Otto_969
-
Numero contenuti
680 -
Iscritto
-
Ultima visita
-
Giorni Vinti
12
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Otto_969
-

PROGRAMMA PER TABLET ?
Otto_969 ha risposto a dome84c nella discussione Software di slicing, firmware e GCode
Nessuno ti vieta di installare Windows sul tablet... Al lavoro abbiamo tablets sia in emulazione, sia proprio con Windows installato come SO dall'azienda che ci cura i softwares. In rete ci sono tanti tutorial a riguardo. Cmq non ti aspettare prestazioni degne di nota. Cmq la cosa migliore è un Microsoft Surface, me lo avevano dato per qualche settimana e girava Solidworks senza problemi, a patto di non fare insiemi pesanti (oltre i 100Mb per intenderci). Però costano un botto (soldi spesi bene...). -
Prima stampante a resina
Otto_969 ha risposto a Lorenz_Keel nella discussione La mia prima stampante 3D
Grazie per la dritta, era esattamente quello che cercavo! 👍 Cmq ho trovato un'ulteriore miglioramento al "nostro" metodo: in pratica non volevo sporcare di resina+acqua i contenitori adibiti al lavaggio e soprattutto all'evaporazione dell'acqua (la resina si sarebbe attaccata al fondo del contenitore, rendendolo praticamente inutilizzabile). Allora mi è venuta un'idea da 5 Cents, in pratica metto un sacchetto nella vasca di lavaggio e la vasca stessa funge solo da "supporto" al sacchetto... Poi il sacchetto lo appendo da qualche parte al sole per far curare la resina in sospensione... Tolta l'acqua, ed essiccato del tutto i residui di resina (che diventano comunissimi rifiuti "energy"), butto tutto nel cassonetto che va all'inceneritore (quì ogni casa abbiamo 2 cassonetti, una immondizia normale, l'altro con rifiuti che vanno all'inceneritore per la produzione di energia). Ovvio che una sola vasca di lavaggio possa servire molteplici sacchetti... 😁
-
@FoNzY, @eaman... La vicenda ha assunto tratti assolutamente paradossali... 😅 In pratica il famoso e gentilissimo "Nelson" non ne voleva sapere di mollarmi e ha continuato a spedirmi email su emails, facendomi girare gli zebedei non poco (essendo stato educato alle buone maniere, rispondo sempre alle emails), finchè non mi si è accesa la lampadina in testa: vuoi vedere che il famoso Nelson in realtà è un BOT? Per farla breve saranno 3 giorni che mi sbellico dalle risate leggendo le sue garbatissime e gentilissime risposte alle mie (a dir poco) tanto sgarbate, tanto premeditate "intemperanze"... Qualunque cosa gli scriva, è assolutamente incapace di non rispondere e ovviamente - come da programma - lo fa in modo oltraggiosamente cortese ed educato in perfetto inglese accademico... Mi stò veramente scompisciando a leggere le possibili soluzioni a problemi quali l'esplosione della stampante (con danneggiamento dell'edificio!), o la cresita di colonie di funghi velenosi sviluppatesi all'interno dell stampante e nutriti dai residui di resina... 🤣🤣🤣🤣 Bastardaggine a parte, sono diventato l'orgoglioso padre del mio cubetto a rete, partorito egregiamente dalla mia Photon X2...
-
Problema Step/mm estrusore con ugello
Otto_969 ha risposto a Xerion87 nella discussione Problemi generici o di qualità di stampa
Secondo me (IMHO) sbagli procedura di misurazione... Mi pare di capire che hai un bowden, la misurazione "esatta" va fatta in questo modo: 1) - Porti la macchina in temperatura. 2) - estrudi (mediante il pannello di controllo) un tot di materiale finchè dal nozzle non esca un flusso costante di materiale. 3) - Ferma l'estrusione, a VALLE dell'estrusore con un pennarello segna esattamente 100mm sul filamento DAL BORDO D'ENTRATA DELL'ESTRUSORE (quindi se estrude davvero 100mm, la tacca del pennarello và a collimare col bordo che hai preso per riferimento...). 4) - estrudi da pannello 100mm di filamento a 5/10mm/sec. 5) - Controlla dove sia il segno del pennarello rispetto al riferimento che hai preso sull'estrusore. 6) - Cambia i passi dell'estrusore nel FW seguendo le indicazioni sui mm estrusi realmente. Misurazione a vuoto: 1) - Stacca il bowden (vicino all'Hot-End) 2) - A VALLE dell'estrusore con un pennarello segna esattamente 100mm sul filamento DAL BORDO D'ENTRATA DELL'ESTRUSORE (quindi se estrude davvero 100mm, la tacca del pennarello và a collimare col bordo che hai preso per riferimento...). 4) - estrudi da pannello 100mm di filamento alla stessa identica velocità della prova a caldo. 5) - Controlla dove sia il segno del pennarello rispetto al riferimento che hai preso sull'estrusore. 6) - Misura l'eventuale variazione tra prova a caldo rispetto a quella a freddo. Per levarti tutti i dubbi, stampa un cubetto di prova formato da UNA SOLA PARETE, AL FLUSSO DEL 100%. La parete deve avere esattamente lo spessore del Nozzle che usi... Se usi lo 0,4mm -> LA PARETE DEVE ESSERE SPESSA 0,4mm! Se la parete è più spessa -> riduci leggermente i passi dell'estrusore... Se la parete è più sottile -> aumenta leggermente i passi dell'estrusore... Ripetere fino a trovare il giusto equilibrio tra le pareti. Differenze di pochi centesimi di mm sono ininfluenti. -
Premetto che sono un beginner, ma perchè non provi un supperto magnetico flessibile? Non avrai più bisogno di usare raschietti o spatole, basta togliere il supporto flessibile e fletterlo: la stampa si staccherà senza far problemi. Non so per la tua (9,1 inches?) Magnetic Flexible steel plate How It works...
-
Mah... Non lo so... Hanno voluto una foto molto ingrandita di un angolo. Per me dalla foto non si capisce nulla... Cmq la nota positiva è che il servizio Anycubic funziona in tempi molto rapidi. Oggi provo a stampare il test per i tempi di esposizione, speriamo di non fare sfracelli... Cmq le prime mod sono già operative... 😎
-
Prima stampante a resina
Otto_969 ha risposto a Lorenz_Keel nella discussione La mia prima stampante 3D
@dnasini... Concordo su tutto! 👌 Anche senza aver nemmeno cominciato, avevo già stabilito una procedura esattamente identica a quella che hai descritto tu! Ma mi ero posto un quesito (che tu sembri dare per scontato): il PET delle normali bottiglie di plastica lascia passare i raggi UV, o no? Ed a proposito di raggi "UV", ne esistono diversi tipi. Il sole ne emette in quantità ma i principali sono gli "UVB" (quelli che provocano le classiche scottature estive) e quelli "UVA" che sembra deteriorino la pelle... Ma le nostre stazioni di Cura che tipo di raggi emettono? funzionano col le bottiglie in PET? P.S. - Visto che stò "un pò" a Nord, avevo pensato ad un secchio rivestito all'interno di pellicola di alluminio, con una lampada UV inserita nel coperchio... Giusto per "curare" i residui decantati anche senza sole. Anche se ora come ora quì si crepa dal caldo... 😁 -
@FoNzY Allora... Ho scritto alla Anycubic ed incredibilmente mi hanno risposto di Sabato pomeriggio nel giro di un'oretta... Dire che sono allibito è poco... 😮 Cmq gli ho spiegato la situazione e mi hanno chiesto una foto molto particolareggiata di un angolo dello schermo LCD (uno a caso...), spedita la foto mi hanno risposto (dopo appena una mezz'oretta...) di togliere lo screen protection dallo schermo LCD e di montare quello dato con il set di tools allegato... Gli riscrivo e gli dico che ho già fatto questa procedura, come scritto su un foglio esplicativo incluso nella stampante, e che la foto mostrava lo schermo LCD SENZA lo screen protector che avevo tolto per guardare meglio il danno (rendendolo inutilizzabile il suddetto screem protector per un secondo utilizzo). Altra mezzora e quelli mi ri-scrivono di togliere lo screen protector, perchè a loro dire quello NON è il film polarizzato, ma lo screen protector (che io avevo già tolto e che avevo nelle mani... Anzi ne avevo 2 perchè c'era anche quello con cui arrivava la macchina dalla fabbrica!). Abbastanza inkacchiato penso: mi dicono di staccare 'sto cacchio di film, qualunque cosa esso sia? E io me ne fo**o e stacco tutto! 😡😡😡 Con non poche difficoltà alzo il lembo del film nell'angolo e con mia grande sorpresa vedo che è trasparente... Ma è dannatamente appiccicato a quello sottostante... Morale della favola: lo schermo LCD è arrivato con 2 screen protectors anzichè uno... Io mi sono preso una bella incazzatura per niente, ho perso 2 giorni per niente ed ho fatto pure la figura del fesso/cecato con quelli dell'Anycubic! 💩 Alla grandeeeee! 😁 P.S. - Ancora non ho capito come accidenti hanno capito dalla foto che i films erano due... Guardata, ingrandita, misurata... Io proprio non vedo discontinuità che possano far pensare a 2 films sovrapposti... Boh... 🧐
-
Problema Step/mm estrusore con ugello
Otto_969 ha risposto a Xerion87 nella discussione Problemi generici o di qualità di stampa
Ma la prova ad estrudere dal nozzle, a che velocità l'hai fatta? La devi fare lentamente, entrambe le prove. Se il bowden è lungo calcola l'effetto "spirale" che fa il filamento all'interno del bowden stesso (ma di certo non è di 20mm!). La superficie del filamento DOPO l'estrusore (prova fatta facendo estrudere materiale dal nozzle, fermando la macchina e tirando fuori il filamento dal bowden...) è perfettamente cilindrica, oppure appare grattata/masticata/malconcia? Prova della nonna: prova a mettere una velocità di estrusione molto lenta, talmente lenta da poter contare i giri della ruota godronata (su cui avrai fatto un segno col pennarello). Estrudi un "tot" di filamento. Prova con, e senza estrusione dal nozzle. Se la ruota godronata dell'estrusore si ferma in due punti diversi, il motore ha perso passi o semplicemente non ha la forza necessaria a spingere il filamento... -
Prima stampante a resina
Otto_969 ha risposto a Lorenz_Keel nella discussione La mia prima stampante 3D
A me è arrivata in 5 giorni lavorativi dalla Germania, a te penso arrivi in 8/10 giorni. Quì le poste funzionano egregiamente, ed egregiamente si fanno pagare... 'rtacci loro! Stessa macchina stesse domande... Io ho cercato in lungo ed in largo e IMHO credo che molto sia semplice marketing. La distinzione netta è tra resine solubili in acqua e quelle in alcool. Entrambe sono irritanti in ugual modo, entrambe sono pericolose per l'ambiente in ugual modo, entrambe DEVONO essere usate con le stesse precauzioni, ma quelle ad acqua sembra puzzino di gran lunga meno permettendone l'utilizzo in casa senza ingiunzioni di divorzio immediato. La resina standard è un pelo più resistente. Le 8k, 12K etc etc costano un botto, sono più lente ma assicurano (dicono loro...) il pieno sfruttamento delle nuove stampanti iper-precise. Solubilità in acqua/alcool... E' una questione personale, l'IPA costa parecchio e se ne deve usare abbastanza (anche riciclandolo/decantandolo) ma il processo è rapido e l'evaporazione è 1000 volte più veloce rispetto all'acqua. Per contro, anche questo puzza. La pulitura ad acqua è inizialmente più facile, ma poi smaltire/decantare l'acqua contaminata dalla resina è più complicato e soprattutto LENTO! Una volta decantati i residui di resina (qualunque resina fossero) vanno "curati" in UV, oppure alla luce solare finchè non si solidificano... A questo punto è semplice plastica, e va trattata nello stesso modo (quì tutta la plastica, PVC escluso, sono "energy waste" e vanno all'inceneritore). 🤙 -
Stampa nel vuoto
Otto_969 ha risposto a Frabal nella discussione Problemi generici o di qualità di stampa
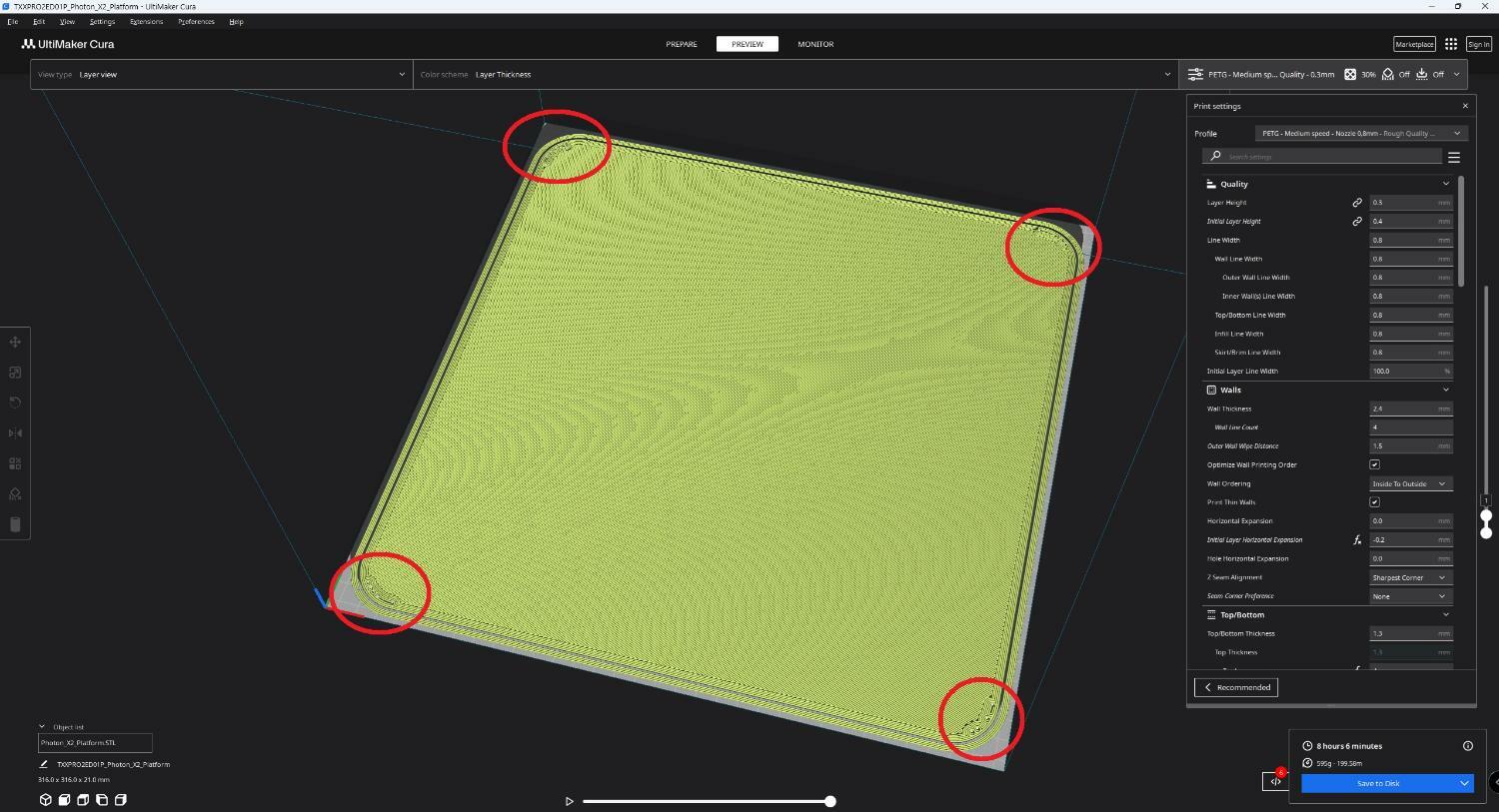
Qualunque sia lo slicer in uso, controlla bene ogni strato direttamente dalla visualizzazione 3d della stampa. Spesso anche gli altri slicer fanno cose dell'altro mondo e non si capisce il perchè. Giusto ieri stavo stampando una piattaforma per la stampante a resina e questo è il 1° strato che CURA mi ha rifilato... 🤣
-
Stampa nel vuoto
Otto_969 ha risposto a Frabal nella discussione Problemi generici o di qualità di stampa
Non conosco la tua macchina, ma IMHO Lychee 3d non è il miglior slicer per le FDM. Prova ad usare lo slicer Prusa che è ottimo per beginners perchè in "automatico" funziona molto bene (https://help.prusa3d.com/article/download-prusaslicer_2220), oppure CURA che è forse meglio ma è più complicato e richiede settaggi più manuali (https://ultimaker.com/software/ultimaker-cura/) Cmq dalla foto non si capisce molto... Non è che volevi stampare anche il tetto? 🤔 -
@FoNzY... Grazie della risposta, sono stato in apprensione 1/2 giornata... 🥶 Il reso è possibile, ma vorrei evitarlo perchè la spedizione viene dalla Germania e costerà almeno 50€, ora provo a scrivere alla Anycubic (l'ho presa sul loro sito ufficiale) e provo a farmi spedire almeno un paio di questi film polarizzati, che ho scoperto vanno montati in modo abbastanza "artistico"... Cmq bolle così bastarde non ne avevo mai viste! Devo provare con l'applicazione col velo d'acqua/alcool. Cmq sono terrorizzato dal fatto che le stampe potrebbero attaccarsi al FEP, e se si rome il FEP mi inonda la casa di resina... Soluzione ->
-
Salve a tutti, la X2 mi è finalmente arrivata, vado per montarla - tutto facilissimo - ma quando vado per sostituire il film protettivo dello schermo cominciano i problemi... Bolle a non finire! Non è che sia proprio un niubbo in questo, wrappo da anni cose ben più difficili. Da anni uso la tecnica "standard", cioè sollevo appena un lato della del film originale, inserisco nell'apertura un lembo del nuovo screen-saver e man mano sfilo il primo e faccio aderire il secondo sulla superficie appena liberata dal primo... In questo modo non si da tempo alle impurità presenti nell'aria (ho 4 cani in casa...) di depositarsi sullo schermo... Per contro in pratica vado ad occhi chiusi perchè lo schermo è sempre coperto dalle mie mani e dalle 2 pellicole semi-sollevate. Ma è solo abitudine. Ma questa pellicola proprio non ne vuole sapere di lasciare scivolare le bolle verso l'estremità dello schermo... Stacco tutto e mi accorgo che le bolle sono nella pellicola sottostante, già attaccata allo schermo e che non deve essere toccata, cercata sulla rete sembra si tratti della "pellicola polarizzata". Ricapitolando, le bolle sono sotto la pellicola polarizzata, pellicola che ovviamente non ho come ricambio e che neanche in rete sembra facile da trovare... 😐 Che faccio? E' una cosa normale e mi stò preoccupando per niente, oppure (come penso) queste bolle influiranno sulla propagazione della luce?
-
Prima stampante a resina
Otto_969 ha risposto a Lorenz_Keel nella discussione La mia prima stampante 3D
Si, conosco quel sito, ma i prezzi non sono poi così competitivi e sotto i 100€ la spedizione è molto cara... Per il materiale FDM è un sito valido ma 3DJake rimane cmq un gradino sopra: basta aspettare gli sconti... Mi è capitato di prendere PETG di qualità a 10€/Kg... 😁 Ahhh... Ok, ok... Avevo capito male! Io ho preso l'offerta combo con il Wash 'n Cure 3 a 265€ spedito + feps + resine varie + proteggi schermo + i famosi supporti magnetici. Avevo trovato prezzi simili su Amazon ed altri siti, ma ogni sito non aveva ora i FEPs, ora le resine, ora i proteggi schermo e le spedizioni costavano più dei prodotti... Mi sono fatto 4 conti ed ho preso tutto dal sito Anycubic ufficiale, la merce viene dalla Germania. La resina (Water-Wash Resin+) l'ho presa da Amazon a spedizione zero. Ero riuscito a ottenere uno sconto da 15€ ma il sito non lo accettava in nessun modo. Ora vediamo che sfracelli farò appena arriva... 😅 Mah... Sotto il profilo dei prezzi è 100 volte più conveniente stare in Italia. Quì la vita è cara, quando si va a fare la spesa si spende un botto per 3 buste di roba scadente, con gli stessi soldi in Italia ti riempi la macchina di prodotti di qualità. Quando partii la benzina era molto più cara in Italia, ora è molto più cara in Finlandia. Però gli stipendi sono più alti, la previdenza funziona alla perfezione ed il livello di tassazione è semplicemente ridicolo rispetto all'itaglia... Non parlo delle persone perchè, pur avendo alcuni tratti davvero fastidiosi, offenderei le (poche) persone oneste che ancora vivono in Italia. 🤐 -
Prima stampante a resina
Otto_969 ha risposto a Lorenz_Keel nella discussione La mia prima stampante 3D
Sinceramente mi "sballerei" la postina... 😇 Cmq abito in Finlandia e quì Amazon non c'è, devo usare Amazon.de ed ovviamente "Prime" funziona solo perGermania e Austria 😒 -
Io ho preso questa cagata quà: https://www.amazon.de/-/en/dp/B0CRDT9TCR?psc=1&ref=ppx_yo2ov_dt_b_product_details Ho preso questo perchè l'aerografo è lo stesso (copia della copia cinese...) che ho avuto per anni e che usavo per verniciare le scocche delle RC da Drift... Ho preso anche un set di spilli 0,2/0,3/0,5 perchè non mi ricordo con quale mi trovavo meglio. Non mi aspetto niente, solo che non mi si sciolga tra le mani... 🫢
-
Prima stampante a resina
Otto_969 ha risposto a Lorenz_Keel nella discussione La mia prima stampante 3D
Hai comprato la mia stessa combo, solo che a me non è ancora arrivata... Cmq le dimensioni NON sono quelle del volume di stampa, ma del piano di stampa Anche io ho comprato il supporto magnetico (anche questo mi deve ancora arrivare...) e le misure dovrebbero essere queste: 202x128. Ho preso per buone le misure date da uno dei prodotti più famosi: Wham-Bam magnetic plate P.S. - Al prezzo che hai indicato, la spedizione è inclusa? Io l'ho pagata un pò di più ma per spedirla quì minimo chiedono 40€... 😡 -
Seguo con estremo interesse... 😎
-
Nuovo arrivo Bambu Lab A1 Combo: suggerimenti per stampe "organiche"
Otto_969 ha risposto a Franco_64 nella discussione La mia prima stampante 3D
Se le stampe sono simili, si potrebbe fare. Poi dipende da quale grado di "perfezione" si cerca. Cmq CURA con i supporti Custom è molto semplice da usare in queste condizioni. Ma ovviamente ci saranno sempre oggetti che faranno dannare i poveracci che tentano di stamparli 🙄 Il principio è lo stesso, ma il fatto che il supporto sia la copia esatta di quello che si va a stampare, aumenta (di molto) la perfezione di stampa intesa come fedeltà ai particolari. 👍 -
Nuovo arrivo Bambu Lab A1 Combo: suggerimenti per stampe "organiche"
Otto_969 ha risposto a Franco_64 nella discussione La mia prima stampante 3D
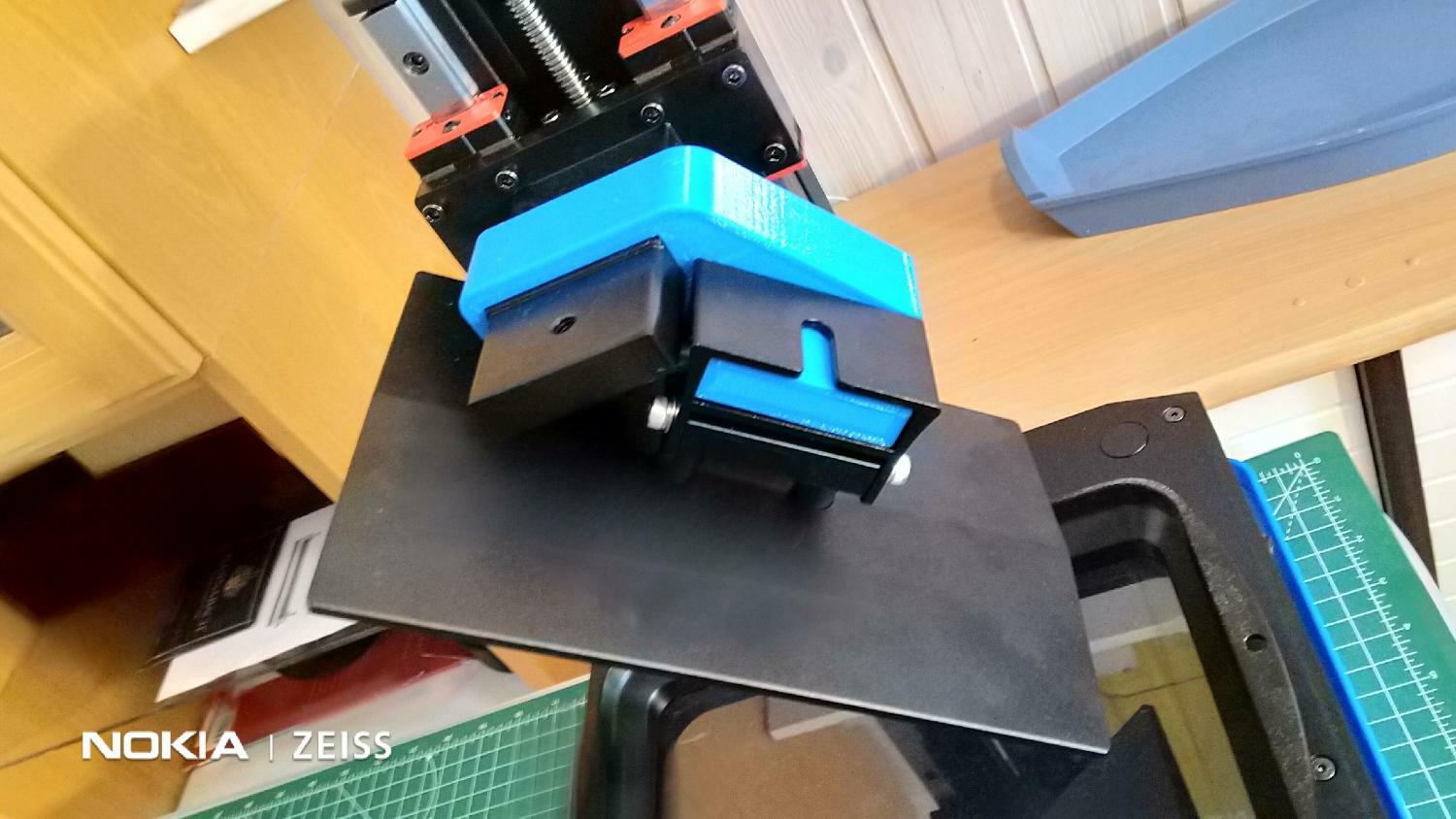
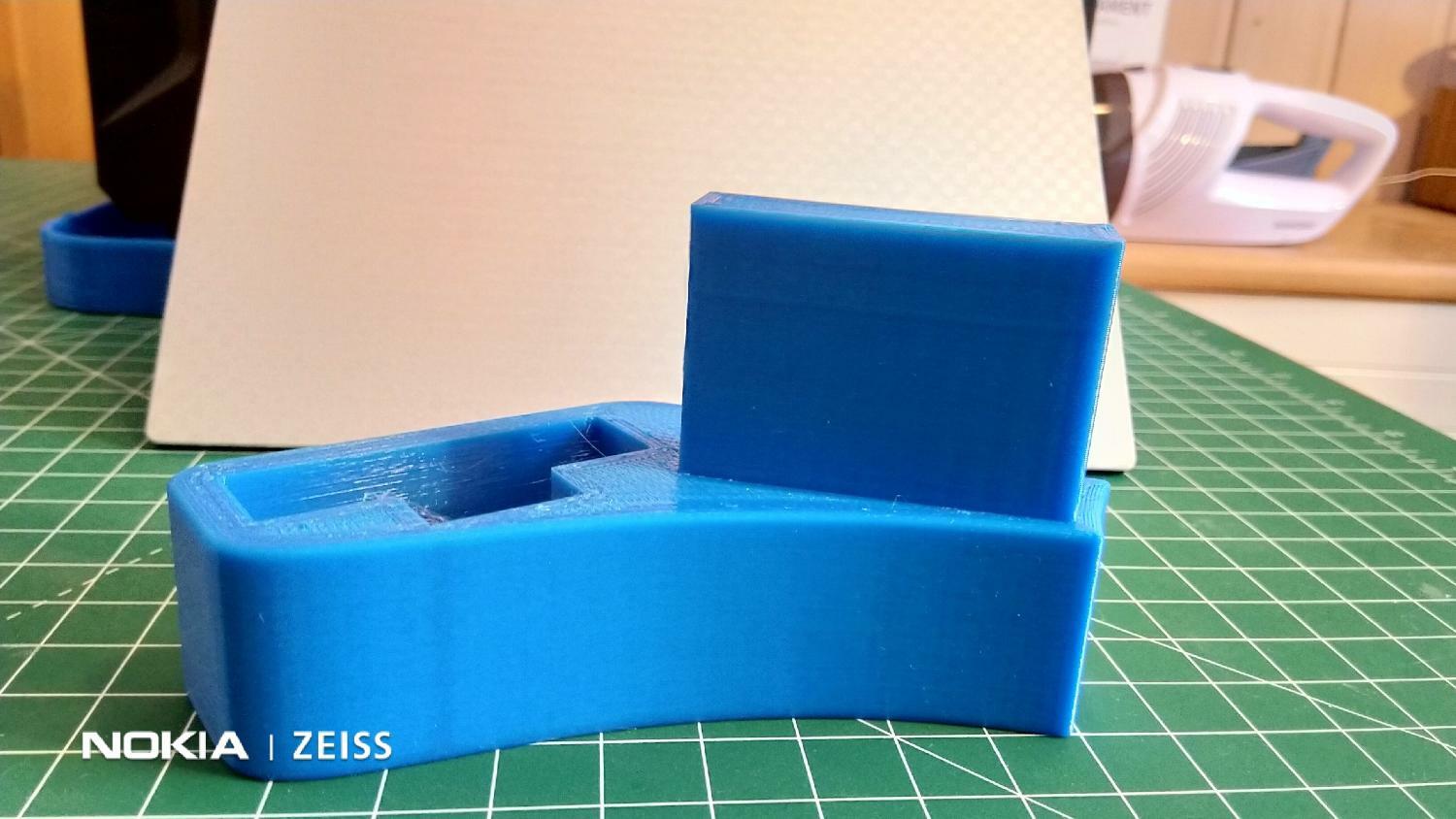
Premetto che quoto in toto quanto detto da @FoNzY + @eaman e che come te ho la necessità di stampare cose molto grandi, ma alla fine (anche io...) sono capitolato ed aspetto una stampante a resina... Non dò consigli, ti dico solo come faccio io, poi decidi tu. E' premessa una minima abilità CAD, io uso Solidworks, ma non fa differenza. Io i supporti me li disegno direttamente insieme al modello... Ho fatto tanti "Overhang" tests (https://www.printables.com/it/model/204573-overhang-uniformity-benchmark) e so esattamente che la mia stampante con lo 0,2mm di nozzle arriva a 65° di sbalzo senza problemi. Quindi disegno i supporti SOLO dove le inclinazioni oltrepassano tale limite. Es. Supports_01 In questo caso i supporti sono in rosa, e sono disegnati solo dove servono, con un'architettura che tiene già conto del fatto che NON posso usare i supporti automatici degli Slicers sennò si sovraporrebbero tra di loro! Nello Slicer, in questo caso CURA, la stampa appare così: Supports_02 Come vedi l'oggetto è ruotato di 90° e tutti gli sbalzi sono meno dei famosi 65° che la mia macchina può stampare. Poi - a seconda della macchina in uso - devi stabilire la distanza tra il supporto che hai disegnato e la superficie dell'oggetto in questione. Di solito gli Slicers hanno uno 0,2mm di default, con lo 0,4mm è ok; con lo 0,2mm io scendo a 0,1mm di distanza tra supporto e superficie dell'oggetto. Però non ho mai stampato una statuetta in vita mia... Quindi per fare un supporto, ad es. di un braccio, devi fare una copia del braccio stesso -> spostarla in basso di 0,2mm e disegnare un appoggio fino al piano di stampa... Spero di essermi spiegato chiaramente, a parole non è facile, ma il processo è abbastanza semplice (se sai maneggiare i programmi CAD). Good luck! 🤙 -
tronxy x5sa-500-2e proviamo a farla stampare?...
Otto_969 ha risposto a darkangel00 nella discussione Tronxy
Prova a stampare un cerchio grande quasi quanto il piatto (490mm o giù di lì), 2/3 layers bastano; misuralo per bene e vedi se è ovalizzato oppure no. Se è ok, lascia tutto com'è! IMHO se hai avuto problemi con la scheda Stock e FW precompilato, con Marlin (o Klipper, cmq tutti da compilare facendo prove su prove) sarà molto peggio. Le schede stock sono di pessima qualità, non è detto che accettino di essere flashate senza abbandonarti. Intendi che vuoi passare ad un estrusore "diretto"? Il Direct Extruder migliora sicuramente la qualità di stampa, ma non è che semplicemente sposti l'estrusore dal telaio, a sopra l'Hot-End... Per funzionare funziona, non dico di no, ma prova a pensare tutto il peso che si porta appresso il carrello dell'Hot-End! Di solito si comprano sistemi completi miniaturizzati con motori molto più piccoli e leggeri. La sostituzione dell'Hot-End è assolutamente necessaria perchè quello stock fà schifo... Cmq non credere che poi la macchina ti stampa a 200mm/sec senza tonnellate di sudore e neuroni bruciati... Io con la X5SA-Pro stampavo a 70/80mm/sec stock decentemente. Ora che è completamente trasformata max arrivo a 135mm/sec poi l'Hot-End (All-Metal) mi molla... Però la qualità è molto buona. Di solito una macchina settata per alte velocità, pecca alle basse e viceversa. Fin quì ho visto parecchie X5 (nelle varie versioni), mi è capitato di trovarne una davanti alla porta di casa... 🤣 Nel 99% dei casi le macchine sono perfette, è il proprietario a combinare casini col FW, oppure tralasciando pesantemente la normale manutenzione (specie dei carrelli ruotati). Ma la causa principale dei malumori è l'eccesso di pretese, come se una "stampante 3d" fosse una stampante a colori "plug 'play" per il PC... Ovvio che non funziona così. Vatti a guardare i Threads sulle X5, se non lo hai ancora fatto ci sono un paio di modifiche da 4 soldi che risolvono tanti problemi... -
Salve a tutti! Stavo cercando una vecchia discussione sugli aerografi, senza successo... Poi alla fine l'ho trovata ma mi nega l'accesso! La discussione è: Aerografo mi aiutate se faccio la pazzia? 🙂 La cercavo per non aprire una nuova discussione... Ma alla fine ne ho aperta un'altra! 😁
-
L'ennesimo nuovo arrivato... Prima stampante FDM
Otto_969 ha risposto a jonny89 nella discussione La mia prima stampante 3D
Ovvio... I cinesi sono maestri nello spaccare il centesimo in 4, il prezzo (quello vero, non gonfiato dal venditore, o dal modello attualmente molto richiesto) solitamente rispecchia le differenze di qualità. Qualità che spesso non si può vedere ad occhio nudo, vedi ad esempio i componenti delle MoBo, dei PSU, o anche di un semplice switch da 50 cents che poi ti blocca tutto per 2/3 settimane. IMHO molto meglio seguire le discussioni sui forum dedicati a questo o quel modello. Da lì si vedono realmente i difetti/pregi di una macchina. Le brand's communities, specie USA, in questo sono importantissime. Cmq in bocca al lupo! Edit: quasi dimenticavo, ma molto dipende anche da cosa andrai a disegnare -> produrre! Fare un disegno al CAD è una cosa, stamparlo a FDM è un'altra... Io mi scontro con questa realtà quasi quotidianamente. -
L'ennesimo nuovo arrivato... Prima stampante FDM
Otto_969 ha risposto a jonny89 nella discussione La mia prima stampante 3D
@eaman + @dnasini... L'ho scritto perchè @jonny89 ha dato per scontato, sin da subito, di "Sarei disposto a scendere a compromessi riguardo la semplicità d'uso a patto di avere una stampante molto valida nelle stampe". Oltretutto dice anche di non saper usare usare i programmi CAD. IMHO partendo dal disegnare al CAD la macchina imparerà/si documenterà anche su cosa è meglio, o peggio. E' la scelta che avrei fatto io, perchè la pur buona (s)Tronxy la portai al limite sin da subito, e poi vai con le modifiche... Alla fine l'ho rifatta tutta, enclosure integrata inclusa. Quando ci penso, vorrei averla costruita da zero sin da subito, forse per lui non sarà così, ma è un'opzione. Non è che lo voglia costringere a buttare soldi (parecchi...) e tempo (taaaaaanto!) per darmi ragione... Sorry ma io non credo che cambiare/modificare firmware serva poi a tanto, a parte che anche questo dipende dalle capacità dell'utente e molte opzioni cmq si possono fare dagli slicers. E' il cane che si morde la coda: si comincia con le modifiche da 4 soldi e si finisce col modificare tutto. Di certo non conosco tantissimi stampatori, ma nessuno di essi ha mantenuto l'estrusore di serie (Prusa a parte). Questa è la mia opinione, non forzo nessuno. 🤙