FoNzY
-
Numero contenuti
6.838 -
Iscritto
-
Ultima visita
-
Giorni Vinti
516
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di FoNzY
-

assi x e y e manopola menù Geeetech prusa i3 pro b
FoNzY ha risposto a Tomfan nella discussione Problemi generici o di qualità di stampa
questo è un problema di stepp\mm probabilmente sono stati iseriti valori sbagliati nel firmware nella voce stepp\mm X,Y... questo, in aggiunta al problema degli stepp\mm mi fa pensare che abbiano caricato un firmware sbagliato sulla scheda..... si certo,cosa vuoi sapere?.... -
sembra essere un problema di stepp\mm o un problema di relativo alle barre Z anche se credo sia piu' la prima ipotesi.....
-
Stampante 3d Dimensioni Ridotte
FoNzY ha risposto a foxnett nella discussione La mia prima stampante 3D
ciao, per qaunto riguarda mini stampanti 3d me ne vengono in mente due ossia la tronxy x1 e la geetech e180 mini.l il problema è che sicuramente non sono affidabili dal punto di vista hardware, se la tua esigenza non è quella di rientrare in un budget particolarmente ristretto date le dimensioni ridotte potrebbe essere piuttosto facile fare una "home made" di piccole dimesnioni cercando di avere una stabilita' hardwhare. -
Zortrax m200 Assi che si muovono
FoNzY ha risposto a Netservice SAS nella discussione Problemi generici o di qualità di stampa
questo l'ho capito.... questo no.....se mi spighi meglio cerco di aiutarti.... -
puoi usare questo script: G91 G1 X10 Y10 Z10 M104 S0 ; turn off extruder M140 S0 ; turn off bed M107 ; disable fan M84 ; disable motors a fine stampa sposti l'estrusore di 1cm in x\y in modo che non bruci la stampa e poi ancora 1cm in alto in Z. in repetier-host puoi impostarlo come script finale(non so se puoi farlo anche in cura) per quanto riguarda la stampa....😅... ci sei andato pesante, dici che sopravvive alla prima buca? spero di si...ma....🤔 l'originale è fatto in plastica caricata quello che stampi in 3d è molto piu' fragile....
-
calibrazione stampante
FoNzY ha risposto a Lorenz_Keel nella discussione Problemi generici o di qualità di stampa
ma non sto dicendo che il risultato non sia ottimo anche su una stampante cinese sto solo ipotizzando che la precisione che sta cercando di trovare lorenz sia "inutile" in una fdm, poter fare mille o piu' parti che si incastrano perfettamente tra loro con una stampante cinese e pur mantenendo una precisone alta è sicuramente possibile ma non dobbiamo cadere nell'impossibile perche' anche una macchina da centinaia di migliaia di euro ha un errore intrinseco ben piu' alto di quello che sta cercando di limare lorenz sulla sua china cr10. -
calibrazione stampante
FoNzY ha risposto a Lorenz_Keel nella discussione Problemi generici o di qualità di stampa
l'asse Z da problemi perche la cr10 come tutte le cinesi è pessima in fatto di precisione. hai risultati contrastanti perche' essendo una meccanica pietosa la coppia anche se bassissima dei motori di Z flette il piano quando vai in home. non hai mai regolato lo z-endstop e quindi è normale che 1\2 decimi sia' l'erroe medio di base.(avoglia a stepp\mm per correggere 2 decimi in 2cm) è ovvio che su una stampa da 40 ore l'errore è piu' marcato, ma questo è inevitabile. se vuoi avere una precisione del decimo di millimetro su una stampa da 40 ore devi cambiare tecnologia, le FDM non potranno mai averla. tu vuoi misurare la differenza tra 400 E 408 STEPP\MM IN 2CM. 1mm\400=0,0025 mm 1mm\408=0,0024 mm 0,002mm*20=0,04mm, è un valore talmente piccolo che viene nascosto dall'elasticita' del materiale (plastica) sopratutto se misurato per compressione come fai con il calibro. quello che tu stai facendo non ha senso alcuno eccetto che quello di complicarti la vita. per correggere un errore minimo su 2cm, fai in modo che ci sia un gigantesco errore su le grandi stampe perche' 2cm sono una distanza troppo piccola e la meccanica è troppo poco sensibile. se quello che vuoi è una precisione "particolare" devi trovare un valore decente di stepp\mm per le piccole stampe ed uno decente per le grandi stampe ma l'errore sara' 0,1mm per le piccole e almeno 0,2mm per le grandi in ogni caso.(su fdm). se fai 1000 stampe in plastica con lo stesso valore di stepp\mm avrai 1000 misurazioni diverse supponendo che tu abbia uno strumento abbastanza sensibile da misurare queste variazioni. -
se mantieni l'attuale meccanica una 32bit non portera' ad alcun miglioramento ma tuttavia se la differenza di prezzo è accettabile per le tue tasche una 32 bit è parlando per assoluti migliore (anche se di poco)
-
calibrazione stampante
FoNzY ha risposto a Lorenz_Keel nella discussione Problemi generici o di qualità di stampa
non sempre è poossibile farlo, spesso nei firmware di stampate brandizzate viene lasciata attiva la funzione in marlin che blocca all'utente la possibilita' di cambiare i dati nella eeprom. diepende dalla stampa, sicuramente non si puo' essere risolto dasolo. se l'errore è minimo in una stampa poco alta potresti non notarlo oppure questo errore potrebbe essere occultato da un layer di base troppo alto\basso. potrebbe anche essere lo strumento ce usi per la misurazione non troppo accurato a mascherare l'errore. 428.8 stepp\mm invece di? -
calibrazione stampante
FoNzY ha risposto a Lorenz_Keel nella discussione Problemi generici o di qualità di stampa
il problema delle stampanti "cinesi" o simili è che soffrono problemi di affidibilita' a causa della meccanica mediocre. il problema che hai riscontrato in Z è molto comune, il piano andrebbe livellato prima di ogni stampa in modo che necessiti solo di una piccola regolazione. inevitabilmente quando stacchi la stampa dal piano ne cambi la sua posizione in Z (di meno di 1 decimo di millimetro) ma a lungo andare questo causa un problema "importante" nella calibrazione di Z -
Problema filamento HelloBeePrusa
FoNzY ha risposto a JacopoBeePrusa nella discussione Problemi generici o di qualità di stampa
se non hai problemi di temperatura (tipo ventola malfunzioannte) l'unica atra aoluzione per cio' che vedo è il filamento sia di cattiva qualita'. quanto lo hai pagato? -
Problema filamento HelloBeePrusa
FoNzY ha risposto a JacopoBeePrusa nella discussione Problemi generici o di qualità di stampa
che marca di filo stai usando? che materiale ed a che temperatura stampi? -
Problema filamento HelloBeePrusa
FoNzY ha risposto a JacopoBeePrusa nella discussione Problemi generici o di qualità di stampa
il problema sembre essere che filamento si scioglie troppo in alto, praticamente il tuo filo si scioglie parzialmente all'interno dell'cold block (gola) invece di sciogliersi nell'ugello. il filamento diventando morbido invece di "spingere" si espande creande un blocco. ci sono due possibili cause, la rima è che per qualche motivo il calore arrivi dove non deve. la causa di questo potrebbe essere un maflunzionamento della ventola dell'estrusore oppure che la parte calda hot end( quadratino di metallo ) tocchi la parte fredda dell'estrusore. la seconda possibile causa e motlo probabile è che all'interno della gola manchi il tubo in ptfe. il tubo in ptfe è un tubo di plastica (uguale a quello dove passa il filo) che isola in parte il filo al suo interno dal calore. per verificare il tubo in ptfe devi smontare l'estrusore e nel caso non ci fosse basta tagliare un pezzetto di bowden e inserirlo nella sede. https://www.youtube.com/watch?v=xB0N3e472vY il video è un tutorial su come cambaire il tubo (o inserirlo nel caso non ci sia) ovviamnete il video è dimostrativco le dimensioni deveno essere appropiate per il tuo hot end -
Vorrei cambiare ugello, per ridurre i tempi di stampa.
FoNzY ha risposto a Elaboratore nella discussione Problemi generici o di qualità di stampa
certo che devi cambiare dei parametri...devi cambiare molti parametri...... la velocita' di estrusione è l'unico parametro che lo slicer si calcola dasolo e non devi modificare 😅 supponiamo che tu voglia mettere uno 0,6mm lo spessore delle pareti che adesso è probabilmente a 0,8mm va rivisito e portato a 0,6 (1 linea) metterlo a 1,2(2 linee) non ridurrebbe il tempo di stampa. modificare l'altezza del layer, stampare con la stessa risoluzione dello 0,4 per quanto riguarda Z ridurrebbe il tempo di stampa di solo un 30% (diminuendo le linee di perimetro e lasciando l'altezza del layer invariata) quindi dovrai usare layer da 0,3 o 0,4 invece che i soliti 0,2. la velocita' va diminuita, nel caso dell'ugello da 0,6mm rispetto a quello da 0,4 la velocita' va diminuita del 20%. la ritrazione va diminuita, la pressione all'interno dell'ugello è piu' bassa qundi meno distanza di ritrazione. il numero di layer pieni... prima ad esempio stampavi 3 layers pieni (probabilmente) quindi 1,2mm adesso ti basta 2 layer pieni per avere la stessa rigidita'.... ...sicuramente ho scordato altre cose da modificare ma spere chi ti sia fatto un idea.... -
intendevo di provare a stampare un oggetto che tenda a causa della forma a deformare in modo evidente e che magari non necessiti di molte ore di stampa.... su thingiverse se cerchi "warp test" trovi dell barre rettangolari adatte al test 😁
-
potresti farci una valanga di test... tipo un gancio in pla ed uno in hsm identici e fare delle prove di trazione.... vedere se questo hsm si scioglie in acetone....fare una stampa impossibile per vedere se deforma....anche se un po' piu' complesso, potresti vedere se perde il colore se esposto alla luce uv...... seguo con molto interesse sarei curioso di provarlo.....
-
Problemi filo/estrusione
FoNzY ha risposto a Olga nella discussione Problemi generici o di qualità di stampa
questo problema potrebbe avere innumerevoli cause, dovresti effettuare altri test.... il motore dell'estrusore gira libero? la ghiera metallica sull'asse del motore ha un piccolo grano per tenerla in posizione, forse si è allentato....temperatura di stampa? potrebbe essere il filamento (an che se remota come ipostesi) che marca usi? -
In cerca di un software...
FoNzY ha risposto a VKV1999 nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
Potresti provare patran e nastran, sono programmi che misurano i carichi statici e/o dinamici sugli oggetti. Potresti cambiare lo spessore del carbonio per vedere come reagisce ma i programmi non sono gratuiti (anzi) e non sono affatto facili da usare se non mi “citi” difficilmente vedo le risposte -
non ho ben capito la tua domanda..... il discorso si riduce ad una questione di costi.... per il tuo progetto basta una scheda a 8bit? se la risposta è si, non serve spendere piu' soldi per una 32 bit.... c'è chi dice che la qualita' di stampa delle 8bit sia piu' bassa delle 32 bit ma come ti ho detto dipende dal tuo progetto... avere una scheda 32 bit su una meccanica mediocre potrebbe essere inutile.... parla meglio del tuo progetto in modo che si riesca a capire quale potrebbe essere la scelta miglore....
-
ANYCUBIC I3 MEGA PROBLEMA
FoNzY ha risposto a Bongo87 nella discussione Problemi generici o di qualità di stampa
il problema è che il motore di X perde passi... le cause possono essere milioni,dovresti fornirci altre informazioni..... -
Cablaggio ventola radiale Minitronics 2.0
FoNzY ha risposto a albemasci nella discussione Software di slicing, firmware e GCode
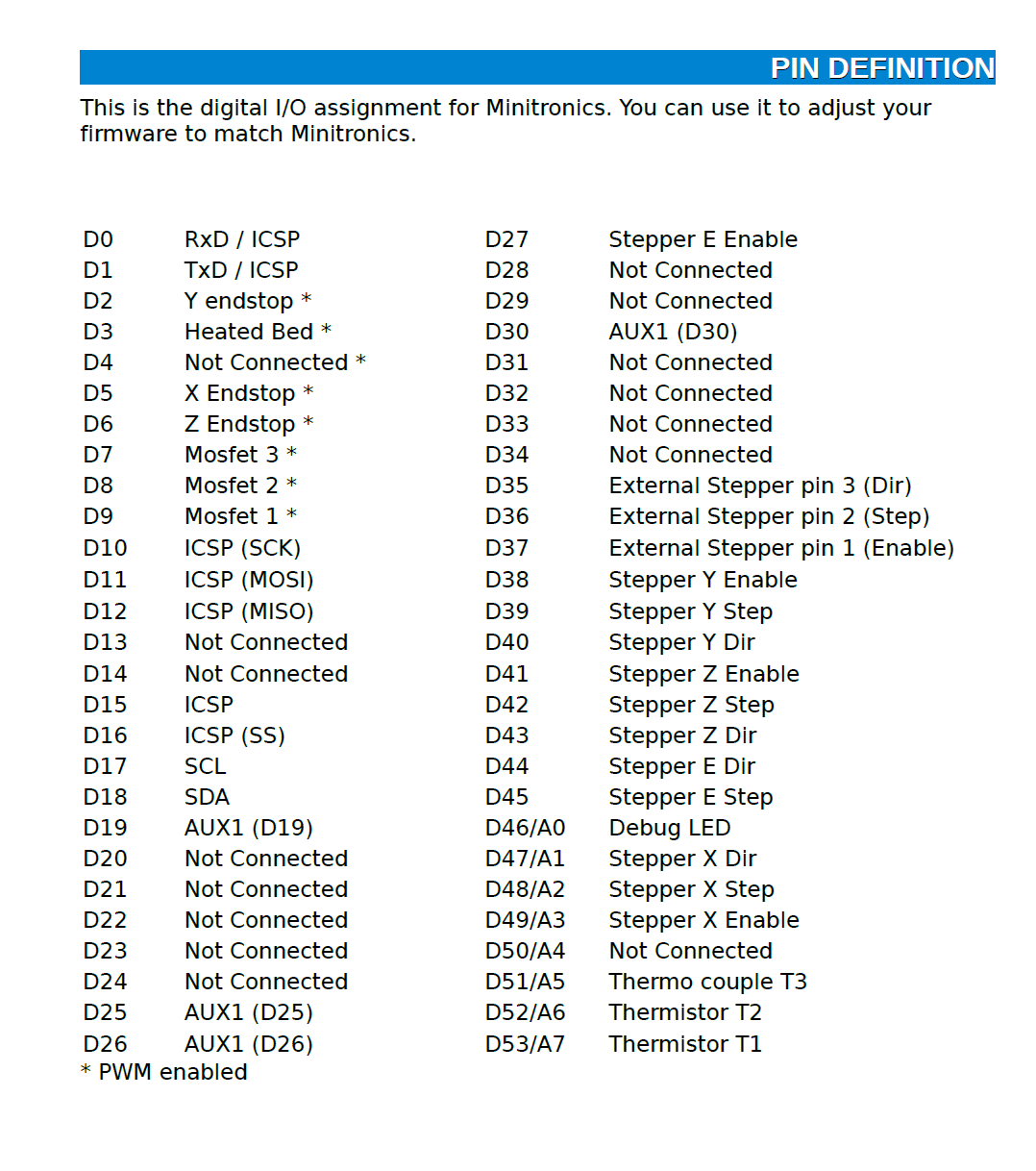
su questa tabella si sono scordati di mettere quali pin supportano il pwm, guardiamo la tabella della v1 dove li hanno messi: i pin che supportano il pwm sono quelli da d1 a d9 e sono tutti utilizzati eccetto che per questo d4 (che non capisco dove sia) fatta eccezione per quella in d4 se vuoi collegare un altra "periferica" in pwm devi sacrificare qualcosa. se questo d4 esiste puoi mettere il servo li e il bl touch al posto di Z end stop il contrario oppure fai un arrosto, rosso +5v, marrone gnd. aux1\2 supportano il pwm? sembra di no. il bltouch funziona solo in pwm? non lo so, ma se funziona solo in pwm (cosi sembra) allora non funziona su aux perche a quanto pare aux non è in pwm.
-
Cablaggio ventola radiale Minitronics 2.0
FoNzY ha risposto a albemasci nella discussione Software di slicing, firmware e GCode
i pin che supportano il pwm sono quelli da d1 a d9, da quello che ho capito hai montato il bltouch sul pin d6 (end stop Z) quindi supponendo che tu non voglia rinunciare ad altri end-stop l'uncio pin disponibile in pwm è il pin D4 -
Cablaggio ventola radiale Minitronics 2.0
FoNzY ha risposto a albemasci nella discussione Software di slicing, firmware e GCode
premetto che questi tizzi della "xxx-tronics" non sono nuovi a scirvere cavolate nei manuali.... smbra che sia cosi, da quello che trovo su internet è giusto dire che "cooling fan" sia la ventola per il materiale.... e sembra anche giusto dire che "fan" sia influenzata dalla stringa "auto_fan_" se dovessi scegliere di rimuovere 1 ventola delle 3 rimuoverei quella della scheda madre ma questa è una scheda con driver incorporati e magari ha giganteschi problemi di temperature.... purtroppo credo che dovrai fare dei test non credo che nessuno abbia la risposta definitiva alla tua domanda..... -
Prime stampe di grande dimensione e sfogliamento
FoNzY ha risposto a Cralbe nella discussione Problemi generici o di qualità di stampa
212 gradi per il PLA sono troppi, potrebbero causare anche una sotto-estrusione che potrebbe essere la causa del problema... riscaldare il paino per il PLA nons erve a niente, se la stampante è in casa e quindi la temperatura della stanza non scende sotto i 20\15 gradi non ha senso sprecare potenza per riscaldare il paino.... nel brim si vede un imperfezione, io eviterei i stampare il brim e userei solo 2 linee di raft... verifica che la stampa del primo layer sia impeccabile.... -
Cubo test, problemi con un angolo
FoNzY ha risposto a andrea21 nella discussione Problemi generici o di qualità di stampa
il problema è chiaramente un impedimento meccanico nell'asse y. qualcosa blocca lo scorrere del carrello in quel punto....potrebbe essere una cinghia lenta, un cuscinetto rovinato, un cavo che tira... data la grandezza macroscopica dell'imperfezione direi che è qualcosa di ben visibile e riproducibile anche mnualmente facendo scorrere il carrello....