Meldro
-
Numero contenuti
404 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Meldro
-
Misurare il diametro del filamento
Meldro ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
Grazie per la regola. Riprendendo la domanda che ho lasciato sopra (un filamento che realmente è 1.7 o 1.8 può dare problemi? -
Misurare il diametro del filamento
Meldro ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
Grazie per la risposta. Ho chiesto proprio per regolarmi in merito. Diciamo che una lettura più o meno costante sotto l'1.7 è una sentenza abbastanza chiara, il problema che mi pongo è su misure "ambigue". Ad esempio, un filamento che fosse realmente da 1.70 o da 1.80 anzichè da 1.75... può creare problemi? (perchè quelle misure, vista la tolleranza dei calibri economici le puoi leggere tranquillamente pari 1.73 nel primo caso e 1.77 nel secondo) -
Misurare il diametro del filamento
Meldro ha pubblicato una discussione in Problemi generici o di qualità di stampa
Devo risolvere un problema di sottoestrusione e a questo punto devo essere sicuro che il filamento sia quello che deve essere, da qui la domanda. Domanda può sembrare banale, basta un calibro e via, ok e ho anche visto diversi video, come quello di help3d, che ti dice di non "pizzicare" il filo ma di "morderlo" per il tratto che il calibro consente. Ora... i calibri più comuni/economici in commercio, che vanno dai 12 ai 30 euro, hanno dichiarate precisioni vanno da +- 0.01 a più realistici +- 0.03 mm. Questo significa che il diametro di un filamento da 1.75, se fosse effettivamente 1.75, lo posso leggere 1,72 o 1.78. Se poi questo varia di un o due decimi di millimetro e quindi se fosse realmente 1.73 anzichè 1.75 potrei leggere dalla misurazione con il calibro 1.70. So che ci sono calibri da centinaia e migliaia di euro... ma qui stiamo tutti armeggiando con stampanti abbastanza economiche e un calibro che costa più di una stampante, per misurare il filamento sembra un controsenso... d'altro lato però tutto le guide sulle calibrazioni etc ti dicono di verificare il diametro del filamento ed eventualmente correggerlo nello slicer... ok... ma se c'è tutta la differenza di cui sopra... sembra un pò un terno al lotto calibrare parametri di questo tipo. Sto sbagliando? Voi come vi regolate? -
GEEETECH A20 - La mia stampante è umorale!
Meldro ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
Mi fido assolutamente di quello che scrivi. il problema è che in queste condizioni una stampa "importante" da 3/4 ore sarà quasi impossibile averla o comunque sarà un terno al lotto. Sulle regolazioni ho già fatto come scrivi, le ho fatte diverse volte poi ho iniziato a stampare. il problema è che quando inizia ad andare in sottoestrusione quello che stampa è inutilizzabile. Dici che non c'è soluzione? PS: ma nel budget tra i 150 ed i 250 euro... non credo se ne trovino di professionali, giusto PS2: In che senso anche la tua fa così? A questo non ho fatto caso, ma scherzi a parte, il titolo è un po' provocatorio ma sto cercando di avere una stampante almeno un po' affidabile... ogni consiglio è be accetto. -
Come "parcheggiare" stampante e filamenti tra una stampa e l'altra
Meldro ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
Interessante... ma il rullo nel contenitore stagno è inserito tramite un foro sul fondo? Se è così, che soluzione hai adottato per "sigillare" quel punto specifico? -
GEEETECH A20 - La mia stampante è umorale!
Meldro ha pubblicato una discussione in Problemi generici o di qualità di stampa
Si, la mia stampante è umorale non c'è altra spiegazione :). Oppure una spiegazione ce l'avete voi... e lo spero tanto. Dunque ho la stampante ormai da 1 mese ed ho consumato una bobina intera più in test che in altro... Ho "imparato" quali sono i problemi comuni ma i problemi di estrusione che ho descritto qui https://www.stampa3d-forum.it/forum/topic/11064-problema-estrusoreretrazione/?do=findComment&comment=83255 (li trovato foto e video che non sto a ripresentare qui) non hanno le "classiche" soluzioni. Ho seguito tutti i suggerimenti del caso (smontanto e pulito non so quante volte il PTFE (anche cambiato), smontato e sostituito il nozzle (3 volte), verificato che non vi fossero intoppi nella gola etc...) E niente, anche dopo aver rifatto queste routine più volte.. nulla... soliti problemi di estrusione e di TAC TAC del motore. E fin qui parliamo di problemi di estrusione. Ma perchè dico che è "umorale"? Perchè dopo un tot... riprende a funzionare correttamente! Stampa per ore in maniera decente, salvo poi ripresentare il problema di estrusione che va avanti per alcune ore/stampe e poi riprende a funzionare bene per altre X stampe/ore. Questa "routine" -> stampa ok, stampa ko, stampa ok, stampa ko... in un mese si è presentate almeno 3/4 volte. A questo punto di cosa si tratta? L'unica spiegazione plausibile che riesco a darmi nella mia ignoranza... è hce abbia beccato una bobina di filo completamente sballata (diametro? densità? umidità?). Me ne deve arrivare un'altra a breve e sarà la prova del 9... ma può essere veramente così? A voi viene in mente altro? Grazie in anticipo come sempre! -
Octoprint: differenza tra lanciare una stampa da SD o da OCTOPRINT
Meldro ha risposto a Meldro nella discussione Hardware e componenti
Per capire quando lancio una stampa, che sia da SD o da USB, il gcode viene passato alla stampante man mano che viene eseguito? -
Octoprint: differenza tra lanciare una stampa da SD o da OCTOPRINT
Meldro ha pubblicato una discussione in Hardware e componenti
Ciao a tutti, tra i tanti problemi della mia stampanta, sto però scoprendo la comodità di Octoprint. In merito ho letto in giro cose tipo "prova a lanciare la stampa direttamente da SD".... quindi mi chiedo: ma tra il lanciare una stampa dalla SD. tramite il display della stampante o lanciare una stampa tramite OCTOPRINT, cosa cambia o cosa può cambiare? PS: lanciare la stampa di un file che sta sulla SD da OCTOPRINT ricade nel caso di "lanciare una stampa da OCTOPRINIT"? -
Problema estrusore/retrazione
Meldro ha risposto a Alessandro geeetech A20 nella discussione Problemi generici o di qualità di stampa
Tra ieri e oggi ho smontato e pulito 2 volte hotend e nozzle niente! Solito problema di sottoestrusione + tac/tac random... (dico random perchè i primi livelli normalmente vengono bene nel 90% dei casi) Questa la situazione: A20-2b.mp4 A20-1.mp4
-
Pulizia/Sostituzione Nozzle - quando? (foto)
Meldro ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
Non trovo link di questi confronti, ne avreste qualcuno da visionare. -
Pulizia/Sostituzione Nozzle - quando? (foto)
Meldro ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
Grazie per la risposta. Sono un pò confuso perchè ... qualcuno dice ogni 30/40 stampe va cambiato, Nel tuo caso ne cambi uno all'anno... 🙂 Io ne ho "consumati" 2 in un mese (il secondo vorrei cambiarlo per escludere il nozzle, che potrebbe anche essere parzialmente otturato) dalle cause di una sottoestrusione. -
Problema estrusore/retrazione
Meldro ha risposto a Alessandro geeetech A20 nella discussione Problemi generici o di qualità di stampa
Esattamente Sto cercando di fare esattamente questo, metterla a punto per iniziare a stampare senza troppi problemi. Al momento provo solo invidia per quelli che lanciato stampe di 4,5,8, 20 ore... tranquillamente... Nel mio caso ogni stampa superiore all'ora di tempo... è un terno all'otto. 😞 Ho iniziato da meno di un mese a parlare di "filamenti" 🙂 e a forza di stampe varie ho consumato quasi 1kg di filamento... ma ancora non ho messo tutto a punto.... Ho cambiato il PTFE ed ho verifcato tutto dall'estrusore all'hotend, proprio ora ho ritirato giù il nozzle che sembra sporchino (e proprio per capirci qualcosa ho aperto un post in merito) ...ne ordinerò di nuovi. -
Problema estrusore/retrazione
Meldro ha risposto a Alessandro geeetech A20 nella discussione Problemi generici o di qualità di stampa
Mi cerco subito questo post... -
Pulizia/Sostituzione Nozzle - quando? (foto)
Meldro ha pubblicato una discussione in Problemi generici o di qualità di stampa
Allora... situazione dei 2 nozzle che erano in dotazione con la mia stampante Quello boxato giallo era già montato appena arrivata (la stampante è ricondizionata e aveva fatto qualche stampa di prova). Il secondo, boxato rosso, l'ho montato quando, dopo la prima settimana di prove continue, visto che non riuscivo a calibrare il flusso ho cambiato il nozzle. Diciamo che il primo non so quanto PLA ha stampato, mentre il secondo avrà stampato più o meno 800g di PLA in meno di un mese. Domanda (provocatoria): 1 - se lo spillino di pulizia passa liberamente in entrambi i nozzle, voi continuereste ad usarli o li cambiereste comunque? 2 - c'è un modo per rigenerarli per bene (perchè ho provato con fiamme e cose varie... ma la pulizia mi è sempre venuta approssimativa) o vanno cambiati e basta? 3 - c'è una regola, anche empirica, su ogni quanto (ore di stampa, peso materiale stampato, etc...) da poter seguire per il cambio? Grazie in anticipo.
-
Problema estrusore/retrazione
Meldro ha risposto a Alessandro geeetech A20 nella discussione Problemi generici o di qualità di stampa
Grazie per la risposta. Relativamente a quello che chiedi sul flilamento... non ne ho idea. Dico che pensavo al filamento che magari durante la bobina cambia di consistenza e crea il problema visto che, nel mio caso, me lo fa random e visto che ho cambiato e pulito più parti a meno dell'estrusore stesso. Ecco.... vorrei capire almeno una cosa e darla per assodata 🙂 . Se c'è qualcosa di otturato lato hotend... il problema di sottoestrusione dovrebbe essere SEMPRE presente, corretto? Cioè, fin dall'avvio della stampa devo avere il problema... oppure è normale, se otturato o parzialmente otturato, che i primi minuti vada bene salvo poi peggiorare a distanza di 20/30 minuti fino al TAC ? -
Problema estrusore/retrazione
Meldro ha risposto a Alessandro geeetech A20 nella discussione Problemi generici o di qualità di stampa
Seguo perchè ho la stessa stampante e lo stesso problema. 😞 Purtroppo ho una solo bobina di filamento PLA al momento, ed ero arrivato a dare la colpa a quello. Nel mio caso, pulizia hotend, sostituzione nozzle ed anche PTFE (non ho smontato l'estrusore perchè ho paura mi rimanga in mano 🙂 ). Per dare un contributo alla discussione posso aggiungere un test che ho fatto. Quando l'estrusore inizia a perdere colpi e fa tac tac: 1 - fermo la stampa (che ormai è andata) 2 - porto a temperatura l'estrusore 3 - sollevo l'asse Z (giusto per vedere che esca materiale) 4 - faccio estrude 10/20 mm 5 - il TAC TAC continua - hotend pulito, visto il test non siamo troppo vicini al piatto, direi che qui è l'estrusore che non spinge, può dipendere dal filamento? -
Geeetech A20 - Sembra sottoestrusione ma...
Meldro ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
Ad ogni modo, lo schema ed il pattern è simmetrico e quello che mi domandavo è perchè lo fa da una parte e non dall'altra... Parlando con altri "stampatori" mi hanno consigliato di disattivare il COMBING MODE.... proverò anche questa. -
Geeetech A20 - Sembra sottoestrusione ma...
Meldro ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
mmmh... su Cura sono impostate 2 righe, non so se è il modello in se che poi ha fatto si che si riducesse ad una... -
Geeetech A20 - Sembra sottoestrusione ma...
Meldro ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
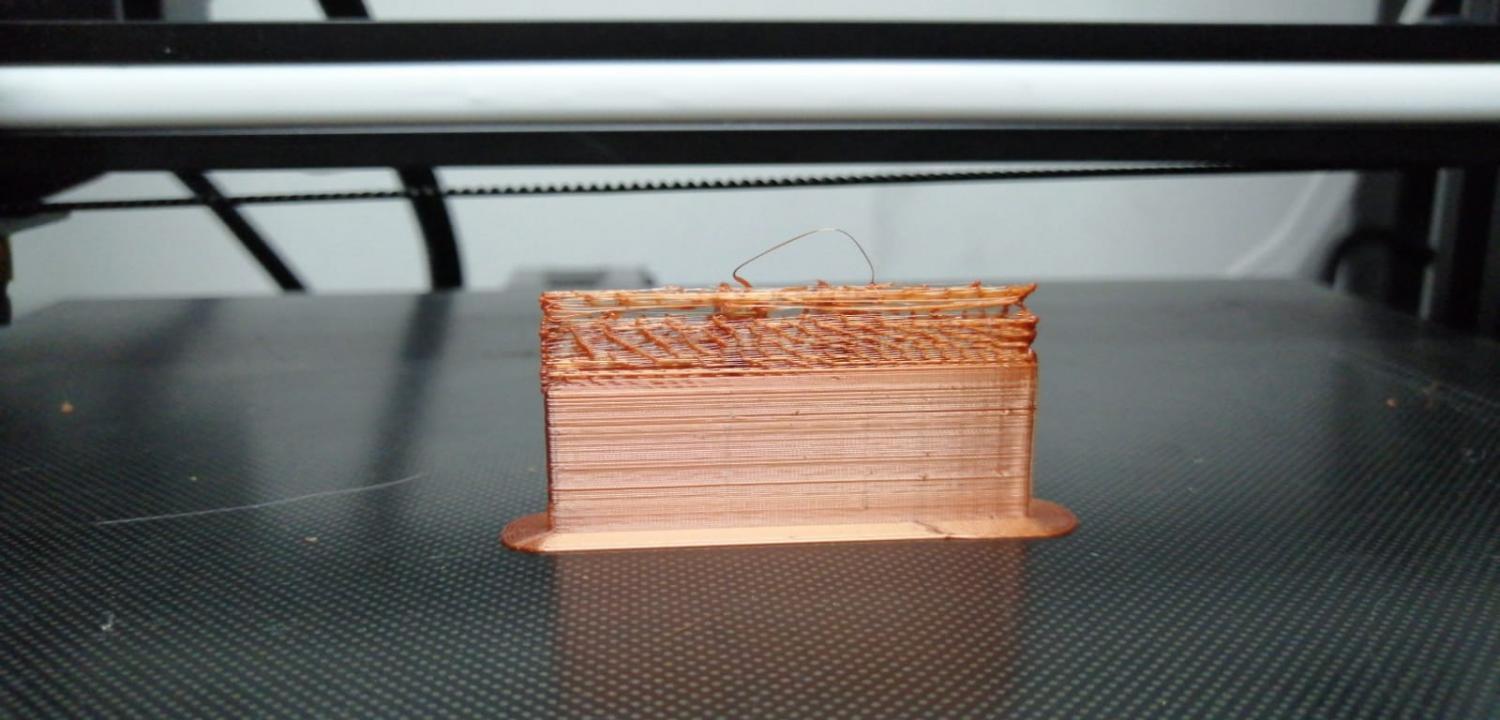
Si, infatti anche l'altro lato ha lo stesso patterno. E esattamente tutta la riga di destra (più livelli) anche in minima parte sul perimetro ortogonale alla parete che vedi, sempre a destra. La sensazione è che quando inizia il giro non abbia sufficiente materiale che inizia ad esserci, come dovrebbe, solo dopo un tot. La cosa strana, come vedi, è che lo fa solo da un certo livello in poi... cmq... finisco di sistemare Octoprint (quella stampata è la custodia del raspberry) poi vedo di fare il tentativo che hai suggerito. Grazie -
Geeetech A20 - Sembra sottoestrusione ma...
Meldro ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
Questo dovrebbe essere nel punto giusto...
-
Geeetech A20 - Sembra sottoestrusione ma...
Meldro ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
Eccola: Il Coasting su CURA non è abilitato.
-
Octoprint e Raspberry (ho sbagliato qualcosa...)
Meldro ha risposto a Meldro nella discussione Hardware e componenti
Ho notato una cosa strana, non so se può aiutare. Appena apro il collegamento, il ritardo è assolutamente minimo nell'ordine di un paio di secondi... dopo un pò di tempo il ritardo si allunga a di molto. -
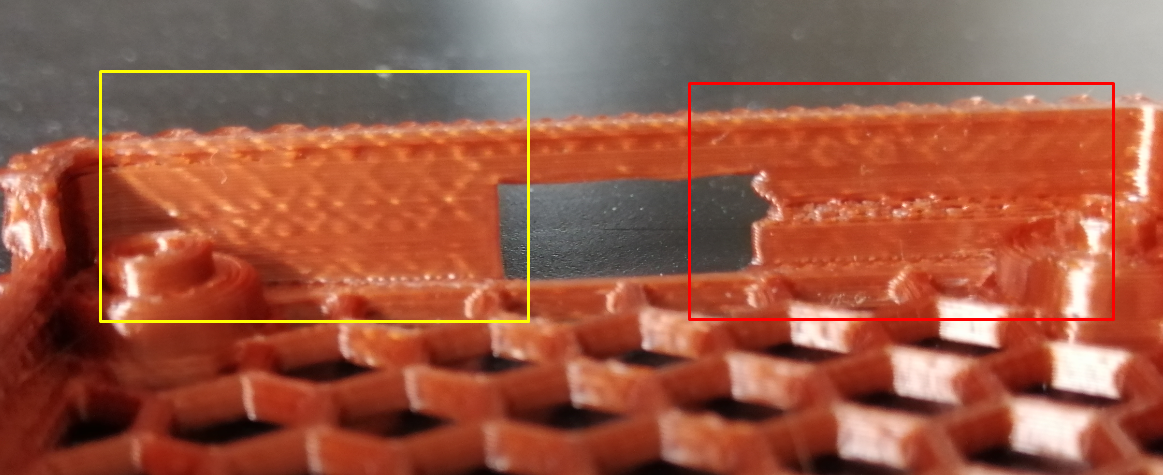
Geeetech A20 - Sembra sottoestrusione ma...
Meldro ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
Spero sia chiaro perchè più di così non riesco, il materiale fa riflessi "difficili" da fotografare. Per capirci, la parte in rosso, dovrebbe essere come la parte in giallo ma "difetta" di materiale su più livelli, a partire da metà del foro fino alla cima.
-
Octoprint e Raspberry (ho sbagliato qualcosa...)
Meldro ha risposto a Meldro nella discussione Hardware e componenti
Cioè? -
Octoprint e Raspberry (ho sbagliato qualcosa...)
Meldro ha risposto a Meldro nella discussione Hardware e componenti
Questa: https://www.amazon.it/gp/product/B07TXHS7JW/ref=ppx_yo_dt_b_asin_title_o03_s02?ie=UTF8&psc=1