

FoNzY
-
Numero contenuti
6.380 -
Iscritto
-
Ultima visita
-
Giorni Vinti
436
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Risposte pubblicato da FoNzY
-
-
è uguale agli altri questo end-stop? che tipo di end stop sono? se hanno il led di funzionamento hanno anche una polarita'.
nel firmware sono tutti impostati nel modo corretto nc\na?
-
 2
2
-
-
spiega meglio il problema, che intendi per schizza in alto? se ho ben capito tu imposti una temperatura ma l'estrusore sale oltre questo "limite" per fatti suoi?
quanti gradi raggiunge? quanti gradi hai impostato? visto che dici "schizza" lo fa in modo repentino?( es. in un 1 secondo va da 100 a 150)
hai controllato che la temperatura mostarta sia quella effettiva?
-
come ti ho detto sono tutte uguali, una ha seri problemi da una parte mentre l'altra li ha da un altra parte....alla fine si equivalgono in pieno....
tutti queste stampanti che nomini in realta sono uguali al 95%. l'unico consiglio è di prendere quella piu' famosa in modo che in caso di problemi trovi piu' infarmozioni nel web.
per la dogana come ti ho detto è calcolata a caso! e non viene calcolata per pacchi di valore inferiore a 22 euro o su piccoli pacchi dei quali il valore potrebbe essere di 22 euro.....non si rischiano pratiche burocratiche per poi non beccare un euro XD
-
ciao @StefanoV allora come hai detto giustamente 200 euro sono pochi e non puoi aspettarti grandi cose con un budget cosi basso.
tu parali di qualita' di stampa ebbene una anet,una tronzy,una p802...,una zortrax ed una makerbot hanno la stessa qualita' finale di stampa!! tutte fdm con una risoluzione media di 0,2, le prime 3 devi stare sempre a rittoccarle ed avranno milioni di problemi le altre due sono plug&play.
hai trovato in rete i problemi della tronxy e della a8 che sono mono estrusore ed hanno lo stesso prezzo della p802qr2 quindi per forza di cose avra' li stessi problemi anche questa!!
stesso prezzo ma con un estrusore in piu'= almeno gli stesi problemi!
chiarito il fatto che tutte hanno problemi conviene prendere questa a due estrusori (capendo il fatto che il doppio estrusore puo' causare il doppio dei problemi ovviamente) ma se per un tuo sfizio,voglia,necessita' vuoi tentare il doppio estrusore perche' no, alla fine se troverai i parametri giusti stamperai in due colori!(risolvendo in continuazioone piccoli problemi che si manifestaNO come con le altre a singolo estrusore)
perche su amazon costa il doppio? c'è anche la parte che si prende amazon ovviamente ma devi inoltre considerare che sul pacco che ti arriva da gearbest devi calcolarci la dogana! (se non è spedito da europa)siamo in italia e qusta tassa viene calcolata a caso ( o almeno cosi pare) io su una da tronzy da 300 euro pagai 75euro di dogana ma cè gente che ha pagato il doppio per pacchi con valore di 150euro.
oltre alla dogana devi considerare tutta la parte burocratica dello sdoganamento, mail,fax,invio fatture,etc.. il tutto avvolte anche in inglese.
consigli sulla stampante non ne ho, posso dirti che alla fine stamperai con buona qualita' ma avrai in ogni caso molti piccoli problemi da risolvere!
-
ALLORA!!!!
il PLA va stampato a 190 gradi, sicuramente non a temperatura piu' alta!!!!!
il piatto a 60 gradi è utile se senti freddo
 per la stampa del PLA il piatto puo' essere anche freddo, se hai la stampante in casa dove la temperatura è "normale" lascialo spento se invece la stampante è in un luogo freddo (tipo garage) mettilo a 40\50 gradi se vuoi scaldarlo.
per la stampa del PLA il piatto puo' essere anche freddo, se hai la stampante in casa dove la temperatura è "normale" lascialo spento se invece la stampante è in un luogo freddo (tipo garage) mettilo a 40\50 gradi se vuoi scaldarlo.
parli dell'alttezza del piano ed è sicuramente qui il problema, stai stampando un primo layer ad un altezza piu' che doppia rispetto a quella ottimale\minima per la stampa!!(sensazione personale)
il problema è propio che il foglio di carta non basta, devi usarlo con la consapevolezza di quello che fai!(è normale per un neofita sbagliare questa parte)
prima di concentrarci sul piano regolato che software usi? altezza primo layer come è stata impostata? altezza degli altri layer?
vetro lucido o opaco??????? carta? foto del vetro? scusa ma non ho capito questa parte.........
-
bè sei stato un po' vago, per aiutarti dovremmo sapere piu' informazioni possibili del tipo.... materiale,temperatura,ugello,software sul pc,velocita' impostata etc......
-
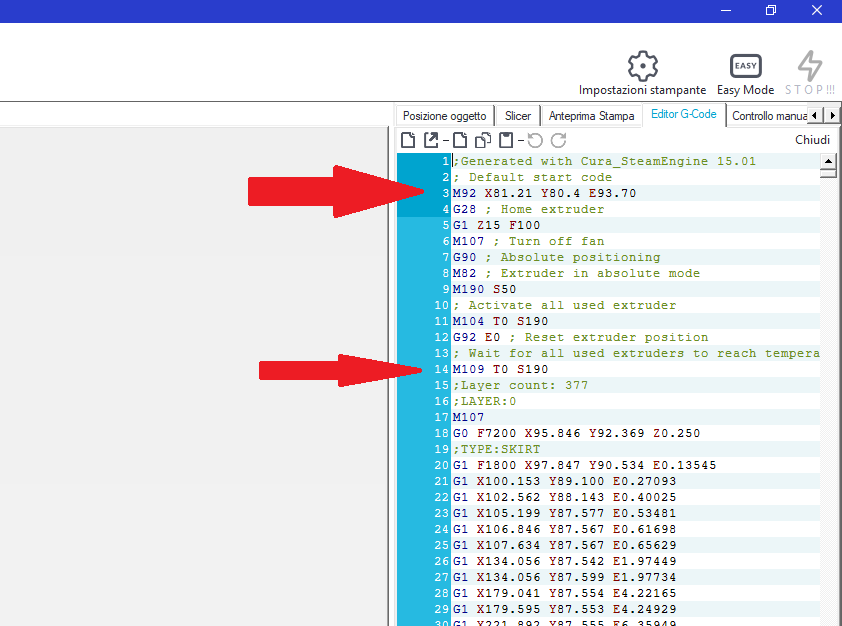
11 minuti fa, eavo dice:
Ciao, dovresti poter salvare gli step dei motori nella memoria eeprom. Io per comodità lo faccio usando repetier-host.
avresti ragione nel 99% dei casi ma purtroppo le tornxy non prevedono tale funzione, come hai suggerito correttamente piuttosto di cercare un firmware in rete @tony che nessuno ti certifica funzioni su una tronxy ti conviene aggiungere all'iniizio di ogni g-code le impostazioni step\mm e temp estrusore come d'altronde faccio anche io
-
ciao @Qadrog e benvenuto.
credo che tutti abbiamo percorso la strada del "Niubbo" se è questo che intendevi
cosa intendi per risultati decenti? una zortrax(o simili) da 2500$ ha la stessa identica qualita' pura di stampa di una prusa da 400$. entrambe ugello da 0,4, entrambe usano stesso materiale etc.. la qualita' pura nelle fdm è piu' o meno sempre la stessa, se vuoi migliore qualita' devi cambiare tipologia ad esempio "sls" e siimili.....
la differenza di prezzo sta nella affiidabilita', sull'assenza di "bug" software e tecnici e su l'uso di un software proprietario......
i risultati decenti alla fine li avrai con tutte le stampanti,quindi se sai dove mettere le mani comincia con una cosa tipo prusa, mentre se vuoi una stampante plug & play ed hai un budget è all'altezza prendi una zortrax,makerbot,sharebot,.....etc....
due estrusori= piu' velocita'? no!! 2 estrusori= due colori per l'ogetto, in alcuni casi la possibilita' di stampare il supporto in materiali diversi\idrosolubili.
per un niubbo--> 2 estrusori= piu' problemi
tutti gli estrusori possono usare tutti i materiali presenti in commercio? no!. qui ci sarebbe un discorso molto lungo da fare che evito di fare, puoi cercare altre info su internet cercando:
"differenza tra bowden e direct", "come stampare xxx fllamento".... ti basti sapere che praticamente tutti gli estrusori stampano in PLA e ABS e molti altri materiali simili, i "problemi" nascono con filamenti particolari tipo "ninja flex" o simili........
una stampante 3d non fa molto rumore,la ventola della stampante è paragonabile ad un ventilatore e poi ci sono i motori durante la stampa che aggiungono un altro po' di rumore(paragoniamola ad un televisore a medio volume).devi considerare che una stampante 3d scalda la stanza e crea vapori anche tossici quindi in camera è da escludere, in garage o cantina è il posto ideale.
il tempo di stampa per un oggetto che avra' poi una finalita'(esempio di piccola scatolina) è di 3\5 ore,è facile arrivare a stampe di 12ore ma perrsonalmente la mia stampa piu' lunga è durata 25 ore( e non ti credere che fosse grande)
-
"def" credo stai a signifacare "default" ossia la temperatura impostata da software, non mi vengono in mente errori di sistema che iniziano per "def".
che filo si è staccato dal piano? le stampanti 3d prima scaldano il piano e poi l'estrusore, se il piano non funziona rimane in "attesa" del piano che essendo rotto non si scaldera' mai.....
-
ciao @Lanjazz in termini di qualita' assoluta di stampa non c'è differenza tra bowden e direct entrambi hanno i loro pregi e loro difetti a prescindere dalla qualita' di stampa ma questo non toglie che nel tuo particolare caso la qualita' sia migliorara magari anche a causa di altri fattori legati all'estrusore.
comunque manca la foto che volevi mostrarci, probabilmente non è stata caricata con successo
-
hai provato a spegenre tutto e riprovare? il piatto a 70 gradi è troppo per il pla (o in alternativa 180 gradi per ABS sono pochi)
-
cosa intendi per "un po' di tempo"?. un tempo di attesa normale non supera i 10 minuti.
-
Il 17/1/2018 at 01:27, ALucaB dice:
ciao, grazie della risposta, ho risolto mettendo qualche giro di filo intorno all'oggetto da stampare cosi quando inizia la vera stampa non perde colpi
@ALucaBintendi lo skirt?
con un ugello da 0,4 fai stampe grandiose ad altissimo livello se è tutto ben settato.
devi spiegarmi meglio che iintendi per "filo che esce a tratti", stampi in PLA o ABS?
-
anche se prende in input valori in percentuale alla fine stiamo sempre parlando di valori "fissi"
primary layer height: imposti 0,2 (in modo da avere tutti i layer a 0,2)
First layer hight: tra 100% e 150% (devi trovare tu il parametro per avere un buona adesione senza un eccessivo schiacciamento) e se riportiamo in numeri reali queste percentuali sono: il 100% di "primary layer height" quindi 0,2mm e il 150% di primary layer height" ossia 0,3mm
First layer Width: 200% sembra ok anche se credo sara' poco.
velocita' ok.
-
divi impostare il priimo layer tra 0,2 e 0,3 e tutti glii altri a 0,2, in generale si fa cosi per le prime stampe, solo quando con layer da 0,2 e stampa ottimale potrai aggiustare i paramteri per la stampa a 0,1.
i perimetri ti rimangono attaccatti al piano perche' sei parecchio sottoestrusione, le linee sono troppo sottili e non si attaccano tra loro. nel primo layer non si deve il motivo di infill ma solo una base solida senza buchi.
cose da fare:
imposti altezza primo layer: 0,2
estrusione priimo layer: almeno il 50% in piu' di come è ora
numero di linee perimetro 2
-
devi sicuramente aumentare l'infill in modo da avere il layer pieno senza buchi.
non capisco perche' nella foto ci sono due linee di perimetro solo in alcuni punti mentre per la maggior parte è solo una linea, cosa è successo?
per cercare le impostazioni ottimali ti conviene impostare layer da 0,2, solo dopo quando avrai gia' una buona base impostare layer da 0,1
-
il riempimento è sicuramente troppo basso, si vedono chiaramente gli spazi vuoti mentre il primo layer deve essere bello pieno.
il problema non è l'infill ma sono i perimetri,che oltre ad essere fuori posizioni sono anche tremolanti con gli angoli molto rivanti, inoltre il piano non è ben livellato(nella parte basse si vede il perimetro piu' schicciato)
il problema della posizione dei perimetri potrebbe essere causato da dua fattori, cinghia lenta o velocita' troppo alta. una velocita' idonea al primo layer è di 25-30 mm\s.
hai notato qalcosa di strano durante la stampa dei perimetri? perdite di passo,rumori,sfregamento con il piano etc....
diirei che forse il primo layer è troppo alto, con risoluzione 0,2 primo layer tra 0,2-0,3mm
-
escluderei un problema hardware (Magari prova a soffiare lo slot sd), il mio consiglio è quello di usare una sd normale con una capciita' 2\4 gb, inoltre verriifica che sia formattata in FAT32 altriimenti non la trova
-
 1
1
-
-
ciao @Gin0 per il resto non posso aiutarti, ma per quanto riguarda l'ugello l'unico che ho visto sul sito della wasp da 1mm sta a 20euro+iva ed è un prezzo onesto, l'acciaio costa!!! quelli delle stampanti 3d classiche sono in ottone molto piu' economico e considera che in questa fascia di mercato ci sono mille "cloni cinesi"....
potresti provare ad usare un ugello in ottone al posto di quello in acciaio ma non so che problemi potresti riscontrare......
-
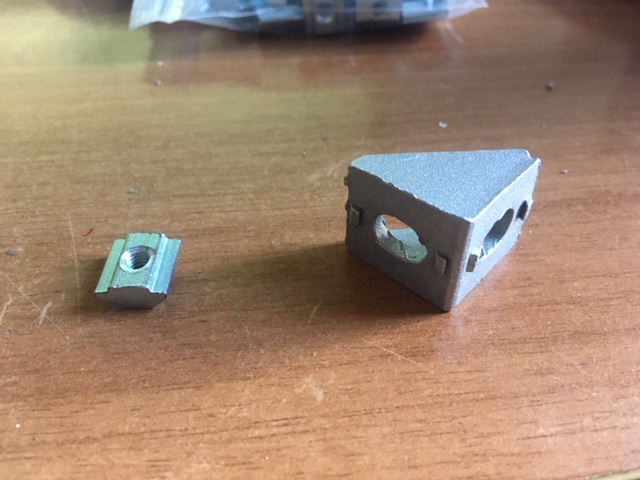
come da titolo vendo questo materiale acquistato per un progetto non piu' ultimato.
sono accessori utili per fissare un telaio artigianale in profilati di alluminio 2020,2040,4040 etc... o per rinforzare un telaio gia' esistente.
T-Nut---> zincati foro M4-->0,50 cent cad. 100pz disponibili (sono del tipo che entrano dal lato del profilo non possono essere inserite a telaio montato)
Staffa ad L--> dimensioni 20x20mm 90*---> 1,00 eur cad. 100pz disponibili.
eventuale spedizione poste\corriere pagamento come preferite.
-
da quanti gb è la sd? la massima capacita' che riesce a leggere è di 4gb oltre questa capacita' non rileva la sd anche se presente perche appunto la dimensione è troppo grande per essere letta
-
il babystepping dovrebbe servire a questo se ho capito bene cosè, in alternativa puoi agire su i driver
-
@Aldebaran94 ti stai focalizzando troppo nel cercare una temperatura "ideale" che "non serve" e che è quasi impossibiile da trovare. non posso dirti la tempratura ideale per te in quanto vanno presi in considerazione mille fattori compresa la temperatura ambiente e se vogliamo anche le minuscole ed uniche imperfezioni nel tuo hot-end. facendo delle semplici prove la temperatura ideale è la temperatura minima con la quale riesci ad estrude senza problemi.per quanto riguarda il distacco dei layer le cause possono essere molteplici. se fosse il piano regolato male dovresti avere delle imperfezioni nel priimo layer che poi si intensificano negli altri, hai due motori per l'asse che Z magari non girano sincronizzati,potresti avere come dici un asse storto, ma esluderei la temperatura per ora. posta una foto della stampa "sbagliata" forse riusciamo a vedere il problema.
-
se il budget è propio risicato anche cosi dovrebbe andare bene.....
 per la stampa del PLA il piatto puo' essere anche freddo, se hai la stampante in casa dove la temperatura è "normale" lascialo spento se invece la stampante è in un luogo freddo (tipo garage) mettilo a 40\50 gradi se vuoi scaldarlo.
per la stampa del PLA il piatto puo' essere anche freddo, se hai la stampante in casa dove la temperatura è "normale" lascialo spento se invece la stampante è in un luogo freddo (tipo garage) mettilo a 40\50 gradi se vuoi scaldarlo.


Scanner 3d
in La mia prima stampante 3D
Inviato
interessato,seguiro' la discussione...per ora nutro dei dubbi riguardo la qualita' di scannerizzazione,sai niente a riguardo?
25 euro mi sembrano tanto pochini vedo alluminio e tanti pezzi stampati, ma fossero 50 o 100 se la qualita' è decente sara' sempre un bel progetto economico....