dnasini
-
Numero contenuti
4.517 -
Iscritto
-
Ultima visita
-
Giorni Vinti
179
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di dnasini
-

Filamento si blocca nel bowden in corrispondenza della clip
dnasini ha risposto a Alomor nella discussione Problemi generici o di qualità di stampa
La mia lo montava da subito quindi non so darti una comparazione. Quello che ho letto e' che risulta piu' "lubrificato" opponendo minor resistenza al passaggio del filamento -
BTT SKR mini E3 V3.0 e ricompilazione fw
dnasini ha risposto a dnasini nella discussione Software di slicing, firmware e GCode
Ho cominciato il review di Marlin (mentre cuoce il ragu') e torno a chiedere se e' meglio configurare il classic Jerk o la Junction Deviation.... voi che dite? io avevo lasciato quello che avevo sulla mia vecchia scheda (Classic Jerk) ma nn ho idea se con questa sia meglio la Junction Deviation -
Piccolo o grande aiuto ?
dnasini ha risposto a fabulus nella discussione Problemi generici o di qualità di stampa
Se gia' nn hai controllato, prova a partire da qui https://drive.google.com/file/d/1_jnyMfNkm4sPJhKyN46ey5CO-ks4MRyR/view Per tutte le impostazioni, ufficiali e non, puoi guardare qui https://www.elegoo.com/pages/3d-printing-user-support -
Ender 3 pro scheda(forse) andata...
dnasini ha risposto a chipxx_MI nella discussione Hardware e componenti
mah, quello puo' dipendere dai magazzini, nn mi preoccuperei troppo, io aspetterei ancora qualche gg poi aprirei una controversia su aliexpress e se vedi che nn si muove nulla, se hai pagato con PayPal, aprila anche li. Io nell'ultimo anno ho acquisto diverse cose su Aliexpress e mi sono sempre trovato bene seguendo 2 regole principali: - Se posso acquisto sempre sugli store ufficiali (quando possibile) anche se costa un po' di piu' - Uso sempre spedizione Aliexpress Standard (tracciabile) So cole di basso costo mi prendo qualche rischio sul venditore (es ultimo monitor BTT preso da terze parti al costo di 8 euri) ma solo quando sono disposto a rischiare una somma bassa -
BTT SKR mini E3 V3.0 e ricompilazione fw
dnasini ha risposto a dnasini nella discussione Software di slicing, firmware e GCode
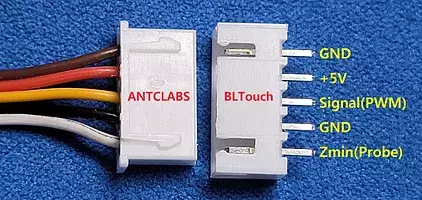
Porca paletta!!!!! nn ci ho dormito stanotte, ma credo che sia si un problema di cablaggio. Ho confrontato il cablaggio del BLTouch spare con quello montato. Sembra che 5V e GND siano invertiti 😞 La cosa che mi ha fuorviato e' che lo schema colori sul BLTouch (stock con la CR20 Pro) non rispecchi la documentazione. Sulle due MB Creality (stock e silent) li ho usati cosi' come sono e funzionano, sulla SKR mini E3 nn vengono invece rispettati gli ordini dei colori. Domanttina faccio swap e riprovo Ultimo Aggiornamento: Il problema era appunto la rimappatura dei pin (thx @Killrob) tra i colori ufficiali Antclab e la sua variante : Mio Cavo Antclab Rosso Marrone Blu Rosso Giallo Giallo Nero Nero Bianco Bianco Lato MB, con la mia piattina, ho dovuto invertire i cavi Bianco e Nero su Z-Stop e Rosso e Blu lato Z-Probe. Al boot, adesso, il BLTouch fa il suo test facendo uscire la probe e, testando con il dito la Homing di Z, fa quello che ci si aspetta Dal punto di vista del cablaggio, sembra quindi tutto a osto, ora dovro' ricontrollare le config di Marlin perche' ieri, proso dal panico, ho cominciato a cipollare quindi potrei aver sminchiato qualcosa 😉 Ora al volo chiudo il paziente, rimetto a posto e vado a preparare le lasagne (me le merito tutte) e nel pomeriggio faccio i lavori di fino
-
Problema ender 3 v2
dnasini ha risposto a MANUEL_BOTUS nella discussione Problemi generici o di qualità di stampa
puoi postare una foto gisto per capire di cosa si tratta? -
Ender 3 pro scheda(forse) andata...
dnasini ha risposto a chipxx_MI nella discussione Hardware e componenti
La spedizione e' con tracking oppure no? -
BTT SKR mini E3 V3.0 e ricompilazione fw
dnasini ha risposto a dnasini nella discussione Software di slicing, firmware e GCode
ho un dubbio sullo z stop (cavo bianco e nero). Se guardo il connettore e lo inserisco nello z stop sulla mb, i cavi risultano invertiti rispetto alla loro funzione. Ho provato ad invertire i fili ma nn e' cambiato nulla.... adesso, pero', mi viene il dubbio quindi domani magari riprovo. La cosa che mi fa strano e' che la scheda proprio nn parta quando collego entrambe le connessioni, come se ci fosse un corto e andasse in protezione.... Nel dubbio, avendo un BLTouch di ricambio, domani provo anche a sostituirlo in toto per vedere se cambia qualche cosa -
BTT SKR mini E3 V3.0 e ricompilazione fw
dnasini ha risposto a dnasini nella discussione Software di slicing, firmware e GCode
Funziona tutto ad eccezione del BLTouch, se lo collego la scheda nn parte 😞 Ho la configurazione di cavi 3 + 2 (non il cavo collegabile alla Z Probe) quindi ho collegato i 3 cavi ai primi 3 pin del connettore Z-Probe e il connettore 2 pin allo Z Stop. Se entrambi i connettori sono collegati, la cheda nn parte, se uno dei due e' collegato, la scheda parte.... Che sia un prob di configurazione in marlin? -
BTT SKR mini E3 V3.0 e ricompilazione fw
dnasini ha risposto a dnasini nella discussione Software di slicing, firmware e GCode
Vabbe'..... sembra che ho fatto l'ennesima domanda e mi sono anche dato la risposta 😄 A quanto pare era proprio la prolunga del cavo. Non so se perche' troppo lunga oppur perche' c'era qualche contatto ballerino, sta di fatto che usando la piattina collegata direttamente il tutto dunzioni 😄 Purtroppo e' piuttosto tirata, ma a giorni dovrebbe arrivarmi il cavo pre-attestato, quindi posso farmelo andare bene....... -
BTT SKR mini E3 V3.0 e ricompilazione fw
dnasini ha risposto a dnasini nella discussione Software di slicing, firmware e GCode
Allora, oggi ho montato la scheda SKR Mini E3 V3 sulla CR20 Pro connettendo solo Power e schermo per fare l'upload del firmware e vedere che l'LCD funziona. Bhe... posso dire che l'upload del firmware ha funzionato..... mentre l'LCD un po' meno. Non mi e' ancora arrivato il cavo sdoppiatore acquistato, quindi ho connesso pin x pin l'EXP1 della scheda con EXP1 e EXP2 dell'LCD come da schemi sopra riportati Purtroppo, il risultato che ottengo e' il seguente ma nn riesco a capire cosa ho sbagliato, ho ricontrollato il cablaggio sulla MB e quello delle guide trovate e anche nel file Marlin dei pin, i piedini sono mappati correttamente. Potrebbe essere il cablaggio posticcio a dare problemi? ho dovuto ceare una "prolunga xche' il cavo singolo e' troppo tirato. Aggiungo anche un video giusto per completezza Qualcuno ha qualche idea da suggerirmi?
-
Top layer con bordi in rilievo
dnasini ha pubblicato una discussione in Problemi generici o di qualità di stampa
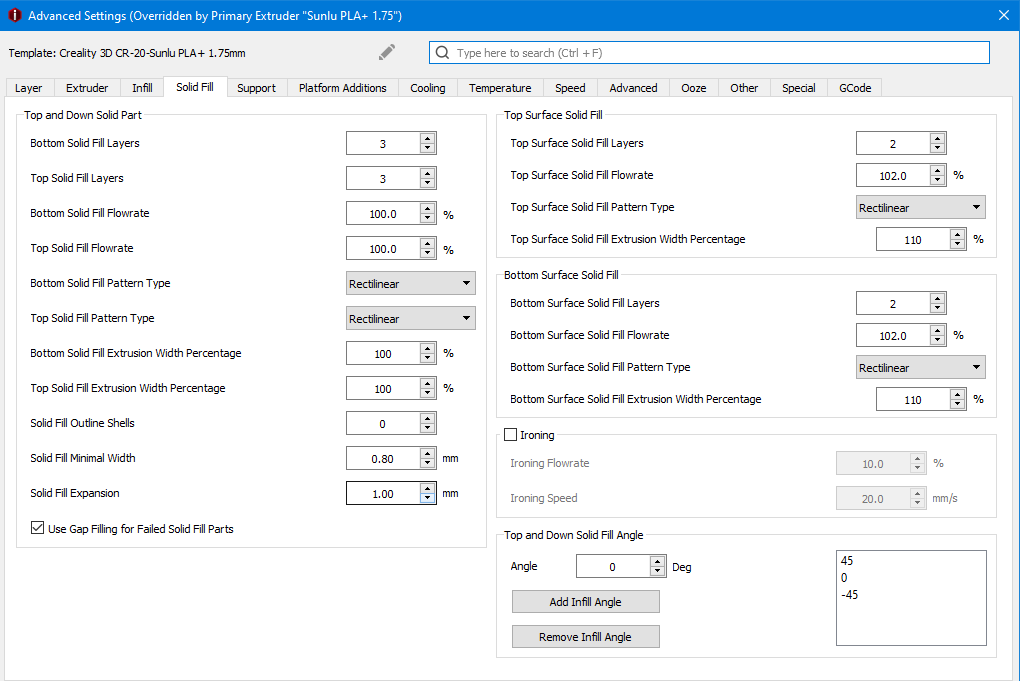
Ciao a tutti, utilizzo come slicer ideamaker e ad oggi non sono ancora riuscito a risolvere, o quanto meno mitigare, un difetto che mi ritrovo nella stampa dei top layer. Qui di seguito vi giro un esempio dove ho evidenziato il difetto di cui parlo. Si tratta di un ispessimento in corrispondenza della chiusura del top layer Qui di seguito, invece, la schermata dei settaggi dello slicer Qualcuno ha qualche suggerimento?
-
Problema ender 3 v2
dnasini ha risposto a MANUEL_BOTUS nella discussione Problemi generici o di qualità di stampa
Con una gola Bore (passante) se usi queste temperature il ptfe in battuta sul nozzle ti dura come un gatto in tangenziale..... Se "vuoi" stampare a queste temperature, devi sostituire la gola con una all-metal o una bi-metal altrimenti nn c'e' storia.... Non esiste un "valore". Il metro di giudizio e' piu' che altro visivo: se il filamento non viene trascinato e la ruota gocronata slitta, devi serrare di piu' la molla, se ti accorgi che il filamento spinto (ad esempio a vuoto) porta i segni dei denti della ruota godronata, la devi allentare. Da questo punto di vista, se vuoi fare un upgrade alla tua macchina, puoi sostituire l'estrusore con un dual gear che migliora il trascinamento e la qualita' di stampa finale -
Problema ender 3 v2
dnasini ha risposto a MANUEL_BOTUS nella discussione Problemi generici o di qualità di stampa
Ciao, in tutta onesta nn e' facile valutare lo stato della gola da questa foto. Immagino sia una gola Bore (quella stock) quindi, per vedere se effettivamente non ci sono residui consistenti sulle pareti, potresti provare a far passare una punta da trapano da 4mm. L'operazione devi farla con mooolta delicatezza per evitare di rigare le pareti. Quando era capitato a me con la gola Bore, dall'esterno sembrava tutto in ordine ma mi sono accorto che era incrostata solo passandoci la punta del trapano (ovviamente a mano, nn con il trapano 🙂 ) Relativamente al tubo in PTFE, hai quello bianco o quello blu? Hai verificato se per caso il giunto pneumatico in cima al dissipatore dell'hotend nn provochi una strozzatura? Altra cosa che puoi controllare e' in che condizioni e' la ruota godronata dell'estrusore. Verfica se sulla dentatura della ruota non ci siano residui di filamento che facciano perdere aderenza durante il trascinamento. Fatto questo, verifica che la molla che spinge la ruota godronata per bloccare il filo sia adeguatamente tensionata. Attenzione che anche una tensione eccessiva crea problemi deformando il filamento che poi, entrando nel PTFE, fa attrito -
FlSUN Q5 eccessiva adesione al piatto
dnasini ha risposto a Pergo nella discussione Problemi generici o di qualità di stampa
Io il piatto magneti flessibile l'ho sempre trovato molto utile e pratico. Sulla mia CR20 Pro, che lo montava di default, l'ho cambiato con uno in acciaio rivestito in PEI e ti dico "mai piu' senza"!!!! ho da poco acquistato anche una stampante a resina e anche li ho subito montato un piatto flessibile magnetico e mi sono semplificato notevolmente la vita -
buchi presenti sulle stampe (aiuto urgente)
dnasini ha risposto a YoungNM nella discussione Problemi generici o di qualità di stampa
sembra essere un problema di sottoestrusione, io ricalibrerei il flowrate. Se poi ti capita solo sui top layer, io verificherei il flowrate impostato per i top layer, solitamente e' maggiore rispetto al flow rate impostato. -
Problemi di stampa Artillery Hornet
dnasini ha risposto a daniele13 nella discussione Problemi generici o di qualità di stampa
Ciao, cosi' ad occhio vedo due problemi principali: - sottoestrusione ( noti dei cambi di densita' nella seconda figura) - configurazione non ottimale degli overhang Per la prima, rifarei una temptower per confermare la temperatura di estrusione del materiale e successivamente ricalibrerei il flowrate Per la seconda, in parte dipende dalla configurazione (qui puoi fare dei test di bridging e overhang x capire i settaggi migliori) ed in parte dalla meccanica (capacita' di raffreddamento del comparto materiale: Fan + fan duct). Una volta capiti i settaggi piu' indicati per bridge ed overhang, se nn sei soddisfatto dei risultati (lunghezza bridge o angolo max di overhang) puoi capire come rendere piu' efficace il raffreddamento. Tieni presente, cmq, che gli overhang ed i bridge sono casi estremi e dovresti cmq indirizzarli con dei supporti. Nel mio caso specifico, ho spinto la mia configurazione fino ad ottenere bridges da 80mm e overhang di 70gradi (con risultati accettabili). Detto questo, io ho configurato il mio slicer x mettere supporti con bridge di 40mm e overhang di 55gradi perche', cmq sia, basta poco per rovinare una stampa 🙂 -
Grazie, io al momento uso Octoremote e devo dire che mi trovo bene, ma sono sempre aperto a nuovi test 😉 Sono gia' in questa config semplicemente schermando con nastro isolante il pin dei 5V sul connettore USB
-
Impossibile livellare...bed deformato?
dnasini ha risposto a TheClue nella discussione Problemi generici o di qualità di stampa
E chi ha detto che ci vogliamo uscire? 😄 ... a me nn e' ancora arrivata la SKR mini E3 V3.0 che gia' sto pensando al prossimo upgrade.... altro che tunnel del Gottardo (e nn l'ho citato a caso 🤣) -
Si l'ho trovato anche io questo video 😄 ora ho provato ad installare i due plugins di cui sopra ma quello Meross mi da un errore e nn si carica 😭 ho aperto un bug con lo sviluppatore e vediamo cosa ne esce....
-
@Salvogi grazie alla tua osservazione, mi sono messo a cercare sia il rele' che il plugin. Come rele' avrei individuato quello della BTT visto che montero' una SKR mini E3 v3.0 che ha di default l'ingresso per la segnalazione dello stato per comandare appunto un rele'. Ma questo, al momento, sembra essere il piano B in quanto, cercando il plugin, mi sono imbattuto in questi 2 PSU Control + add-on PSU Control - Meross Meross e' appunto la smartplug che ho gia' installato a casa. Questo significa, se le cose funzionano come penso, che da Octoprint posso configurare uno status tale per cui, a fine stampa, Octoprint comanda la smartplug per togliere corrente. Il funzionamento e' analogo a come lo utilizzo io adesso, ma il vantaggio e' che l'evento e' pilotato dalla fine stampa e non dall'impostazione che faccio io manualmente. Ci devo fare una pensata e qualche ricerca ancora, ma se dovesse essere, riuscirei a raggiungere l'obiettivo a costo 0 😄 Il rele' lo potrei cmq usare come protezione sui corto circuiti per staccare l'alimentazione
-
Impossibile livellare...bed deformato?
dnasini ha risposto a TheClue nella discussione Problemi generici o di qualità di stampa
sante parole..... se faccio il conto di quanti upgrade ho fatto sulla mia CR20 Pro e del conseguente costo, bhe mi sarei potuto permettere una stampantona 😄 BTW, con la stampantona nn avrei avuto modo di divertirmi cosi' tanto a fare gli upgrade 😋 -
mmmm anche questa idea nn e' male, cercando in giro avevo gia' visto questa possibilita' che ha octoprint di comandare un rele', ma avendo la presa smart nn ci avevo badato poi piu' di tanto. Grazie per il suggerimento 😉
-
Grazie per il suggerimento. In effetti nn ve l'ho raccontata tutta; io nn sono tanto interessato a gestire outage a livello di griglia quanto gestire l'interruzione dell'alimentazione dalla mia smartplug. In soldoni, quando avvio stampe lunghe che terminano di notte, programmo la smartplug x staccare la corrente idealmente 10 min dopo la fine della stampa. Per il momento e' sempre andato tutto bene con le tempistiche, ma mi sono accorto che alcune stampe, durante la loro esecuzione, "dilatano" un po' i tempi previsti. La maggior parte solo di pochi minuti, ma un paio sono arrivate a superare abbondantemente l'ora e piu'. In questo scenario, quindi, io avrei Octoprint attivo e alimentato mentre la stampante non alimentata. L'idea era appunto mettere il mini UPS x permettere di parcheggiare il nozzle e riprendere in un secondo momento la stampa @Salvogi il PrintResume di cui mi parli e' un plugin di octoprint o che altro?
-
Mah, sulla carta sembra piuttosto semplice. Dal punto di vista hw, ti limiti a collegare i poli + e - dal BTT UPS su due ingressi liberi (o sugli stessi della MB) V+ e V- del PSU. Poi colleghi il cavetto a 3 poli dal UPS alla MB x la parte di segnalazione. Fatto questo, in Configuration_adv.h abiliti e configuri POWER_LOSS_RECOVERY... ... sto tizio la fa facile 🙂 PS. non voglio insegnare al gatto ad arrampicare.... sia ben inteso..... 😄