Otto_969
-
Numero contenuti
680 -
Iscritto
-
Ultima visita
-
Giorni Vinti
12
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Otto_969
-

L'ennesimo nuovo arrivato... Prima stampante FDM
Otto_969 ha risposto a jonny89 nella discussione La mia prima stampante 3D
Se hai buona manualità, costruiscitela da solo secondo i criteri che ritieni più importanti ed avrai altri due vantaggi: imparerai ad usare Fusion (io uso Solidworks), e non avrai problemi di manutenzione... Se cerchi bene e con calma, il costo totale può essere molto allettante. L'altra faccia della medaglia è che devi avere pazienza... Tanta. 🙄 P.S. - Tra le "economiche" una vale l'altra. -
Stampa a resina, domande sceme da niubbo...
Otto_969 ha risposto a Otto_969 nella discussione La mia prima stampante 3D
Mi sa che aspetto la Saturn 4... Speriamo non mi tirino il bidone! 😁 -
Stampa a resina, domande sceme da niubbo...
Otto_969 ha risposto a Otto_969 nella discussione La mia prima stampante 3D
@FoNzY... Grazie della risposta, purtroppo era come immaginavo. Forse un pò peggio! 😅 Cmq che stampante mi consigli, non proprio una entry-level, ma qualcosa che continui a servirmi nel tempo senza diventare inutile. Io avevo adocchiato queste, tieni conto che stamperò - come mi hai consigliato tu - ad acqua... - Anycubic Photon Mono X2 a 179€ (200x196x122mm) - Anycubic Photon Mono 2 a 189€ (165x89x143) - Creality Halot Play a 247€ (192x120x200) - Creality Halot Mage 8K a 329€ (228x128x230) - Elegoo Mars 4 (9k) a 220€ (153x77x175) - Elegoo Saturn 4 (12k) a 299€ (218x122x220) in prevendita. Da niubbo mi attirano le Elegoo Mars 4 (per i suoi 9k, volume di stampa piccolino ma dovrebbe bastare) e Saturn 4 che è proprio bella ma che mi rompe aspettare... Per contro la Anycubic Photon Mono X2 costa poco ed ha un volume di stampa perfetto, ma "solo" 4k... Le Halot mi sembrano sovraprezzate (rispetto alle altre). -
Stampa a resina, domande sceme da niubbo...
Otto_969 ha pubblicato una discussione in La mia prima stampante 3D
Salve a tutti! Recentemente la scimmia è tornata perchè ho diversi progetti aperti ed alcuni si sono stoppati sull'impossibilità di stampare oggetti medio/piccoli (da 5 a 100mm) con definizione più che buona. Stampati con lo 0,2mm e layer da 0,08 -> a 0,12mm vengono una gran ca**ta! Si tratta perlopiù di modellismo statico, ma siccome sono un rompiballe (me le rompo da solo...), ogni cosa che faccio deve funzionare e muoversi come quella reale, da questo la necessità di dettagli davvero definiti. Quindi pensavo ad una stampante a resina, ma sono totalmente a zero e sinceramente la questione del lavaggio in alcool IPA/cura mi scoraggia di brutto. La stampante deve obbligatoriamente stare nella caverna casalinga, la caverna fuori è dedicata alla moto da Enduro. Quindi Vi chiedo consiglio su quale stampante prendere e se è opportuno accoppiarci un kit lavaggio/cura dedicato. Altra questione importantissima: le stampe devono avere un minimo di rigidità e resistenza, se le stampe mi si spappolano tra le mani sono inutili... Ripeto, sono domande sceme, ma non vorrei fare una cavolata anche perchè mi stà partendo almeno un testone per la videocard del PC... 🤐 -
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
Otto_969 ha risposto a Cubo nella discussione Nuove idee e progetti
Premetto che causa lavoro, cambio lavoro, cambio città, trasloco etc etc, mi sono perso buona parte del thread che a me interessava parecchio perchè riprende alcune idee che ho da tempo in testa (ma non nel portafogli e nella possibilità temporale...). Mi metto nei tuoi panni e espongo alcuni dubbi che mi ronzerebbero in testa se fossi io a dover fare una stampante del genere: 1) - Se vuoi velocità vera, non puoi usare accrocchi di Hot-End come quelli (cmq comuni a molte macchine di serie). Il problema - provato e riprovato sulle mie macchine - sono le accelerazioni in particolare gli angoli acuti: più è il peso dell'Hot-End maggiore sarà l'inerzia. Maggiore l'inerzia, maggiore sarà "l'arrotondamento" degli spigoli. E non c'è soluzione "software" che risolva al 100%. Ad alta velocità fare uno spigolo vivo, o anche solo un arrotondamento dà delle botte ai motori/cinghie da non sottovalutare. Se agisci sulla scheda dando valori conservativi alle accelerazioni (anche usando logaritmi avanzati progressivi), ad alte velocità gli imput macchina non riescono a seguire quelli software e la macchina - in realtà - rallenta e non tiene la velocità fissata da programma. 2) - Velocità e motori... Se vuoi la velocità "vera" unita ad una definizione "alta" con i motori normali (1,8°) sicuramente sbatterai la faccia contro il maledettissimo VFA (Vertical Fine Arctifacts)... Ancora mi girano solo a pensarci! Ci feci un thread apposito: Vertical Fine Artifacts. ti anticipo subito che la soluzione non c'è... 🤨 I motori da 0,9° aiutano parecchio, io li ho cambiati ed effettivamente il miglioramento si vede, ma a ben guardare il difetto c'è sempre, è solo meno evidente. Devi decidere che grado di "perfezione" vuoi raggiungere sui muri verticali in Y. Il problema si pone soli lì. Io stampo a qualità veramente alta ad 80mm/sec. Intendo che per vedere un difetto devi usare la lente... Molte delle stampe che vedo in rete, e che dovrebbero essere "alta qualità", per me sono da buttare via... Io a quelle velocità ci stampo a 120mm/sec con un maledettissimo Hot-End MikroSwiss "All-Metal" + il suo "Dual-Gear Extruder". Oltre, forse, l'uso di un "High-Flow" diventa indispensabile. Con ugelli oltre lo 0,4mm ovviamente il problema cresce proporzionalmente. Capitolo a parte sull'estrusore: i "dual Gear Extruder" hanno il difetto congenito dei dentini degli ingranaggi che causano - ovviamente - una imperfezione ripetitiva sul flusso. A velocità ridotte e col Bowden non si nota, ma in "Direct" ed ad alta velocità questo "seghettamento" della spinta del filamento si vede. Tienine conto. Il difetto è anche nei "Single", ma ovviamente il rullino "libero" compensa parte del problema. Più piccoli sono i "dentini", e minore sarà il "seghettamento" del flusso (che dovrebbe essere lineare). 3) - Piatti... Per mia esperienza: è l'ultimo dei problemi! 😁 Ho avuto problemi di Warping estremo (da staccare lo sticker dal piatto!) col PETG. Ho risolto tutto chiudendo la macchina. Anche con l'ABS o ASA non vado mai oltre gli 80°C per i primi 2/3 strati, però ho il piatto magnetico in PEI. 4) - Misura piatto e suo "riscaldamento a zone"... Io ti dico come l'avevo pensato io: una lastra di alluminio 510x310x15 con attaccati sotto diversi "Heating Pads" da 24V (tipo questi: Heating Pads ) a seconda delle tue esigenze. Per me il piatto doveva essere tagliato in due verticalmente, quindi avrei avuto due zone di stampa distinte e separate da 255x310. I Pads erano isolati mediante i soliti pannelli adesivi isolanti in gomma/alluminio (all'esterno, ovviamente). P.S. - Già la usavo poco di mio (stampo pochissimo PLA, il 95% è PETG/ASA/ABS), ma da quando ho chiuso la macchina non uso la ventolina materiale... La uso SOLO e SOLTANTO su stampe piccole e praticamente SOLO col PLA, tipo quando il tempo del singolo Loop è sotto i 5/6 sec. Per Loops più lunghi il materiale ha tutto il tempo per raffreddarsi da solo e l'adesione/Warping ci guadagna... 😁 -
Ho avuto il tuo stesso dilemma, ed ho risolto in maniera diversa perchè se vai avanti ti impantanerai in altri problemi... Te la faccio breve: passa al Direct! Se chiudi la stampante il Bowden per forza di cose raggiungerà la temperatura della parte superiore di stampa: parliamo di 50-80°C a seconda di cosa stampi. Tenuto conto che è inutile se stampi PLA, anche su PETG ed ABS l'aumento della temperatura mi sballava la retrazione e soprattutto mi fondeva il materiale su pezzi piccoli (quando il Nozzle ripassa su un punto appena stampato, la temp del Nozzle + la temp della camera fà fondere il materiale su Loops molto brevi - ad es. la ciminiera del famoso Benchy...). Oltretutto cola che è un piacere. Per contro mettere il motore dell'estrusore dentro la camera è di per sè un problema, ma almeno sulla mia macchina (ho un piccolo "Pamcake" da 17mm) non dà problemi. Se sei in direct l'uso di un tubo "Bowden" fatto per il filamento da 1,75mm diventa inutile... Io nel mio Direct uso 3cm di Capricorn solo dopo l'ingranaggio dell'estrusore... Il resto è un tubo da 3mm di foro interno dove il filamento scorre senza problemi! 😁 L'unica accortezza che devi avere è di fissare il tubo con un elastico morbido al tetto della camera (dalla parte da cui arriva il tubo...), in questo modo il tubetto in cui scorre (anzi, viene tirato) il filo resterà aderente al tetto (nella mia macchina in alto a sinistra) senza intralciare il movimento del carrello estrusore. Ma se il carrello si sposterà alla massima estensione, il morbido elastico manterrà il tubetto in posizione di sicurezza SENZA forzare troppo i motori XY... 🤙 Appena ho tempo metto le foto della bestia che ho costruito... 😍
-
Lo puoi stampare anche in ABS, il Nylon è un pò meglio per quanto riguarda l'usura (è uno dei pochi materiali auto-lubrificanti), l'ABS è più resistente e si stampa meglio (io lo stampo meglio del PETG!). Ambedue "warpano" di brutto, ma solo su stampe grandi, quindi NON è il tuo caso. Per pura follia ho provato a stampare il Nylon del decespugliatore... E non ho trovato molte differenze a parte che il colore tende a "bruciare" se si lascia la stampante a lungo in "stand-by"... 😁
-
Warping da sollevare il piatto magnetico...
Otto_969 ha risposto a Otto_969 nella discussione Problemi generici o di qualità di stampa
Ahhhhh... Ecco perchè non lo trovavo! Purtroppo io non posso più comprare da Aliexpress perchè mi hanno già fregato due volte e non c'è due senza tre... 🤨 -
Warping da sollevare il piatto magnetico...
Otto_969 ha risposto a Otto_969 nella discussione Problemi generici o di qualità di stampa
@Ammanna... Sto cercando in lungo ed in largo, ma non riesco a trovare la misura che mi serve (330x330)! sono impedito io, oppure il massimo è 300x300? Cmq alla fine costa praticamente quanto il PEI, almeno per dimensioni simili al mio piatto. Sono talmente disperato che se lo trovo ad un prezzo decente lo prendo... Giusto per provare 👍 @FP3DSOLUTIONS... Stampo sempre roba enorme... Ora ho in stampa una 300x310x170. E' un negativo di uno stampo in carbonio e non vorrei (ovviamente) doverlo stampare "a pezzi" perchè oltre le linee di giuntura sempre visibili, deve andare sottovuoto, quindi deve avere la giusta rigidità. I miei problemi nascono proprio dal fatto che stampo oggetti solitamente grandi... 😔 @Cubo... Dove hai trovato la lastra? Non ricordo che stampante hai... 🤔 -
Warping da sollevare il piatto magnetico...
Otto_969 ha risposto a Otto_969 nella discussione Problemi generici o di qualità di stampa
Si, il motivo è sicuramente quello perchè l'ho staccato "a caldo" proprio per portare via quanto più materiale possibile dal piatto... Cmq almeno una stampa è andata a buon fine! Che culo... 😅 Io mi ero convertito al G10 oltre quindici anni fà! Il G10 è un materiale molto usato per le pinnette da Windsurf/Surf, cmq non sapevo fosse usato anche per i piani di stampa! Cmq per montare un piatto non metallico dovrei cambiare il sensore per il livellamento, e visto che ho la macchina perfettamente settata, mi romperebbe parecchio rimettermi a smontare/montare tutto di nuovo. 😒 Qualcuno di voi ha mai usato qualche adesivo per il PETG? Su Am si trovano a prezzi abbordabili, ma non è specificato se funzionino sul PEI! 🤔
-
Warping da sollevare il piatto magnetico...
Otto_969 ha risposto a Otto_969 nella discussione Problemi generici o di qualità di stampa
Appena provato il vetro da 5mm, ed è peggio del PEI... Sinceramente al Gyroid non ci avevo pensato! Ora ci provo... Cmq ho trovato dei miglioramenti stampando prima un solo Layer di PLA sul piatto a 70°C, poi ho staccato il PLA, e sui residui del PLA (70°C di piatto son troppi per il PLA...) ci ho stampato il PETG a 260 x 70°C. L'incremento di adesione è abbastanza sensibile. Cmq qualcuno ha mai provato eventuali adesivi specifichi per PETG? Il PLA con la colla stick o con la lacca per capelli attacca che è un piacere, ma con PETG si ottiene l'effetto opposto. 🤔 -
Warping da sollevare il piatto magnetico...
Otto_969 ha risposto a Otto_969 nella discussione Problemi generici o di qualità di stampa
Il PETG warpa, e pure tanto... Io lo trovo allo stesso livello dell'ABS, ma l'ABS su pezzi piccoli lo stampo meglio del PETG, su quelli molto grandi - la mia macchina è aperta - arrivato ad un certo punto delamina a causa del Warping, ma non si stacca dal piatto. Il difetto è lo stesso (Warping), ma gli effetti sono completamente diversi. Almeno sulla mia macchina, usando materiale Sunlu. & Il vetro l'ho usato il passato ed - a parte il fatto che non viene letto dal mio sensore per il Levelling - come adesione era peggio del PEI... E' vero che il PETG non si stacca dal vetro, ma solo a freddo a caldo io trovo meglio il mio piatto in PEI. Cmq ho ancora da qualche parte quel piatto, magari ora lo provo nuovamente... Prova già fatta, ed aumenta il Warping perchè fà abbassare la temp del materiale repentinamente, ed il Warping è causato dal "ritiro" del materiale durante il passaggio dal semi-liquido a solido. La ventola la uso solo su pezzi piccoli, dove i Loops durano pochi secondi ed il passaggio del Nozzle sui punti già stampati fonderebbe il materiale già depositato. Il PETG rinforzato al Carbonio non l'ho mai provato, però solitamente i filamenti "caricati" alla fine si comportano (fisicamente) peggio di quelli da cui discendono perchè la continuità del materiale viene ad essere interrotta... Uso il PLA rinforzato ed è una figata da stampare, ma le caratteristiche fisiche sono peggiori del PLA normale. L'aspetto esetetico è però molto interessante... 🤩 Cmq il problema "vero" è la forza con cui questo dannato Warping tende a sollevarsi dal piatto! L'adesione è cmq già buona (normalmente i pezzi non si staccano facilmente, anzi...). -
Warping da sollevare il piatto magnetico...
Otto_969 ha risposto a Otto_969 nella discussione Problemi generici o di qualità di stampa
& Acc... Sono così inkakkiato che ho omesso di citare il materiale! Sorry... 😔 E' PETG... PETG Bleu della Sunlu (o Enotepad o Jayo che poi sono la stessa cosa). Stampo tonnellate di questo materiale senza problemi, ma a seconda della forma dell'oggetto - quando è davvero grande - mi dà sempre questo problema... L'ABS della Sunlu lo stampo con meno problemi del PETG, anche se non ho mai fatto pezzi così grandi. Aggiungo che ho stampato il primo strato a 30mm/sec, quando normalmente il First Layer lo stampo a 60... La cosa allucinante è che questo Warping è così intenso che riesce "sollevare" il piatto di PEI dal suo supporto magnetico! 😳 -
Warping da sollevare il piatto magnetico...
Otto_969 ha pubblicato una discussione in Problemi generici o di qualità di stampa
Come da titolo... Non è la prima volta che mi scontro col Warping, ma ho una stampa molto grande (320x320) e tutti i rimedi classici non funzionano. Premetto che la stampante è davvero a punto, piatto livellato su 16 punti con Max +- 0,06mm (cioè 0,12mm di scarto massimo, praticamente nulla), piatto in PEI in ottime condizioni su supporto magnetico... Posso continuare per 3 pagine... La stampante è davvero ok, su altri pezzi non dà il minimo problema. 1) - Alzare la temp bed a 80-90°C -> Niente da fare... 2) - Abbassare la ventola materiale -> neanche la uso... Ho provato ad accenderla ed ha peggiorato ulteriormente il problema... 3) - Alzare/abbassare la temp di stampa -> Abbassandola a circa 225°C da qualche lieve beneficio, ma poi delamina... 4) - Alzare temp primo Layer -> Sono arrivato fino a 260°C ed è certamente meglio che a 240, ma a circa 15mm di altezza l'angolo esterno comincia a sollevarsi, portandosi dietro il PEI! 5) - Alzare Temp ambiante, sono in una sauna a 28°C, credo che basti... -> Nessun risultato. 6) - Carteggiato finemente il piatto di PEI -> Niente da fare... 7) - Usato colla Stick (che è rimasta pure attaccata al PEI e c'ho messo 2 ore a levarla!) e lacca "strong" -> Niente da fare... 8 ) - Ho messo il filamento ad essiccare, provato nuovo filamento -> Niente da fare... 9) - Cambiato direzioni linee di Infill e numero pareti -> Niente da fare, anche se mettere l'Infill a 45° rispetto all'asse longitudinale aiuta parecchio... 10) - Usato Brim ed anche "Mouse's hears" -> Niente da fare... 11) - Aumentato a dismisura Flow primo strato (insieme a temp più alte) -> Niente da fare... 12) - Acceso cero da 10Kg alla Madonna... -> Niente da fare... A questo punto non so cos'altro dovrei inventarmi... Il Warping è così forte da sollevare il piatto di PEI dal supporto magnetico! 🤨 E se fisso gli angoli del PEI con le mollette, a 15/20mm gli angoli cominciano a staccarsi lo stesso... -
linee da 0,4 usando ugello da 0,6?!
Otto_969 ha risposto a FoNzY nella discussione Hardware e componenti
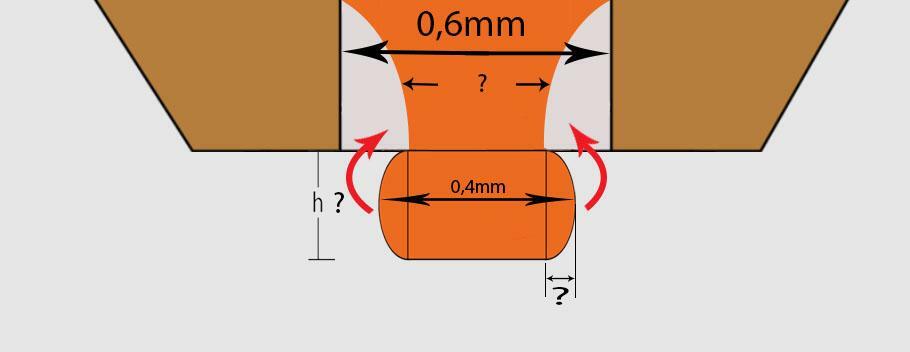
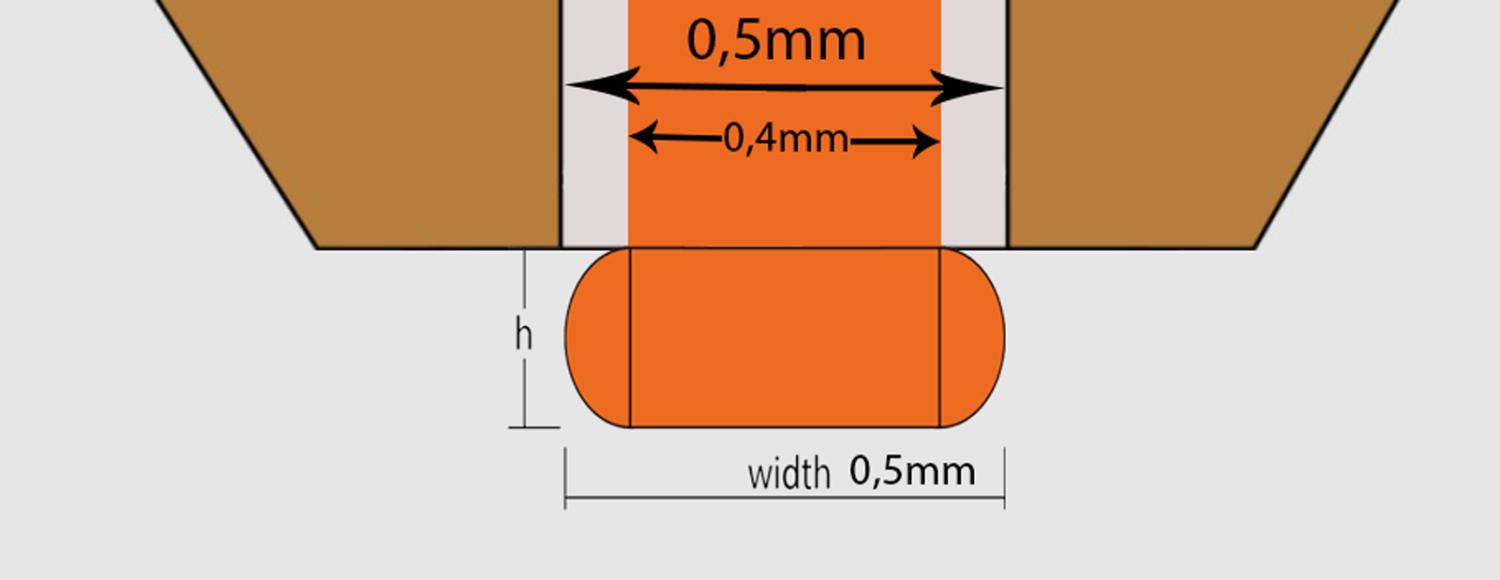
Non credo... Non vorrei aprire un dibattito, ma (IMHO) non si dovrebbe pensare ai G-Codes come delle tavole della Legge perchè vengono cmq alterate dal FW della macchina. Quello che stò per scrivere è un'idea del tutto personale, non voglio convincere nessuno, ma è scaturita da alcuni riscontri oggettivi che ho personalmente misurato sulla mia macchina. Mi spiego meglio, ma ricordate quello che ho appena scritto sopra. Noi siamo abituati a pensare la deposizione del materiale come un qualcosa di "unico" legato alle coordinate generate dallo Slicer e trasformate in G-Codes... Beh, non è proprio così. Ad esempio: provate a misurare (in modo preciso...) la distanza del piatto durante il 1° strato... State sicuri che non sarà quella impostata nello Slicer, ma se il piatto è ben livellato il 1° strato sarà alto esattamente a quanto impostato nello Slicer... Non è un controsenso, è che la deposizione del materiale è "dinamica" ed il Nozzle è in realtà leggermente più basso di quello che dovrebbe essere perchè la tecnica migliore di stampaggio richiede che il materiale sia "pressato" su quello sottostante. Questo implica dei problemi dimensionali non da poco perchè la larghezza del cordone di materiale dipende strettamente dalla pressione con cui l'estrusore "schiaccia" il cordone di materiale su quello sottostante. Ovviamente è il FW a variare automaticamente la quantità e velocità dell'estrusione (a parità di G-Code) in modo che quelle esatte velocità e pressioni diano una linea da 0,4mm anziche da 0,6mm. Ovvio poi che una singola linea ha esattamente il valore "teorico" immesso nello Slicer, ma basta che ci siano 2 linee adiacenti che il FW varia ancora (sempre automaticamente) velocità e flusso perchè questa volta la linea dovrà essere maggiore di quella impostata "teoricamente" nello Slicer perchè per una perfetta adesione delle pareti ci deve essere della sovrapposizione di materiale. Ed a dirla tutta in realtà il FW "sposta" leggermente il centro del Nozzle rispetto alla linea teorica perchè la linea di materiale già depositato "sposta" il materiale depositato dal Nozzle dalla parte libera... E' più complicato di quanto si possa credere. Ora proviamo a pensare a questa configurazione: Come si fa a mantenere costante le quote indicate dai punti interrogativi? Oltretutto le frecce rosse indicano che il materiale per effetto dello schiacciamento tenderebbe a ritornare indietro dato che il Nozzle ha delle parti non del tutto riempite di materiale... E' per questo che sono fortemente dubbioso. La funzione "Stampa Pareti Sottili" in pratica "allunga" il materiale con la stessa tecnica del Bridging, ma in queste condizioni mi pare improbabile farlo manualmente perchè in realtà i Flussi, velocità estrusione e posizione Nozzle variano, di pochissimo, ma variano. Di certo mi piacerebbe crakkare uno Slicer ed avere le capacità di capire cosa c'è codificato dentro... 🤩
-
Il PETG non è più resistente del PLA+ ne meno fragile D:
Otto_969 ha risposto a Cubo nella discussione Materiali di stampa
A parità di qualità di stampa, non ho trovato molte differenze di rigidità al variare della velocità di stampa... Io per stampe molto definite vado a 90mm per tutto tranne pareti esterne e Infill. Queste due ultime le faccio a 70mm/sec. Però io ho una macchina perfettamente settata ed uso quasi esclusivamente lo stesso materiale (PETG Sunlu, o Enotepad o Jayo che sono sottoprodotti Sunlu). Cmq il fattore velocità è una fesseria perchè dipende solo ed unicamente dalla grandezza del pezzo... Che accidenti serve ad andare a 100mm/sec su un pezzo da 5cm? A parte che i motori non potrebbero accelerare da 0 a 100mm/sec in 5cm di spazio, anche se fosse la stampante volerebbe fuori dalla finestra al primo angolo acuto... 😃 Io stampo anche a 150mm/sec ma solo pezzi che prendono tutto il piano di stampa (330x330). I pezzi piccoli li stampo a 50-60mm/sec, ed anche quà ad ogni angolo secco la macchina prende certe botte... E se setto Jerk ed accelerazioni a valori più "conservativi", mi si arrotondano gli angoli... E mi girano le pelotas (noto effetto secondario). 😁 -
linee da 0,4 usando ugello da 0,6?!
Otto_969 ha risposto a FoNzY nella discussione Hardware e componenti
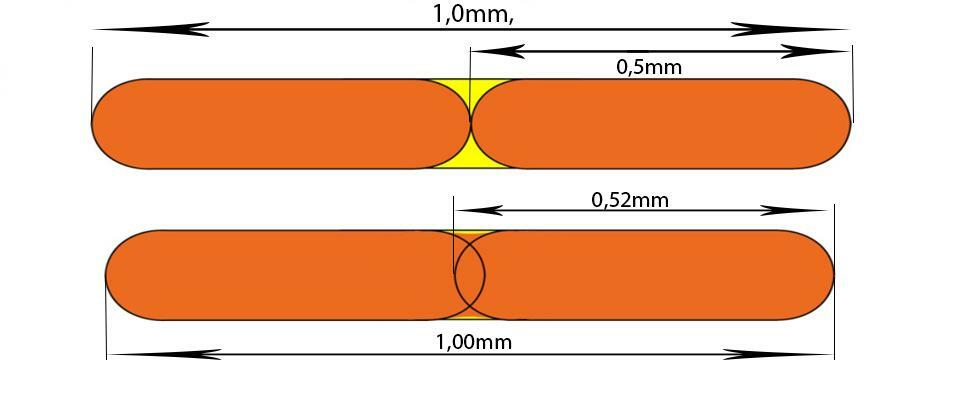
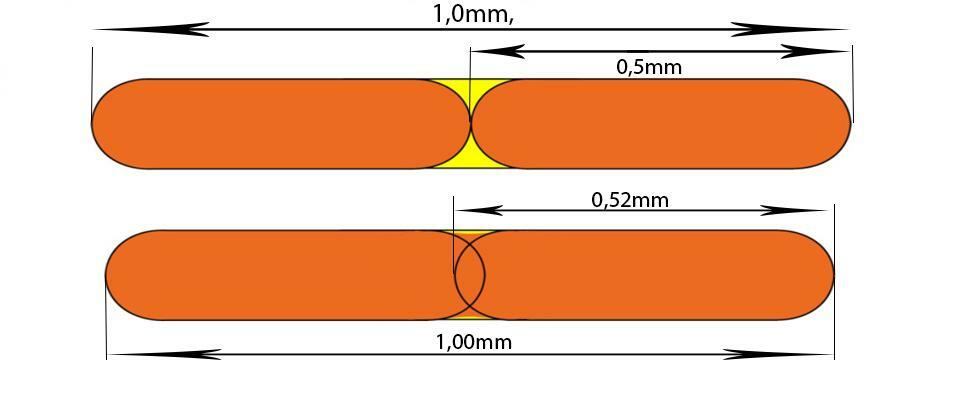
Hmmmm... Non credo... 🤔 La larghezza del cordone di materiale è la risultante della quantità di materiale, della velocità di stampa, ma anche della pressione del materiale sul piatto data dall'altezza di stampa... Usando uno 0,6mm avendo impostato uno 0,4mm farà passare il materiale che serve ad uno 0,4mm con la velocità, pressione ed altezza necessari ad uno 0,4mm... Le immagini le avevo fatte per altro, ma si adattano bene anche a questo caso.
-
Il PETG non è più resistente del PLA+ ne meno fragile D:
Otto_969 ha risposto a Cubo nella discussione Materiali di stampa
Io uso quasi esclusivamente PETG perchè ha un paio di caratteristiche assolutamente uniche tra le materie plastiche: 1) - è praticamente inattaccabile dalle materie chimiche normalmente in commercio (benzina, trielina, acetone, tutti i solventi per pulizia anche quelli estremamente aggressivi per l'alluminio, solventi nitro vari etc etc...), il suo solvente naturale dovrebbe essere il diclorometano. Io ce l'ho e funziona alla grande, ma è estremamente tossico e pericoloso anche maneggiandolo con tutte le precauzioni possibili! 2) - Resiste bene alle alte temperature, brevemente anche in acqua bollente ed è facile da carteggiare perchè non fonde subito come altri materiali (PLA in primis...). Però... Il PETG è un pò str...o da stampare, non tanto perchè fà le ragnatele o "Warpa" di brutto su pezzi grandi, ma perchè le sue caratteristiche meccaniche sono fortemente influenzate dalla temperatura e velocità di stampa... Di questa "particolarità" nessuno ne parla, ma è abbastanza evidente. Col PLA non succede (se non ad altissime velocità oltre i 150mm/sec). Per me è un vantaggio: se voglio un pezzo molto rigido (ma più fragile agli urti), allora stampo a 245°C. Se voglio un pezzo molto resistente agli urti e un pò più flessibile, allora stampo a 225°C. A queste temperature di stampa il pezzo è davvero molto resistente e si rompe davvero con molta difficoltà, anche a martellate... Per contro aumenta la il consumo delle parti in attrito (ad Es. una coppia di ingranaggi). La stampa a 245°C anche più facile da carteggiare, per contro si graffia più facilmente (il PLA si graffia molto meno...). Oltretutto la ventola ha un ruolo importantissimo, ben più importante che sul PLA e va a modificare ulteriormente il grado di rigidezza e/o resistenza del pezzo e segue di solito la regola che sparando aria sul pezzo si aumenta la rigidità a scapito della resistenza, e viceversa... A parità di rigidità il PETG è anche parecchio più leggero del PLA, che vuol dire che si può risparmiare parecchio (il peso specifico del PLA è appena inferiore al PETG). Doveroso dire, però, che su pezzi molto piccoli (<4/5cm) la ventola deve cmq essere accesa almeno al 30% per evitare che il calore del Nozzle possa fondere i Layers già depositati. In pratica su pezzi piccoli il "Loop" può essere solo di pochi secondi e quando il Nozzle ripassa su un punto per depositare il nuovo materiale, il materiale sottostante è ancora molto caldo ed il calore del Nozzle finisce con scioglierlo definitivamente... Esempio classico la ciminiera del Benchy... 😁 -
Ecco, appunto... Come previsto... 😔😔😔
-
linee da 0,4 usando ugello da 0,6?!
Otto_969 ha risposto a FoNzY nella discussione Hardware e componenti
Leggo con ritardo questa discussione... Io ho avuto lo stesso problema, ed ho risolto ottimamente in modo diverso con Cura "forzando" la funzione "Stampa Pareti Sottili". La funzione di per se stampa pareti più sottili del diametro del Nozzle, ma lo fà in automatico per riempire eventuali spazi non perfettamente riempiti dalla larghezza cordone di stampa impostata. Forzando manualmente la larghezze delle linee perimetrali ad Es. a 0,4mm con un Nozzle da 0,6mm, ed attivando la funzione "Stampa Pareti Sottili" si avranno delle pareti abbastanza uniformi da 0,4mm usando un Nozzle più grosso senza troppe imperfezioni. Non so se anche altri Slicers hanno questa funzione... Uso anche Prusa, ma non mi è mai servito stampare delle pareti più sottili del diametro Nozzle. -
Limiti temperatura per heatbreack teflonati
Otto_969 ha risposto a Cubo nella discussione Hardware e componenti
Successo anche a me, proprio agli inizi delle mie esperienze di di "stampatore" (stampatore? Ah-ahahahahah). Risolsi tutto guardando bene, con la lente, dentro il condotto in cui si inserisce il tubetto del Bowden: mi accorsi che era leggermente a "V". Sicuramente hanno adottato questa "V" per facilitare l'accoppiamento tra il tubetto in Teflon e la base contro cui và in battuta (così anche se il tubetto non è tagliato perfettamente a 90°, funziona cmq decentemente...). Il problema però era che a furia di retrazioni il bordo del tubetto in teflon si usurava (perchè non poggiava su tutta la superficie tagliata a 90°, ma solo sullo spigolo esterno a causa delle "V" alla base del condotto!) e prendeva gioco... Allora ero in Bowden e la qualità delle stampe ben diversa da come stampo ora, ma cmq mi diede dei bei grattacapi. 🙄 -
Non ci voglio sbattere più di tanto, anche perchè ormai di attrezzi "pesanti" quì non ne ho, li ho lasciati tutti in Italia... Però, però... Però potrebbe funzionare "benino" se il progetto sarà accurato. IMHO, ovviamente. Come hai già intuito il motore sarà uno stepper a circuito chiuso, perchè credo sia fondamentale il controllo esatto delle rotazioni. Per la qualità degli scarti da immettere nella "tramoggia" io - a naso - avevo intenzione di fare un doppio passaggio: prima fare un filamento molto grossolano da circa 3mm di diametro, e poi "spezzettare" il suddetto filamento ogni 3/5mm per ricavarne un "semi-pellets" abbastanza uniforme per la tramoggia (spaghetti?)... Il sistema di taglio del filamento è roba da 5€. Così si allunga il processo, ma si elimina gran parte dell'aria presente tra il materiale sbriciolato che entra in tramoggia. Un'altra idea che ho in mente, più "raffinata" (Ah-ahahahahah!), sarebbe quella di fare una doppia estrusione: prima sempre un filamento molto grossolano da 2/3mm di diametro, poi "rifilare" lo stesso filamento nel canonico 1,75mm... Così il processo si triplicherebbe ("spaghetti" + filamento 2/3mm + filamento finale), ma il risultato sarebbe sicuramente molto più preciso, costante e soprattutto più facilmente controllabile! L'unica cosa che mi intimorisce è la realizzazione del Nozzle... Da esso dipenderà gran parte dell'accuratezza del diametro di filatura. Fossi ancora in Italia lo tornirei senza problemi... Ma quà non ho nè il tornio, nè la CNC per metallo... E fare un semplice buco col trapano per poi regolare la velocità di ingresso del materiale mi pare 'na strunzata... Per usare un eufemismo... 🤔🤔🤔
-
Limiti temperatura per heatbreack teflonati
Otto_969 ha risposto a Cubo nella discussione Hardware e componenti
La parte più bassa del tubetto di teflon non arriva alle stesse temps del Nozzle, ma 10/15°C in meno si... I vari produttori danno per "limite" i classici 250°C, oltre i quali il teflon dovrebbe cominciare a fondere. Io il cinesaccio di serie sulla (s)Tronxy X5SA-Pro, del costo di si e no 5€ (spedito...) l'avevo portato fino a 280°C senza apparenti problemi. O forse i problemi c'erano, ma tutto sommato funzionava. Da un bel pezzo ho installato un "All-Metal" e passo da un'inkazzatura ad un'altra peggiore della prima! 🤬 Io ho il Micro-Swiss, e sebbene sembri che si "otturi", non lo è affatto... A me capita che di punto in bianco non riesce neanche ad estrudere a 10mm/sec, per poi ritornare magicamente ad estrudere normalmente! 'rtacci suoi... 😠 Ci ho sbattuto talmente tanto la capoccia che alla fine ho capito, ed un problema irrisolvibile legato proprio alle diverse caratteristiche degli "All-Metal". In pratica è la ritrazione che causa tutto: il filamento durante la retrazione è ancora molto caldo e se le retrazione è oltre i 2mm và a "sporcare" la gola che è in titanio. Il titanio, al contrario del Teflon appiccica che un piacere con i filamenti! Quindi quando il filamento viene "ri-spinto" verso il Nozzle è già impastato con la gola di titanio e fatica a venir fuori dal Nozzle. Rimedi: 1) - isolare quanto più possibile l'Heat-Block dalla gola/Heat-Sink (io ho tagliato una vecchia "copertina" dell'Heat-Block per coprire anche la parte superiore dell'Heat-Block), ed ho fatto un "linguetta" profilata che indirizza il 100% dell'aria della ventola sulla gola in titanio e sull'Heat-Sink, ma non sull'Heat-Block. 2) - Ridurre al massimo la retrazione e rallentarla il più possibile per dare il tempo al filamento di raffreddarsi il più possibile. Io sono in "Direct" e sono sceso a 1,5mm a 30mm/sec. Ma come detto non è detto che funzionino sempre, e me continua a succedere "random" che l'Hot-End comincia a sballarsi senza motivo per poi ritornare, sempre senza motivo, a funzionare correttamente senza che io tocchi nulla... Quando il problema si presenta è impossibile tirare fuori il filamento "a freddo" ed è possibile sfilarlo solo a temperature vicine a quelle di stampa, mentre quando funziona correttamente il filamento viene via dall'Hot-End già a 60/70°C... Morale della favola: a meno che non facciate ABS, ASA o similari che richiedono Temps oltre i 260°C, non azzardatevi a comprare un maledettissimo "All-Metal"... 😁 P.S. - C'è chi con gli All-Metal non ha mai avuto il minimo problema, quindi desumo che si vada "a culo", oppure ci siano dei difetti infinitesimali di fabbricazione che ne pregiudicano il corretto funzionamento... Di certo il Micro-Swiss sembra molto ben fatto: io lavoro con le CNC, e tutte le fresature sono a regola d'arte, così come i vari accoppiamenti tra diversi metalli (accoppiare alluminio e titanio in un range di temps così vario è davvero difficile!). -
Era prevedibile. Io con i cinesacci mi ci sono scontrato 1000 volte per altre vicende, ma seppur attaccatissimi al profitto, non recedono un mm da questa politica protezionistica, IMHO c'e una sorta di "cartello" che fissa i prezzi e loro non sgarrano di un decimo di €. Ma se poi si arriva a trattare "personalmente" con la stessa persona che ti ha "dato picche" per sei mesi (intendo faccia-a-faccia) si calano le braghe a livelli inverosimili... Da quello che ho capito io, se le spedizioni riescono ad essere "occultate" (agli occhi di chi, non lo so...), allora calano i prezzi di un buon 30/40%, se devono seguire il loro iter classico, non smuovono un centesimo. Provato personalmente con altri materiali (carbonio, alluminio e fibre aramidiche varie). Cmq avevo postato per un altro motivo, strettamente connesso al Thread originale... In pratica, come già detto in altri post, io butto via un sacco di materiale perchè vado avanti a prove su prove ed ho un mare di scarto; bene, seguendo questo Thread mi era bazzicata in testa l'idea di "riciclare" tutto questo materiale per fare del "nuovo" filamento, così ho cominciato a conservare il materiale che prima buttavo via. Usando quasi esclusivamente PETG Blu della Sunlu mi ha reso le cose più facili. In poco tempo ho messo da parte quasi 2Kg di materiale di scarto, ed avevo pensato di fare qualcosa inspirato alla Lyman Extruder V5 (Lyman Filament Extruder) Ho scelto questo modello tra tanti (panoramica: DIY Filament Extruders) perchè era il più simile a quello che avevo già in testa. Non mi piace copiare in generale, ed avevo già delle mie idee, quindi in progetto che ho in mente sarà cmq diverso, ma il principio usato da questo estroso Lyman (ha un sacco di progetti "bizzarri" sulla sua pagina!) è esattamente quello che avevo in testa io. Quindi il Copyright intellettuale è salvo! Che culo... 😁 Voi che ne pensate? Funzionerà? Non mi serve la qualità del filamento "vergine", perchè lo userò per le prove dimensionali, quindi eventuali piccole variazioni di flusso saranno ininfluenti. Poi per il pezzo definitivo userò cmq filamento nuovo... 😇
-
Cura 5 e larghezza della linea
Otto_969 ha risposto a AndreaG85 nella discussione Software di slicing, firmware e GCode
Ma non è che per caso hai attivata l'opzione "Usa strati adattivi"??? P.S. - La stampa è sottosopra? Il "Top" è poggiato al tavolo?