Meldro
-
Numero contenuti
404 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Meldro
-
Risalire dal GCODE al profilo stampa usato
Meldro ha risposto a Meldro nella discussione Software di slicing, firmware e GCode
Ah ecco... a questo punto però credo dipenda dallo slicer, da CURA in questo caso perchè, a meno che non mi perdo qualche pezzo, CURA ho sempre saputo funzionasse come ho descritto sopra non trovo altre opzioni. -
Risalire dal GCODE al profilo stampa usato
Meldro ha risposto a Meldro nella discussione Software di slicing, firmware e GCode
Si, è quello che intendevo io ma non volevo scriverlo DIRETTAMENTE nel GCODE ma come parametro, altrimenti, se ho capito bene, tutte le volte che cambio il profilo di stampa devo andare nel GCODE start e modificarlo (questo è quello che intendi tu, corretto?). Mi spiego meglio. CURA mi da 2 profili: 1 - profilo stampante (dove ho il Gcode START ed il Gcode END) 2 - profilo di stampa (con i settaggi specifici temp, speed etc... a seconda del filamento etc) Il il profilo 1 non lo cambio mai mentre cambio spesso il profilo 2 (ed è per questo che vorrei riconoscere dal gcode con quale profilo ho stampato un modello). Nel modo che mi hai descritto, per ogni volta scelgo un profilo 2 diverso dal precedente, dovrei andare nel profilo 1 e adeguare, di volta in volta il nome che voglio includerci, ho capito bene? Sostanzialmente volevo fare la stessa cosa ma parametrizzando il nome del file (come ad esempio si fa con la temperatura) così da non doverlo maneggiare di volta in volta a mano. Spero d'essermi spiegato meglio -
Risalire dal GCODE al profilo stampa usato
Meldro ha risposto a Meldro nella discussione Software di slicing, firmware e GCode
Si, sostanzialmente questo ma non vorrei doverlo fare a mano ad ogni esecuzione dello slicer ma pensavo fosse possibile parametrizzare la cosa. -
Problema di stringing
Meldro ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
Proverò, grazie! -
Qualcuno conosce ed usa IdeaMaker?
Meldro ha risposto a Killrob nella discussione Software di slicing, firmware e GCode
potresti spiegarmi meglio cosa intendi? Dov'è che vedi differenze maggiormente? -
Problema di stringing
Meldro ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
Ciao, come scrivevo all'inizio questi valori qui: - TEMP 210° - SPEED 60mm/s - RETRACTION SPEED 80mm/s - RETRACTION DISTANCE 5mm sono identici per i due profili e cambiandoli non ho avuto grandi miglioramenti: ho ottenuto qualche differenza abbassando notevolmente la temp a 190°. Ma la domanda che mi facevo era un'altra e legata a quali altri parametri possono incidere? (visto che questi sono i dentici per i due profili?). Cmq mi rendo conto che ogni parametro poi influenza l'altro quindi non credo di potermi evitare un serie di test vari... 🙂 -
Qualcuno conosce ed usa IdeaMaker?
Meldro ha risposto a Killrob nella discussione Software di slicing, firmware e GCode
Scusa se riprendo questa vecchia discussione ma era per sapere se, ad un anno di distanza, stai ancora usando ideaMaker e/o che idea te ne sei fatto rispetto a CURA. Grazie -
Problema di stringing
Meldro ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
Bella domanda -
Problema di stringing
Meldro ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
No, non variano tra i layer Si altezza layer diversa: da 0.2 (STANDARD) a 0.08 l'altro. (grazie per le risposte 😉 ) -
Problema di stringing
Meldro ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
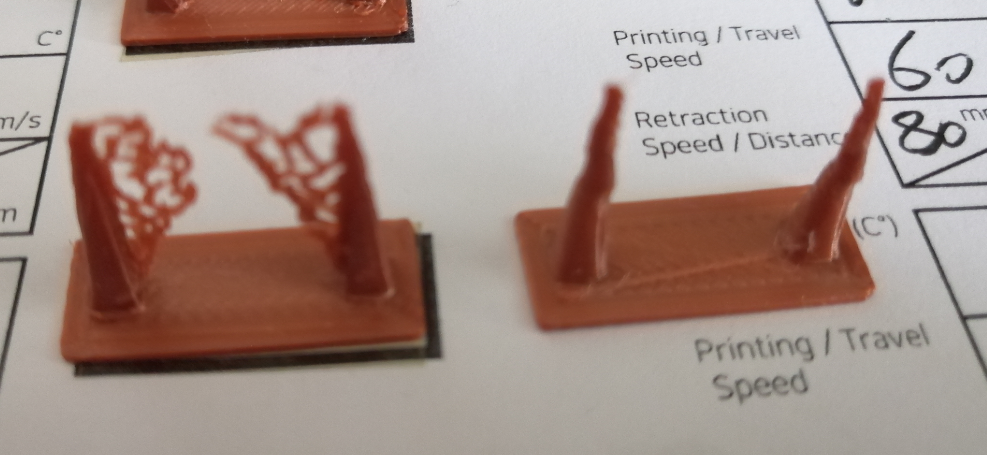
Dunque non ho specificato meglio perchè volevo concentrarmi sullo stringing. Quello di destra ha altri problemi (tipo che i due coni non sono perfettamente diritti) ma questo non mi interessa proprio perchè è un profilo standard. Quello di sinistra viene come dovrebbe a meno dello stringing. Ora avendo molti parametri diversi (che mi sembra anche inopportuno postare tutti) mi chiedevo se qualcuno, ad esperienza e oltre ai parametri più comuni (quelli di cui sopra che ho già provato) aveva idea di dove poter intervenire. -
Problema di stringing
Meldro ha pubblicato una discussione in Problemi generici o di qualità di stampa
Ciao a tutti, ho un problema specifico con lo stringing. Al di la' della sfocatura (scusate ma ho problemi con la cam del telefono) è palese lo stringing che ho sul modello di sinistra. Ora il punto è questo: MODELLO SX -> profilo (CURA) settato per la stampa di miniature MODELLO DX -> profilo (CURA) standard. I parametri di base di: - TEMP - SPEED - RETRACTION SPEED - RETRACTION DISTANCE è identica per i due modelli, come è identico il materiale. Ora la domanda è questa: considerando che il profilo settato per la stampa di miniature, quello del modello di SX, ha molti parametri diversi rispetto al profilo standard e andarli a testare uno ad uno è impensabile, da vostra esperienza, Vi vengono in mente un paio di altri parametri sui quali potrei giocare per eliminare o ridurre il problema? Grazie in anticipo.
-
Risalire dal GCODE al profilo stampa usato
Meldro ha risposto a Meldro nella discussione Software di slicing, firmware e GCode
Grazie per la risposta e io sono pure de coccio... non ho nominato lo slicer che è CURA. 🙂 -
Risalire dal GCODE al profilo stampa usato
Meldro ha pubblicato una discussione in Software di slicing, firmware e GCode
Ciao a tutti, mesi fa avevo perso settimane a trovare il giusto settaggio X per un certo specifico tipo di stampe (slicer CURA) A distanza di tempo, ora, mi trovo una serie di profili X, Xmigliore, Xmoltomeglio 🙂 ed ho il dubbio quale effettivamente era quello che avevo battezzato come definitivo. Ho i gcode delle stampe eseguite correttamente, quindi chiedo se c'è modo, da queste di risalire al profilo usato. In alternativa, per il futuro, c'è la possibilità tramite qualche specifico comando di far scrivere dentro il GCODE il nome del profilo con cui è stato generato? Grazie in anticipo come al solito. -
Migliorare End GCode
Meldro ha risposto a Meldro nella discussione Software di slicing, firmware e GCode
Grazie, proverò! -
Migliorare End GCode
Meldro ha risposto a Meldro nella discussione Software di slicing, firmware e GCode
ma sono rinco?!?!?! Neanche questo ho scritto?!!??! Ari-scusa. Lo slicer è CURA 4.5 -
Migliorare End GCode
Meldro ha risposto a Meldro nella discussione Software di slicing, firmware e GCode
Hai ragione scusa: 250x250x250 (il volume di stampa max) -
Ciao a tutti, questo è l'end gcode che ho usato sino ad ora G4 ; Wait M220 S100 ; Reset Speed factor override percentage to default (100%) M221 S100 ; Reset Extrude factor override percentage to default (100%) G91 ; Set coordinates to relative G1 F1800 E-3 ; Retract filament 3 mm to prevent oozing G1 F3000 Z20 ; Move Z Axis up 20 mm to allow filament ooze freely G90 ; Set coordinates to absolute M104 S0; turn off extruder M140 S0 ; turn off bed M84 ; disable motors M106 S0 ; turn off fan Praticamente la stampa si interrompe ed il nozzle si alza di 2cm rimanendo sopra il pezzo. Vorrei che il piatto avanzasse ed "uscisse" dall'ingombro della testina per poterlo rimuovere agevolmente. Al tempo stesso vorrei capire meglio come funzionano questi GCODE, quindi se c'è qualche anima pia che ha voglia di spiegarmi come andrebbe modificato il codice sopra per fare quello che mi serve, mi farebbe una grandissima cortesia. Grazie in anticipo!
-
[CURA + OCTOPRINT] - Cambiare filamento ad un certo layer
Meldro ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
Ah ecco, devo modificare e ricompilare il firmware. Ok, grazie mille. -
[CURA + OCTOPRINT] - Cambiare filamento ad un certo layer
Meldro ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
Si, chiaro il resto (il punto 2 ovviamente) è che non ho capito come fare quando scrivi: Non ho capito come faccio a fare questo. E' qualcosa che devo settare su CURA (che mi mette i codici dei questo comando nel GCODE) o devo settare a mano qualcos'altro nella stampante? EDIT: ho trovato qualcosa nei SETTINGS di OCTOPRINT (action commands) ... è quello? -
[CURA + OCTOPRINT] - Cambiare filamento ad un certo layer
Meldro ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
Mmmh... scusa l'ignoranza ma di preciso come dovrei fare? Devo modificare il gcode che produce CURA o che altro? -
[CURA + OCTOPRINT] - Cambiare filamento ad un certo layer
Meldro ha pubblicato una discussione in Problemi generici o di qualità di stampa
Ciao a tutti, vorrei provare a stampare cambiando filamento ad un certo layer. In Cura c'è l'apposito plugin/opzione ma, mi chiedevo, come si sposa questa cosa con Octoprint? Dopo che lancio la pausa, Octoprint, riconosce dal gcode la pausa, quindi si mette in pausa (per cui cambio filamento e faccio ripartire la stampa) oppure devo fare qualche altra operazione? Avete mai provato? -
METALLO - PLA: come incollarli?
Meldro ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
Già, questa è la prima cosa che ho imparato. 😄 Se qualcuno si chiedesse il perchè... è perchè diventa un malloppo solido all'istante e quando di istante intendo istante. 🙂 Grazie mille per le info! -
METALLO - PLA: come incollarli?
Meldro ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
E' notevolissima ma mi piacerebbe saperne di più su come manovrarla (anche perchè se sbagli qualcosa e pasticci tra colla e bicarbonato poi butti tutto.. da quello che ho visto) : @Carsco qualsiasi consiglio in merito sarebbe più ben accetto. -
METALLO - PLA: come incollarli?
Meldro ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
Appena provato... ma è un bomba!!!!!! Ellamiseria!!!! 🙂 -
METALLO - PLA: come incollarli?
Meldro ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
Stupendo! Grazie!