FoNzY
-
Numero contenuti
6.831 -
Iscritto
-
Ultima visita
-
Giorni Vinti
515
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di FoNzY
-

CR-10 S5 - Shifting e perdita passi
FoNzY ha risposto a KingArthur nella discussione Problemi generici o di qualità di stampa
ciao, in questi casi è sempre bene essere presente quando si manifesta il problema in modo da vedere e sentire eventuali impedenze meccaniche...escluderei il firmware, a me è successo diverse che il bowden dopo u po' di tempo si incastrava e causava la perdita di passi, potrebbe essere il tuo caso? -
ciao matteo,ho una m200 v4, l'anno di produzione non lo ricordo, ha circa 1200 ore(ma devo controllare quante di preciso) per sipondere anche alla tua altra domanda, 800 euro+ un eventuale kit di restauro potrebbe non essere male come prezzo, tieni presente che pero' le m200 in passato venivano vendute con il piano v1 e l'estrusore v1 entrambi fuori produzione perche' problematici ed i pannelli laterali sono praticamente necessari per usare la macchina ma sono venduti come optional... se sei interessato posso darti maggiori informazioni sulla mia m200,mandami la mail in pm che ti mando le foto e tutte le informazioni che vuoi...
-
Stampa con strati a vuoto
FoNzY ha risposto a robmar77 nella discussione Problemi generici o di qualità di stampa
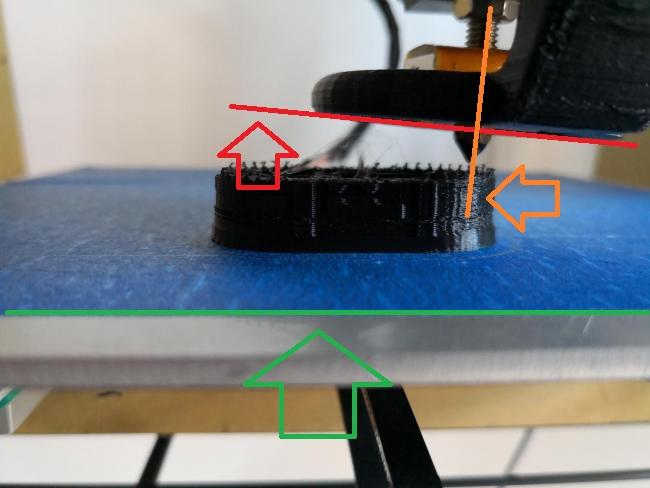
io su questa foto ho notato un bel po' di cose strane...non so se sia l'inclinazione della camera ma sembrano ci siano problemi di perpendicolarita' tra piano ed estrusore....è montata correttamente questa macchina?
-
Stampa con strati a vuoto
FoNzY ha risposto a robmar77 nella discussione Problemi generici o di qualità di stampa
l'unica cosa che mi viene in mente se la stampante non mostra segni evidenti di perdita di passi potrebbe un impostazione di stepp\mm in Z un po' sballata...ogni volta che la stampante aumenta l'altezza in z (0,2 ad esempio) un impostazione sbagliata la fa alzare di "un poco di piu'",finche dopo X layer l'altezza dell'errore è superiroe a quella dell layer stesso...se fosse cosi il problema dovrebbe presentarsi sempre dopo lo stesso tempo da inzio stampa..... -
Stampa con strati a vuoto
FoNzY ha risposto a robmar77 nella discussione Problemi generici o di qualità di stampa
e cosa fa la stampante? strani rumori,si blocca, perde passi...cose del tipo? -
Stampa con strati a vuoto
FoNzY ha risposto a robmar77 nella discussione Problemi generici o di qualità di stampa
sei un po' vago...sembra che ci sia un problema in Z, ti sei mai trovato davanti alla stampante quando si manifesta il problema? -
Dubbi...tantissimi
FoNzY ha risposto a Claudio Carabelli nella discussione La mia prima stampante 3D
ciao claudio, per quanto rigurda le stampanti 3d di questa fascia, sia meccanicamente che elettronicamente non vengono quasi mai apportate modifiche consistenti tra un edizione e l'altra, quindi tra un modello vecchiotto e uno piu' recente cambia veramente poco o niente. dando uuna rapida occhiata su amazon ho visto che la hephestos non è economica e su quel prezzo ci sono tantissime stampanti praticamente identiche che offrono anche il piano riscaldato. puoi guardare le tronxy x5 e x5s, creality cr10, le geeetech.... tutti modelli piu' o meno recenti che si assomigliano tra loro moltissimo.... -
Io di terni
-
dato che ci sei, oltre a i cavi toglierei pure il connettore che la 99% è lui rotto e non i cavi.....
-
è giusto quello che dice l'immagine?
-
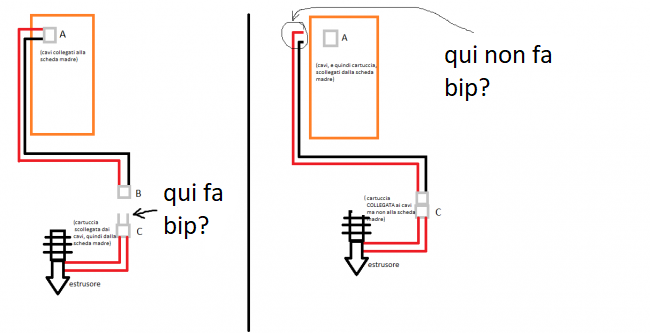
rileggendo il mio commento sembra che fossi un po' arrabbiato😁... ma ti garantisco che non lo ero,scrivo qui per aiutarti,era notte notte fonda quando ho scritto,forse era solo un po' di sonno😂 non ho capito che intendi per test in 'V'? devi fare il test di continuita' e il voltimetro deve fare 'bip'...
-
si esatto devi testare come nel secondo esempio ma ancora una volta non devi misurare la resistenza!!!!! devi imspotare in test di continuita', misurare la resistenza sta a signifacare quantificare il valore della resistenza in ohm, ma a te questo cosa importa? neinte! e nel caso del test della resistenza questo si fa sulla resistenza non su resistenza+cavi(xke il cavo in se è una resistenza) effettua il test nella foto a destra in modalita' di continuita' se il voltimetro fa bip la cartucci è ok ed il problema è nella scheda mader in caso contrario cambia la resistenza(cartuccia)
-
Alcune superfici stampate risultano non lineari, è normale?
FoNzY ha risposto a Bipolar nella discussione Problemi generici o di qualità di stampa
in teoria no,ma potrebbe essere,in generale non è mai una buona idea spostare la stampante... -
Alcune superfici stampate risultano non lineari, è normale?
FoNzY ha risposto a Bipolar nella discussione Problemi generici o di qualità di stampa
prendi uno spessimetro tipo questo dove ti danno diversi spessorihttps://www.amazon.it/Silverline-793828-Spessimetro-0-05-1-0-mm/dp/B0015NPP9C/ref=sr_1_4?ie=UTF8&qid=1531683406&sr=8-4&keywords=spessimetro. io ad esempio con layer da 0,2 stampo il primo layer a 0,25mm, quindi per calibrare il piano uso lo spessimetro apposito, se devo cambiare altezza basta prendere lo spessimetro corretto dal mazzo..... per quanto riguarda la stampa purtroppo non ci sono alternative....devi essere li... puoi vedere quando si manifesta il problema (es layer 100) e metterti li solo per quei minuti.... -
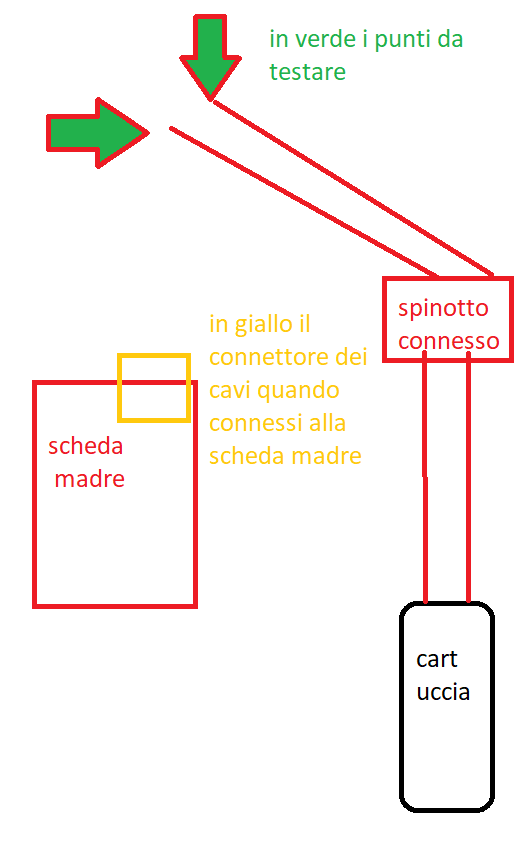
non ci siamo, lascia stare la temperatura, il sensore funziona, infatti mostra 30 gradi che è la temperatura dell'aria, avvolte salta di un grado perche è un sensore da 10centesimi e ci sta che sia una ciofega. che resistenza vuoi testare? ti interessa veramente sapere da quanti ohm è la cartuccia o il termistore? c'è differenza tra: misurare la continuita' della resistenza e misurare il valore della resistenza,non confonderti! come funziona il voltimetro in test della continuita': manda una piccolissima carica elettrica dal puntale + e se questa carica raggiunge il puntale - gli permette di fare bip. quindi tu devi mettere un puntale su un cavo della cartuccia, l'altro puntale nell'altro cavo della cartuccia per vedere se la corrente passa dal puntale+, al cavo ,alla cartuccia e torna indietro nell'altro cavo fino all'altro puntale-. il test devi farlo con la cartuccia scollegata dalla scheda madre ma con possibilmente lo stesso cavo che usa quando connessa alla stampante(in modo da verificare anche il cavo stesso)
-
Alcune superfici stampate risultano non lineari, è normale?
FoNzY ha risposto a Bipolar nella discussione Problemi generici o di qualità di stampa
tralasciando la regolazione del piano quella imperfezione è data dal mancato scorrimento di un asse. sebbene l'asse si muova normalmente di solito, in uno o piu' punti c'è un movimento non lineare dell'asse che crea quei rigonfiamenti(ma potrebbe creare qualsiasi altra forma) i motivi per cui accade sono due, il primo è un eccessivo sforzo meccanico che casua un momentaneo blocco del motore e manda l'asse fuori posizione, il secondo motivo è un eccessivo gioco nell'asse, quando l'asse raggiunge quel punto qualcosa di lento o rotto gli permette di muoversi in una direzione non voluta causando il rigonfiamento.... dovresti essere presente quando si manifesta il problema in modo da vedere cosa accade..... per quanto riguarda la calibrazione del piano invece del foglio io uso uno spessimetro di spessore= all'altezza del primoi layer. si madna in stampa un oggetto e si spegne la macchina durante la stampa del primo layer(in modo che l'estrusore sia all'altezza del primo layer) con il piano e l'estrusore ancora caldi si passa lo spessimetro tra piano e ugello in modo da verifacare che l'altezza sia quella impsotata da software, misurando in 4 punti allo stesso tempo verifichi la planarita' del piano..... -
porca puzzola!,che confusione😂 premessa: spero tu non abbia bruciato niente! dal tuo test sul punto 3 sembra che la cartucce siano funzionanti ma prima di darti la tragica notizia di una scheda madre rortta, fai il test come ti indico sotto.... prendi la cartuccia(quella che gigi è stato cosi gentile da mostrarti) e la scolleghi dalla scheda madre(no si testa niente quando è montato). imposti il voltimetro in test di continuita'(la modalita' in cui fa bip quando tocchi le punte) e controlli le estremita dei cavi che escono dalla cartuccia, non c'è un rosso e un nero, come vedi dalla foto sono entrambi rossi,a questo punto il voltimetro deve fare "bip" e scrivere a schermo 0(zero). a te interessa che la cartuccia ossia la resistenza(quindi non polarizzata e con i cavi di colore casuale) sia ancora tutta intera infatti se la cartuccia è intera la corrente puo' scorrere(circuito chiuso) e quella puo' solo scaldarsi. nel caso questa(la cartuccia) sia integra e comunque non scaldi il problema è nella scheda madre(prima che toccassi con il voltimetro in giro, dubitavo che potesse essere lei, ma adesso...😁) nel caso la cartuccia sia integra ti sconsiglio di avvicinare il voltimetro alla scheda madre perche data la tua confusione(che è normale,sapessi quante ne ho bruciate io...) rischi di fare tanti danni, semmai fatti aiutare da chi piu' pratico.... P.S secondo il tuo schema a 3 punti il punto migliore sarebbe il n1(in modo che testi anche il cavo), ma il test va fatto con i cavi scollegati altrimenti anche se la cartuccia è rotta il voltimetro potrebbe segnare 0 perche magari dalla parte della scheda madre tutto funziona.
-
infatti come dici il problema è che non scalda non che non rileva la temperatura, nel caso il sensore fosse guasto non vedresti la temperatura o vedresti una temperatura totalmente sballata. il problema è nella cartuccia riscaldante o nei suoi fili. per prima cosa controlla i fili che siano collegati bene alla scheda madre e che non siano danneggiati poi se hai un voltimetro puoi fare un test di continuita' su i cavi della cartuccia(il circuito deve risultare chiuso).se non hai un voltimetro ed i cavi non sono danneggiati prendine direttamente una nuova tanto costa pochi euro e vedi se quella nuova funziona.....(nel caso non funzionasse il problema potrebbe essere piu' serio e rigurdare la scheda madre)
-
Estrusore non riscalda
FoNzY ha risposto a Beatrice nella discussione Problemi generici o di qualità di stampa
secondo me il tuo caso è diverso, nella prima foto (quella di beatrice) il display dice "def\190" mentre nella tua dice 50\200. la cosa strana è che arrivi a 50 gradi e non rimani a temperatura ambiente. se la cartuccia fosse rotta la temperatura rimane quella ambiente e non sale enmmeno di 1 grado, sinceramente credo che nel tuo caso il problema sia nell'hardware della scheda madre. collegandola al pc puoi usare il programma repetier host(forse anche cura ma non lo conosco troppo bene) e passare ogni tipo comando alla macchina es: muovere un asse di x,estrudere o ritrarre scaldare il paino e\o l'estrusore...... -
Estrusore non riscalda
FoNzY ha risposto a Beatrice nella discussione Problemi generici o di qualità di stampa
il problema è nell "profilo" preheat PLA che spesso non funziona,non è impostato,è impostato male.... non conosco la anet ma da display c'è sicuramente la funzione per scaldare ad X gradi in modo separato il piano e l'estrusore singolarmente..... puoi anche connettere la stampante al pc e riscaldare manualmente da pc l'estrusore fino alla temperatura desiderata, poi sempre da pc caricare manualmente il filamento, questa cosa è utile per vereificare il funzionamento della cartuccia riscaldante(nel caso non si scaldi nemmeno da pc è probabilmente guasta) -
Anet A6 con estrusore che resta freddo
FoNzY ha risposto a ERRECI nella discussione La mia prima stampante 3D
la qualita' delle macchine è intenzionalmente bassa per massimizzare il guadagno, le stampanti 3d hanno fatto un grande salto di qualita' e di popolarita' ma rimangono prodotti di nicchia, è normale che il cinese di turno prenda la soluzione piu' economica a disposizione, le rotture nelle stampanti cinesi sono all'ordine del giorno, ogni volta che attacchi la spina è una scommessa! devi guardare se i fili della cartuccia termica sono collegati saldamente senza interruzioni. nel caso non ci siano problemi con i fili il problema potrebbe essere la cartuccia in se.(ma visto che sembra si scaldi di qualche grado, dubito che sia la cartuccia che in genere funziona o non funziona senza vie di mezzo) se la cartuccia ed i cavi sono integri il problema è sulla scheda madre ma se non sai cosa sia un mosfet e come muoverti lascia stare e chiedi la sostituzione. -
Anet A6 con estrusore che resta freddo
FoNzY ha risposto a ERRECI nella discussione La mia prima stampante 3D
la cartuccia termica dell'estrusore non ha polarita' e quindi non importa come colleghi i fili,in quanto essa è un resistore che semplicemente oppone una resistenza al passaggio della corrente trasformando la corrente in eccesso in calore. ti avrei detto che il problema risiede nei fili o nelle connessioni ma sembra che tu abbia gia smanettato parecchio con essi ed avresti gia' visto eventuali interruzioni(se rincontrolli non è male)... a questo punto il problema potrebbe essere sulla scheda madre,potrebbe esserci una saldatura fatta male o il mosfet posto sulla scheda madre adibito all'accensione dell'estrusore rotto. -
Cubo di test, problema angoli
FoNzY ha risposto a Whitedavil nella discussione Problemi generici o di qualità di stampa
nella prima foto secondo me vai semplicemente troppo veloce o comunque con accelerazione troppo alta(per quelli che sono i limiti della amcchina)... nella 2 e 3 foto sei ok, quello deve essere il prodotto finale, non saprei proprio che consigliarti....sei vicinissimo al limite della stampante, meglio non credo si possa ottenere senza rientrare nel discorso dell'impostazione ad hoc per una "singola stampa"... -
Prima stampa 3D - consigli per la colorazione
FoNzY ha risposto a Bipolar nella discussione La mia prima stampante 3D
mancano due informazioni fondamentali, il materiale del modello pla,abs...etc e che tipo di smalto hai usato.... da quello che scrivi sembra come che la colpa sia la tua di aver rovinato il modello "uscendo un bel lavoro, ma poi sovrapponendo strati di colore al fine di fare qualche sfumatura ho rovinato tutto "😅 io personalmente con gli oggetti stampati in 3d faccio questi passaggi: carteggiatura, tanta e per tanto tempo(ma tanto tempo) applico uno stucco spray in bomboletta(xke molto leggero e si carteggia facile) altra carteggiatura se necessario uso uno stucco spalmabile per plastica (bi-componente perche molto resistente) altra carteggiatura stucco spray altra carteggiatura colore finale che sia acrilico o bi-componente -
Cubo di test, problema angoli
FoNzY ha risposto a Whitedavil nella discussione Problemi generici o di qualità di stampa
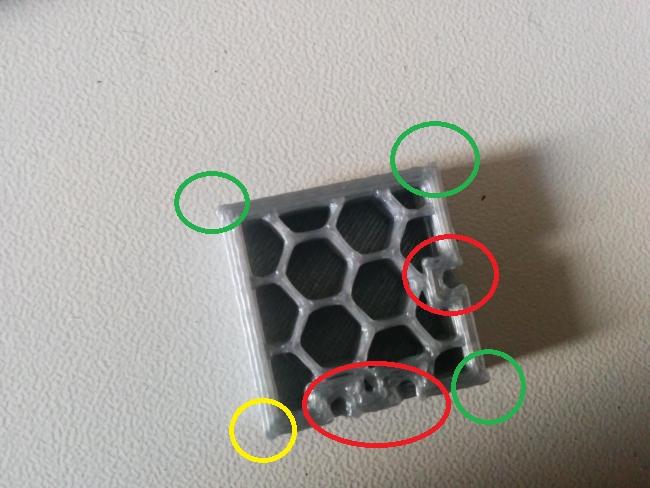
secondo me questa stampa è ottima e non c'è altro da fare.devi considerare che è una fdm e tu sei perfettamente nella finestra di utilizzo ottimale, non ha senso smanettare altre impostazioni per avere un cubo piu perfetto(che comunque sarebbe difficile da ottenere) se non hai intenzioni di stampare cubi da torneo...quando passi alle vere stampe, la micro impostazione per il cubo non sarebbe piu' adatta gli angoli esterni sono perfetti (in verde) quello giallo un po' meno (ma se riprovi 100 volte verrebbe sempre diverso) in rosso ci sono quei micro spigoli che mostrano segni di troppa temperatura ma sono cosi piccoli che ci sta che siano rovinati(nell'impostrazione globale qualcosa va sacrificato) puoi aumentare la velocita' della ventola (che comunque dovrebbe essere sempre al 100% per il PLA) diminuire la temperatura a 190 e sopratutto non riscaldare il piano. tenere il piano a 60 gradi con il pla è solo uno spreco di potenza, un piano freddo (sotto ai 30*) peggiora l'adesione ma siamo in estate ed è praticamente impossibile che succeda, quindi piano riscaldato a 30 gradi o spento. secondo me spegnere il piano (o non tenerlo a 60) basta gia' a migliorare i micro spigoli di questo cubo....