alfbu1983
-
Numero contenuti
154 -
Iscritto
-
Ultima visita
-
Giorni Vinti
1
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di alfbu1983
-
Ciao @Whitedavil si ora è bello rigido e sopratutto dritto, sto aspettando che mi arrivino ste benedette viti m3 da 50mm e sono pronto per rimontare il piatto. Intanto mi sto stampando con l 'altra stampante le ruote di livellamento del piatto più grandi perchè le originali sono piccole e scomode. Inoltre come mi aveva suggerito @I3D&MLab sul telaio originale del bed non avevo fissato la catena passa cavi, l'avevo lasciata appesa, poichè non è tanto leggera, e volevo evitare che influisse negativamente sul livellamento del bed, ma ora con il telaio molto più rigido non dovrei avere problemi a fissarla. Per quanto riguarda i test: 1) In pratica devo verificare che dall'ugello mi esca la lunghezza di estrusione che ho impostato? se come dici tu imposto 100mm devo avere 100mm estrusi a 0,4. Perchè parli di filo grezzo? 2) mi dai qualche info in più su come creare la temp tower con prusa slicer, se ho capito bene si stampa una torretta piena con diverse temperature dell ugello. 3) Per il thin wall test ho visto qualche video, in particolare quello di Help3d, e non mi sembra complicato Cmq in tutti i casi appena rimonto tutto e sono pronto a stampare inizierò con questi test e ci aggiorneremo. Grazie ancora per tutti gli utili consigli e la pazienza
-
su amazon sono queste: https://www.amazon.it/gp/product/B07KK8KDS6/ref=ppx_yo_dt_b_asin_title_o04_s00?ie=UTF8&psc=1 io presi questo da 10pz ma c'è anche da 4 se non ricordo male
-
Ieri sera ho montato il nuovo telaio del bed e sostituito i cuscinetti sulle barre di scorrimento con quelli interamente in metallo, mi resta solo da ristampare gli altri 4 supporti su cui poggeranno le molle del bed, per i due centrali sono andato bene per i 4 agli angoli mi sono ritrovato le staffe angolari in corrispondenza dei fori. Entro fine settimana mi dovrebbero arrivare le viti M3 da 50mm per fissare il bed e sono pronto per i test. @Whitedavil aspetto i tuoi consigli sui test e la sequenza.

-
Ha scusa avevo capito avessi la pro come la mia ma solo il firmware diverso
-
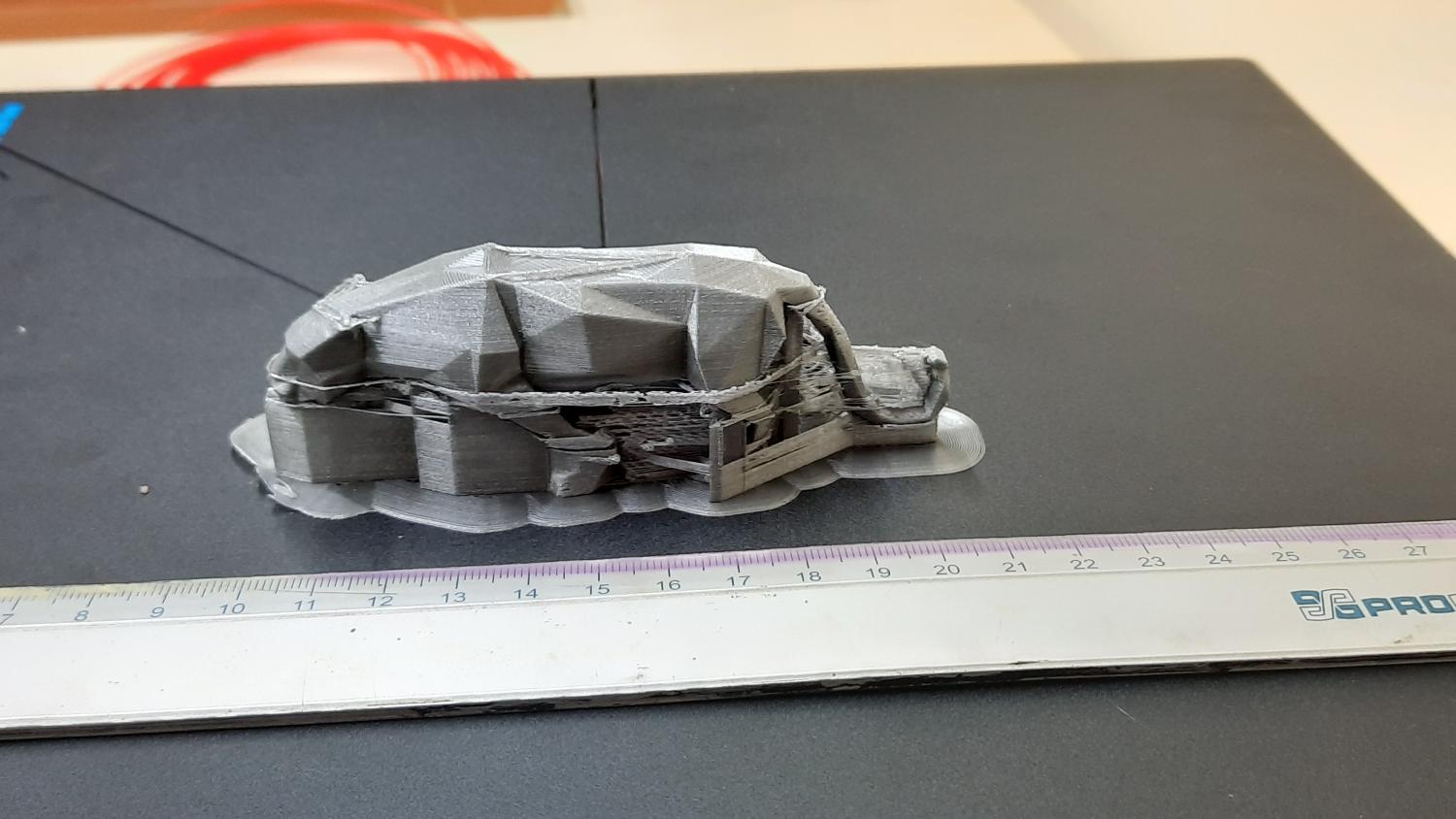
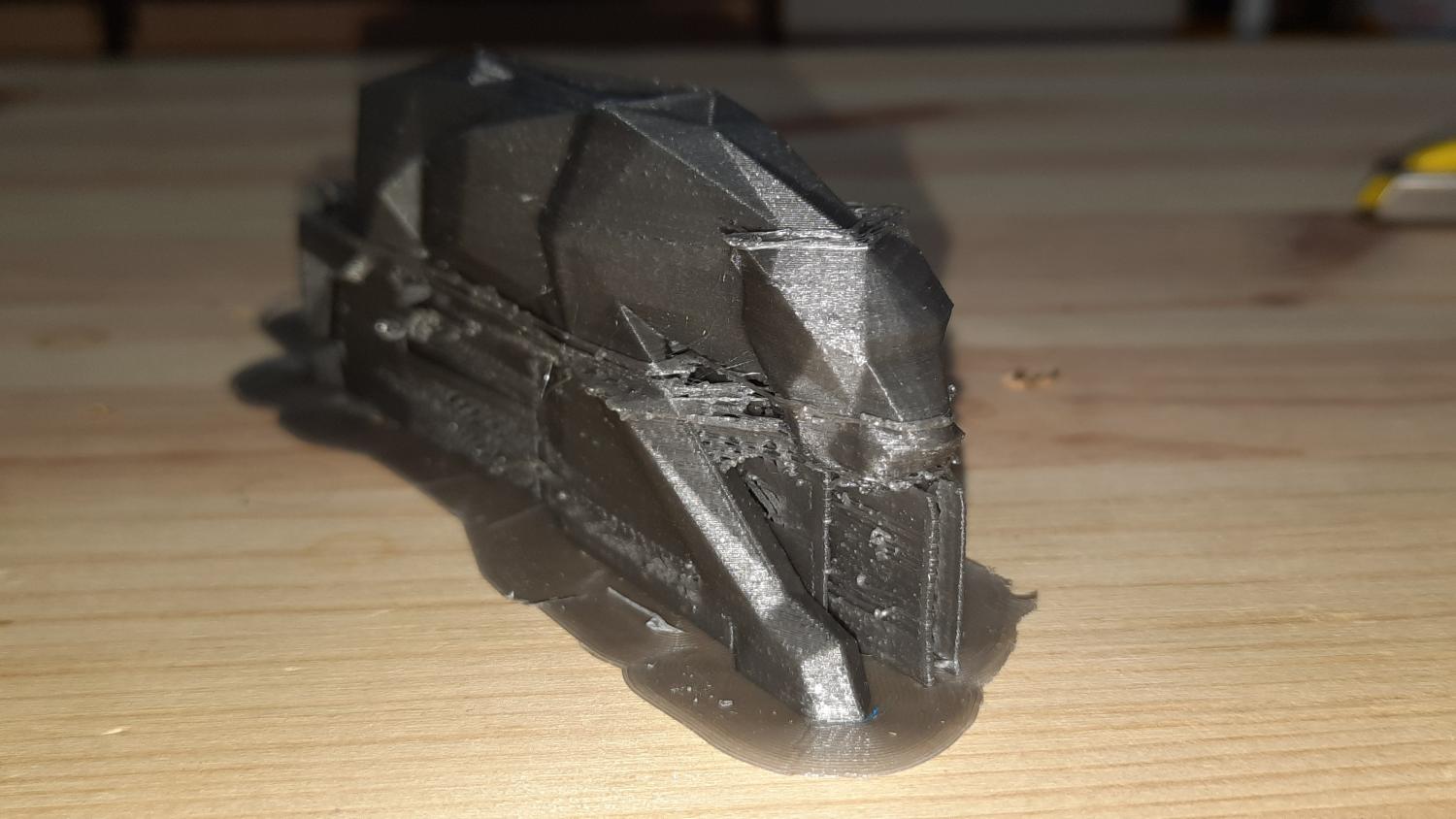
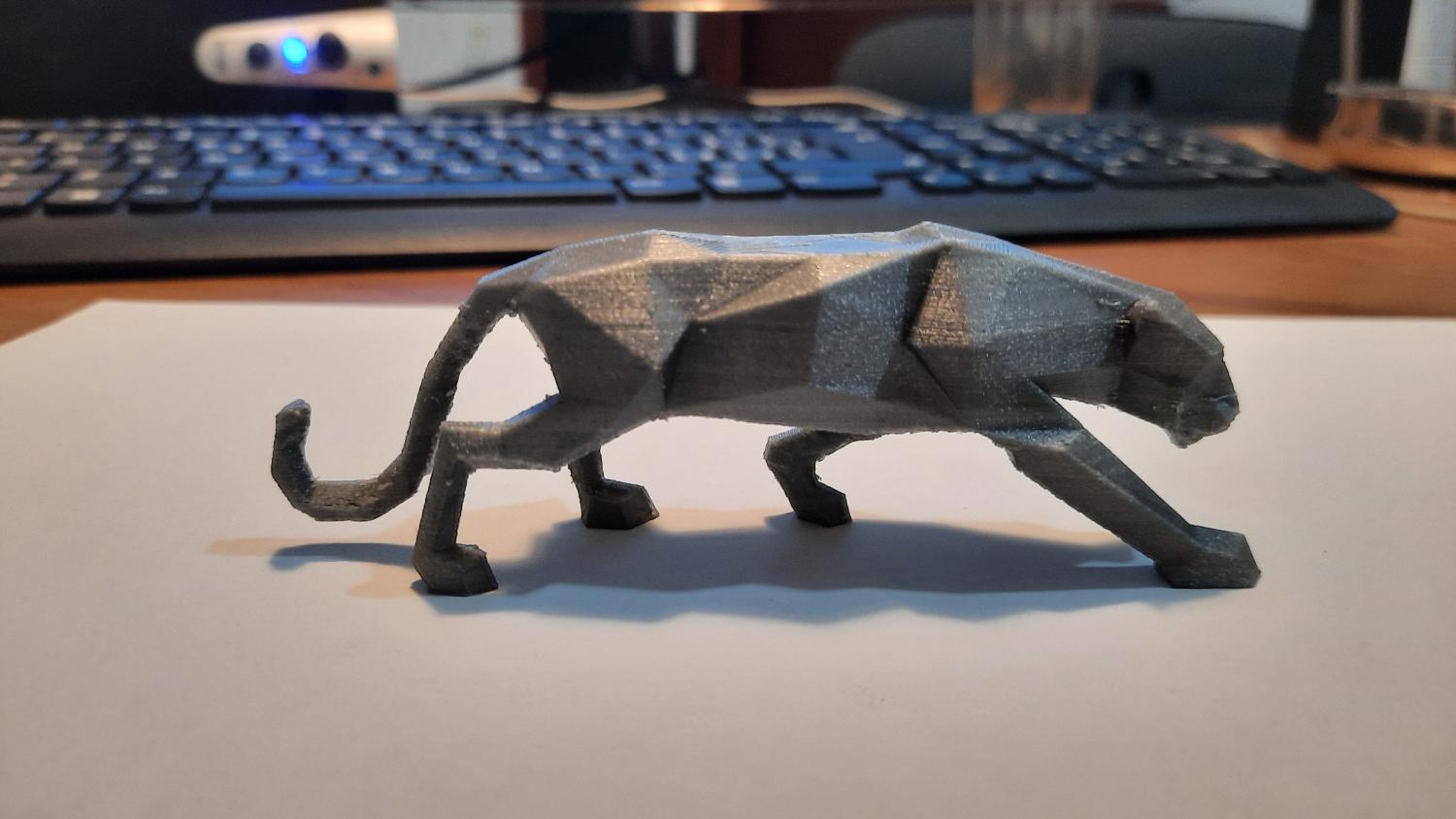
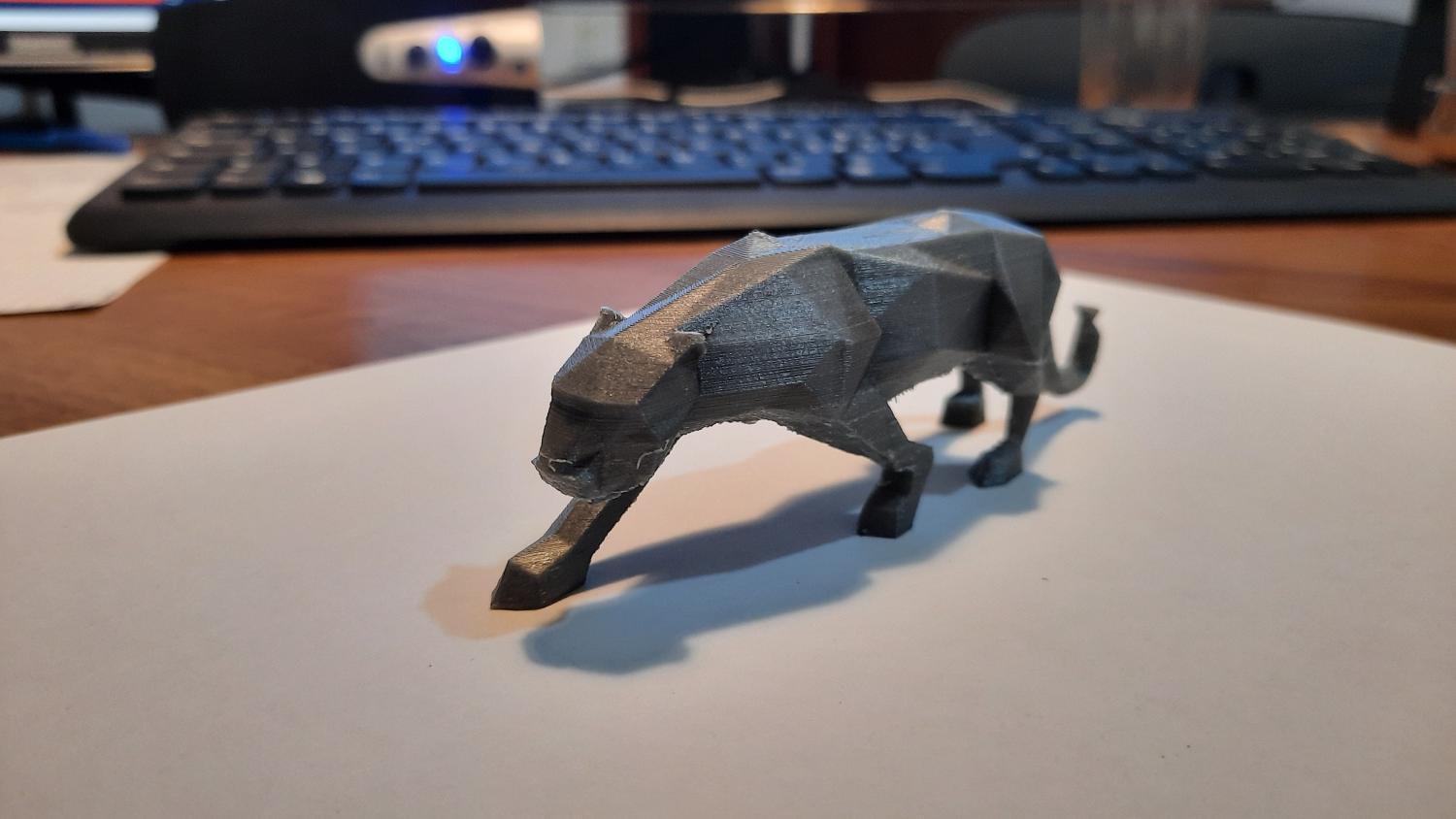
Ciao @Whitedavil quindi mi consigli di impostarli come li tieni tu? tanto cmq i parametri di fabbrica che ho impostati nella stampante sono più bassi. @SandroPrint tu che hai la mia stessa stampante hai qualche consiglio? i tuoi parametri come sono? Per la stampa della pantera si non c'è male, tra l'altro l ho ristampata facendo il gcode con cura ed è venuta leggermente meglio ma ho notato in entrambi i casi problemi di ritrazione e i supporti sono stati un pò ostici da togliere, ma non ho cambiato nessun parametro durante lo slicing. Cmq mi sono arrivati i profili per il rinforzo del bed e i quattro cuscinetti lineari in metallo, sono solo indeciso se montarli già ora o farlo quando passerò a singolo motore su Z per evitare di smontare tutti e due i gruppi Z più volte, per il momento ho iniziato a smontare il piatto ma mi sono dovuto fermare perchè non riesco a trovare nella mia zona viti M3 a testa svasata più lunghe di 30mm, che rabbia doversi fermare per 6 viti. Ma se allargo i fori del bed per una M4?
-
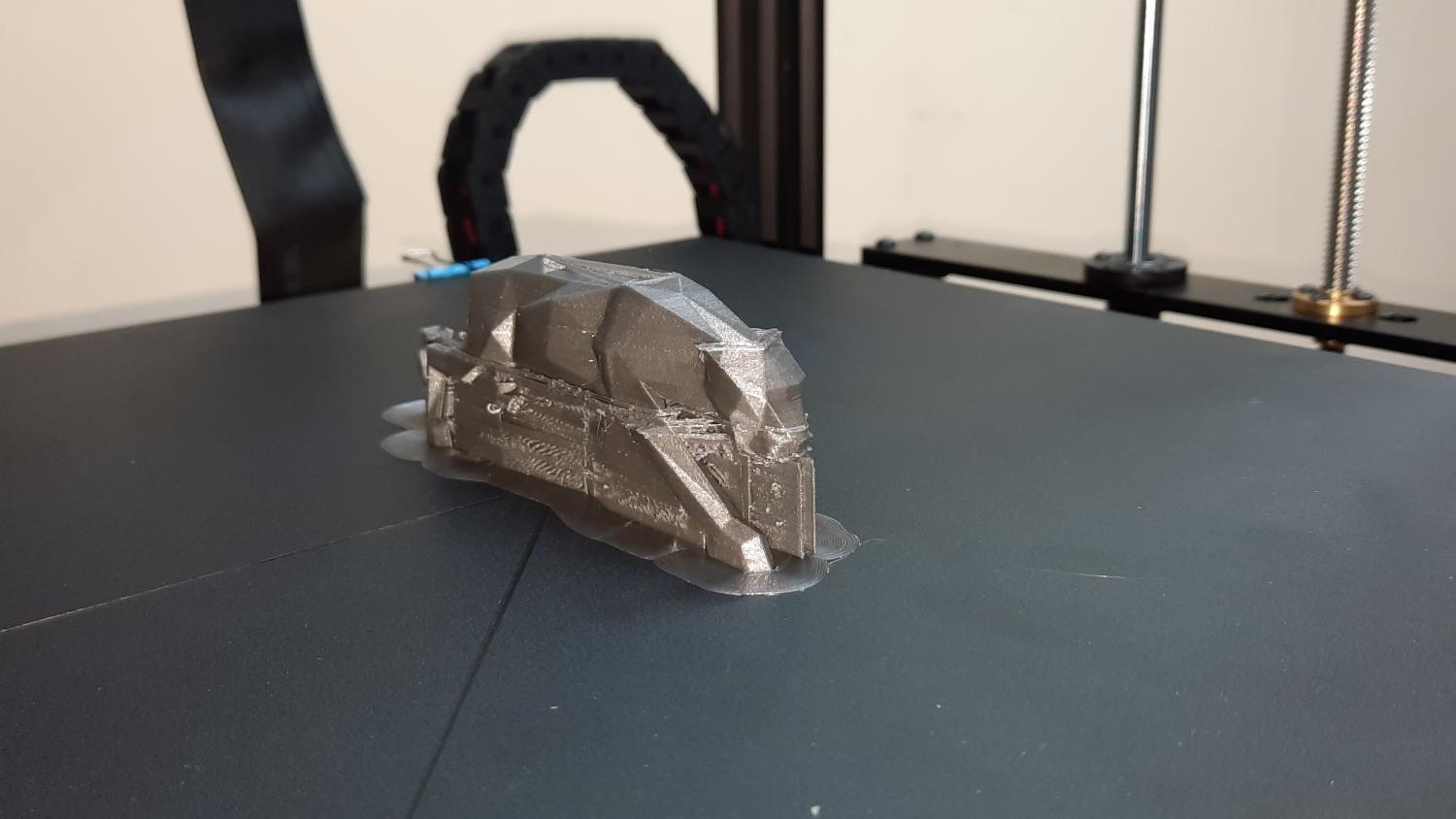
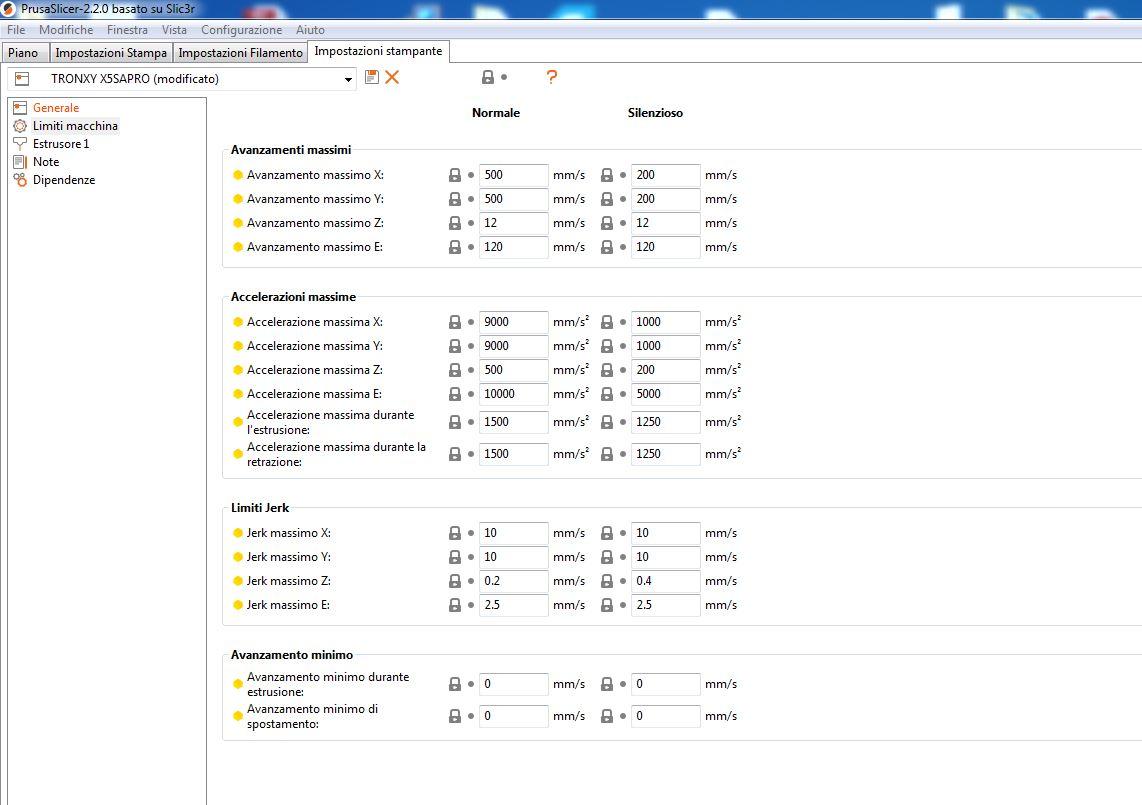
Ciao @Whitedavil grazie per aver condiviso le tue impostazioni, ora capisco perchè le mie le hai ritenute un "molto conservative" ma mi sorge un dubbio: da backup della eeprom ho ricavato quei parametri che ho inserito in qualche messaggio precedente, i valori che devo andare ad inserire in prusa slicer devono essere compatibili con quei parametri? Cioè a me risulta che: M8006 I100; velocità inizialeM8007 I20; velocità di piegatura del binarioM8008 I100; accelerazioneM8007 E20; Velocità di piegatura traccia EM8008 E100; accelerazione EM8009 S0.006250; x, y mm per passoM8010 S0.001250; z mm per passoM8011 S0.001308; e mm per passoM8012 I100; velocità massima XYM8013 I20; velocità massima Z.M8014 I120; E velocità massimaM8015 I8; Z prima velocità zeroM8016 I8; Z seconda velocità zeroM8015 S30; XY prima velocità zeroM8016 S8; XY seconda velocità zeroM8017 I6; lunghezza preestrusaM8018 I120; velocità massima di preestrusioneM8019 I50; Velocità di svolgimento della ferramenta quindi mi sembra di capire che la mia stampante sia configurata di fabbrica per: Velocità Massima di 100mm/s su X e Y Velocità Massima di 20mm/s su Z Velocità Massima di 120mm/s per l Estrusore Accelerazione Massima di 100mm/s2 su X e Y Accelerazione Massima di 100mm/s2 per l Estrusore il Jerk è a 20mm/s Ho inteso bene i parametri? Ora se io imposto ad esempio come te le velocità massime su X Y a 300mm/s su PrusaSlicer non mi crea conflitto con i parametri impostati di fabbrica? Inoltre la Velocità di Estrusione tu la tieni a 25 a me dovrebbe risultare 120, è dovuto al fatto che hai l estrusore diretto? e quindi è normale che a me essendo in bowden sia molto più alta? i gcode relativi alla preestrusione fanno riferimento alla Retrazione? Scusa le tante domande ma come avrai capito e come ti ho già detto è la prima volta per me che ho a che fare con tutte queste configurazioni. In tutti i casi ieri ho provato a fare una stampa utilizzando sempre il software Tronxy di un modello preso su thingiverse 6 ore e 15 di stampa, layer a 0.1 infill a 20% questo è stato il risultato
-
He si ho visto che ti sei lasciato prendere un pò la mano dalle modifiche, ma penso sia normale per chi usa i cad. Io ho in programma il rinforzo del bed e la modifica al gruppo z così da limitare al minimo gli errori e le scocciature dovute alla meccanica, fatto questo voglio concentrarmi sulla parte software ed elettronica di cui so molto poco. PS: cavolo a 1000km, io impazzirei ahahahahh
-
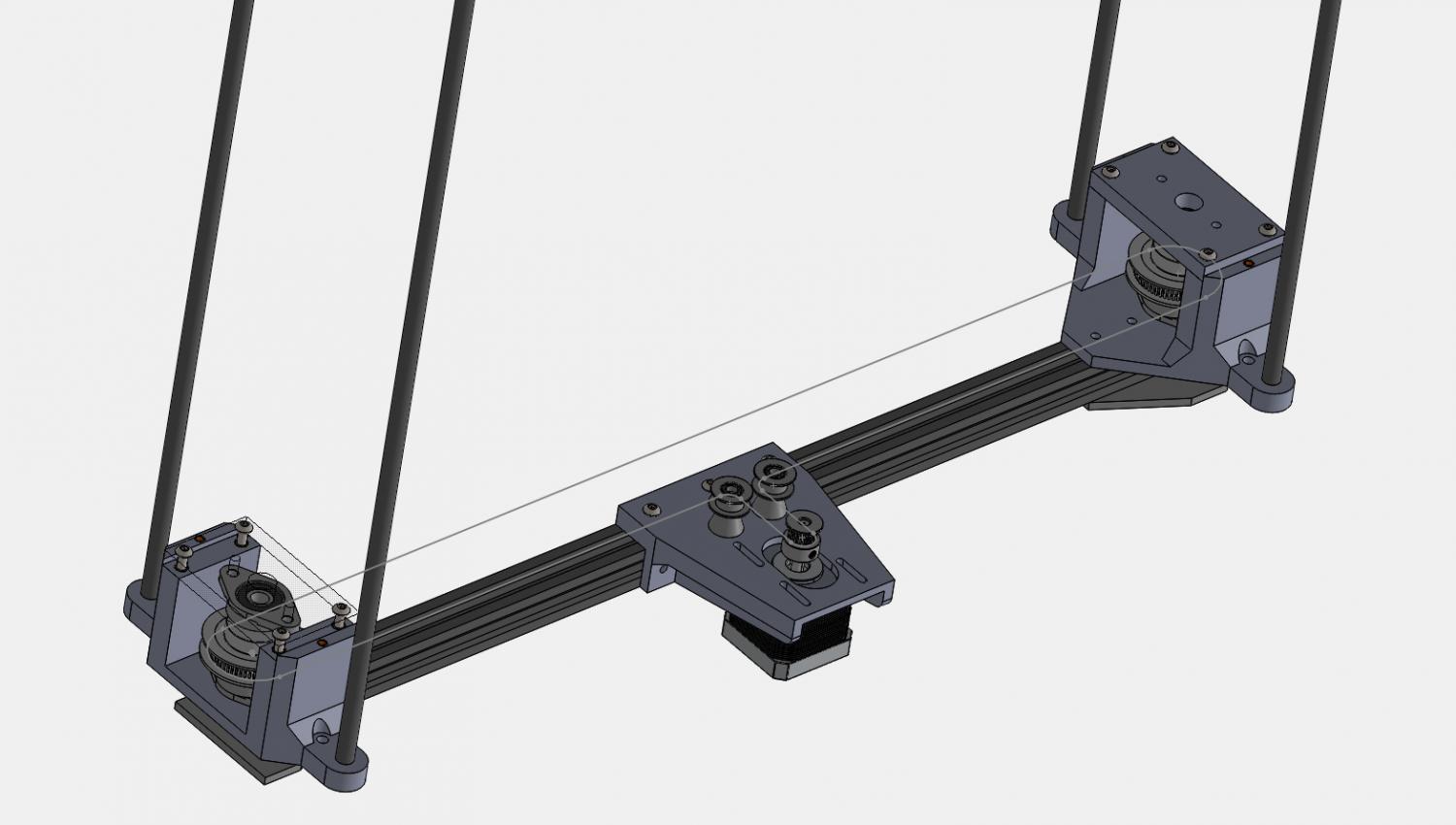
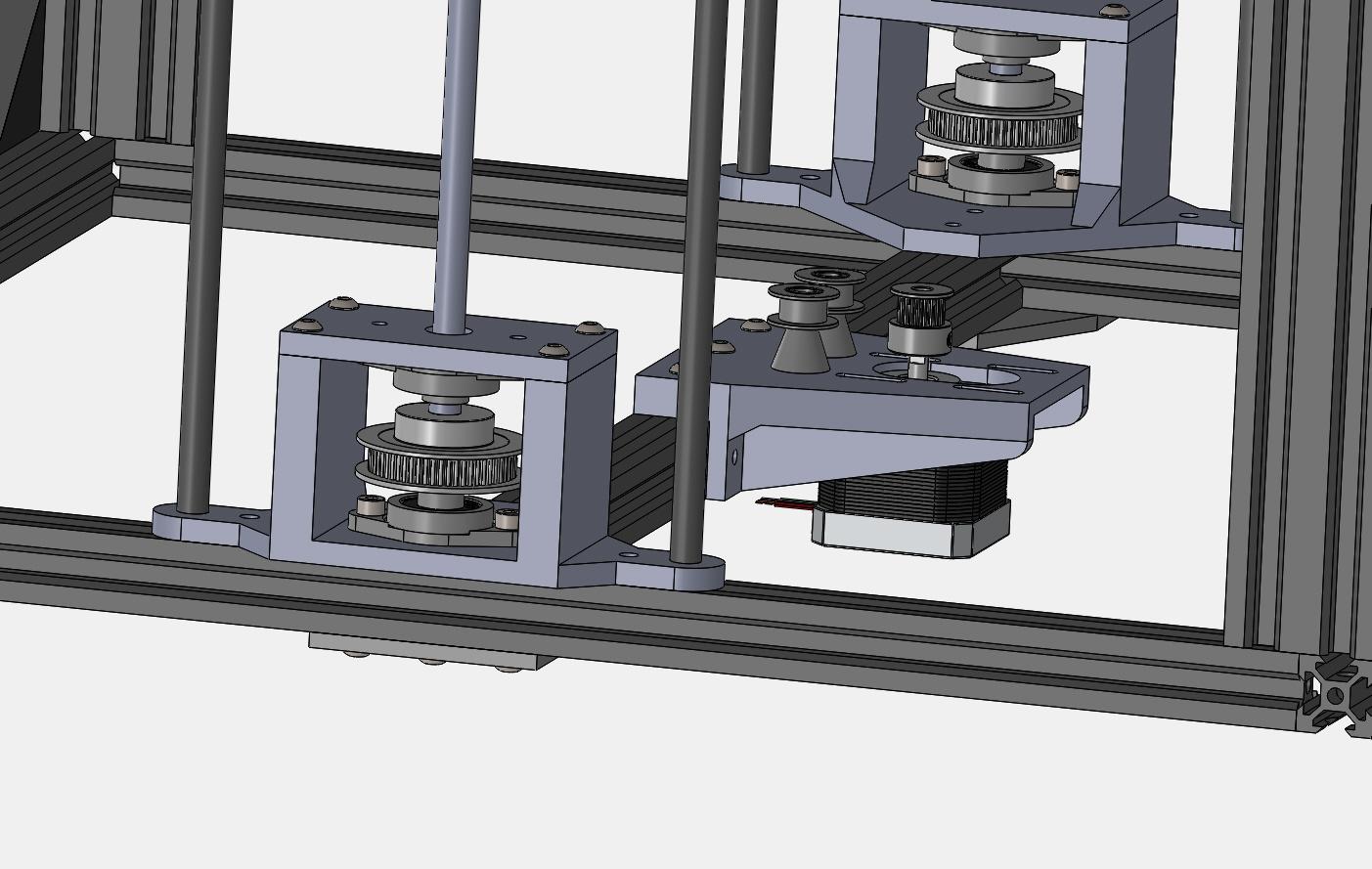
@I3D&MLab Uau hai fatto un gran lavoro, io mi sono ispirato a quella modifica del link che avevi postato nella tua discussione di quel sito dove vendevano le piastre a 70 euro se non ricordo male, mi sembra più semplice ma altrettanto funzionale. In qualche messaggio precedente anche io stavo valutando le MGN su Z, ma se ne dovrebbero mettere 4 una per ogni angolo e alla fine non so se vale tanto la pena poi a che costo? Un'altra idea potrebbe essere quella di aumentare la sezione delle barre lisce portandola a 10 o 12, tanto se sono buone e dritte il loro lavoro lo fanno egregiamente, sopratutto su queste dimensioni, ad un costo non eccessivo. Inoltre si potrebbe pensare di spostare il sistema di scorrimento all'interno dei profili strutturali della stampante poichè di spazio ce nè abbastanza, così facendo si risolve il problema della chiusura completa della stampante. Anche se cmq la si può chiudere tranquillamente anche così com'è senza andare a fare grosse modifiche, a patto che ovviamente tutto funzioni e scorra bene, considera che nella mia i due carrelli dell'asse X sporgono di 18mm quindi mettendo uno spessore da 20mm, che potrebbe essere anche un altro profilo 2020 ad esempio, accoppiato ai 2040 verticali potrei creare il telaio per fissare i pannelli di chiusura. A quanto vedo cmq di idee su come modificarla ne abbiamo in abbondanza, ma per il momento io mi rinforzo il telaio del bed e inizio a farla stampare poi successivamente procedo con la modifica di Z. Si come puoi vedere dall'immagine la piastra centrale ha un asola su cui si fissa il motore e li effettuo il tensionamento della cinghia, nell'immagine si vede lo schizzo del profilo della cinghia da 1220mm quindi teoricamente quella sarà la posizione definitiva a cinghia tesa. @Whitedavil a dir la verità mi sono stampato il backup della epromm che ho inserito nel messaggio precedente e mi sono messo a vedere un pò il significato dei vari gcode e mi è sembrato di aver capito che quelli erano i valori da impostare perchè così mi risulta configurata la stampante. In tutti i casi chiedo un consiglio a voi perchè sono cose che non ho mai fatto prima d'ora.
-
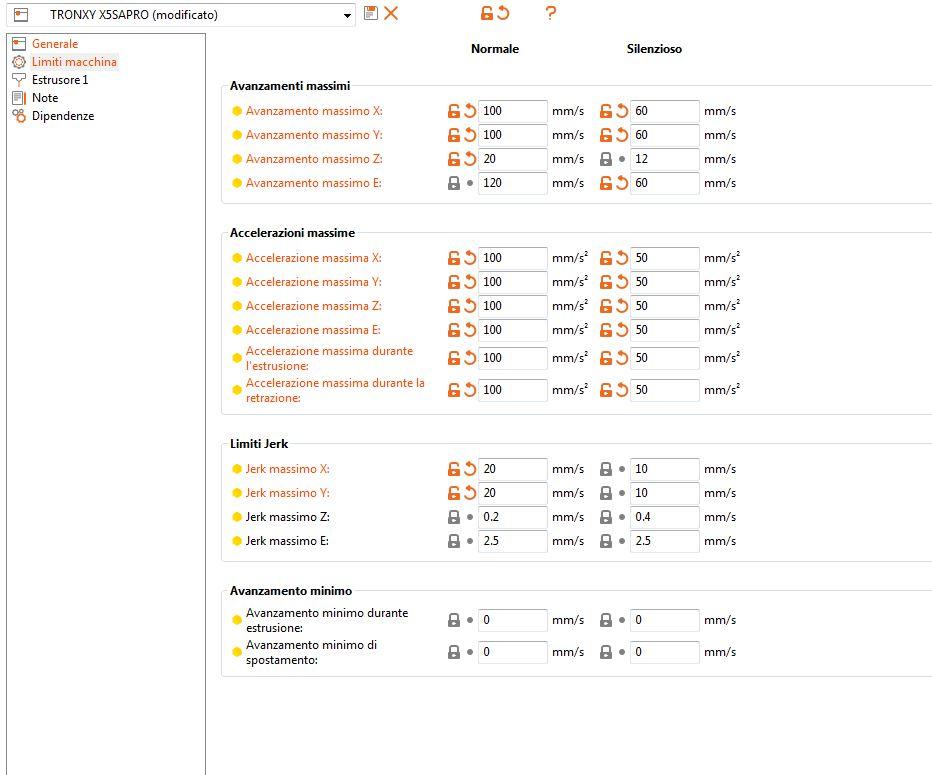
Ciao @SandroPrint infatti è la prima cosa che sono andato a verificare ricordando quanto mi avevi detto. Secondo voi configurati così i Limiti Macchina potrebbero andare bene, mi sono basato sull'estratto della epromm,
-
Questo è quello che ho tirato fuori dalla epromm: ;; Versione: V1.4.1RC25m4 LCD: 3 ';' seguito da un commento M8000 I1; supporto per risparmio energetico oppure no M8001 I1; supporto all'inizio del reset o meno M8002 I-1; X direzione del motore M8003 I-1; Y direzione del motore M8004 I1; direzione del motore Z. M8005 I-1; E direzione del motore M8005 I1 E2; direzione del motore E2 M8005 I1 E3; direzione motore E3 M8005 X0; asse X 0: movimento della testa di estrusione 1: movimento della piattaforma M8005 Y0; Asse Y 0: movimento della testa di estrusione 1: movimento della piattaforma M8005 Z1; asse Z 0: movimento della testa di estrusione 1: movimento della piattaforma M8006 I100; velocità iniziale M8007 I20; velocità di piegatura del binario M8008 I100; accelerazione M8007 E20; Velocità di piegatura traccia E M8008 E100; accelerazione E M8009 S0.006250; x, y mm per passo M8010 S0.001250; z mm per passo M8011 S0.001308; e mm per passo M8012 I100; velocità massima XY M8013 I20; velocità massima Z. M8014 I120; E velocità massima M8015 I8; Z prima velocità zero M8016 I8; Z seconda velocità zero M8015 S30; XY prima velocità zero M8016 S8; XY seconda velocità zero M8017 I6; lunghezza preestrusa M8018 I120; velocità massima di preestrusione M8019 I50; Velocità di svolgimento della ferramenta M8020 S1.500000; lunghezza di prelievo del produttore di utensili M8033 S0.000000; Makerware cambia la lunghezza di prelievo della testa dell'estrusore M8021 S1.750000; diametro consumabile M8022 I275; temperatura massima della testa di estrusione M8022 T170; temperatura minima di estrusione dei materiali di consumo M8023 I100; temperatura massima del letto caldo M8023 T0; abilitazione avviso temperatura 0: abilita 1: disabilita M8024 I330; corsa massima X. M8025 I330; Y esegue una corsa grande M8026 I400.000000; corsa massima Z. M8027 I1; numero di teste di estrusione M8027 S0; ugello di entrata e uscita aggiuntivo 1: si 0: no ; M8027 Z0; considera E2 come l'altro asse del doppio asse Z. ; M8027 Y0; E2 come l'altro asse del doppio asse Y. ; M8027 E0; trattare E2 come doppio asse E1 M8027 T1; 0: disabilita letto caldo 1: abilita letto caldo M8028 S0.000000; compensazione prelievo filo M8029 I0; limite XY 0: limite minimo 1: limite massimo 2: limite bilaterale 3: parte posteriore sinistra 4: parte anteriore destra M8029 T0; limite cablaggio 0: limite normalmente aperto 1: limite normalmente chiuso M8029 S0; Tipo limite Z 0: limite minimo 1: limite massimo M8029 C0; XYZ si sposta dopo la ricerca del punto di riferimento 0: ritorno a zero (0,0,0) 1: arresto in posizione limite M8029 P-1; limite del filamento (delta livellamento); 1: uguale al tipo di limite XYZ -1: opposto al tipo di limite XYZ M8029 D1; abilitazione rilevamento materiali di consumo M8030 I0; temperatura di avvio automatico della ventola M8030 I50 T-1; temperatura di avvio automatico della ventola della scheda madre, normalmente aperta impostata su zero M8031 S0.000000; offset X della seconda testa di estrusione M8032 S0.000000; offset Y della seconda testa di estrusione M8031 D0.000000; offset X della terza testa di estrusione M8032 D0.000000; offset Y della terza testa di estrusione M8034 I1; supporto per cartelle o no M8035 I7; Numero di punti di livellamento ; M8036 X0.1 Y0.1; inserisci tutte le coordinate che vuoi, meno di 0 è il rapporto della corsa, altrimenti sono le coordinate M8036 X10.0000 Y10.0000; posizione di livellamento M8036 X60.0000 Y50.0000; posizione di livellamento M8036 X300.0000 Y300.0000; posizione di livellamento M8036 X60.0000 Y300.0000; posizione di livellamento M8036 X300.0000 Y300.0000; posizione di livellamento M8036 X60.0000 Y50.0000; posizione di livellamento M8036 X300.0000 Y50.0000; posizione di livellamento M8080 I2; Tipo di modello 0: XYZ 1: Delta 2: Hbot M8081 I2; sensore di temperatura 0: NTC 100K 1 B 1: termocoppia tipo K 2: resistenza termica EPCOS NTC M8083 S180.000000; lunghezza asta Delta M8083 Z200.000000; corsa Delta Z. ; M8083 I2; se abilitare il livellamento automatico M8083 D0 P0; angolo di inizio servo e angolo finale M8084 S80.000000; raggio di stampa Delta M8084 D0; differenza di raggio di livellamento M8084 P0; modalità di livellamento e presa dei punti, 0: 7x7 quadrati aperti 1:37 punti, esagono regolare M8084 Z1.831248; Scostamento Delta Z, 0: L'offset è proibito, la corsa viene determinata impostando Z su zero, diverso da zero, la corsa viene attivata dal trigger di livellamento + valore di offset M8085 I6000; durata del logo di avvio, minimo 100 ms, massimo 6000 ms M8085 T0; tempo di attesa standby dello screen saver, in secondi M8085 P0; per quanto tempo spegnere dopo l'attesa M8086 I1; Divisione frequenza software suddivisione motore, impostare 1 se non si capisce M8087 I0 T7000; I: tempo dalla direzione effettiva all'impulso effettivo (ns), T: tempo di mantenimento dell'impulso più breve (ns). Se non è presente alcun azionamento esterno, impostare tutto su 0 M8089 P0 ;; se spegnere forzatamente tutti i motori e il riscaldamento al termine della stampa 0: spegnere tutto 1: non funzionare dopo la stampa 2: zero crossing dopo la stampa M301 P22.2000 I1.0800 D114.0000; parametro PID temperatura M8489 I256; rapporto pwm quando la ventola della scheda madre si avvia automaticamente M8489 T3; Velocità di avanzamento filo dei materiali di consumo M8489 S5; velocità di discesa del modello Delta durante il livellamento e la presa di punti ; M8520 I0; supporto per incisione laser, reindirizzerà più funzioni, l'impostazione predefinita è vietata 1: supporto 0: non supportato ; M8520 T0; supporto di livellamento manuale, impostazione predefinita disabilitata 1: supportato 0: non supportato ; M8521 I0; ridefinizione riscaldamento letto caldo, il valore predefinito è 0 M8500; salva configurazione
-
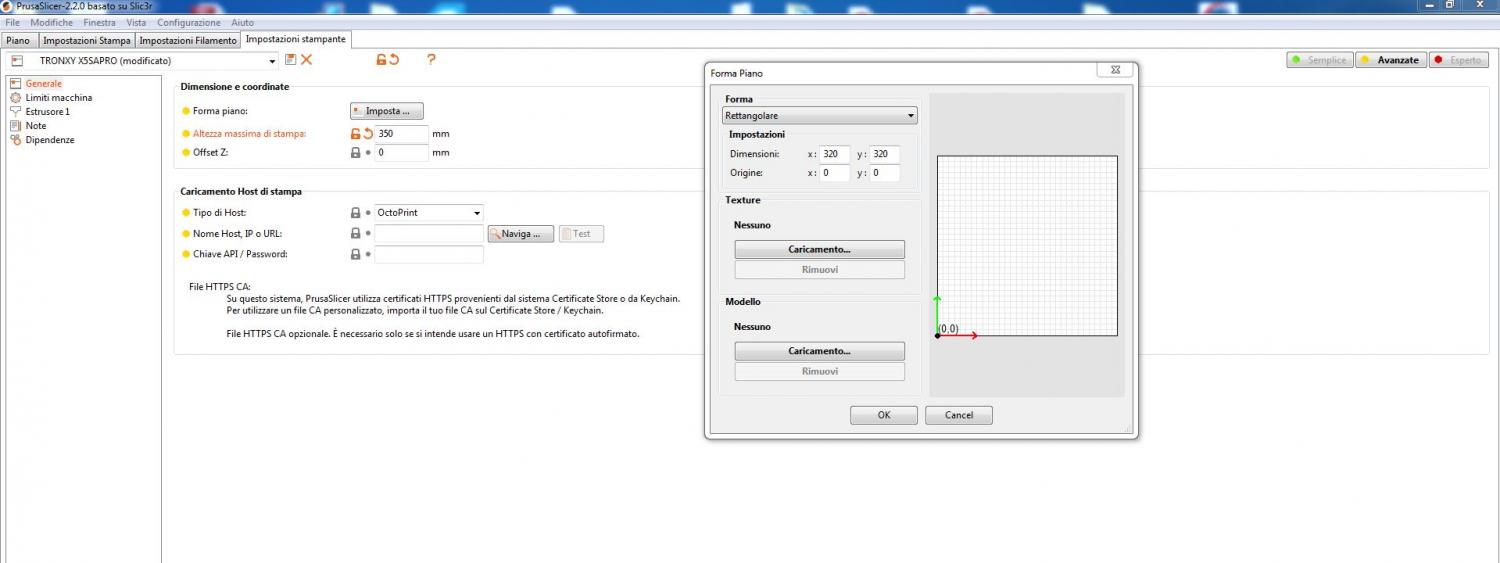
Al momento ho settato solo le dimensioni del volume di stampa nella sezione Generale delle Impostazione Stampante, mentre in Limiti Macchina ho ancora tutto preimpostato è qui che devo inserire i valori che devo recuperare dalla stampante? ma per inviargli quel comando (in che modo poi?) ovviamente dovrei avere la stampante collegata via usb? mi risulta difficile collegare la stampante al pc. provo a tirare fuori tutti i settaggi della stampante con quel gcode che ha messo @SandroPrint nel suo post penso sia la stessa cosa che inviargli il comando M503 sicuramente più lunga come procedura.
-
No sul manuale non dice nulla, però poichè ho istallato anche Cura seguendo la configurazione indicata in qualche post precedente dicono di scegliere come stampante la Folger Tech FT5 e nella configurazione sempre in Cura leggo G-Code flavor impostato su Marlin quindi dovrebbe essere quello. Avevo dimenticato che tu hai cambiato l elettronica. In tutti i casi @SandroPrint penso mi possa confermare avendo anche lui la x5sa pro.
-
@Whitedavil ho scaricato il software e all'avvio mi fa fare la configurazione guidata, su Stampante Personalizzata dopo il nome mi chiede il tipo di firmware, quale devo scegliere?
-
Ha ok ora la scarico e inizio a guardarmi un pò il software. Mi sarebbe molto d'aiuto essere guidato sui test da fare e i relativi parametri da impostare. In tutti i casi appena mi arrivano i profili per la modifica pubblicherò le foto e si parte. Il calibro digitale lo tengo. Grazie come sempre per la tua disponibilità
-
Si si sicuramente aumenterò lo spessore, considera che cosi le due spalle ora sono da 11mm a cui aggiungerò almeno altri 6mm, quindi diventeranno circa 17 mm di spessore, inoltre le due estremità esterne, dove si inseriscono le due barre cromate da 8mm per intenderci, ora sono da 6mm e passeranno almeno a 10mm, l unico spessore che non posso toccare è quello centrale dove si fissa il cuscinetto FL08 che resterà da 6mm ma la mia idea è quella di fare in modo che le due viti che bloccano il cuscinetto scendano nei profili con i t-nut. In tutti i casi sono disegni ancora da definire perchè è una modifica che farò più in là e sopratutto non è detto che li stampo potrei farli anche in alluminio se non mi vengono a costare molto. Per il momento sto aspettando che mi arrivino i profili per il rinforzo del bed che è prioritario e poi si inizia con le prove di stampa e del software di slicing, a proposito del software ma lo slic3r che mi consigliavi è quello prusa edition? o slice3r "normale"? è complicata la configurazione per questa stampante? Grazie ancora per i consigli
-
In ufficio mi sono creato un laboratorio, ma non ho una cnc, per ora .....(anche se ho adocchiato un progetto niente male visto su youtube con profili e parti stampate di cui ho fatto già il 3d e appena ho un pò di tempo e un pò di soldi da dedicargli procedo) avevo pensato di rifare le staffe laterali del telaio del bed perchè mi sono trovato una piattina di alluminio da 40mm per 10 di spessore da 1 metro ma in quel caso si trattava solo di fare qualche foro con il trapano a colonna quindi niente di particolare. per le piastre del gruppo Z, oddio non è impossibile ma lavorarle a mano non è il caso oltre cmq al tempo che ci vorrebbe. bene mi fa piacere che hai risolto anche tu.
-
Anche li c'è il cuscinetto flangiato FL08 solo che l ho previsto sotto (non ricordo se da progetto originale era così) in modo che sopra resti tutto libero e senza sporgenze perchè una volta terminato l upgrade vorrei chiudere con un pannello probabilmente di Forex , tutto il fondo al livello della piastra di chiusura su cui è fissato il FL08. Sicuramente fare tutti i supporti in alluminio sarebbe il Top sia da un punto di vista di rigidezza che anche estetico probabilmente, il fatto è che i due laterali dove sono le pulegge da 60 denti sono due piastre con qualche foro qua e là quindi volendo anche con un taglio ad acqua si possono fare mentre per il centrale il discorso cambia perchè dovendoti trovare con le pulegge sia le folli che quella del motore sullo stesso piano delle 60 denti non puoi usare lo stesso spessore di alluminio che utilizzeristi per le piastre e quindi andrebbe fresato a macchina direttamente oppure si dovrebbe spessorare. Alla fine è sempre una valutazione di costi io onestamente al momento non ho chiesto quanto mi verrebbero a costare in alluminio in tutti i casi aspetto che mi arrivino prima tutti i componenti necessarii per poi ricontrollarmi i fori e le dimensioni perchè si sà che con i cinesi non si scherza, ovviamente è una valutazione che farò a tempo debito. Sei riuscito a risolvere i tuoi problemi? ricordo che avevi contattato anche tu il supporto della tronxy.
-
Si ricordo tu l hai montato ruotato e il 2020 che mantiene il motore è fissato sul profilo basso del retro della stampante ma se non sbaglio è vincolato solo sul retro molto probabilmente è per questo che avevi la torsione. Nel sistem che voglio fare io il tensionamento della cinghia lo si fa attraverso il nema, sul supporto centrale dove va fissato il motore c'è un'asola da 15mm, ti sarà sfuggita forse eheheheh
-
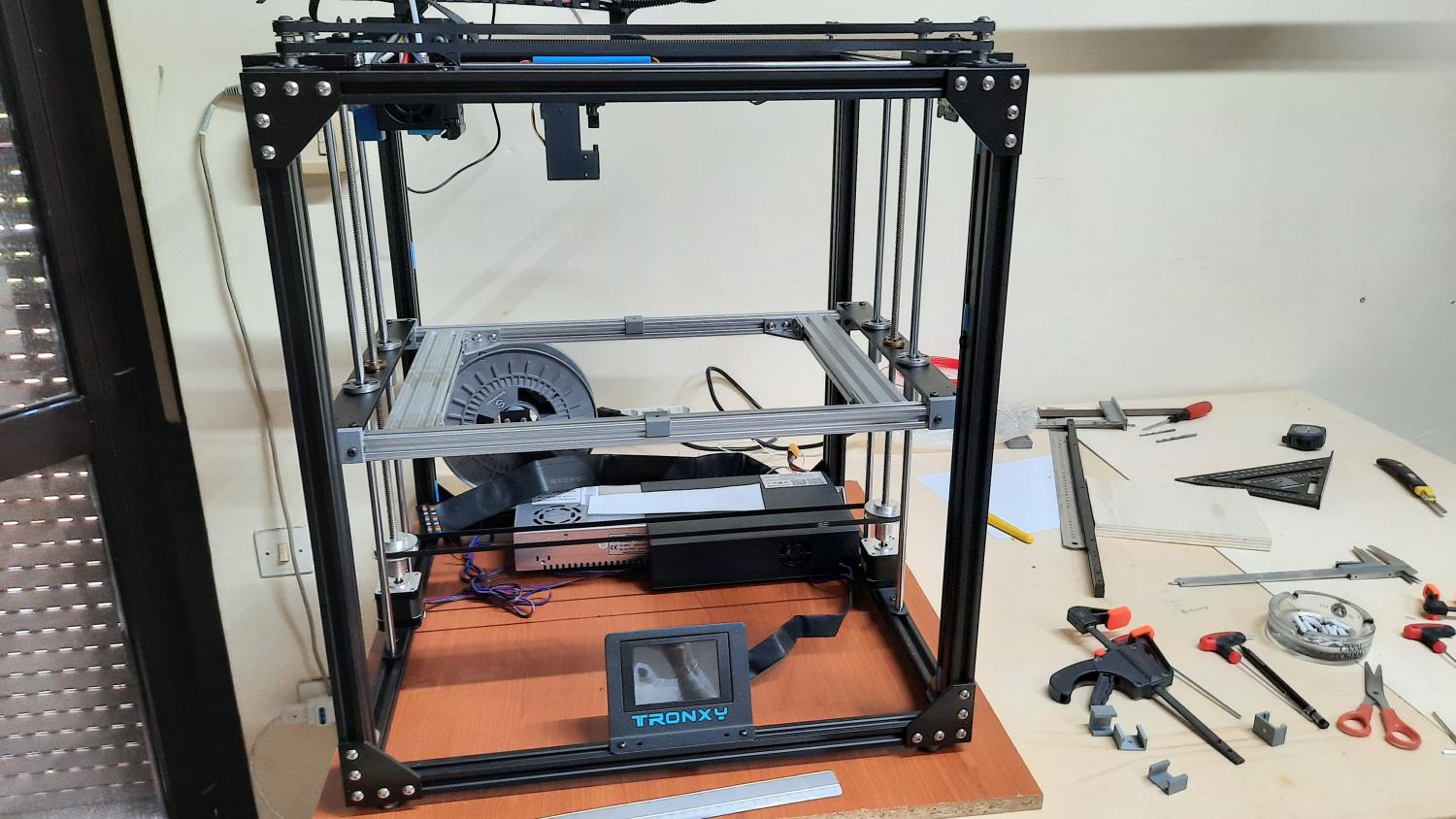
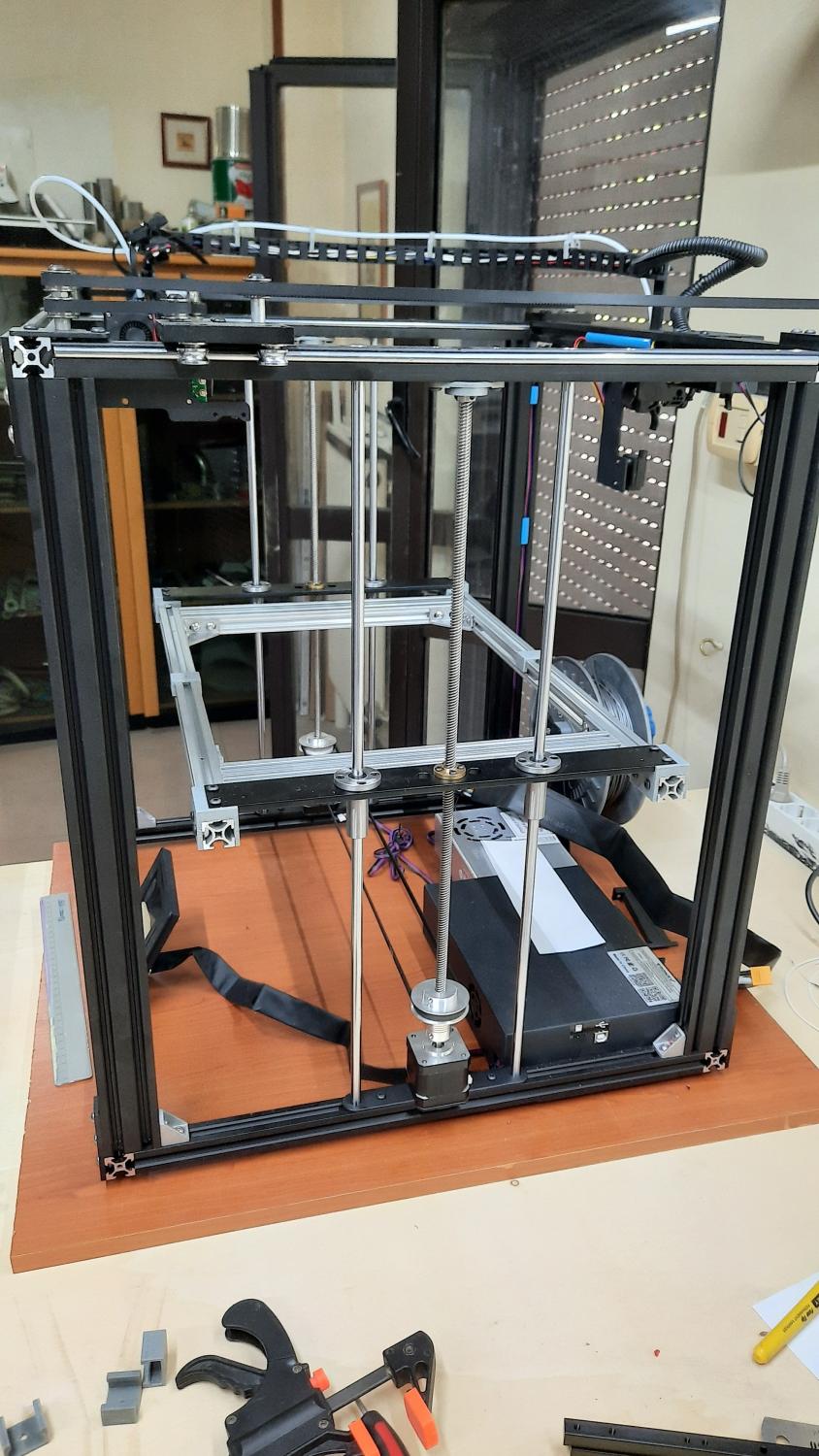
Io ho preso in considerazione Cura perchè è stata pubblicata nei post la configurazione per questa stampante; Simplify3D mi intriga perchè tempo fa, se non ricordo male, vidi su youtube che ha una particolare funzione che permette di utilizzare in uno stesso gcode diverse altezze layer a seconda della conformazione del pezzo e questo mi sembra un ottima cosa. Per quanto riguarda l'upgrade dell'asse Z, mi sono ispirato completamente a quel kit che pubblicò @I3D&MLab che mi sembra ben fatto, quindi mi sono ridisegnato le varie piastre e ne ho fatte due versioni (utilizzando sempre le pulegge da 60 denti che ho già e cinghia da 6mm, quindi con rapporto di riduzione 3a1) una se decido di farle in alluminio fresato e l'altra se me le stampo con la Zortrax, pensavo in PETG, in tutti e due i casi ho previsto di fissare il profilo 2020, sopratutto se decido per la versione stampata, con le piastre di alluminio a 5 fori a T una per lato. Di seguito le foto delle due versioni, la prima dovrebbe essere quella con le piastre in alluminio mentre la seconda con quelle stampate e si vede anche il telaio rinforzato del bed come mi hai suggerito. Se hai consigli ovviamente sono ben accetti.
-
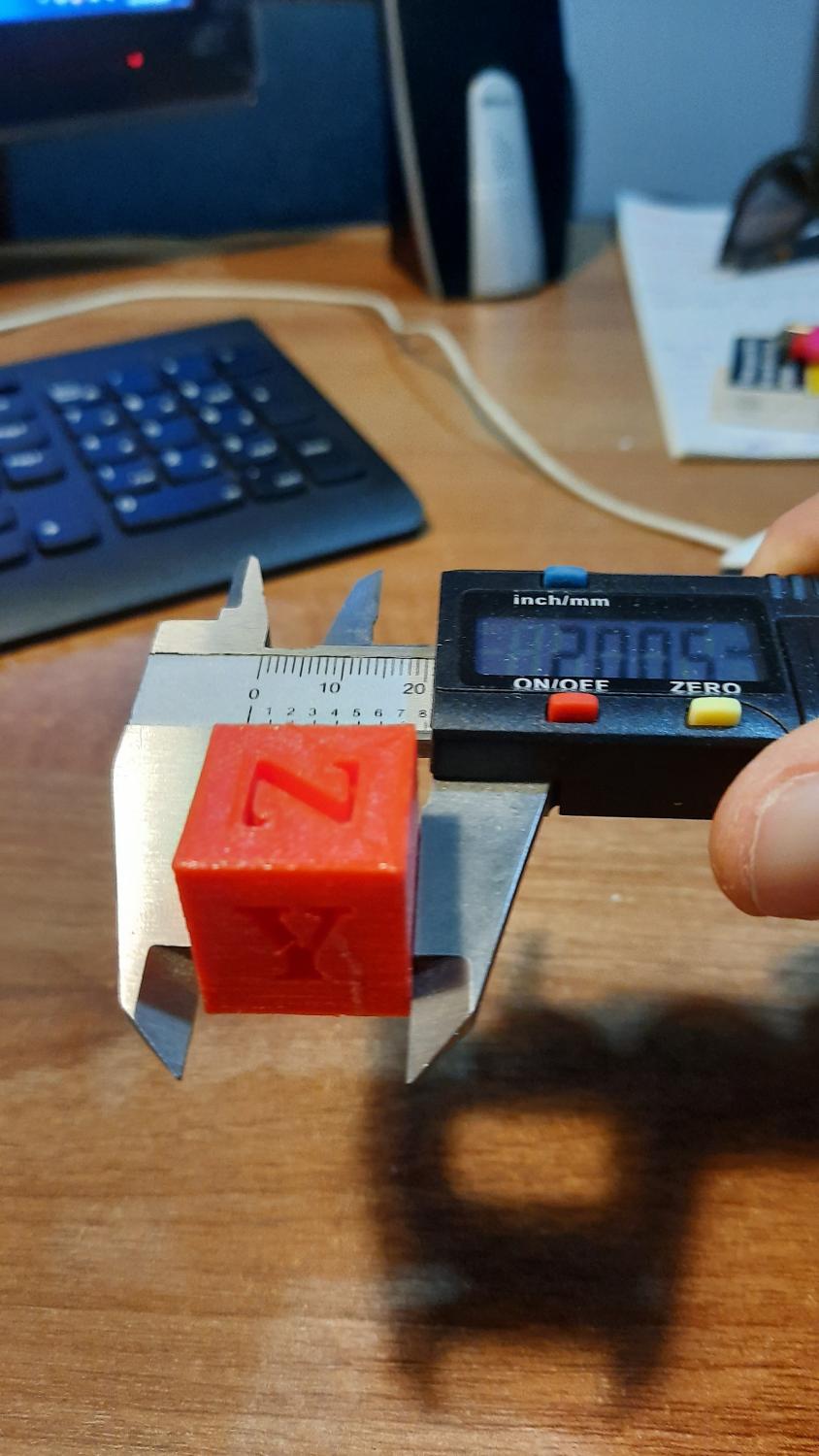
@Whitedavil Si infatti sono rimasto sorpreso dalla stampa del file di test un pò meno dal cubo, in termini di qualità generale, ma dimensionalmente ci siamo e questo mi fa pensare che il tensionamento delle cinghie va bene, cosa che mi preoccupava un bel pò. Per lo slicer ho scaricato Cura e ho settato la stampante come descritto nel post dedicato, quindi penso che passerò a quello anche se dovendo iniziare l'uno vale l altro quindi se hai dei consigli sono sempre ben accetti. Per il discorso del bed ho ordinato i profili su cncstore quindi appena arrivano, a giorni credo, sistemo anche quello e più in là ho già pronto nel carrello di banggood tutte le parti per il discorso asse Z, ma se ne parlerà in estate inoltrata.
-
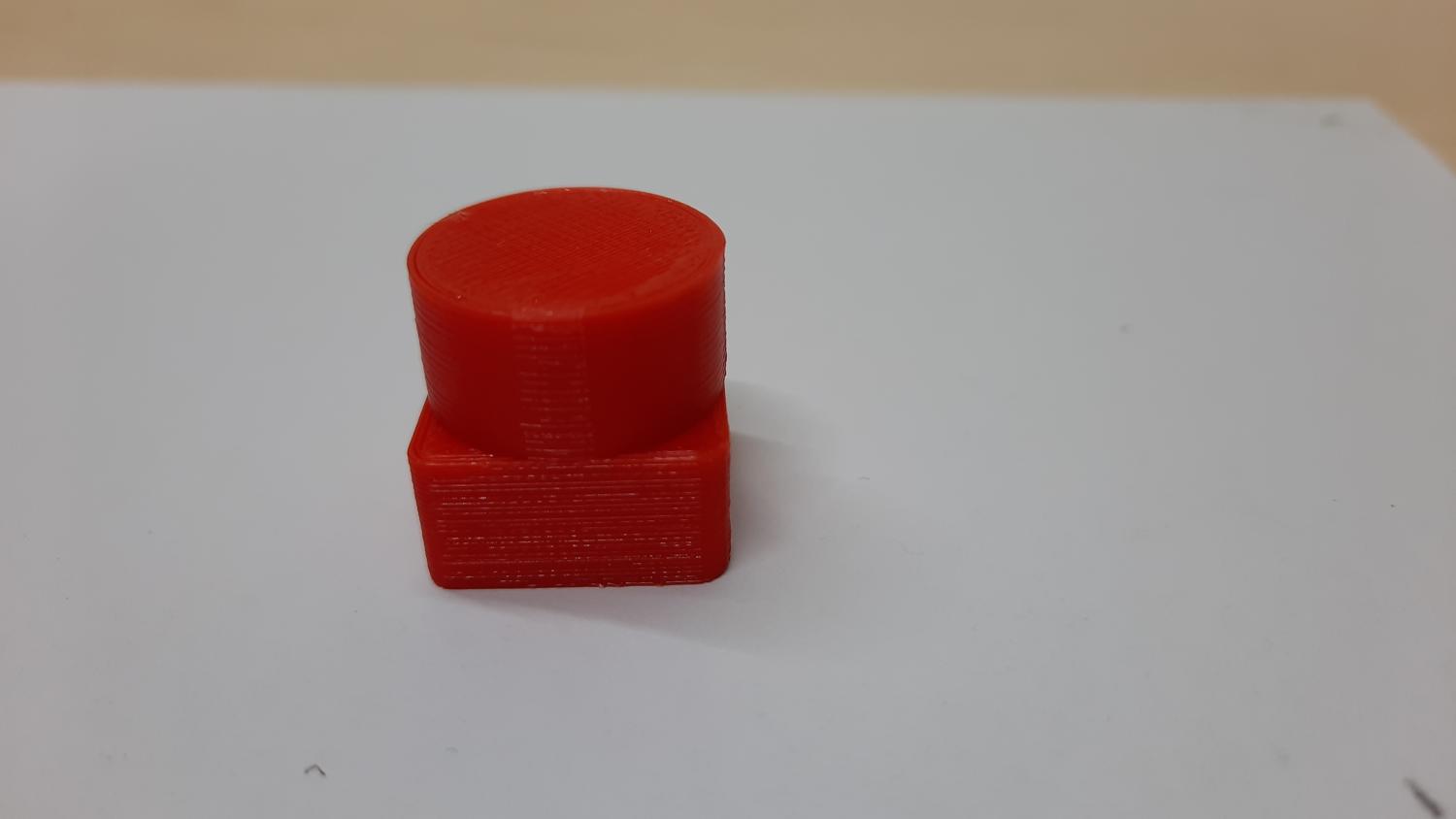
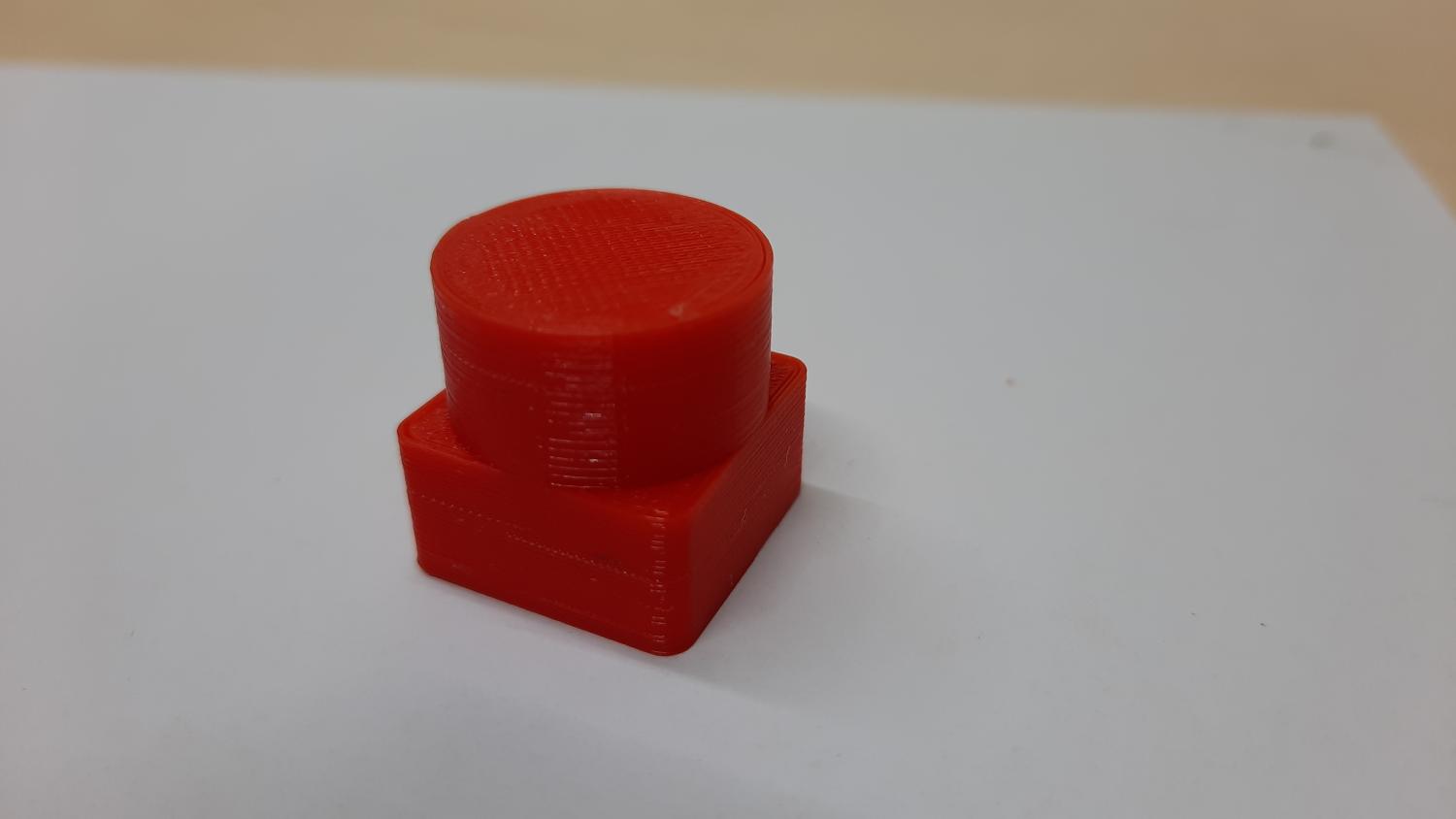
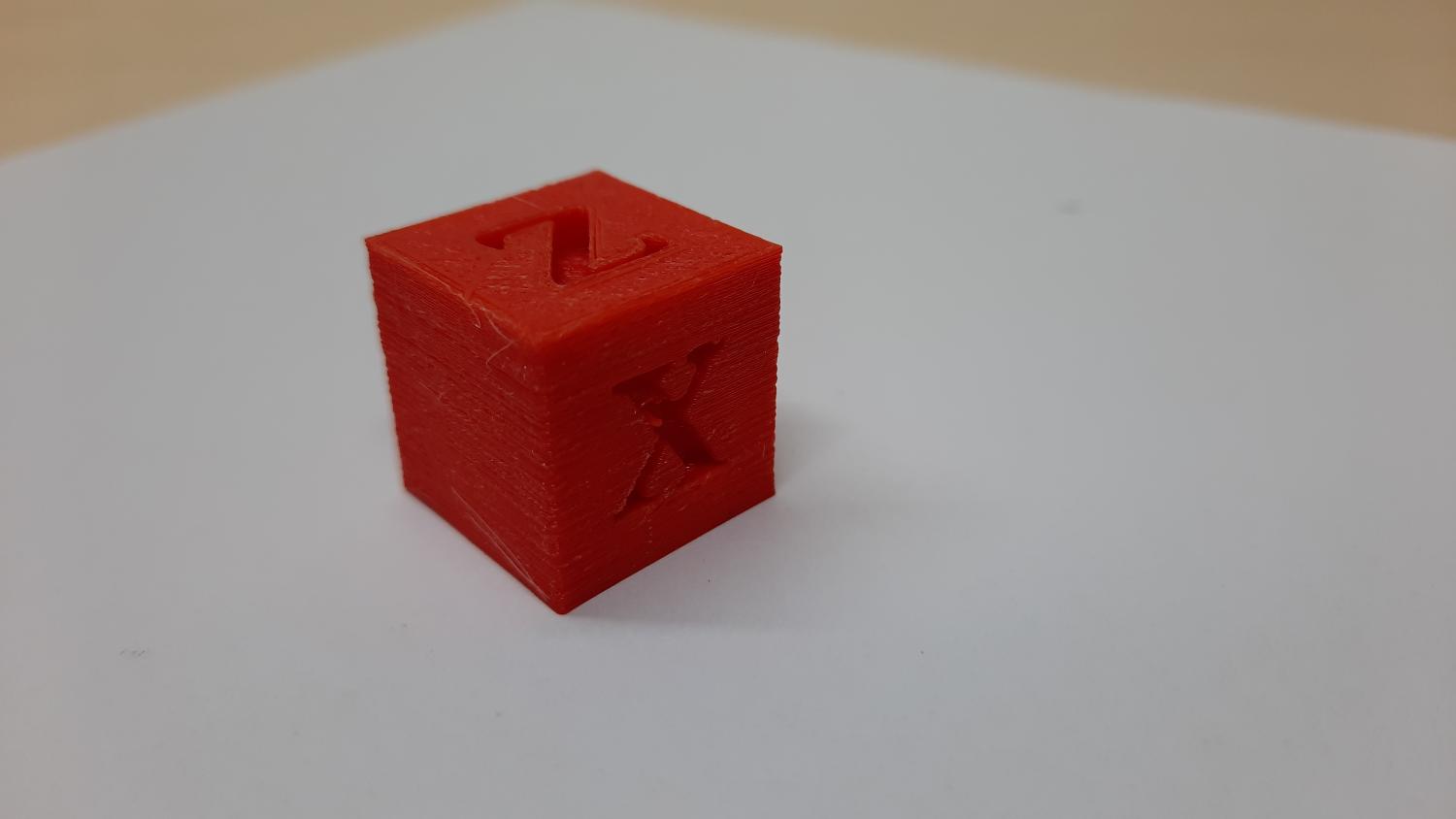
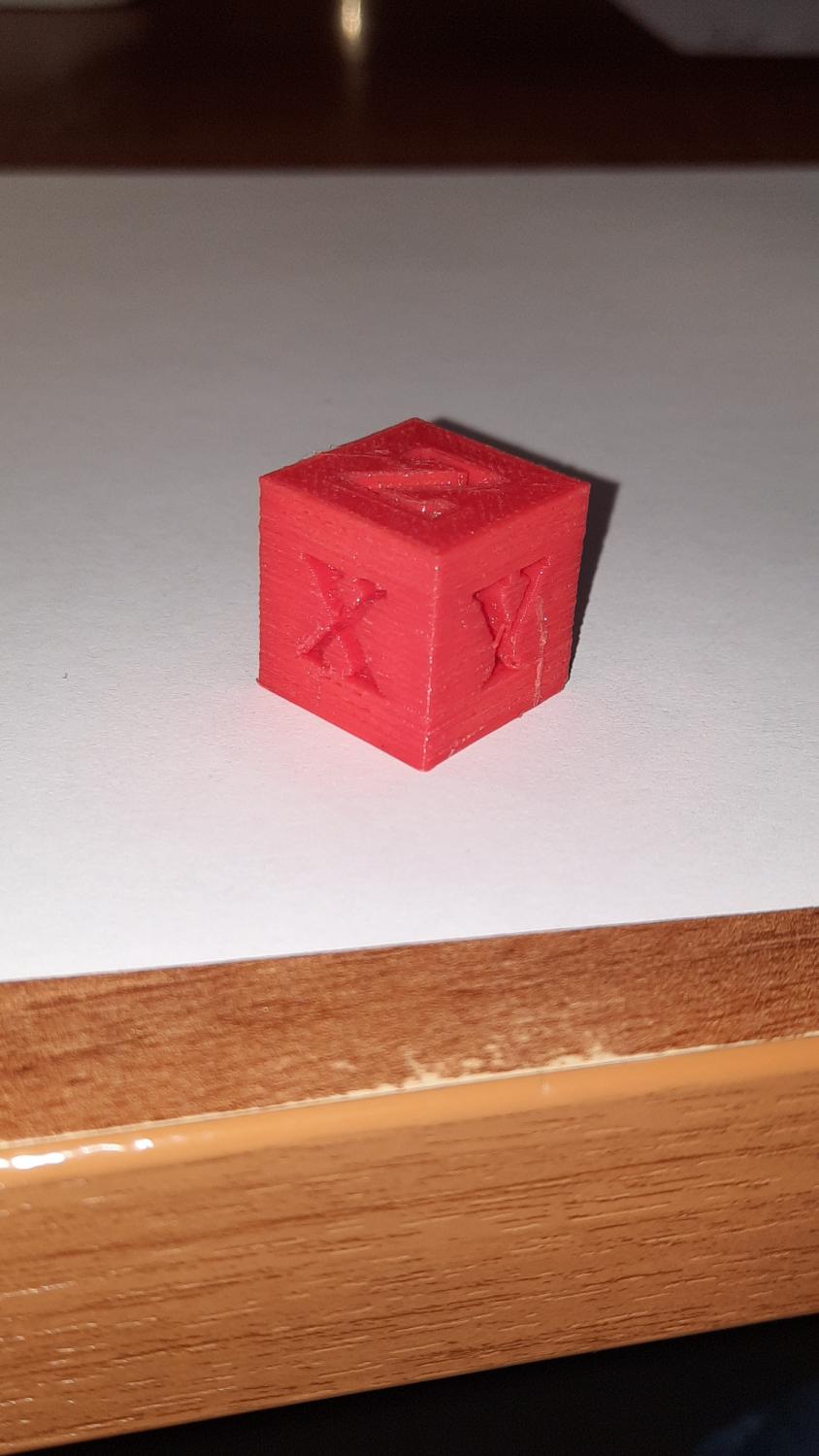
Salve a tutti dopo qualche giorno passato in contatto con il supporto della Tronxy, del quale sono rimasto piacevolmente sorpreso poichè rispondono abbastanza velocemente e sono cordialissimi, dopo un pò di mail, qualche foto e infine un video, stamattina mi hanno inviato un file gcode di aggiornamento firmware e finalmente ho risolto il problema......ora stampa. Vi allego qualche immagine del file di test presente sulla SD e di un cubo di calibrazione scaricato da thingiverse (che stavo usando con la zortrax per testare il nuovo hotend, ero stanco di quel v2 originale e sopratutto del suo costo spropositato). il file di test mi sembra venuto abbastanza bene, oltre le aspettative a dire il vero. il cubo di calibrazione tutto sommato non è venuto male anche se secondo me non è paragonabile al file di test (come si può vedere dalle foto) perchè presenta delle irregolarità sugli spigoli e una qualità delle pareti peggiore del file di test. C'è da dire però che il gcode del file di test era già bello che pronto, mentre quello del cubo di calibrazione l ho fatto al volo sullo slicer della tronxy lasciando tutti i valori predefiniti. vi lascio cmq qualche foto di entrambe le prove e aspetto consigli. Grazie
-
quindi secondo te il problema potrebbe essere M8008 I200 Io non ci capisco nulla, per me è la prima volta che ho a che fare con i g-code direttamente. Ma se volessi cambiare qualche valore come si fa?
-
@Whitedavil Forse non mi sono spiegato bene o non ho capito, tu mi avevi consigliato gli LMF8LUU che sono il modello lungo, (la lunghezza è 45mm?), con flangia rotonda, ma questi non riesco a trovarli, ripeto a prezzi umani e con consegne abbastanza veloci non da più di un mese, quelli che trovo sono gli LMK8LUU che sono quelli con flangia quadrata sempre lunghi. I corti, cioè gli LMF8UU se ne trovano sia su amazon che in cina. Quelli che mi ha linkato @SandroPrint mi sembrano essere quelli giusti, ad un prezzo onesto penso e sopratutto con prime. Si la mia priorità è il rinforzo del telaio del Bed, proprio per questo volevo prendere i cuscinetti lineari nuovi al più presto e sto vedendo dove prendere i profili di alluminio e tra le ricerche fatte mi sembra che CNCSTORE sia il più conveniente sopratutto perchè li taglia a misura, l'unica cosa che sono grigi e non neri ma va bhe (i neri volendoli prendere da reprapworld mi vengono a costare il triplo anche se sono profili da un metro che poi devo tagliare) Per la modifica della Z mi ordino tutto su banggood e quando arriverà il tutto la farò. Devo solo risolvere sto problema del blocco della stampante perchè non riesco a fare nessun test. Grazie ancora
-
ho appena finito di tradurre il file in pratica la mia ha una versione diversa, risulta essere la V1.4.1RC25m4; inoltre controllando i vari gcode con i tuoi alcuni hanno valori diversi Spero solo che questi di Tronxy mi rispondano velocemente. Mi avevi chiesto dei valori qualche giorno fa da verificare sulla mia, se mi dici quali controllo, anzi ora ti posto la mia configurazione: ;;Versione:V1.4.1RC25m4 LCD:3 ';'Seguito da note M8000 I1; Supporto per il risparmio energetico o meno M8001 I1; Supporto ripristinato all'inizio M8002 I-1; X Direzione del motore M8003 I-1; Y Direzione del motore M8004 I1; Z Direzione del motore M8005 I-1; E Direzione del motore M8005 I1 E2; E2 Direzione del motore M8005 I1 E3; E3 Direzione del motore M8005 X0 ; X asse 0:Movimento della testa di estrusione 1: Piattaforma dinamica M8005 Y0 ; Y asse 0:Movimento della testa di estrusione 1: Piattaforma dinamica M8005 Z1 ; Z asse 0:Movimento della testa di estrusione 1: Piattaforma dinamica M8006 I100; Velocità iniziale M8007 I20; Traccia la velocità di flessione M8008 I200; Accelerazione M8007 E20; E Traccia la velocità di flessione M8008 E200; E Accelerazione M8009 S0.006250; x,y Ogni passo mm M8010 S0.001250; z Ogni passo mm M8011 S0.001308; e Ogni passo mm M8012 I100; XY Velocità massima M8013 I20; Z Velocità massima M8014 I120; E Velocità massima M8015 I8; Z Primo一 Velocità sotto zero M8016 I8; Z Primo二 Velocità zero secondaria M8015 S30; XY Primo一 Velocità sotto zero M8016 S8;XY Primo二 Velocità sotto zero M8017 I6; Lunghezza preestrusa M8018 I120; Velocità massima di preestrusione M8019 I50; Makerware Velocità di prelievo del filo M8020 S1.500000; Makerware Lunghezza di prelievo M8033 S0.000000;Makerware Cambia la lunghezza della testa di estrusione M8021 S1.750000; Diametro consumabile M8022 I275; Temperatura massima della testa di estrusione M8022 T170; Temperatura minima di estrusione dei materiali di consumo M8023 I110; Temperatura massima del letto caldo M8023 T1; Abilitazione avviso temperatura 0: abilita 1: disabilita M8024 I330; X Corsa massima M8025 I330; Y Fai un grande viaggio M8026 I400.000000; Z Corsa massima M8027 I1; Numero di teste di estrusione M8027 S0; Un altro ingresso e una uscita 1:sì 0:Non ;M8027 Z0; volere E2 Come l'altro asse del doppio asse Z. ;M8027 Y0; Considera E2 come l'altro asse del doppio asse Y. ;M8027 E0; Tratta E2 come un doppio asse E1 M8027 T1; 0: disabilita letto caldo 1: abilita letto caldo M8028 S0.000000; Compensazione del filo posteriore M8029 I0; Limite XY 0: limite minimo 1: limite massimo 2: limite bilaterale 3: posteriore sinistro 4: anteriore destro M8029 T0; Cablaggio limite 0: limite normalmente aperto 1: limite normalmente chiuso M8029 S0; Tipo limite Z 0: limite minimo 1: limite massimo M8029 C0; Azione dopo l'homing XYZ 0: ritorno a zero (0,0,0) 1: arresto nella posizione limite M8029 P-1; filament(Livellamento delta)Limite; 1: uguale al tipo di limite XYZ -1: opposto al tipo di limite XYZ M8029 D1; Abilitazione rilevamento materiali di consumo M8030 I0; Temperatura di autoaccensione del ventilatore M8030 I50 T-1; La temperatura di avvio automatico della ventola della scheda madre, normalmente aperta è impostata su zero M8031 S0.000000; Offset X della seconda testa di estrusione M8032 S0.000000; Secondo offset Y della testa di estrusione M8031 D0.000000; Scostamento X della terza testa di estrusione M8032 D0.000000; Scostamento Y della terza testa di estrusione M8034 I1; Supporto per cartelle M8035 I7; Punti di livellamento ;M8036 X0.1 Y0.1; Inserisci tutte le coordinate che vuoi, meno di 0 è il rapporto del tratto, altrimenti sono le coordinate M8036 X10.0000 Y10.0000; Posizione di livellamento M8036 X60.0000 Y50.0000;Posizione di livellamento M8036 X300.0000 Y300.0000;Posizione di livellamento M8036 X60.0000 Y300.0000;Posizione di livellamento M8036 X300.0000 Y300.0000;Posizione di livellamento M8036 X60.0000 Y50.0000;Posizione di livellamento M8036 X300.0000 Y50.0000;Posizione di livellamento M8080 I2; Tipo di modello 0:XYZ 1:Delta 2:Hbot M8081 I2; Termometro 0: NTC 100K 1 B 1:KTermocoppia 2:EPCOS NTC Resistenza termica M8083 S180.000000; Lunghezza asta delta M8083 Z200.000000; Itinerario Delta Z. ;M8083 I2; Se abilitare il livellamento automatico M8083 D0 P0; Angolo di inizio servo e angolo finale M8084 S80.000000; Raggio di stampa delta M8084 D0; Differenza del raggio di livellamento M8084 P0; Modalità punto di livellamento, 0: 7x7 quadrati aperti 1:37 punti, esagono regolare M8084 Z1.699998;Offset Z Delta, 0: l'offset è proibito, la corsa è determinata impostando Z su zero, diverso da zero, la corsa è innescata dalla posizione del trigger di livellamento + offset M8085 I6000; Durata del logo di avvio, minimo 100 ms, massimo 6000 ms M8085 T0; Tempo di attesa di standby del salvaschermo, in secondi M8085 P0; Per quanto tempo spegnere dopo l'attesa M8086 I1 ; Divisione di frequenza del software di suddivisione del motore, se non si capisce, impostare 1 M8087 I0 T10000;I: tempo dalla direzione effettiva all'impulso effettivo (ns), T: tempo di mantenimento dell'impulso più breve (ns). Se non è presente alcun azionamento esterno, impostare tutto su 0 M8089 P0 ;;Se spegnere forzatamente tutti i motori e il riscaldamento al termine della stampa 0: spegnere tutto 1: non operare dopo la stampa 2: zero crossing dopo la stampa M301 P22.2000 I1.0800 D114.0000;Parametri PID di temperatura M8489 I256 ; Proporzione di pwm all'avvio automatico della ventola della scheda madre M8489 T3 ; Velocità di alimentazione dei materiali di consumo di caricamento M8489 S5 ; Quando il modello Delta sta livellando, la velocità di caduta quando si prendono punti ;M8520 I0; Supporto per incisione laser, reindirizzerà più funzioni, l'impostazione predefinita è vietata 1: supporto 0: non supporto ;M8520 T0; Supporto per il livellamento manuale, disabilitato per impostazione predefinita 1: supportato 0: non supportato ;M8521 I0; Ridefinizione del riscaldamento a letto caldo, il valore predefinito è 0 M8500 ;Salva configurazione
-
ottimo grazie forse era la sigla che mi rendeva pochi risultati grazie


.JPG.6af6d730a3ae7337e1bb7b17a46a69f6.JPG)