
Mino
-
Numero contenuti
634 -
Iscritto
-
Ultima visita
-
Giorni Vinti
5
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Mino
-
Una volta eseguita, la mesh la salvi in eprom.
-
Io faccio il mesh bed leveling manuale quotidianamente, praticamente prima di ogni stampa, e mi trovo benissimo. Preriscaldo piatto ed estrusore e avvio la procedura, che mi costa esattamente il tempo di una sigaretta e mi ha risolto tutti i problemi di aderenza e qualità di stampa dei primi layers. Ho acquistato un BLtouch più di un anno fa ma, tanto che mi trovo bene a fare tutto manualmente, che mi è passata la voglia di montarlo.
-
Grazie della dritta, oggi provo.
-
Io ho alcune SD che non riesco a far leggere in nessun modo ai miei 12864LCD... ho provato a formattarle in mille modi diversi, ma niente.
-

La scheda Ramps 1.4 non viene più rilevata
Mino ha risposto a Mauro Mori nella discussione Hardware e componenti
Usi sempre lo stesso PC per collegarti alla scheda? Può sembrare una domanda stupida, ma non lo è. I cloni cinesi hanno bisogno di drivers differenti dagli standard Arduino e su un paio dei miei PC, nonostante abbia installato i drivers, non c'è verso di farli comunicare con la Ramps. In alcuni casi sono riuscito a risolvere distaccando la Ramps dalla Mega e collegando solo quest'ultima, ma quando hai una stampante assemblata non è un'operazione che puoi fare con semplicità. -
Essiccatore per filamenti durante la stampa
Mino ha risposto a Killrob nella discussione Notizie sulla stampa 3D
Il primo l’avevo visto, quello di Prusa mi mancava. Di quello che ti ho postato io mi ha attirato il fatto che, oltre alle parti stampate, non serve altro; inoltre puoi appenderlo al frame delle Prusa i3 e derivate. -
E beh... come direbbero a Roma: "Mica cotica!" 😅
- 15 risposte
-
- 1
-

-
- wobble
- problema stampa
- (and 2 più)
-
Sì sì, le mie sono tutte "homemade like prusa" che teoricamente dovrebbero anche loro avere le viti libere, ma poi uno si fida degli oggettini che trova su thingiverse e poi diventa matto settimane intere 😄
- 15 risposte
-
- 1
-
-
- wobble
- problema stampa
- (and 2 più)
-
Questo difetto è generato da uno scorretto allineamento delle barre filettate dell'asse Z. Durante il sollevamento, il disassamento delle barre genera un'oscillazione costante e ciclica che, spesso, aumenta o diminuisce di intensità in base all'altezza in quanto le oscillazioni possono essere più accentuate in un determinato range. La dimostrazione la si ha dal fatto che le onde sono di passo costante, appunto il passo della vite. Nel mio caso è stato sufficiente liberare le viti nella parte superiore, in quanto obbligarle a girare diritte è di gran lunga più deleterio che lasciarle libere. Difetti simili, ma non ciclicamente costanti e ripetitivi come quello che avete evidenziato, si potrebbero avere nel caso di uno scorretto controllo della temperatura dell'estrusore, non certo per la differenza di qualche grado del piatto di stampa.
- 15 risposte
-
- 1
-
-
- wobble
- problema stampa
- (and 2 più)
-
Essiccatore per filamenti durante la stampa
Mino ha risposto a Killrob nella discussione Notizie sulla stampa 3D
Io quasi quasi provo a farmi questo: https://www.thingiverse.com/thing:3016906 -
Come migliorare la qualita' della mia stampa
Mino ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
Io con il bowden uso una retrazione di 5mm a una velocità di 40mm/sec. -
Alla fine ho scoperto il motivo: il giorno prima avevo sostituito gli ingranaggi degli estrusori, quelli vecchi hanno un diametro esterno di 10.5mm, quelli nuovi di 11mm!
-
Come migliorare la qualita' della mia stampa
Mino ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
Ogni stampante tarata a organo sessuale maschile canino fa storia a se, quelle tarate bene, invece, sono tutta un'altra storia 😉 -
Anycubic I3 - sostituzione step driver finita male! Aiuto!
Mino ha risposto a Fabrizio_ nella discussione Hardware e componenti
ho visto fusibili bellissimi non superare la prova del tester... -
Come migliorare la qualita' della mia stampa
Mino ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
Un flow rate a 83% può significare solo che hai lo step per mm dell'estrusore fuori come un citofono. Fossi in te farei una verifica. -
Essiccatore per filamenti durante la stampa
Mino ha risposto a Killrob nella discussione Notizie sulla stampa 3D
Ok, le soluzioni Sunlu ed Esun costano il doppio, ma zero modifiche e lo usi anche come portabobina, cosa che migliora sensibilmente anche la qualità di stampa. Se 50€ per un Ebox vi sembrano eccessivi, 30 per una scatola di plastica dovrebbero essere un furto bello e buono. -
Essiccatore per filamenti durante la stampa
Mino ha risposto a Killrob nella discussione Notizie sulla stampa 3D
Su thingiverse trovi soluzioni piuttosto carine, dalla modifica della classica scatola di plastica alla costruzione completa con stampa 3D di box per bobina singola con tanto di alloggiamento per igrometro. -
Essiccatore per filamenti durante la stampa
Mino ha risposto a Killrob nella discussione Notizie sulla stampa 3D
Li ho entrambi e funzionano benissimo -
Stampa ABS, raffreddamento sì o raffreddamento no?
Mino ha pubblicato una discussione in Materiali di stampa
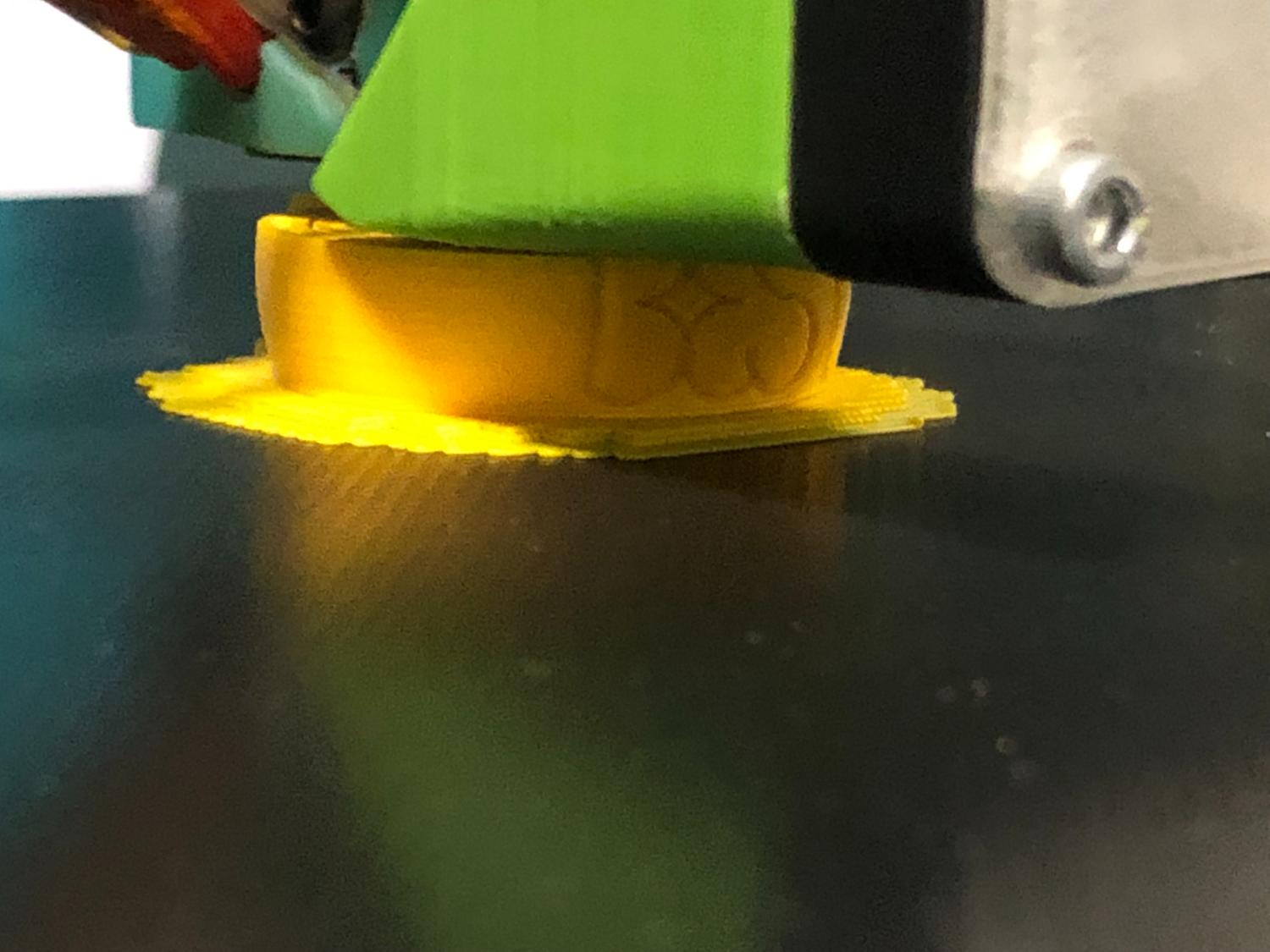
Io e l'ABS non andiamo per niente d'accordo, ciclicamente tento di stampare qualcosa e, puntualmente, abbandono tutto e rimetto in dispensa le bobine. Questa volta però ce l'ho fatta! ABS marca RS Layer 0,2mm Piatto Ultrabase a 100° Temperatura di stampa 245° Velocità primo layer 10mm/sec Velocità massima 40mm/sec Brim, o Raft, a seconda del pezzo da stampare Ventola di raffreddamento rigorosamente OFF Il risultato è stato entusiasmante e ho rispolverato le vecchie bobine di ABS nella speranza di farne finalmente un buon uso. L'adesione con Ultrabase è più che sufficiente e con la temperatura di stampa a 245°, sebbene inferiore ai 270° che molti consigliano, l'adesione dei layers è ottima e i pezzi sono robusti e compatti. I problemi nascono quando devo stampare pezzi piccoli, il materiale non fa in tempo a raffreddarsi e dopo una decina di layers le pareti iniziano a sollevarsi. Il problema può essere risolto stampando più pezzi contemporaneamente, di modo che il materiale possa avere il tempo di raffreddarsi, ma lo trovo più un ripiego che una soluzione. Tempo fa sul web ho letto una guida che, contrariamente a tutte le altre, consigliava di usare la ventola (a bassa velocità) anche su ABS. Non mi sono mai fidato, ma a questo punto, visto il problema, ho provato a mettere in stampa una mia versione del classico portachiavi giroscopico, che senza raffreddamento era praticamente impossibile da stampare. Ho impostato un raft come adesione e ho attivato la ventola a 25% dopo 5 layers (3 di raft e due di stampa pezzo). Al momento sono al 50% e il risultato è più che soddisfacente. Voi che opinioni avete in merito? Come lo stampate l'ABS?
-
In effetti.. già nell'ultima mia creazione, che ho realizzato con corsa Y 270 per montare un bed da 24X270, ho notato una flessione esagerata delle barre da 8mm... terrò a mente il tuo consiglio 😄
-
Mi chiamo Mino, ho 50 anni e lavoro da sempre nell'azienda di famiglia, che opera nel settore delle lavorazioni meccaniche di precisione. Grazie alla mia condizione "privilegiata", ho sempre avuto il tempo di coltivare le mie passioni che, nei limiti del possibile, cercavo rendere utili anche alla mia professione. Per anni nel mio settore ho sentito parlare di "prototipazione rapida" e la cosa mi ha sempre affascinato, fino a che, 4 anni fa, mi sono imbattuto in una piccola stampante a basso prezzo, la Weistek WT280A, che la RS componenti commercializzava sul suo sito, e mi sono deciso di acquistarla. All'epoca non sapevo nulla di stampa 3D, praticamente è stato un acquisto alla cieca dettato dalla semplice curiosità di capire come funzionava questa tecnica. Il giocattolino funzionava (funziona ancora) bene e ho iniziato a dare vita ai miei progetti, oltre che stampare tutto ciò che Thingiverse mi proponeva. Navigando qua e là ho scoperto dell'esistenza di altri slicer che mi avrebbero reso la vita più facile, ma il mio giocattolino non mi consentiva di utilizzarli. Così, da bravo smanettone, ho iniziato a a cercare metodi per bypassare questo limite, ovviamente riuscendoci :)) Durante questo mio vagare nel web alla ricerca di nuove soluzioni, mi imbatto in reprap.org e scopro un universo a me sconosciuto fino ad allora... Da bravo metalmeccanico, nonché smanettone e nerd, ho iniziato subito ad organizzarmi per costruire una delle tante stampanti proposte dalla community. La scelta è caduta sulla Mendel, semplicemente perché richiedeva solo l'utilizzo di tiranti e parti stampate per il frame e io non volevo rischiare di spendere troppo denaro inutilmente, in quanto non ero per niente sicuro di riuscire nell'impresa. Con il mio giocattolino ho realizzato tutte le parti stampate e, con molta fatica, ho iniziato ad assemblare la mia Mendel. L'aspetto non era dei migliori ma... cazzo... funzionava alla grande e stampava (stampa ancora) con una qualità che la mia WT280A se la può solo sognare! Successivamente mi sono dedicato a costruire una Prusa i3 con frame in materiale acrilico, in quanto avevo scoperto che all'università di mio figlio disponevano di un taglio laser per materie plastiche. Poi ho costruito un'altra stampante da un progetto trovato su Thingiverse, il cui frame, compatibile col progetto Prusa i3, è realizzato interamente con tiranti e parti stampate. Infine, ultimo lavoro, ho fatto tagliare a laser un frame in alluminio "maggiorato" e ho relizzato una Prusa i3 in grado di stampare 220X240X310. Qui ho deciso di montare un estrusore Cyclop, per iniziare ad avventurarmi nel mondo del dual extrusion. Tra una stampante e l'altra, grazie al supporto di mio figlio designer, ho iniziato a realizzare paralumi e lampade di varie forme e dimensioni, che spero molto presto di iniziare a commercializzare. Nel frattempo ho in progetto una nuova stampante, stavolta voglio utilizzare il profilato di alluminio 2040 per raggiungere una dimensione stampabile di 300x300x400. Ho già tutto il materiale in casa e ho iniziato a stampare la parti. Qualcuno di voi penserà che le mie stampanti costano il triplo delle equivalenti in commercio, che arrivano già belle e pronte in un paio d'ore ma, credetemi, la soddisfazione di costruirle autonomamente, pezzo dopo pezzo, vale tutto il denaro e il tempo speso.
-
Cura e stampa dual extrusion
Mino ha pubblicato una discussione in Software di slicing, firmware e GCode
Ciao a tutti, voi che slicer usate per gestire le stampe a più colori? Io con Prusa-Slicer mi trovo benissimo e la configurazione è stata di una semplicità imbarazzante. La gestione del cambio filo e della torre di spurgo sono semplici e intuitive, inoltre giocando con le impostazioni di stampa è possibile fare in modo che per i supporti solubili, il PVA venga utilizzato solo nella parte finale a contatto col pezzo, cosa che permette un notevole risparmio di materiale. Con Cura invece ho avuto un sacco di problemi, uno dei quali davvero irrisolvibile sul primo layer di stampa. Praticamente Cura stampa il primo layer della torre di spurgo completamente con l'extruder1, anche quando dovrebbe usare l'extruder2. L'unico modo per far sì che l'extruder2 venga preparato a dovere, è selezionarlo come estrusore predefinito per la stampa del brim, ma la trovo una soluzione di ripiego. Inoltre ho notato che a ogni layer successivo prepara entrambi gli estrusori sulla torre di spurgo; praticamente li usa sempre entrambi anche se, ad esempio, l'extruder2 lo devi usare solo alla fine della stampa. Ragiona come se di default entrambi gli estrusori debbano essere usati in ogni layer. Qualcuno di voi ha riscontrato gli stessi problemi? -
Il mosfet è installato sul bed e uso un solo alimentatore. Tra l'altro, da quando ho fatto questa modifica, il "beep" dello schermo LCD funziona sempre (prima solo ogni tanto), e anche questa cosa mi fa pensare che la quantità, o qualità, della corrente che passa attraverso la scheda, è migliorata. Comunque boh... in ogni caso sono soddisfatto e credo che lo installerò anche sulle altre stampanti.
-
Maaaaa... Un database per i materiali, no?
Mino ha risposto a Otto_969 nella discussione Materiali di stampa
Il concetto di base è condivisibile, ma immagino già le 135 schede dello stesso materiale, tutte diverse nei contenuti e moltiplicate per la moltitudine di materiali, colori e marche. Come ha già scritto qualcuno, la bontà o meno di un materiale dipende da moltissimi fattori, troppi... -
Ciao a tutti, dopo aver letto vari articoli sull'argomento, recentemente ho installato un mosfet su una delle mie stampanti. Dopo qualche stampa di prova ho riscontrato qualche problema di sovraestrusione che, inizialmente, ho imputato al filo che utilizzavo in quel momento. Oggi ho fatto un controllo e ho constatato che il valore di step, stracollaudato e verificato, è troppo alto... ho dovuto ridurlo del 5%. Secondo voi è merito del mosfet, che ha liberato la scheda madre dal fardello di fornire energia all'hotbed, oppure sono io che mi sono rincoglionito e il valore di step era eccessivo da sempre?