Meldro
-
Numero contenuti
404 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Meldro
-
PLA stampabile a non meno di 215 gradi... possibile?
Meldro ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
Esattamente per questo scrivevo... in questo momento ho controllato nozzle, ptfe e il serraggio della vite che preme il perno, che pressa il filamento, sullo spingifilo... mi sembra tutto nella norma. Ieri ho fatto un test a 220 con ventola di raffreddamento al 100% (come sempre uso) e ad un certo punto... sottoestrusione (non continua ma quei 2/3 layer ogni tanto che bastano per sfaldare il modello). Ora ho fatto un test... ho stampato a 220 con ventola completamente spenta e la stampa è andata a buon fine... è venuta alquanto bruttina ma non c'è stata sottoestrusione... vuoi vedere che, questa volta, è proprio questione di temperatura.... Ora mi stampo una temp tower senza raffreddamento... e vediamo che succede. -
PLA stampabile a non meno di 215 gradi... possibile?
Meldro ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
Faccio sempre le temo tower al cambio bobina, stavolta ero confidente e non l'ho fatto subito ma solo dopo il primo "fallimento" a 210. Normalmente, con le 7/8 bobine che ho maneggiato in un anno, ho sempre stampato max a 210 e non perché andasse in sottoestrusione a tempo più basse... questo filamento invece sembra "perda" dei layer anche a 215/220... non vorrei ci fosse un altro problema che però non so individuare... -
PLA stampabile a non meno di 215 gradi... possibile?
Meldro ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
Posso chiederti che problemi riscontravi stampando a temperature più basse? -
PLA stampabile a non meno di 215 gradi... possibile?
Meldro ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
Veramente?! (mi riferisco ad entrambi) Ottimo... pensavo di essere già alto lavorandolo a 210... 🙂 -
PLA stampabile a non meno di 215 gradi... possibile?
Meldro ha pubblicato una discussione in Problemi generici o di qualità di stampa
Sto stampando da un anno, sempre PLA, sempre stessa marca (GEEETECH/GIANTARM) di vari colori. Fino ad ora non ho avuto problemi e più o meno tutti li stampo tra i 200/205 gradi max 210. Ora ho preso una bobina nuova, la carico, lancio un gcode e a 210°, dopo un pò va in sottoesterusione fino a dover fermare la stampa. Stampo un temp tower (che per la prima volta, al cambio di bobina, mi ero evitato di stampare... 😕 ) e, partendo da 230... quando arriva a 210 va in sottoestrusione fino, anche qui, a dover bloccare la stampa. Nozzle appena cambiato, tubo PTFE (ho una bowden) appena cambiato... mi verrebbe da dire che è la bobina ma sarebbe la prima che trovo con questo "problema". Secondo voi è possibile o devo cercare altrove la causa del problema? -
4Max Pro 2 Incredibile stampa bene solo il gcode di test
Meldro ha risposto a FPcomputer nella discussione Problemi generici o di qualità di stampa
Ciao, cosa intendi di preciso per "altre mie prove falliscono", puoi postare alcune foto magari dei test più semplici tipo il "famoso" cubo di calibrazione? Che software di slicing utilizzi? Quali sono i parametri con cui crei il gcode? (temp, speed, layer height) -
Andava tutto bene, cambio filamento e mi ritrovo questo problema
Meldro ha risposto a kar120c nella discussione Problemi generici o di qualità di stampa
La temperatura è fondamentale. Prima di fare qualsiasi altro test devi gestire la temp, altrimenti è tutto inutile. Magari posta le impostazioni che hai provato su CURA per gestire il cambio di temp dopo un tot layer. -
Andava tutto bene, cambio filamento e mi ritrovo questo problema
Meldro ha risposto a kar120c nella discussione Problemi generici o di qualità di stampa
Si, è lui. Nel video che ti ho linkato, se lo segui, ti spiega anche come attivare gli script che generano il codice necessario che andrà poi nel gCode per gestire la temp ai vari livelli. -
Andava tutto bene, cambio filamento e mi ritrovo questo problema
Meldro ha risposto a kar120c nella discussione Problemi generici o di qualità di stampa
Non sto dicendo questo 🙂 CURA ha un add on con dei modelli stl precaricati (temp tower, retraction tower etc...) e poi in aggiunta a questi ti fa caricare degli script sui quali vai ad agire per definire da che temp partire e come incrementarla... insomma ti evita di aggiungere a mano un ChangeAt ad ogni cambio temp nel post processing (in questo video ti mostra, indirettamente come funziona https://www.youtube.com/watch?v=6LjbCIGCmd0&ab_channel=CHEP ). Comunque più che fare prove random... direi che una temp tower è fondamentale (me lo ha insegnato proprio questo forum 🙂 ) ...poi vedi tu. -
Andava tutto bene, cambio filamento e mi ritrovo questo problema
Meldro ha risposto a kar120c nella discussione Problemi generici o di qualità di stampa
Scusa ma la temp tower che risultati ti da? Puoi postarne una foto? PS: se usi CURA ci sono degli addon appositi che ti creano sia il modello della tower che gli script che vanno a generare, nel gcode, il cambio di temp a tot layer... -
Filamento rovinato/troppo umido oppure?!
Meldro ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
Buono a sapersi... la cosa strana è che l'ho sempre tenuto dentro un sacchetto chiuso IKEA quando non lo usavo e facevo il "vuoto" con un asciuga capelli (usavo ovviamente la parte posteriore che aspira) non era un vuoto totale ma tant'è... ora cmq ho messo la bobina sopra un radiatore... vediamo se migliora un pò. -
Filamento rovinato/troppo umido oppure?!
Meldro ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
Verificherò quanto mi hai chiesto. La cosa che volevo capire è se può succedere che un filamento andato sempre bene ad un certo punto (sarà rimasto il 100% di filamento in bobina) possa comportarsi in questa maniera praticamente inutilizzabile. -
Filamento rovinato/troppo umido oppure?!
Meldro ha pubblicato una discussione in Problemi generici o di qualità di stampa
Ciao a tutti, ho un problema strano con del filamento in PLA - GEEETECH. Stamattina vado a riutilizzare una bobina quasi terminata, utilizzata senza alcun problema da maggio fino a 2/3 settimana fa e sempre tenuta dentro un sacchetto di quelli da cucina di IKEA quando non montato sulla macchina. Faccio delle stampe, tra l'altro stesso gcode eseguito col medesimo filamento 2/3 settimane fa e niente... sottoestrusione con lo spingifilo che fa il classico "TAC TAC". Se aumento la temperatura va leggermente meglio ma sempre con punti di sottoestrusione (ma, ripeto, sto usando un file già usato con quel filamento a 195° e ora l'ho impostato a 215°). Riprovo a stampare una temp tower, che originariamente, lo stesso filamento stampava correttamente da 220 a 190 gradi e ora va in sottoestrusione pesante a 210. Riprovo spegnendo anche la ventola ma niente. Cambio filamento per capire se il problema è altrove e no... con altro filamento la stampa è corretta. Può essere veramente che si sia danneggiato il filamento (ha preso umidità?!!? a fine bobina può essere diverso?) o mi è sorto qualche problema altrove che è il caso di indagare? -
Intasamento estrusore
Meldro ha risposto a Lorenz_Keel nella discussione Problemi generici o di qualità di stampa
Hai già controllato se quando non estrude lo spingifilo lavora correttamente o scatta emettendo con il classico "tac tac"? -
Sostituzione molle: prendo le gialle o i gommini in silicone?
Meldro ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
Ti ringrazio, si so che devo agire su quelle due viti ma non so in che modo... è la procedura che non ricordo... a memoria l'ho fatta appena mi è arrivata col tecnico al telefono... 🙂 ho alzato o abbassato quello stop ma non ricordo di quanto e fin dove... -
Sostituzione molle: prendo le gialle o i gommini in silicone?
Meldro ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
Geeetech A20 -
Sostituzione molle: prendo le gialle o i gommini in silicone?
Meldro ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
Domandina... sostituendo le molle con questi gommini occorre andare a modificare lo Z-stop immagino, giusto? E' che non l'ho mai toccato da quando ho la stampante e non ricordo la procedura... 😕 -
Sostituzione molle: prendo le gialle o i gommini in silicone?
Meldro ha pubblicato una discussione in Problemi generici o di qualità di stampa
Su una GEEETECH A20 vorrei sostituire le molle originali (si "starano" troppo spesso). Ho letto che le molle "gialle" non è che siano poi tutto questo upgrade... mentre sembrano molto più performanti i gommini in silicone. Avete esperienza in merito? -
Effetto Ghosting (leggero?!)
Meldro ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
L'estrusore è di tipo BOWDEN Il materiale è PLA stampato nel 99% dei casi a 60 m/s , il restante 1% a velocità inferiori. -
Effetto Ghosting (leggero?!)
Meldro ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
Quindi neanche Aretract vado a toccare, solo AmaxX e AmaxY -
Effetto Ghosting (leggero?!)
Meldro ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
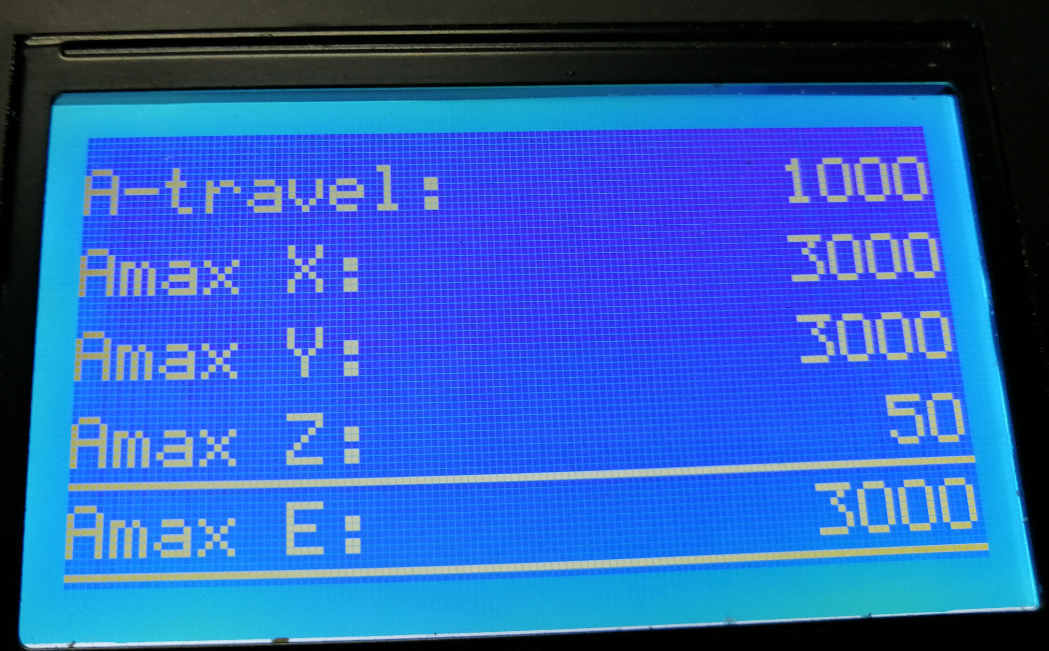
A scanso di equivoci... devo portare a 1000 Aretract (che ora è a 2000) AmaxX (che ora è a 3000) AmaxY (che ora è a 3000) AmaxE (che ora è a 3000) Tutte queste? -
Effetto Ghosting (leggero?!)
Meldro ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
Ti ringrazio, t'avrei chiesto infatti che controindicazioni potevo avere... quindi posso fare qualche prova al max reimposto questi valori. -
Effetto Ghosting (leggero?!)
Meldro ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
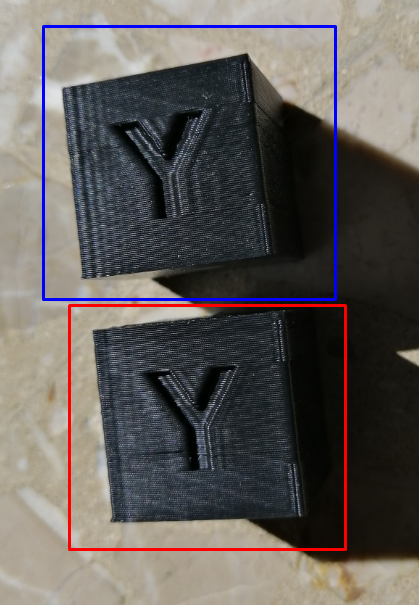
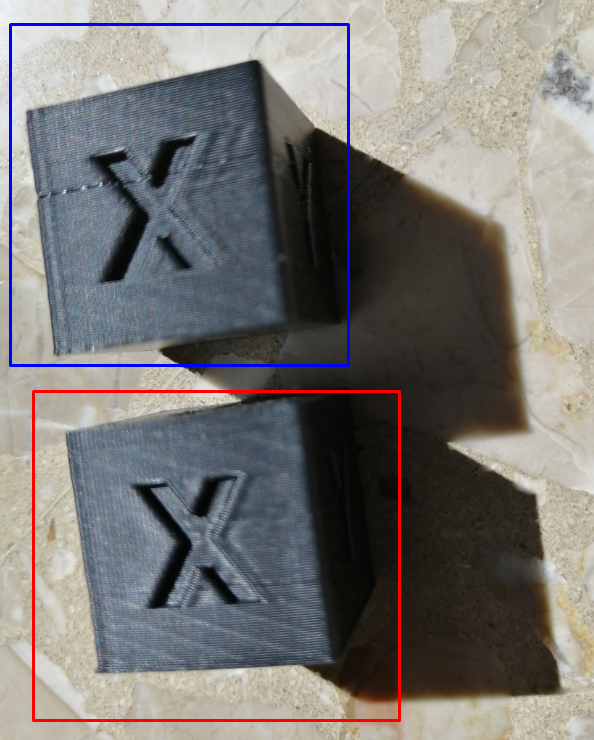
Ecco i risultati: - in blue JERK originale (20) - in rosso JERK a 10 Il risultato mi sembra migliore ma è ancora presente, ci si accontenta o si può ancora migliorare?
-
Effetto Ghosting (leggero?!)
Meldro ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
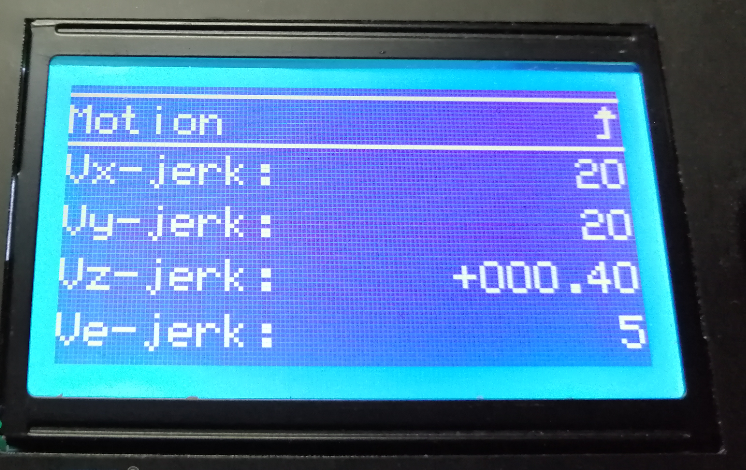
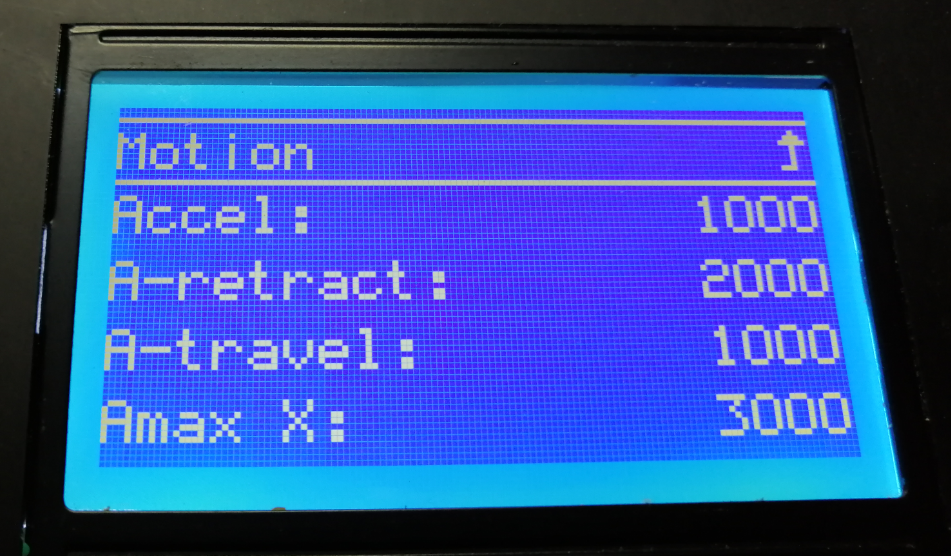
Scusa, ma per capire quindi... le impostazioni del JERK sullo slicer come si relazionano a quelle impostate sulla macchina? Non contano nulla, valgono quelle della macchina oppure si "sommano" a quelle settate su Marlin... oppure ? Ad ogni modo i valori della macchina sono questi: (ci metto anche i parametri di accelerazione visto che ci sono....)
-
Effetto Ghosting (leggero?!)
Meldro ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
Vado a leggere subito, ma quindi è equivalente impostare i parametri in CURA o direttamente dalla stampante (ho una Geeetech. A20)?