alfbu1983
-
Numero contenuti
154 -
Iscritto
-
Ultima visita
-
Giorni Vinti
1
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di alfbu1983
-
scusami ma non ho capito "migliore da tutti i punti di vista" ti riferisci al direct rispetto al bowden ? In tutti i casi cerco di reperire le info sui motori originali per capire le caratteristiche e cercare qualcosa di più o meno simile
-
@sunirefoxguarda io non ho esperienze dirette onestamente, è la prima volta che faccio questo tipo di modifiche ed è per questo che precedentemente ti avevo citato come gruppi estrusori diretti i completi (hemera, matrix,biqu h2,ecc) quindi non saprei su che base sceglierli ho visto nei vari progetti che circolano in rete che c'è chi utilizza quelli da 1.8° e chi quelli da 0.9°, ma onestamente non ho ancora capito su che basi sceglierli ed è per questo che non avevo ancora risposto alla tua richiesta. 3djake ha i bondtech da 1.8° nelle varie misure: da 22mm (1.8°-12Ncm-0.8A max) 15€ da 25mm (1.8°-18Ncm-07 A per fase) 17€ Per i 0.9° ho letto dei Wantai e degli LDO Motors 0,9° 1.4A Spero che ci sia qualcuno che sappia consigliarci meglio
-
@shakle ascolta e non prenderla sul personale ma apri una tua discussione e li chi può ti da una mano, anche perchè così facendo crei una cronologia di quello che fai, di cosa modifichi, e dei miglioramenti che ottieni o non ma sopratutto diventa molto più facile aiutarti. In questa discussione si parla di Marlin per la tronxy (e di eventuali modifiche particolari) e non mi sembra corretto continuare ad analizzare qui i tuoi problemi con la stampante, sia nei confronti dell'autore, che ha così gentilmente deciso di condividere il firmware con tutti noi, cosa non da poco, ma anche nei confronti di tutti gli altri utenti che entrano qui per avere info su un determinato argomento e si ritrovano a leggere messaggi che non c'entrano nulla con il titolo della discussione.
-
io uso repetiere host per fare il test ma il gcode lo salvo sulla sd e lo faccio partire dalla stampante direttamente, ricordati di spegnerla e riaccenderla
-
@shakle ti ho risposto anche nella mia discussione, ammesso che hai eseguito correttamente il test del pid quando crei il gcode e lo lanci al termine spegni e riaccendi la stampante per rendere effettivi i cambiamenti. In tutti i casi come dice @Whitedavil risolvi prima il problema della temperatura e poi continui con i test sulla retrazione, assicurandoti prima di tutto di averla sbloccata da firmware altrimenti puoi inserire qualsiasi valore vuoi sia in mm che in velocità non li eseguirà mai.
-
@shakleEsegui il test con 8/10 cicli, trovi i valori kp, ki e kd , crei un gcode ed inserisci i valori trovati M301 P(kp) I(ki) D(kd) M8500 Lanci la stampa, aspetti il bip di fine stampa, spegni e riaccendi la stampante
-
Controlla la retrazione, in tutti i casi se è pla mi sembra un pò tantino 220 come temperatura di stampa, se è petg allora ci potresti stare, ma sei sicuro di aver impostato 220? perchè passare da 220 a 200 mi sembra un pò strano, in tutti i casi potresti fare un pid autotune per stabilizzare la temperatura di stampa ma ti ripeto passare da 220 a 200 mi sembra troppo strano, a me variavano le temperature dell'ugello anche di 5 o 6 gradi in più o in meno al valore impostato durante la stampa e con il pid autotune sono riuscito a stabilizzarla.
-
@sunirefox il discorso pancake lo facevo semplicemente per alleggerire tutto il gruppo, non pensi sia una cosa da tenere in considerazione? per il materiale vado di abs che con la m200 lo stampo una meraviglia rispetto al petg. Un'altra cosa volevo chiederti, nel passaggio a direct con il gruppo voron mi sembra di capire che la parte di trascinamento resta quella del bmg che ha rapporto di riduzione 3a1 questo significa che dal lato firmware non devo toccare nulla? Restano i settaggi come se fosse in bowden? o mi è sfuggito qualcosa? Grazie come sempre per l aiuto e la disponibilità
-
@sunirefoxuau 450 gradi, cosa ci devi stampare? cmq lo tengo in considerazione visto che posso montargli l'e3dv6 che avevo preso per metterlo in bowden al posto dell'originale, al massimo prendo sono un altro motore casomai un pancake per alleggerire il gruppo e le ventole necessarie. Le varie parti del gruppo conviene stamparle in abs o petg?
-
@sunirefoxguarda a dire la verità io stavo valutando come estrusori diretti tra quelli che ti ho citato nel messaggio precedente (hemera o il suo clone matrix, biqu h2 o lgx anche se quest'ultimo costa quasi quanto la stampante intera) il gruppo della voron onestamente non l avevo proprio considerato fino a quando non ho letto il tuo messaggio e cercando un pò ho trovato quello su thingiverse adattato proprio per la nostra stampante e sul quale c'è già la predisposizione per il sensore stock della tronxy che io monto ancora, quindi stavo valutando o meglio cercando di capire come era fatto e se con questo riuscivo ad utilizzare l'e3dv6 che ho già e il gruppo di trascinamento clone bmg che ho attualmente montato sulla stampante al posto del titan originale (su consiglio di @Whitedavil),a prima vista pensavo che si poteva stampare la parte inferiore quella della zona hotend e si potesse montare direttamente il gruppo bmg sopra con il motore invece mi sembra di capire che vanno stampati tutte le parti e recuperate le ruote e i vari pezzi dal bmg. Tu che hotend pensi di montarci su? Per quanto riguarda il file di marlin, si ho la x5sa pro 330x400 (anche so non ricordo che versione è la scheda) andrebbe solo caricato sulla sd e lanciato in stampa o c'è una procedura precisa da seguire? Grazie
-
Ciao @sunirefox grazie per aver condiviso il firmware Marlin per la scheda originale della tronxy (va bene per tutte le versioni?), è un passaggio che vorrei fare anche io ma non ho nessuna esperienza nella configurazione/compilazione di firmware quindi volevo sapere se il file posso utilizzarlo per iniziare a capire come è compilato il firmware o è fatto solo per essere inserito sulla scheda sd e caricato? Anche se io il passaggio a marlin lo vorrei fare cambiando elettronica con una skr 1.4, così da avere sempre di riserva la scheda originale. Per il discorso Direct ci sto pensando anche io sempre più spesso, nonostante ho acquistato un e3dv6 bowden da triangle lab che volevo sostituire all'hotend originale ma non l ho ancora fatto; come gruppi mi sono stati consigliati a seconda del budget o l' Hemera e3d o il suo clone il Matrix di triangle lab (per i quali ho trovato l'stl della piastra per il montaggio sul carrello originale), il Biqu H2 o LGX. L'elettronica anche io la tolgo da quel case, è un macello ogni volta che si deve accedere alla scheda madre, non che lo si faccia spesso ma è una rottura e ho pensato di mettere sul fondo della stampante un pannello tipo dibond, quelli in sandwich di alluminio sulle due facce e polistirolo compatto interno, su cui fissare tutta la parte elettronica così facendo c'è bisogno solo di disegnare un coperchio di chiusura per la scheda. @Whitedavil per il gruppo direct della voron io ho trovato questo su thingiverse anche se è per la x5sapro https://www.thingiverse.com/thing:4747237
-
acquisto core xy.. Twotrees Sapphire plus 1.1 oppure tronxy x5sa pro
alfbu1983 ha risposto a shakle nella discussione La mia prima stampante 3D
Ciao, io la tronxy x5sa pro l ho presa su bangood a marzo del 2020 in piena pandemia e mi è arrivata ad aprile senza nessun tipo di problema con dhl senza dogana perchè era in republica ceca. -
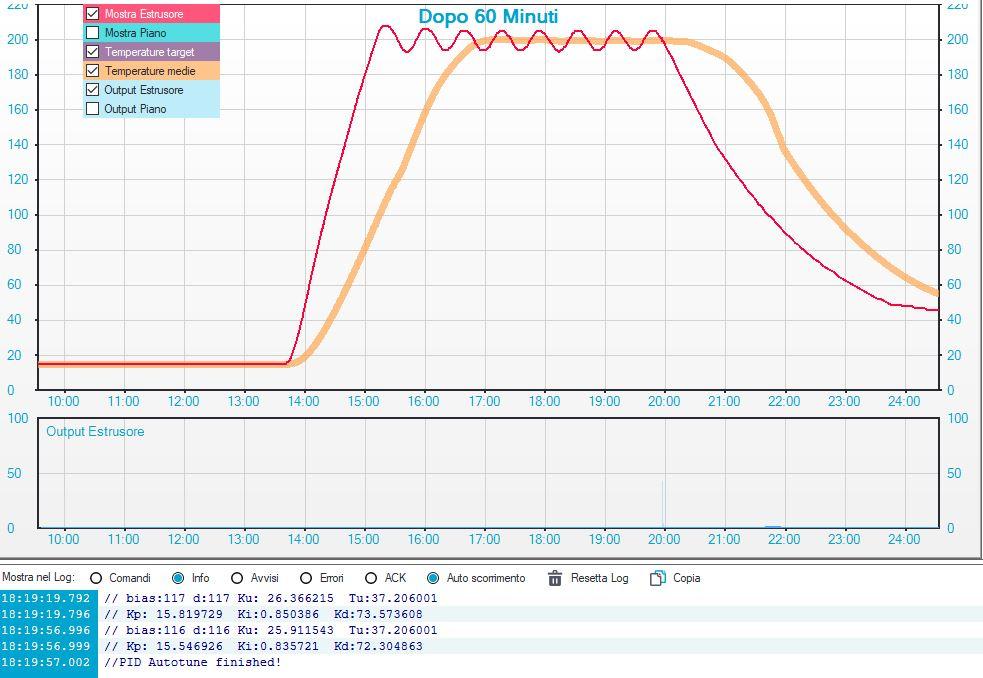
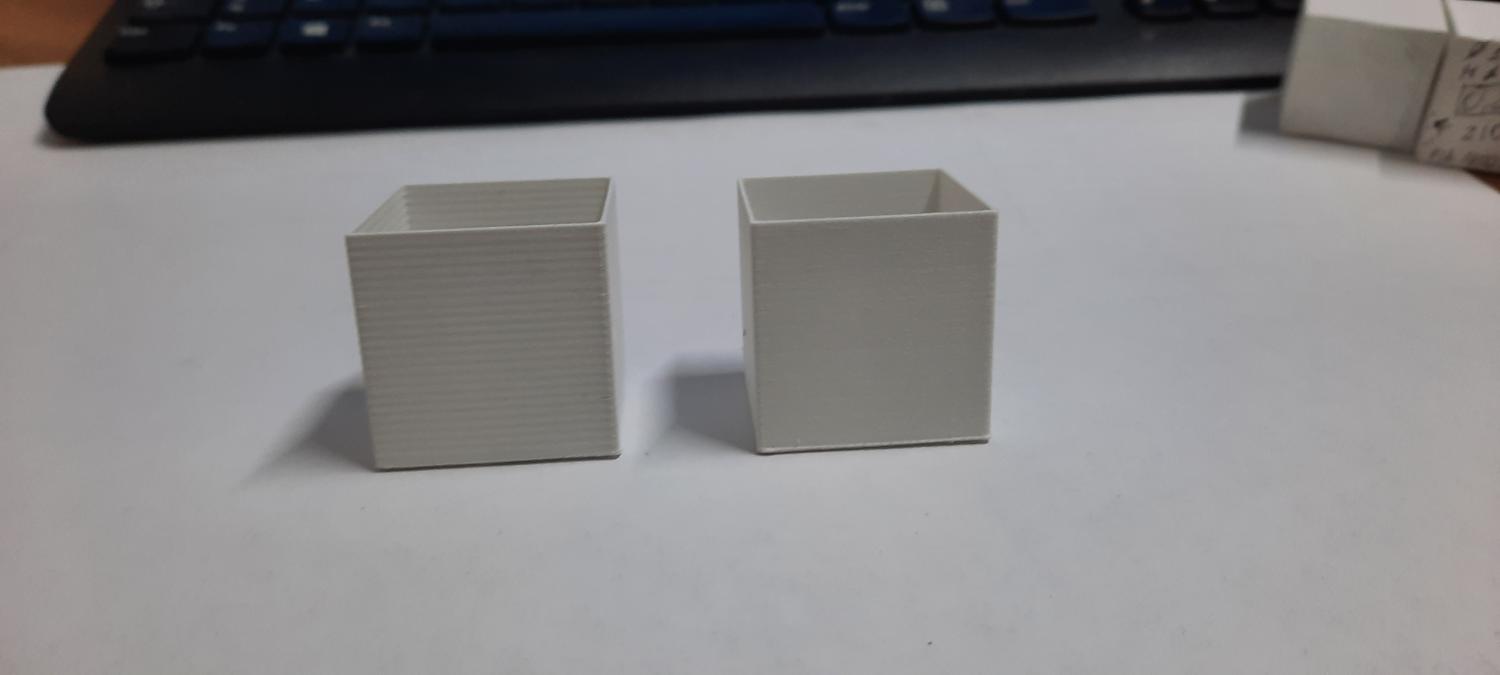
sisi il cubo in foto è un thinwall test quindi completamente vuoto. ho una stampa in corso al momento e ci vogliono ancora un pò di ore per finire (tra l'altro la previsione di stampa di Prusa Slicer continua a darmi valori non attendibili, ma dell'ordine di ore, bha non lo capisco proprio) cmq domani mattina faccio come mi hai detto ventola al massimo lancio il comando per pid test e lo faccio a 210°C che è la temperatura a cui sto stampando; una cosa che non capisco però e che quando faccio il pid test osservando da repieter il grafico della curva dell'hotend le onde sono sempre uguali per tutti e 8 i cicli, come nell'immagine postata precedentemente, non dovrebbero attenuarsi gradualmente fino a diventare una curva lineare più o meno in corrispondenza dell'ultimo ciclo e dal quale si otterebbero i valori di Kp,Ki,Kd da modificare nel firmware? Grazie ancora
-
@SandroPrint le fluttuazioni di temperatura le ho notate anche sula mia, proprio come le tue 5 gradi in più o in meno rispetto alla temperatura fissata, per questo quando ho letto l'articolo mi si è accesa la lampadina, e mi era venuto in mente che era una cosa che avevi fatto anche tu e ne avevi già parlato. @Whitedavilnon ho capito cosa intendi quando dici "prova a vedere nello slicer se viene stampato a velocità diverse". la velocità di stampa la tengo impostata a 60 mm/s per i perimetri e 60 per il riempimento, peri i cubi di calibrazione del flusso ovviamente l'infill è a 0 ma in genere quando faccio altre prove di stampa difficilmente supero il 20% di infill con trama rettilinea. per il discorso del pid la ventola di raffreddamento pezzo non l avevo considerata, quindi faccio partire la ventola al massimo e invio il comando dei cicli di controllo del pid con l' M303? Cosa intendi quando dici partendo da temperatura ambiente? Grazie ancora per l'aiuto
-
dopo aver invertito la rotazione del motore dell estrusore ho risolto il problema del caricamento del filo e finalmente dopo un bel pò di tempo riesco ad estrudere. Dopo aver fatto la calibrazione degli step/mm e la temp tower sono giunto alla maledetta (almeno per me) calibrazione del flusso. Ho stampato il primo cubo 30x30x30 (nella foto a sinistra) impostando il diametro del filamento a 1,7 (dopo aver misurato vari punti e fatto una media) e lasciato il moltiplicatore ad 1, alla temp di 210°C. La larghezza di estrusione impostata in prusa slicer è 0,45. Ma mi ritrovo come si vede dall'immagine le pareti verticali del cubo con quelle ondulazioni ripetute su tutta l'altezza, quindi mi fermo e mi metto un pò su internet per cercare di capire in maniera definitiva questo benedetto problema (che tra l'altro ho sempre avuto fino ad ora come si può vedere nelle immagini di qualche post precedente) da cosa possa dipendere. Su un articolo di italia3dprint leggo che questo fenomeno di wobble può dipendere oltre che dai classici problemi meccanici in casi rari anche dal fatto che l'estrusore non riesce a mantenere una temperatura costante quindi inizio a fare ricerche sul Pid AutoTune. Nel mio firmware i valori del PID sono M301 P22.2000 I1.0800 D 114.0000 A questo punto da repitier host lancio il comando M303 E0 S200 C8 e faccio fare gli otto cicli di cui vi allego l 'immagine catturata a fine test a seguito del quale ottengo questi valori che da inesperto mi sembrano molto diversi: Kp: 15.546926 Ki: 0.835721 Kd: 72.304863 quindi per paura di fare casino non li cambio nel firmware ed eseguo di nuovo il thin wall test e ottengo il secondo cubo della foto a destra con le pareti perfettamente liscie. Poi ho dovuto spegnere la stampante per qualche ora e quando ho ripreso di nuovo a fare le prove ho rifatto un altro cubo di test e mi si è ripresentato il problema delle ondulazioni ho rilanciato il comando M303.... sempre senza salvare nulla sul firmware e questa volta i valori erano diversi dal ciclo fatto in precendeza: KP: 16.564032 ki: 0.900072 Kd: 76.206970 E' normale che mi escono valori diversi ogni volta che lancio il comando M303? Nel grafico della temperatura quando fa gli 8 cicli le ondulazioni della curva non dovrebbero ridursi fino a diventare una curva lineare? Rifaccio il test degli otto cicli e salvo i valori che mi escono nel firmware? Grazie

-
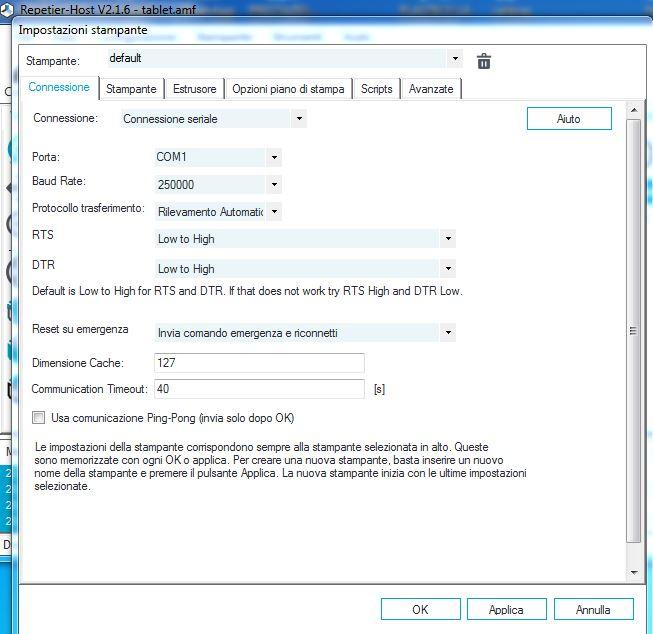
Buon giorno, sono riuscito a collegare la stampante con RepetierHost e sto verificando i movimenti. Agendo sulla scheda di controllo manuale di Repetier: - destra e sinistra corrispondono; freccia in giù si sposta verso il fronte, freccia in alto verso il fondo della stampante. Questi mi sembrano ok -movimento dell'asse Z: Se clicco la freccia in basso, -10 ad esempio il piano sale verso l'hotend. -movimento dell'estrusore: se clicco la freccia in basso, 10 ad esempio, ho una rotazione antioraria e quindi mi espelle il filamento, al contrario con la freccia in alto, -10 ho una rotazione oraria e quindi carica il filamento Se agisco dal lcd della stampante i movimenti degli assi e del piano di stampa corrispondono a quelli mostrati dalle frecce sul lcd, per l'estrusore invece se clicco la freccia in basso ruota in senso antiorario quindi mi espelle il filo, se clicco la freccia in alto ruota in senso orario quindi carica il filo. La cosa strana è che in entrambi i casi (sia da Repetier che da lcd a bordo macchina) in maniera identica, la rotazione antioraria (espulsione filamento) la fa ad una velocità bassa, mentre la rotazione oraria (di caricamento filamento) la fa ad una velocità molto molto più alta, da questo dipenderà lo slittamento e quei rumori che si sentono nel video; infatti nel video il caricamento l'ho fatto da lcd perchè con il gcode che avevo inviato in stampa mi aveva caricato solo i 900mm di filo senza arrivare ad estrudere nulla, quindi avendo il filamento caricato nel bowden fin sopra l'hotend ho continuato il caricamento attraverso l'lcd, come si vede, cliccando la freccia in alto. Quindi quando espelle il filo lo fa piano, quando lo carica va velocissimo. A questo punto dovrei solo invertire la rotazione dell'estrusore? Grazie ancora e scusate la banalità, per la maggior parte di voi, delle mie problematiche. Alfonso
-
no non ho installato nessun driver, questa è la prima volta che sto tentando di connetterla al pc. Per gli altri parametri non tocco nulla quindi?
-
grazie come sempre per gli utili consigli che mi date. @SandroPrint Ho deciso di cambiare il gruppo di trascinamento perchè dopo un casino di prove fatte non riuscivo ad estrudere nulla, anche dopo aver pulito l'ugello o sostituito con uno nuovo, scattava in continuazione e mi mangiava il filo sempre, avrò una ventina di metri buttati nel cestino. L'hotend è l'originale non l'ho sostituito per ora, ho solo cambiato l'ugello sostituendolo con un microswiss MK8 rivestito. Per il caricamento del filo sicuramente era più semplice con il titan, tiravi la levetta e spingevi a mano fino a sopra l'hot end con il bmg è un pò diverso nel senso che si può sempre fare a mano ma mi sembra di capire che la maniera corretta sia tramite gcode. Ricordavo bene allora che per estrudere la freccia è verso il basso allora, cosa può essere successo allora se ora è il contrario? @Whitedavil ora provo ad abbassare la velocità a 1000, anche se come si vede nel video il rumore lo fa caricando il filo da lcd, quindi come se lo avessi inserito manualmente fino all'hotend e poi tramite lcd eseguo la procedura di caricamento del filamento, cioè riscaldo l'estrusore e lo faccio avanzare con la freccia che però ora mi trovo invertita rispetto a prima. Ma non è che avendo montato il bmg devo invertire la rotazione del motore dell'estrusore? Così dovrebbe andare: PLA IN: M109 S210 ; riscaldamento hotend M0 ; pausa stampante per inserire il filamento e premere ok G91 ; posizionamento in modo relativo G1 E900 F1000 ; estrusione 900mm G1 E100 F100 ; estrusione 100mm G90 G92 E0 M400 PLA OUT: M109 S210 G91 G1 E10 F100 G92 E0 G1 E-1000 F1000 G90 G92 E0 M400 Un ultima cosa, sto cercando di collegare la stampante a RepiterHost ma nulla da fare il pc non riconosce la stampante, ora provo con un altro pc ma nella finestra Connessione la porta la rilevo dal pc, mi confermate il che il Baud Rate è 250000 oppure 115200 non riesco a trovarlo nel firmware inoltre gli altri parametri li lascio di defult Grazie ancora per l'aiuto Alfonso
-
Buon giorno, dopo continui intasamenti dell hotend fino al punto di non estrudere più e strani ticchettii del gruppo estrusore durante il funzionamento ho cambiato il gruppo di trascinamento dell estrusore originale della tronxy (titan) prendendo un clone bmg Dual Drive, consigliatomi da @Whitedavil dopo averlo montato e fatto un gcode specifico per il caricamento del filo (che funziona in parte, nel senso che fa il caricamento della lunghezza del bowden che ho impostato 900 e poi si ferma non facendo il secondo passaggio dei 100mm a velocità f200😞 CARICAMENTO PLA: M109 S210 ; Riscaldamento HotEnd a 210C M0 Inserire Filamento ; Pausa della stampante per inserire il filamento G92 E0 ; Reset Estrusore G1 E900 F2000 ; Estrusione Filamento E=Lunghezza Bowden , F=Velocità di Avanzamento Estrusione G92 E0 ; Reset Estrusore G1 E100 F200 ; Spurgo Estrusore G92 E0 ; Reset Estrusore M400 ; Fine dei Movimenti e un altro gcode per scaricare il filo (questo non funziona proprio anzi dopo aver raggiunto la temperatura impostata nel gcode mi spegne la stampante e si riavvia): RIMOZIONE PLA: M109 S210 ; Riscaldamento HotEnd a 210C G92 E0 ; Reset Estrusore G1 E10 F100 ; Estrusione 10mm di filo per evitare intasamento G92 E0 ; Reset Estrusore G1 E-900 F2000 ; Rimozione Filamento G92 E0 ; Reset Estrusore M400 ; Fine dei Movimenti A parte qualche evidente errore nella creazione dei due gcode per i quali vi chiedo una mano ciò che volevo mostrarvi attraverso il video che segue è il comportamento del estrusore e il rumore che fa. Nel video in pratica ho lanciato la stampa del gcode CARICAMENTO PLA, come detto prima carica i 900mm di filo (lunghezza del mio bowden) e poi si ferma quindi ho provato a fare il caricamento da lcd sia lasciando la temperatura del hotend a 210°C che aumentandola come si vede nel video a 220 e questo è il risultato. Avete qualche consiglio da darmi? PS: tra l'altro mi sembra di ricordare che quando facevo il caricamento del filo con il titan originale della tronxy per estrudere dovevo premere la freccia diretta verso il basso (quindi quella a sinistra) mentre per espellere il filo premevo quella rivolta verso l'alto ora è il contrario. Scusate questa piccola parentesi ma non ho potuto usare la stampante per oltre un mese e mezzo e quindi è probabile che mi stia confondendo. Grazie Alfonso VID-20201208-WA0003.mp4
-
Ciao, penso che il tuo problema sia dovuto ad una diversa tensione delle cinghie su X e Y e non ad una questione di settaggio dei parametri. Cerca di tendere entrambe le cinghie in maniera uguale e vedrai che risolvi.
-
ok grazie, vado a dare un'occhiata all'altro post
-
@SandroPrint bene, penso che a giorni lo ordino anche io (sono ancora indeciso se prenderlo originale) in tutti casi anche io con ptfe interno, ma cmq visto il costo irrisorio penso di prendere anche un pò di gole di ricambio. Per il supporto del e3d ce ne sono diversi in rete io tempo fa ne avevo iniziato a modificare uno ma poi mi sono fermato. L'idea di poter mettere i led sotto l'estrusore mi piace anche a me per illuminare la zona di stampa, ma come pensi di collegarli? esternamente e li accendi con un interruttore quando ti serve? Perchè non credo che l elettronica stock permetta di collegarli direttamente su di essa e gestirli da pannello touch. Gia che ci sono vorrei prendere anche qualche termistore di ricambio e qualche cartuccia riscaldante, non si sa mai; dovrebbero essere questi: https://it.aliexpress.com/item/33030012339.html?spm=a2g0o.cart.0.0.b2e83c00wFCpYf&mp=1 https://it.aliexpress.com/item/32815934251.html?spm=a2g0y.12010612.8148356.33.549e21f6uCsXDW o sbaglio? Grazie
-
Ma qualcuno ha mai provato il clone E3D V6 di trianglelab su aliexpress questo è il link: https://it.aliexpress.com/item/32844028127.html?spm=a2g0o.cart.0.0.577b3c00BZqg1t&mp=1 oppure quelli presenti su Amazon, sempre cloni intendo, che si trovano più o meno allo stesso prezzo di quello precedente solo che sono con prime e non bisogna aspettare più di un mese per averlo. Grazie
-
Questo che hai linkato è lo stesso che ho stampato io ed è troppo piccolo di diametro
-
Guarda l'unica cosa che posso consigliarti di fare è contattare il supporto della Tronxy via mail, spiegando il problema e casomai allegandogli anche qualche video sono molto disponibili e ti rispondono in giornata (considerando il fuso orario ovviamente), a me all'inizio hanno risolto un problema nel giro di un paio di mail e di un paio di giorni inviandomi il firmware giusto perchè non stampava. Ciao e in bocca al lupo Alfonso