (controllando il pinout) devi creare un file chaimato board.txt contenente questa parte: //Config file to define Hardware Pins LPC Boards. //Note: Each line should be less than 120 characters. // : Unwanted options can be commented out or set to NoPin.... poi usando Yat o pronterface ti connetti alla scheda ed abiliti il modulo wifi come su una duet (credo tu possa usare anche lcd, io uso quello) -
Distacco si un angolo da un pezzo......
FoNzY ha risposto a Tanbruk nella discussione Problemi generici o di qualità di stampa
direi che è perfetto...se vuoi risparmiare anche il polistirolo va benone -
Distacco si un angolo da un pezzo......
FoNzY ha risposto a Tanbruk nella discussione Problemi generici o di qualità di stampa
parliamo di una stampa di 6 ore non piccolissima, un minimo di warping usando petg lo hai per forza... io ci sto passando proprio questi giorni, un oggetto molto particolare warpa sempre e comunque...sono arrivato ad usare il super attack per tenerlo giu' ma il problema alla base è il fenomeno in se che quando c'è non puoi "toglierlo"...la soluzione piu' efficace è chiudere la stampante p.s. visto che la stampa è massiccia porta il piano alla piu' alta temperatura possibile (80-90 gradi) aiuta parecchio -
se hai un tester la cosa migliore sarebbe vedere se dall'alimentatore escono veramente i 12\24volt richiesti se scolleghi il riscaldatore non cambia niente perche' è comunque spento quando accendi la stampante...se la colleghi al usb (con spina staccata) dovrebbe comunque accendersi non credo che il problema siano i 30watt della cartuccia riscaldante...molto piu' probabile che sia il piano con i sui 80-150watt... comunque secondo me hai un problema piu' serio....
-
Non è ancora un problema, ma un consiglio
FoNzY ha risposto a Tanbruk nella discussione Problemi generici o di qualità di stampa
è un discorso un po' complicato....se adesso hai 2 linee come spessore pareti con l'ugello da 0,8 con 1sola linea avresti lo stesso spessore salvando tempo. con un ugello da 0,8 potresti stampare layer piu' alti salvando molto tempo ma la qualita' ne risente... per tutto il resto non cambia niente... -
Comincia bene e finisce male
FoNzY ha risposto a annadeluca nella discussione Problemi generici o di qualità di stampa
no, sicuramente non è il firmware. il firmware darebbe problemi piu' gravi e ben diversi tipo le scritto sul display mancanti... secondo me hai un problema meccanico di qualche tipo, gli altri assi come sono messi? la ruota godronata è pulita? perche' si finisce sempre a questo punto?...mi servira' uno psichiatra per sti cavolo di firmware... -
Comincia bene e finisce male
FoNzY ha risposto a annadeluca nella discussione Problemi generici o di qualità di stampa
caldo è ok, non deve essere bollente...80-100gradi il driver: è sulla scheda madre, deve avere un aletta metallica di raffreddamento incollata sopra...forse si è staccata
-
Comincia bene e finisce male
FoNzY ha risposto a annadeluca nella discussione Problemi generici o di qualità di stampa
potrei ipotizzare che possa essere il driver dell'estrusore o il motore, hai fatto caso se diventano bollenti dopo ore di stampa? il driver ha ancora la sua aletta di raffreddamento? puoi postare una foto del problema? -
Alchool e grasso per manutenzione, quali e dove ?
FoNzY ha risposto a Cubo nella discussione Hardware e componenti
scusate, non ho resistito 😅 -
Alchool e grasso per manutenzione, quali e dove ?
FoNzY ha risposto a Cubo nella discussione Hardware e componenti
roba da ricchi l'ipa 😅..io uso acqua e sapone per i piatti in un apposito spruzzino io ci metto grasso al ptfe ogni passata di papa, è un grasso morbido ma non "intattile" come molti (sempre robaccia sia ben chiaro!) -
Ugelli per pla: quantità o qualità ? Consigli su quali in particolare ?
FoNzY ha risposto a Cubo nella discussione Hardware e componenti
la maggior parte degli hot end usano ugelli V6 o Mk8 poi ci sono degli hot end proprietari che usano ugelli proprietari credo che il dragon st usi sempre il v6 ma non ci giurerei.... -
Ugelli per pla: quantità o qualità ? Consigli su quali in particolare ?
FoNzY ha risposto a Cubo nella discussione Hardware e componenti
in effetti avrei potuto anche scrivertelo dove li vendono 😅 https://www.3djake.it/e3d/ugello-in-ottone-v6-175-mm -
Ugelli per pla: quantità o qualità ? Consigli su quali in particolare ?
FoNzY ha risposto a Cubo nella discussione Hardware e componenti
quindi quelli cinesi 😅 tanto vale prendere quelli da 1 euro su amazon certo che no e nemmeno quelli che che prendi a 15 euro su amazon in set da 3 nessun particolare motivo per evitarli le pareti sono multipli della dimensione dell'ugello...se hai lo 0,8 fai perimetri da 0,8 o da 1,6mm... -
Ugelli per pla: quantità o qualità ? Consigli su quali in particolare ?
FoNzY ha risposto a Cubo nella discussione Hardware e componenti
gli ugelli in acciaio hanno un altro scopo, durano anche di piu' (relativamente perche' anche quello in ottone dura tantissimo) l'ugello in acciaio (inox) serve per stampare nell'ambito del "biocompatibile", è solo un discorso di "certificazione" perche' potresti stampare gli stessi materiali anche con ottone. è un ugello piu' resistente ma è un "effetto collaterale", è caratterizzato da un minore attrito(altro effetto collaterale) che comporta un eventuale riduzione della ritrazione, trasmettendo il calore in modo diverso rispetto all'ottone dovrai modificare la temperatura di stampa. l'ugello in acciaio temprato è caratterizzato da un maggiore attrito (collaterale) e serve per stampare filamenti abrasivi. stampa anche i filamenti classici ma dovrai ritoccare ritrazione e temperatura rispetto all'ottone.(i filamenti abrasivi non puoi stamparli con l'ugello in acciaio inox) l'ottone è adatto alla stampa di tutti i materiali eccetto quelli abrasivi e quelli bio (solo per un discorso di certificazione) Io preferisco prendere ugelli originali e3d perche' anche se costano di piu' hai una sicurezza maggiore in fatto di diametro effettivo e durano una vita (3-4000 ore). l'ugello cinese dura lo stesso tempo ma forse hai un diametro non corretto