alfbu1983
-
Numero contenuti
154 -
Iscritto
-
Ultima visita
-
Giorni Vinti
1
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di alfbu1983
-
Ciao mi dispiace ma non so come aiutarti, prova ad aprire una discussione specifica in moda da mettere il tuo problema in evidenza.
-
@Mario69 potresti condividere l stl di questa seconda versione grazie. Un'altra cosa ma che hotend è quello della X5SA PRO perchè vorrei acquistare gola e nozzle di ricambio ma non so quale scegliere. Grazie in anticipo per l aiuto Alfonso
-
Io l'ho stampato cosi come l'ho scaricato con la Zortrax m200 in abs, dimensionalmente non so se è corretto però si trovano sia i fori delle 2 viti che lo fissano alla copertura dell' hotend sia il beccuccio che entra nella ventola radiale, a me l'anello dove sono le uscite dell'aria mi risulta come diametro interno 23,5 esterno 39.
-
Salve a tutti, ho scaricato e stampato in ABS l stl del condotto di ventilazione per il pezzo in stampa, cioè il Tronxy X5SA-V3, ho provato a montarlo ma a me non ci stà, dovrei togliere il cappuccio di silicone celeste del blocchetto di alluminio dell'hotend e anche così facendo tocca l heater block. Come avete risolto? Grazie
-
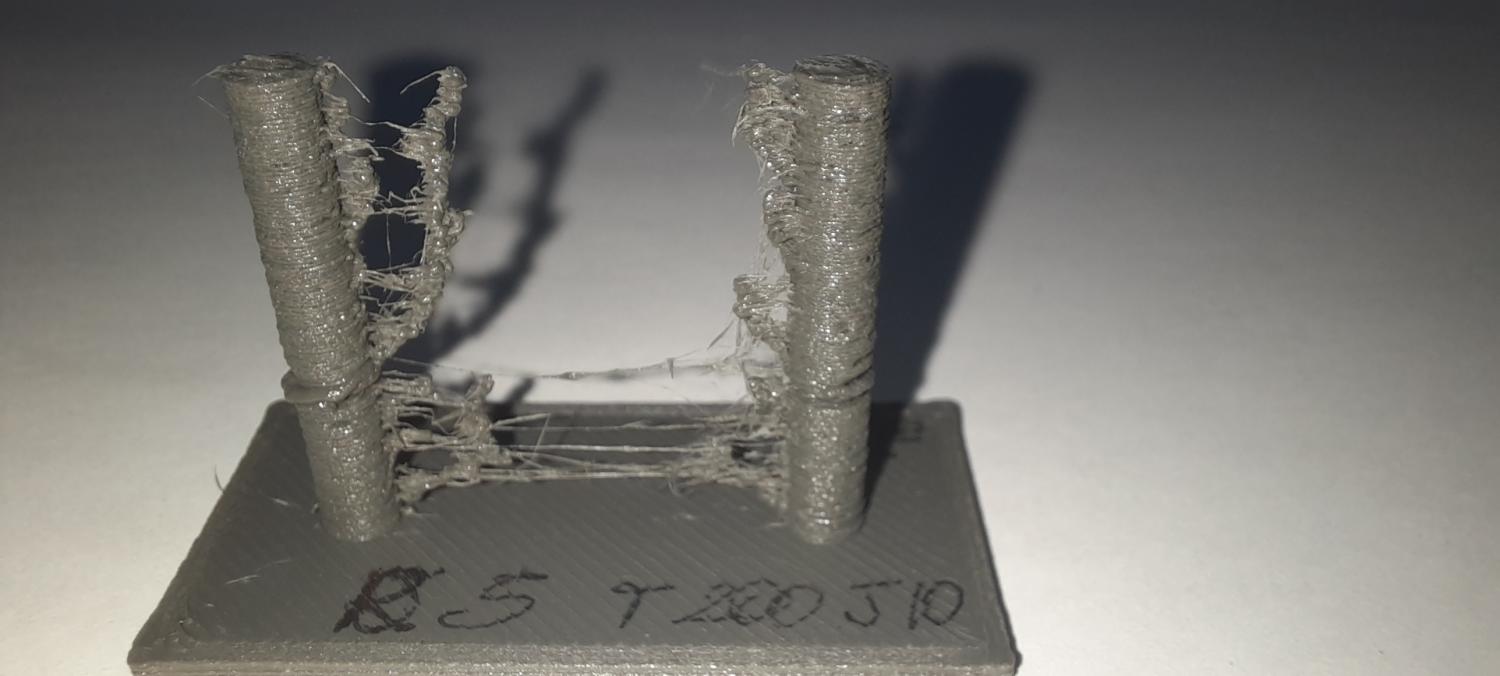
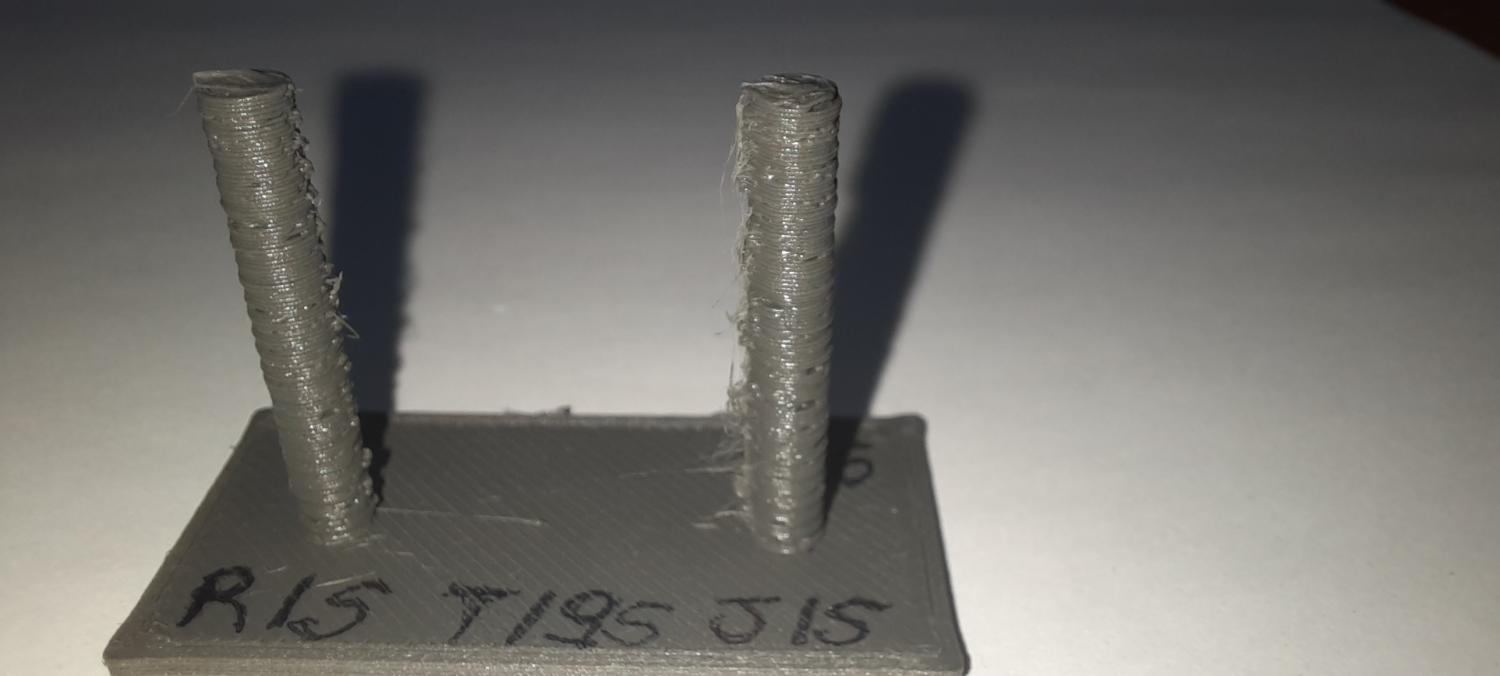
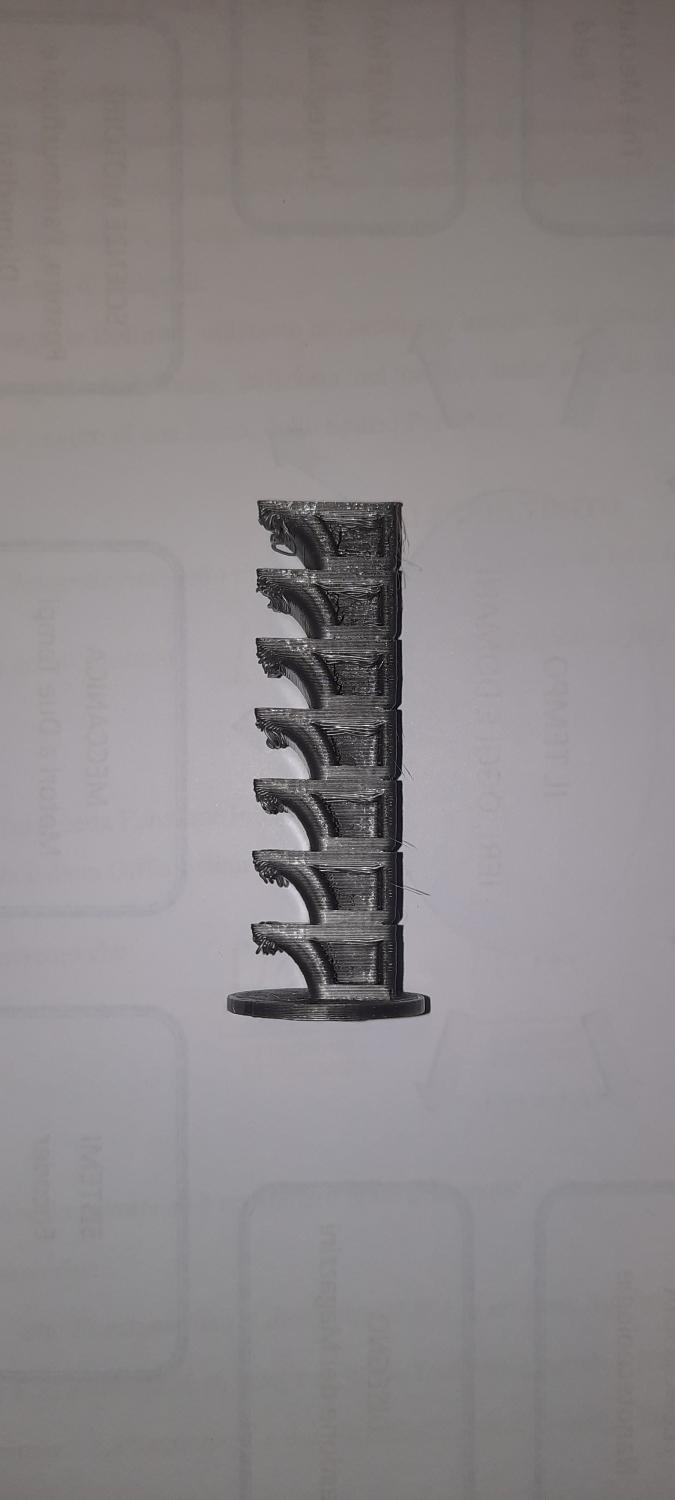
Dopo essersi bloccato un altra volta ho ricontrollato l hotend è mi sono sbagliato la gola non è all metal ma ci va il tubicino in ptfe in battuta. Il problema di intasamento resta e il fatto è che quando mi si intasa e estraggo il filamento, mi ritrovo sempre con la parte finale del tubicino in ptfe quella che è in battuta nella gola otturata. Dopo averlo ripulito sia gola che nozzle ho lanciato di nuovo la temp tower e la prima volta dopo aver fatto 5-6mm di altezza z ha iniziato di nuovo a non estrudere così ho fermato la stampa, pulito ancora il nozzle con l'aghetto da 0,4 e fatta ripartire questa volta l ha terminata anche se con evidenti problemi di estrusione. Vi lascio qualche foto

-
Buona sera dopo diverse prove sono riuscito a trovare una combinazione di parametri per ottenere delle stampe abbastanza buone per questo pla mat, anche se credo che una parte dei problemi derivino dall'hotend, dico questo perchè fin ora ho testato in ordine cronologico: - pla sharebot che avevo in ufficio da un pò di tempo e con quello ho fatto le prime prove dopo aver montato la stampante. - pla mat bianco (3dcolors) e in quel caso ho avuto per la prima volta problemi nel caricamento del filo, in pratica durante il caricamento il filo entrava nell hotend ma si bloccava e quindi non estrudeva nulla dal nozzle, se non piccole goccie, ma con l'aghetto da 0,4 sono riuscito a liberarlo e ho fatto qualche stampa senza avere più problemi di estrusione. - pla mat grigio (3djake-eco), quello delle foto del post precedente, anche in questo caso mi si è ripresentato il problema del caricamento, più di una volta in questo caso, e un paio di stampe sono andate a vuoto poichè non estrudeva nulla. - ieri ho caricato lo z-pla di zortrax che avevo, poichè mi serviva quel colore per delle stampe, e mi si è bloccato tutto l' hotend definitivamente, non sono riuscito in nessun modo a caricarlo. Quindi ho smontato l'hotend dal carrello per pulirlo e l'ho trovato completamente intasato, sia il cilindretto metallico che collega il dissipatore al blocchetto riscaldante di alluminio che il nozzle ovviamente; dopo la pulizia sono riuscito a ricaricare il filo e ho fatto la temptower ma la prima stampa è andata a vuoto, o meglio ha estruso i primi 10mm in altezza (malissimo tra l'altro) e poi nulla più; la seconda l'ha portata a termine ma con evidenti problemi di estrusione. A questo punto vorrei sostituire il nozzle e prenderne qualcuno di scorta, mi confermate che è un MK10? Come lo si capisce? Inoltre ho notato che l'hotend è un All-Metal, mi conviene sostituire il cilindretto All-Metal con quello che ha al suo interno il tubo in ptfe? Scusate per le tante domande e se mi dilungo un pò troppo nei post ma è solo per cercare di descrivere bene la situazione. Grazie Alfonso
-
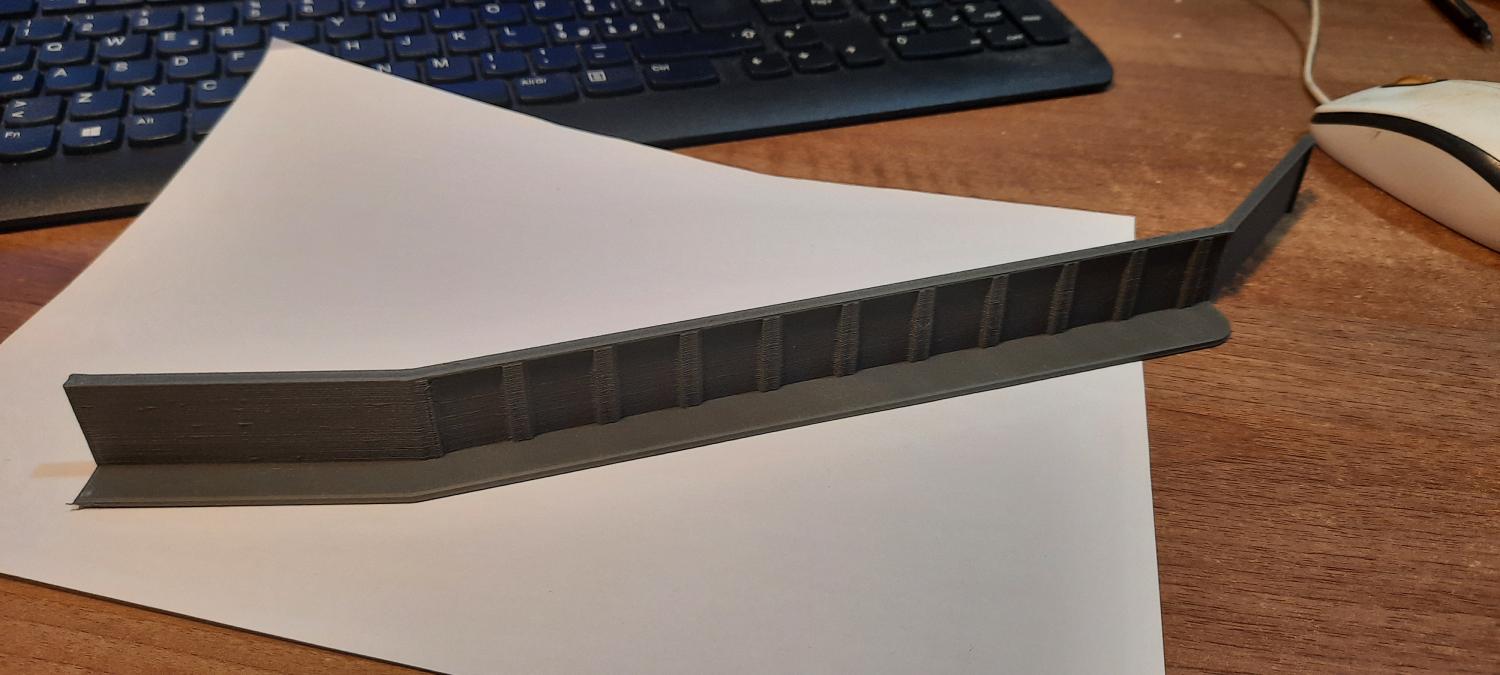
Ciao e buon giorno, sono di nuovo qui a chiedere un pò di consigli, sto testando del pla mat di 3djake in pratica: - da calibrazione estrusore mi è uscito 99 mm su 100mm quindi ho lasciato così - da temp tower la temperatura di stampa migliore mi sembra essere compresa tra i 195 e 200 °C - dal thin wall test ho abbassato l'extrusion wild a 0.9 fatto ciò ho effettuato una stampa di un pezzo di prova abbastanza lungo (circa 36cm posizionato quindi in diagonale sul piano) per un lavoro che sto facendo e ho ottenuto quanto mostrato nella terza e quarta foto; la stampa è venuta discretamente si è staccata un pò dal piano alle estremità probabilmente per colpa di una calibrazione fatta male ma noto che in generale gli angoli retti sono molto arrotondati come si vede all'inizio del pezzo a sinistra, ma sopratutto dalle sporgenze verticali che si ripetono visbili nella quarta foto. Credo che questo sia un problema di jerk, cosa ne pensate? avete consigli? Inoltre la stampa è uscita con un pò di fili e non avendo mai toccato fin ora la retraction ho iniziato ad eseguire il test inizialmente il valore era a 1.5mm (bloccata da firmware poi grazie alla dritta di @SandroPrint l ho sbloccata nel firmware) la quinta foto mostra la prima prova effettuata senza intervenire sul valore della retraction e dopo vari test sono arrivato a 15mm come da ultima foto. Come potete vedere le stampe mi vengono sempre con i bordi ondulati, queste linee orizzontali sporgenti e in alcune parti problemi di estrusione e non riesco ad eliminarli. Ho bisogno di qualche consiglio su come muovermi perchè ho l'impressione di dover agire su tanti di quei parametri che non so quali influiscano su un problema e quali su un altro, oltretutto non ho ancora capito se posso collegare la stampante ad un pc per fare i test in maniera più diretta senza dover andare avanti e indietro con la schedina cosa che mi sta facendo impazzire. Grazie in anticipo Alfonso
-
Ciao @I3D&MLab se posso ti consiglio di iscriverti al gruppo telegram zortrax italia, io da quando l'ho fatto ho scoperto di non conoscere nulla sulla mia m200 nonostante le 6000 ore di stampa fatte. Volendo c'è anche il gruppo sulla L200 che non è altro che una m200 completamente modificata, in elettronica, motori ed altro, infine c'è il guppo zbed v3 dove puoi trovare informazioni per la sostituzione del piatto microforato con uno liscio che realizza un utente del gruppo, il che ti permette di eliminare il raft e avere una superfice di base della stampa bella liscia e definita. Sicuramente nel gruppo zortrax italia troverai un bel pò di persone che hanno la m200 plus con cui confrontarti, ovviamente senza nulla togliere ai consigli che ti dà @FoNzY .
-
Ciao @Whitedavil, con smagrire il flusso intendi abbassare il Moltiplicatore Estrusione immagino? Grazie come sempre
-
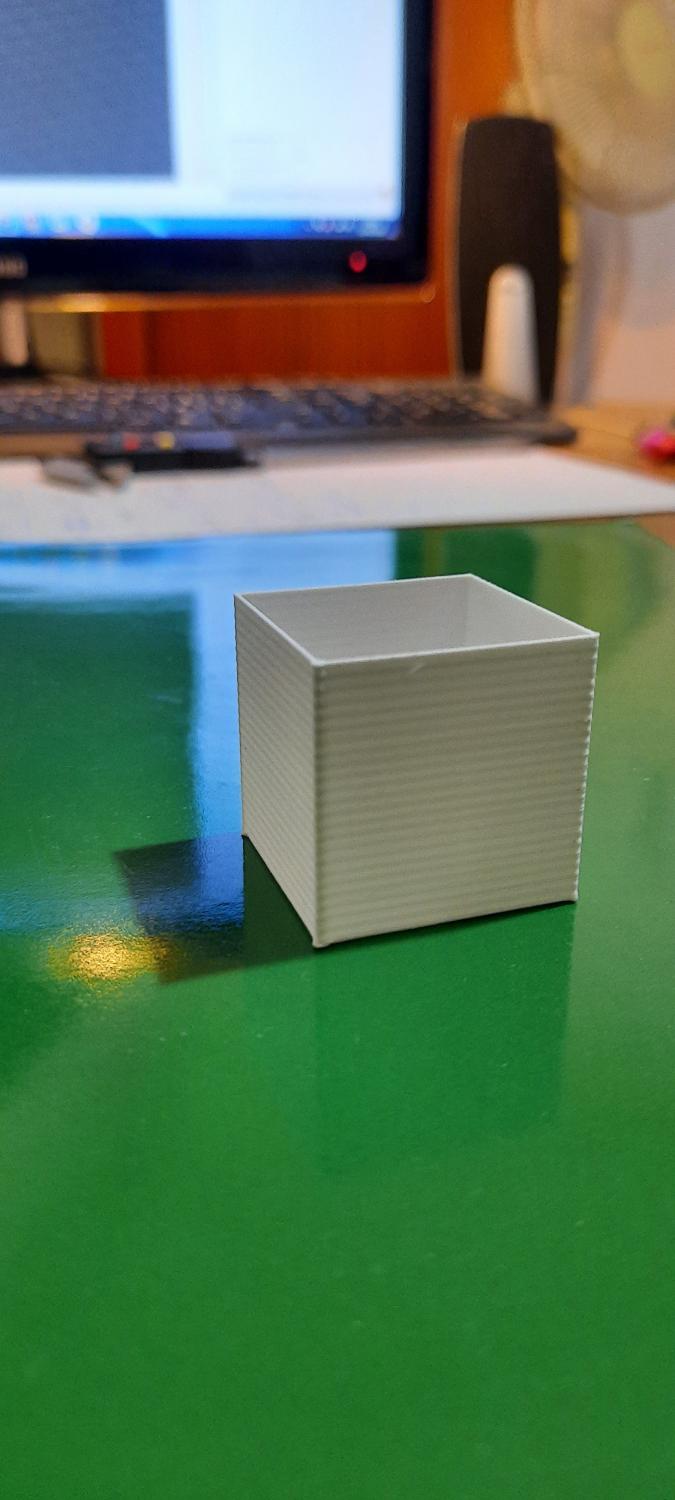
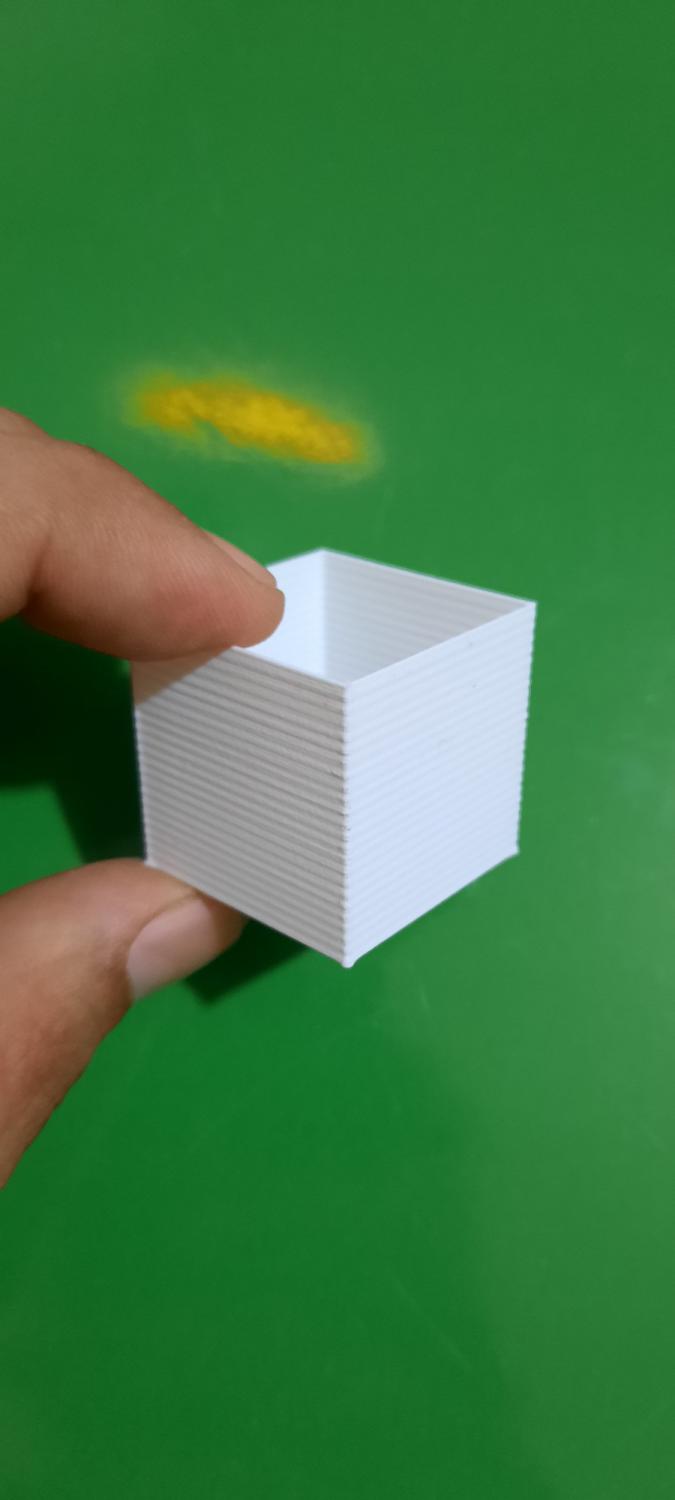
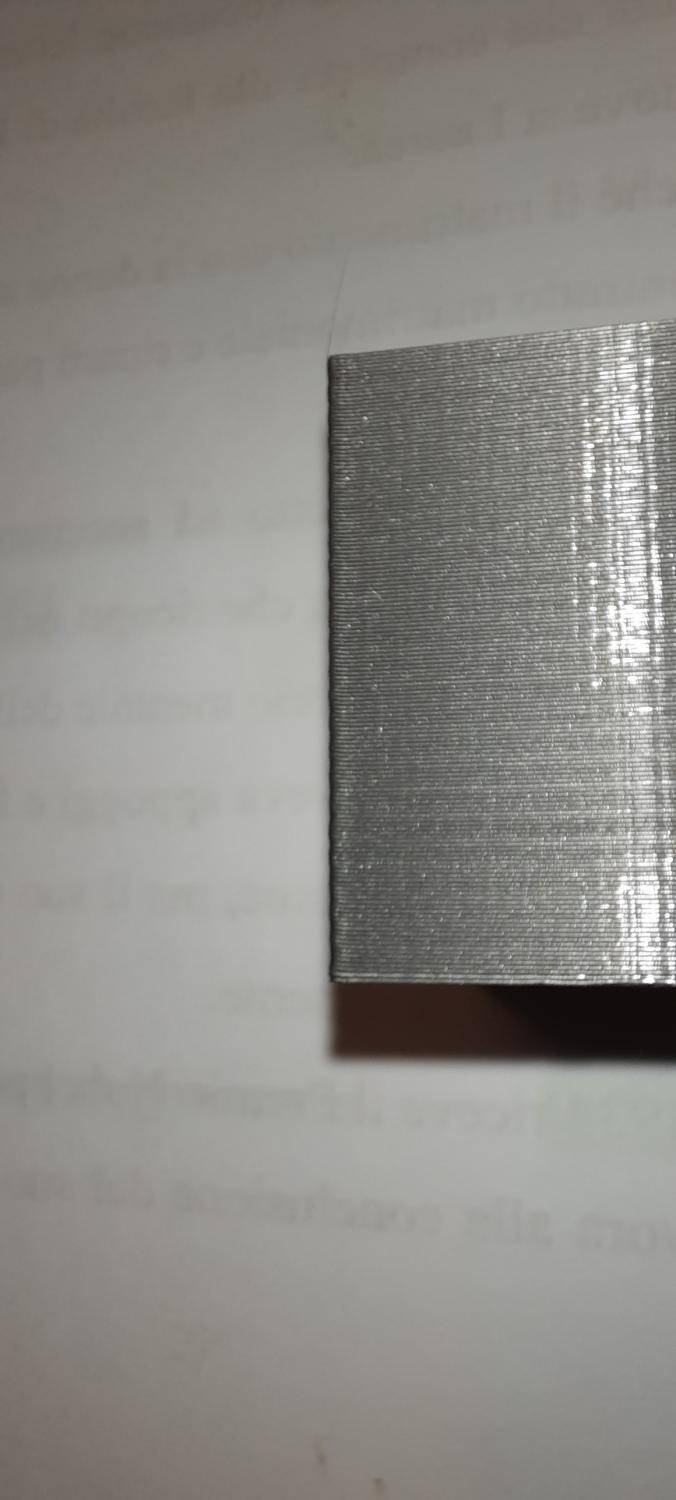
Ciao a tutti e buona sera, eccomi di ritorno dopo un periodo di pausa con la stampante a causa del lavoro e successive ferie. Da un paio di giorni ho ripreso a fare i test con la tronxy e ho acquistato i materiali da 3dcolors, al momento sto testando il PLA MAT BIANCO, sto eseguendo i test di routine: - Calibrazione estrusore fatta - temp tower fatta e come temperatura dovrei stare sui 200 - thin wall test sto facendo un paio di prove per raggiungere i 0.45 di larghezza di estrusione, modificando il moltiplicatore di seguito posto un paio di foto dei test eseguiti, così da avere anche un vostro consiglio. Ma dalla foto del cubetto del thin wall test potete vedere il difetto che mi fa sulle pareti verticali, che dovrebbe essere wobble, avete qualche consiglio da darmi su come risolverlo. Grazie come sempre in anticipo Alfonso
-
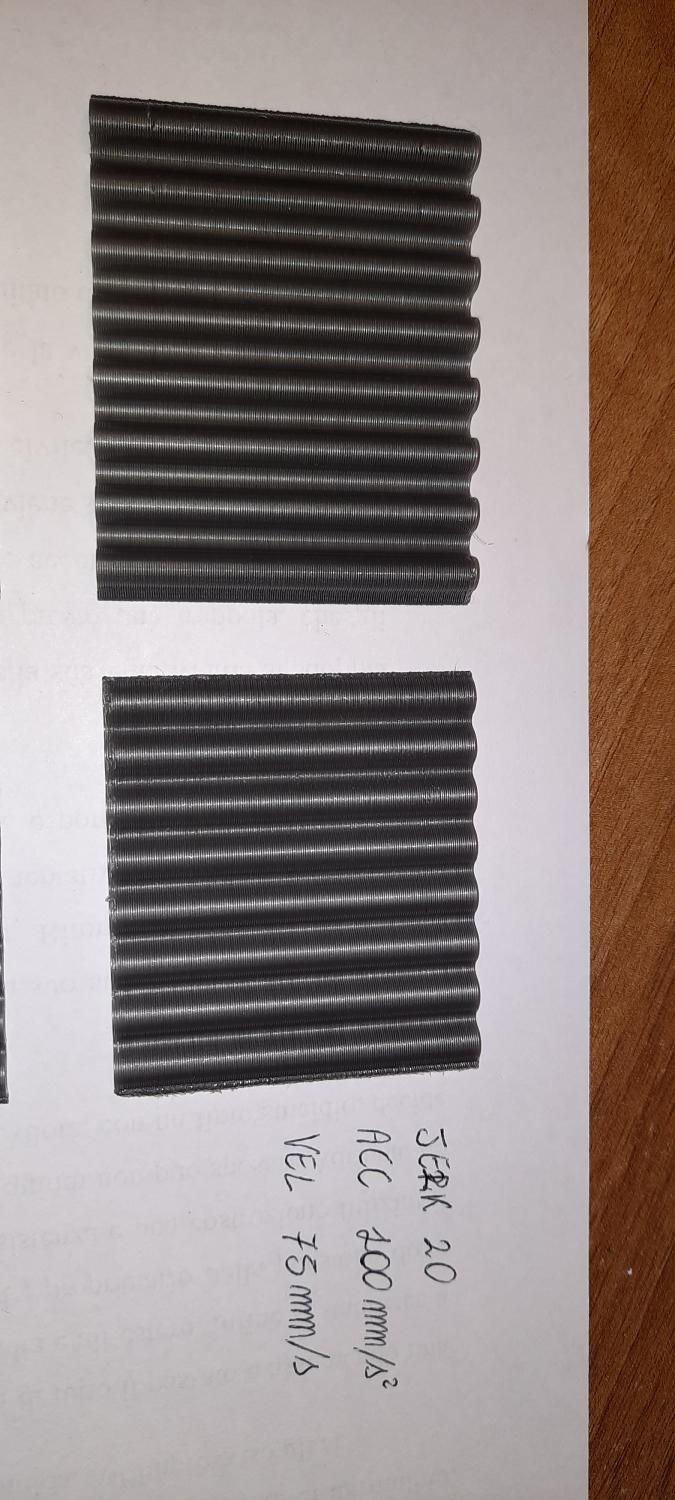
@SandroPrint si solo il lato frontale del pezzo piccolo, che sarebbe quello lato frontale della stamante, il retro è perfetto ma la cosa strana è che il pezzo più grande non presenta nessun difetto e si trovava praticamente di fronte al piccolo a distanza di un centimetro. Cmq probabilmente sarà una questione di dimensioni in relazione alle velocità e accelerazioni così alte, anche perchè con i valori di default i due pezzi sono venuti bene; considera che nel pezzo piccolo il raggio dell'onda è 3.1mm mentre il grande è 4.9mm. In tutti i casi ho notato che da quando ho cambiato i valori di jerk (10) e accelerazione (1000) la stampante balla un bel pò appena riesco faccio un piccolo video. Grazie
-
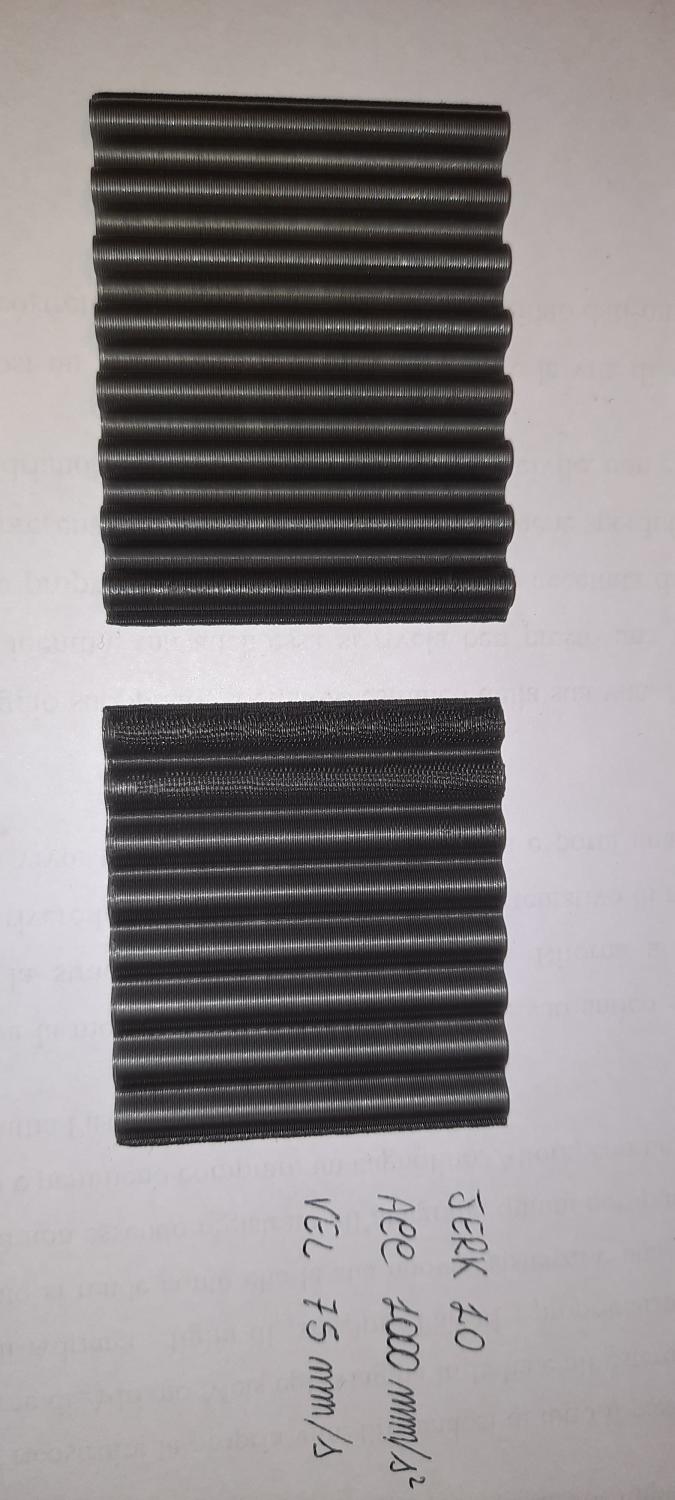
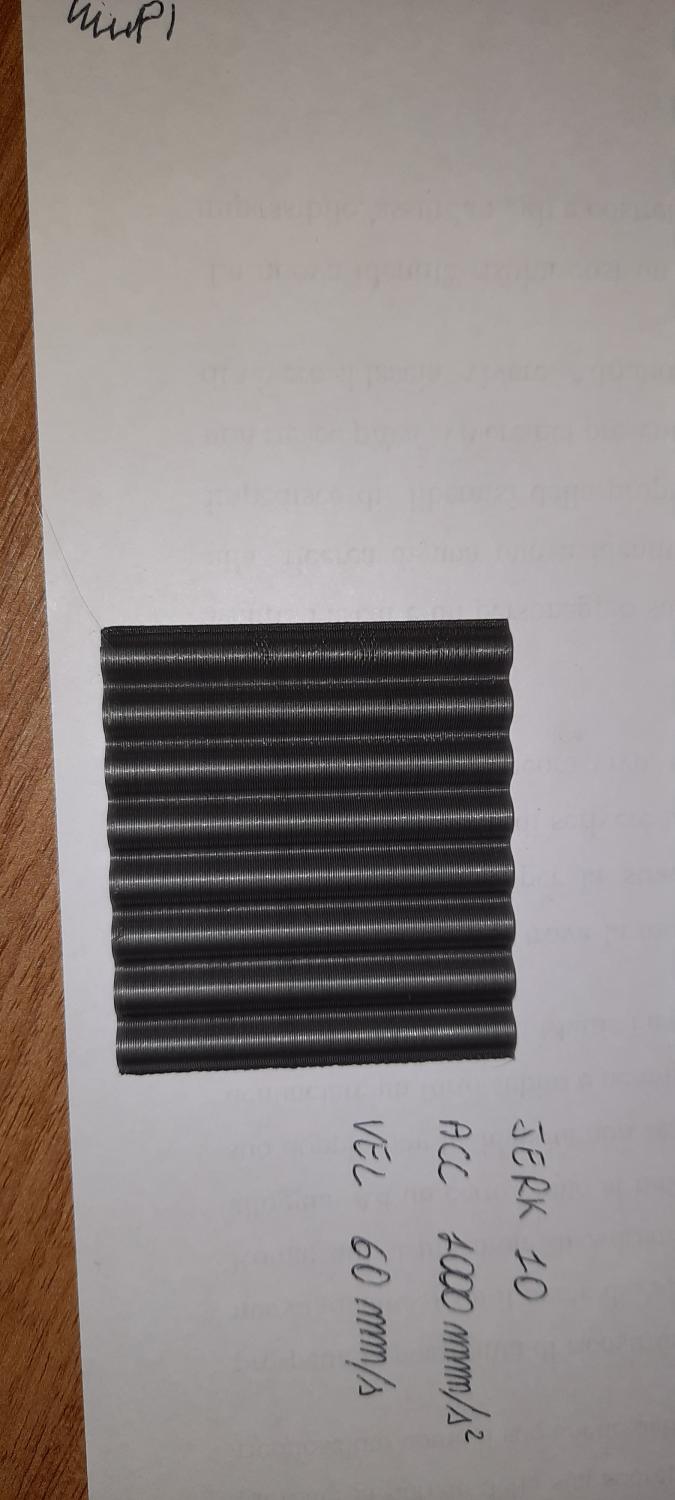
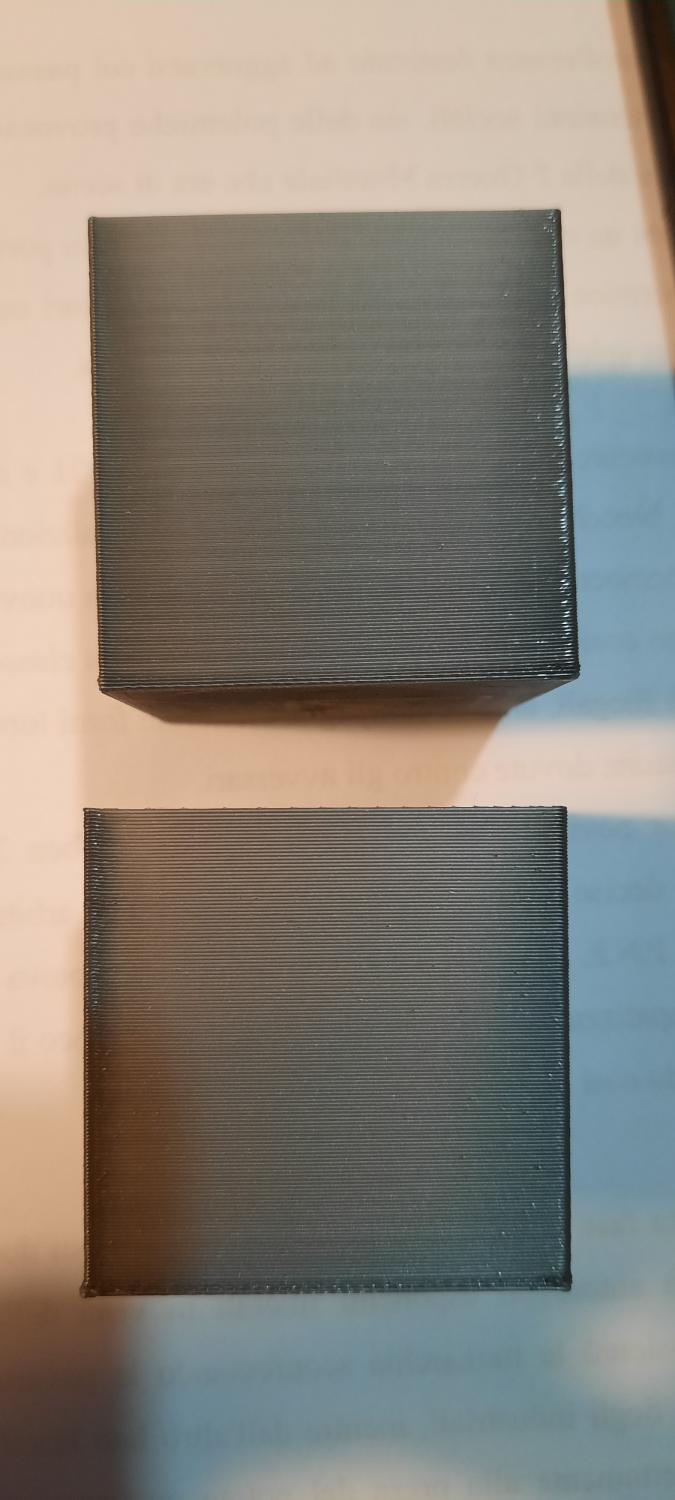
Finalmente sono riuscito a trovare un pò di tempo e ho modificato tramite gcode jerk e accelerazioni nel firmware della stampante, in particolare ho impostato Jerk a 10 e Accellerazioni a 1000mm/s2. Ho iniziato a fare un pò di prove ma onestamente la situazione mi sembra peggiorata, come sempre le foto parlano meglio di mille parole, spero! Le due stampe che si vedono in foto sono state stampate insieme, quella più grande era davanti e la più piccola alle spalle, tranne ovviamente l'ultima che ho stampato solo la più piccola. Lo spessore delle parti stampate è di 1mm (in pratica devo simulare una lamiera ondulata) e come parametri di stampa ho impostato: layer 0.3 - riempimento 100% rettilineo - perimetri 3 nei limiti macchina ho le accelerazioni a 1000 In tutti i casi da quando ho cambiato Jerk e Accelerazioni la stampante la vedo molto più rabbiosa, anche se dovrebbe essere il contrario avendo diminuito il Jerk, quindi credo che forse l'accelerazione è troppo alta. Come si nota dalla seconda foto sul pezzo più piccolo mi sono comparsi quei difetti che si ripetono per tutta l'altezza del pezzo (50mm) ma solo sulle prime due curve per capirci e poi scompaiono, ma la cosa strana è che sul pezzo più grande che stava avanti non sono presenti come si vede dalla foto. Nell'ultima foto invece ho ristampato il pezzo piccolo abbassando la velocità a 60mm/s ed è migliorato anche se ci sono cmq. Avete qualche consiglio su come migliorare la situazione Grazie
-
Ciao @SandroPrint, da temp tower e come consigliatomi anche da @Whitedavil i risultati migliori li ho ottenuti con 190 a 60mm/s di velocità, l'ho aumentata a 200 avendo aumentato la velocità a 75mm/s, poichè ho letto che aumentando la velocità il materiale deve essere più fluido e quindi di conseguenza è necessario aumentare la temp. Questo problema mi si è presentato, come ho già detto, anche su un'altro pezzo stampato con gli stessi parametri e solo un pò più grosso, ma in entrambi i casi si è presentato solo in una parte dei due pezzi mentre gli altri perimetri sono venuti bene e si sono saldati bene. La sottoestrusione l ho esclusa avendo ripetuto più volte il thin test sia con layer 0,2 che con 0,3 e il risultato è stato soddisfacente dal punto di vista dello spessore, l'unica cosa che con layer 0,3 sulle pareti sono comparsi come dei puntini, come si vede in foto, in alto è a 75mm/s e in basso a 60mm/s. Ho visto che ti è arrivato il tappetino magnetico, come ti stai trovando? Perchè avevo intenzione di acquistare un altro tappetino originale poichè con le prime stampe l'ho rigato un bel pò ma se ti trovi bene ci faccio un pensierino anche io invece di prendere l'originale.
-
Mi date una mano a capire da cosa può dipendere questo problema, il pezzo è stampato a layer 0.3, perimetri 3, riempimento a 20%, la velocità la tengo a 75mm/s e ho alzato la temperatura da 195 a 200°C. Il thin wall test dopo averlo fatto con layer a 0,2 l'ho rifatto anche con layer 0,3 per essere sicuro prima di fare la stampa e lo spessore della parete mi risulta in media sempre intorno a 0,45 (preciso varia tra 0,47 e 0,43). Mi è capitato già su due pezzi simili questo problema e i parametri di stampa sono sempre gli stessi. Inoltre noto che gli angoli sono un pò troppo arrotondati ma questo credo sia un problema di jerk, quindi domani lo porto a 10 e vedo se migliora. Grazie come sempre
-
@SandroPrint ha ok, quindi anche tu da default li tieni a 100mm/s2, era una curiosità perchè se non ricordo male all'inizio quando avevo il problema sulla stampante che non andava (prima che mi fosse inviata la configurazione dalla tronxy che ho ora) le avevo a 200 e su quel link di youtube che postai si diceva che molto probabilmente il problema era dovuto a quelle accelerazioni e velocità troppo alte. Per i Jerk hai per caso già provato a modificarli con i g-code standard, mi sembra sia l M205, perchè anche io volevo provare a fare il test che mostra Help3d ma non riesco a scaricare il loro file perchè devo registrarmi e quindi dovrei disegnarmelo io e aggiungere i g-code per il cambio dei valori di jerk. Mi confermi che nel nostro firmware il Jerk è l'M8007?
-
@Whitedavil ciao, se intendi il file della eeprom da quello che leggo le accelerazioni le tengo impostate a 100mm/s2 (sarebbe l' M8008), che cmq è un valore molto basso, da quello che sto vedendo in rete dovrebbe essere almeno a 1000mm/s2. Vorrei sapere per curiosità @SandroPrint a quanto le tiene le accelerazioni. Ma nelle Impostazioni di Stampa nella voce Velocità i Perimetri Esterni mi conviene lasciarli al 50% o portarli al 100% in modo che la velocità impostata, che per ora ho a 60mm/s sui Perimetri, resti sempre costante?
-
@WhitedavilSi intendo proprio quei rigonfiamenti lungo lo spigolo, anche se cmq non sono proprio evidenti ma ci sono e quindi eliminabili. Voglio prima capire bene cos'è o meglio come funziona questo jerk (so che è la velocità del motore da 0 ad un valore X intermedio, che devo impostare, prima che il motore raggiunga la velocità costante impostata per lo spostamento) per sapere come modificarlo, nel mio firmware dovrebbe essere l M8007 che tengo impostato di default a 20mm/s per X e Y e Z, anche se nei Limiti Macchina di Prusa ho i tuoi valori 10mm/s per X ed Y, 06mm/s per Z e 5mm/s per l'estrusore. Voi le anteprime degli STL le riuscite a vedere nelle cartelle? fino ad un pò di tempo fa me le mostrava ma ora non più, devo per forza aprire direttamente il file nello slicer o nel cad che utilizzo per poterlo vedere. Avete qualche consiglio per risolvere. Grazie ancora
-
@Whitedavil Spero che cosi si riesca a vedere meglio cosa intendo. Queste sono le velocità che ho nelle impostazioni di stampa, e le pareti del cubo dovrebbe farle come Perimetri Esterni quindi a 30mm/s se non ho capito male. I Limiti Macchina li ho impostati per il momento come la foto che mi mandasti della tua configurazione quindi Jerk e Accelerazioni li ho come i tuoi; ovviamente andranno adattati alla mia macchina e devo capire meglio come modificarli e come influiscono le modifiche.
-
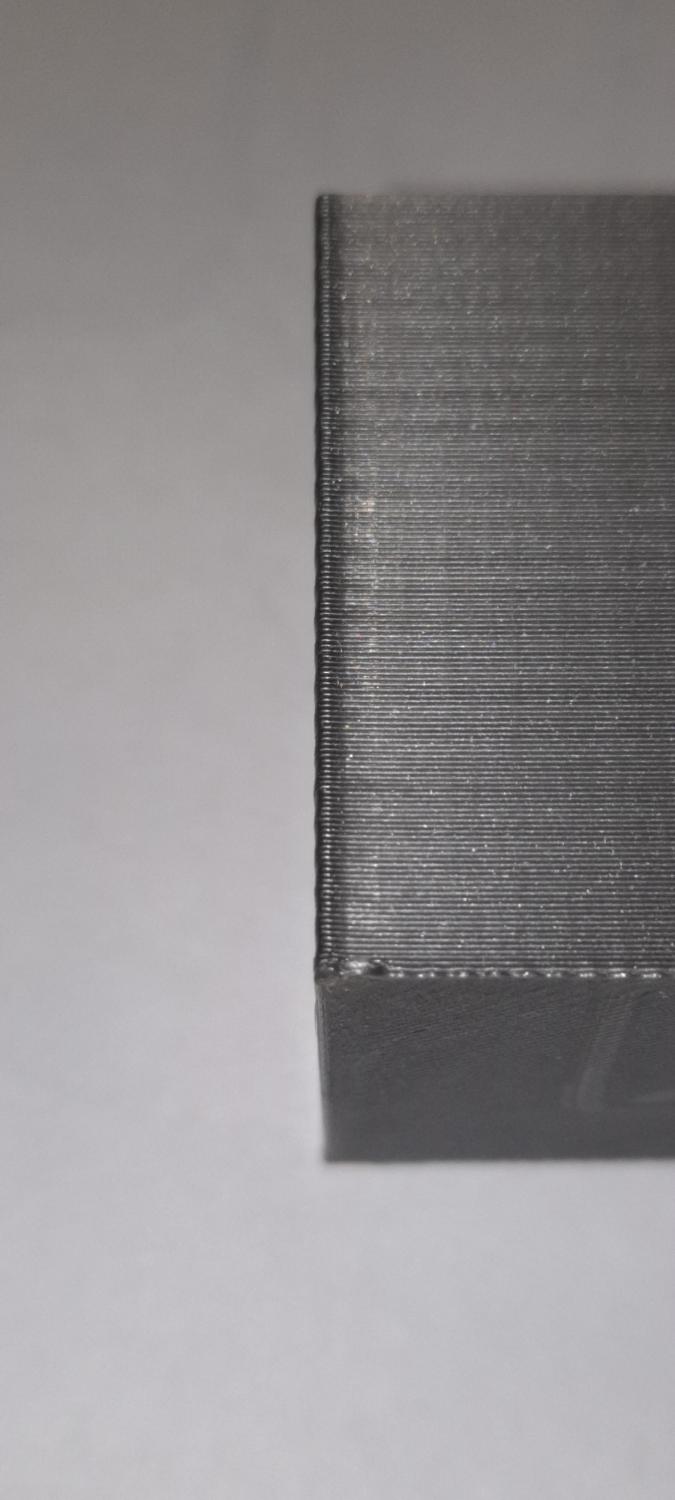
Ho fatto anche il thin wall test e la larghezza di estrusione varia tra 0,42/0,46, quindi per il momento non lo modifico il moltiplicatore credo che cmq sia accettabile come valore considerando anche la precisione del calibro che di sicuro non è il massimo, ma lo cambierò a breve. L'unica cosa che noto sono queste ondulazioni sugli spigoli che si ripetono in maniera regolare su tutta l'altezza, da cosa possono essere dovute secondo voi? anche se la foto è fatta come macro quindi abbastanza ingrandita ma cmq si notano. Per quanto riguarda la precisione dimensionale il cubo è venuto 30.09x30.03mm e l'altezza 29.99 mm quindi credo che anche qui ci siamo tranquillamente.
-
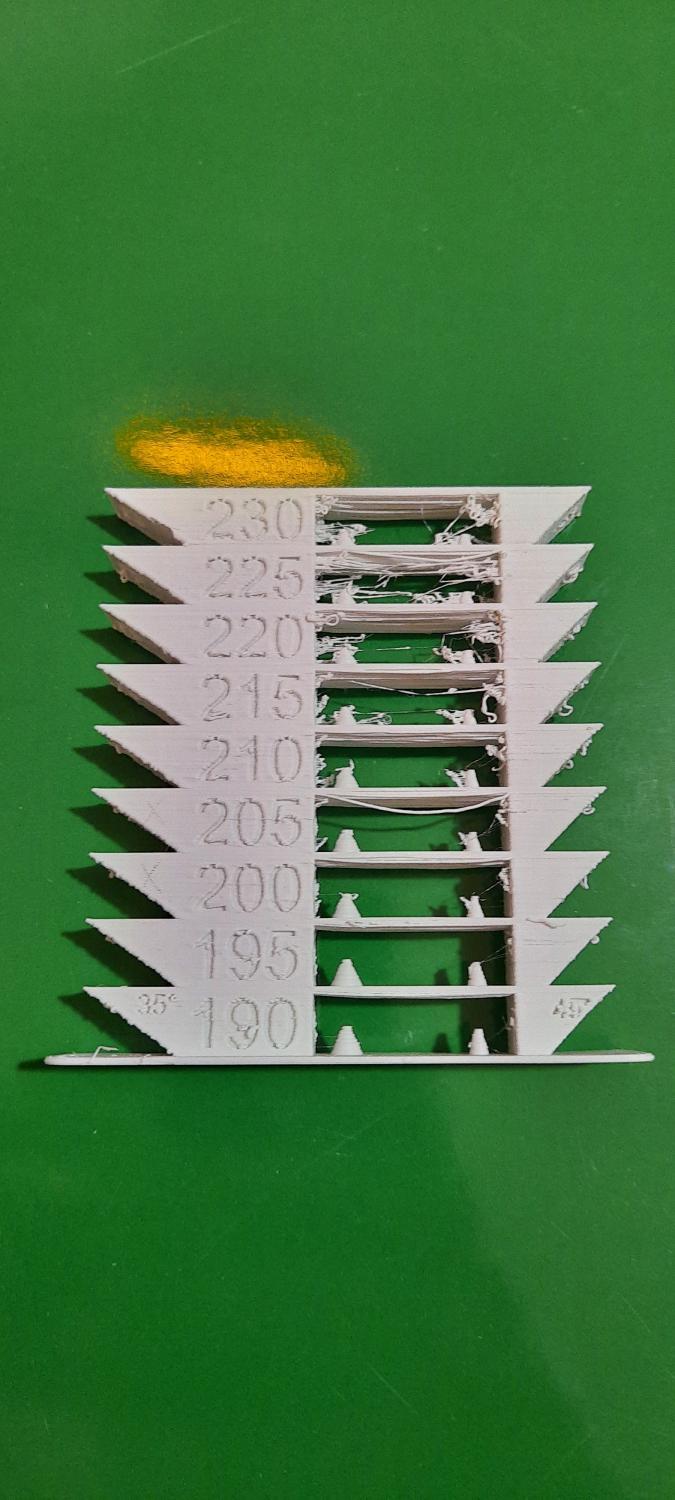
Test temp tower terminato, mi sembra che i migliori risultati si hanno nella parte bassa quindi tra 195 e 200 °C. Ho capito perchè mi lascia quel grumo di materiale vicino ai fori sul lato delle temperature, in pratica per questo test ho utilizzato il gcode originale trovato nella descrizione del file stl su thingiverse, poichè aveva già settati tutt i valori di z dei layer per il cambio temp, ma in ogni riga del g-code oltre al M104 per il cambio di temperatura è presente anche M109 che se ho capito bene ferma l'estrusore in attesa di arrivare alla temp prefissata e in quella pausa che dura forse un paio di secondi mi continua a fuoriuscire materiale. Una cosa che ancora non capisco è perchè Prusa Slicer mi dice che ci vogliono 3 ore e 45 ma ci mette 5 ore su questo file e 2 ore per quello che mi ha girato @Whitedavil che dovrebbe impiegarci 1 ora e 10 o e 20 massimo. A questo punto posso passare al thin wall test, appena ho due min vedo di capire come impostare la stampa PS: @SandroPrint ahahahahahahah .........il 7 è quello mi riesce meglio senza chiedere consigli Grazie come sempre
-
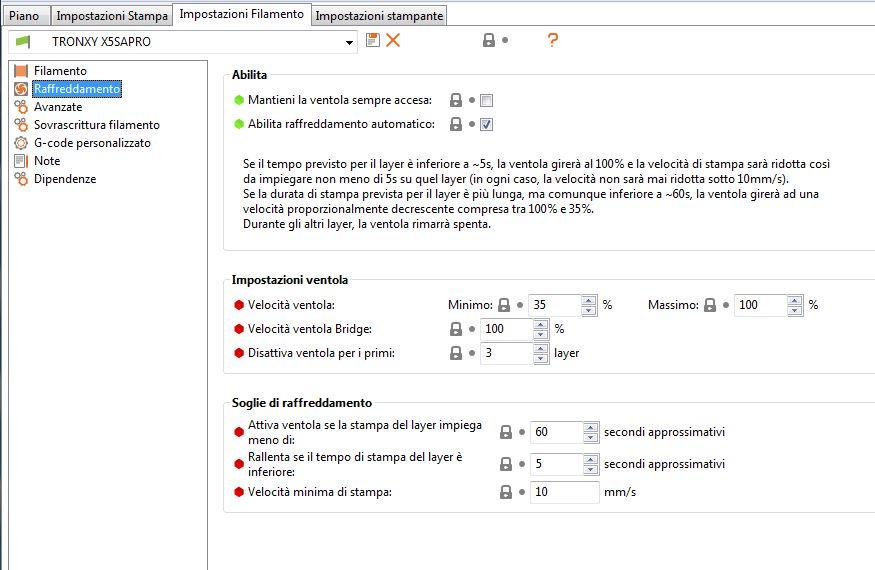
A parte l'errore della ventola questo è il risultato del secondo test, ma a cosa possono essere dovuti quegli accumuli di materiale in corrispondenza dei fori sul lato dove sono segnate le temperature secondo voi? In tutti i casi domani li ripeto facendo funzionare le ventole come si deve. La ritrazione è molto migliorata rispetto alle prime prove, ora la tengo a 6mm con una velocità di 55mm/s secondo voi mi conviene aumentare ancora un pò? grazie come sempre
-
E' per questo ho deciso di prendere questa stampante proprio perchè con la zortrax non regolo nulla ma è tutto o quasi impostato dai profili di stampa del materiale, tra l'altro stampo solo ABS o similari; Sò benissimo che il PLA va stampato con le ventole sempre accese (quando me l hai fatto notare volevo sprofondare), un errore stupido proprio, come anche quello dell'altezza del primo layer che non mi portava ad avere il valore di z per il cambio di temperatura, ma non sono ancora abituato a gestire tutti i parametri individualmente e dò per scontate molte cose che invece su stampanti normali vanno considerate e settate perchè ognuna incide direttamente sulla stampa, devo entrare nell'ottica giusta per quanto riguarda tutte le impostazioni.
-
ecco😁😁 .....per questo ho i fili cadenti sulle parti a sbalzo? Ho aggiornato prusa slicer come hai detto, appena termina la stampa dell'altra temp tower ripeto il tuo stl Grazie come sempre
-
Il Pla che sto utilizzando ora è della sharebot e in teoria loro consigliano 215° lo tenevo già non l'ho acquistato apposta (ma sto aspettando che mi arrivi quello della 3dcolors perchè ho preso il petg-carbon per la m200 e me ne hanno parlato molto bene di questi filamenti, vedremo) Per il discorso ventola onestamente non lo so, da prusa slicer tengo tutto di default
-
@Whitedavil ho appena terminato il temp test del stl che mi hai passato, ho corretto i valori della z dei layer nel g-code perchè mi risultava sfalsato il primo test che ho fatto, quindi sono partito da 2.2mm fino a 62.2mm e ho controllato che effettuava i cambi di temperatura alle varie altezze dal display (anche se già dal gcode si vedeva che aveva inserito il codice di cambio temp ad ogni layer prestabilito) quindi il problema come dicevi giustamente tu era quel 0,35 del primo layer. Per il discorso dell'offset tra sonda e nozzle ho lasciato tutto come stava e ho fatto la calibrazione manuale con foglio di carta (l ho ripetuta due volte) e successivamente ho impostato lo z-offset senza fare il livellamento automatico, l'adesione è stata molto buona sul piatto non ho avuto problemi. In tutti i casi metto le foto del test perchè cmq non vedo grandi differenze tra i vari cambi di temperatura, se non una buona riduzione generale della ritrazione, lo portata a 6mm, Una cosa che ho notato dal display durante la stampa è che le temp non erano regolari, nel senso che doveva stampare a 195 e il display mostrava 193, oppure 205 invece mostrava 202; in pratica ho avuto sempre uno scarto di 2/3 gradi in più o in meno rispetto alla temp prestabilita. Ora ho messo a stampare l'altro temp test, il primo che ho fatto (quello di thinghiverse) che dura 4 ore sono sbaglio e vi posto e foto anche di quello appena finisce. @SandroPrintPer il discorso dell elettronica hai perfettamente ragione quando dici di portare a limite quella stock e cambiarla quando hai bisogno di qualcosa in più, concordo pienamente su questo; per me è un upgrade che ho messo in programma dandogli priorità rispetto alla modifica del gruppo z, perchè da inesperto se devo iniziare ad imparare qualcosa preferirei farlo sulla base di un firmware che mi sarà utile anche in futuro e sul quale trovo molte info in rete ma come aiuti dalla comunità. E' ovvio che se riesco a risolvere i problemi che ho al momento e ad ottenere stampe decenti l'elettronica stock sta bene dove sta ma sempre il momento, anche perchè non è che abbia tutta questa voglia di spendere subito altri 100euro (considera che da quando ho acquistato la stampante ho speso oltre al suo costo 200 euro tra accessori vari e modifica al telaio del bed). In tutti i casi trovo molto utile sapere le alternative che ho e quando ho tempo iniziarmele a studiare un pò.


.jpg.b519e52f1cfdfe06131116bedc23ac10.jpg)