alfbu1983
-
Numero contenuti
154 -
Iscritto
-
Ultima visita
-
Giorni Vinti
1
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di alfbu1983
-
@Whitedavil Mi hai fatto morire con: Non acquistare subito le schede elencate! Il punto è questo a me interessa far funzionare la stampante e stamparci, onestamente il laser (anche se mi stuzzica un pochino) così come la fresa fondamentalmente non mi interessano sulla stampante 3d; Voglio solo avere una scheda che mi permetta le normali estensioni che si fanno su una stampante, tipo la possibilità di montare eventualmente il bltouch (nel caso avessi problemi con il sensore) o qualche ventola in più ma sempre se serve o mi può servire in futuro. La possibilità di avere il wifii quella si perchè mi è molto comodo. L'alimentatore non penso vada cambiato In tutti i casi mi farebbe piacere iniziare a capire bene di cosa avrei bisogno effettivamente per fare questo upgrade. Per il discorso duet non credo valga la pena nel mio caso, primo perchè costa un botto e non ho proprio intenzione di spendere tutti quei soldi (sia per la clone sia per l'originale), secondo non ho tutta questa esperienza/conoscenza per poterla configurare quindi è da scartare perchè sarebbero soldi buttati. Per i cablaggi non penso di avere problemi.
-
@Whitedavil Ti dico la verità per quanto riguarda la Lerdge la conosco solo perchè è la scheda che usano quando modificano la Zortrax da m200 ad L200; la Duet wifi l'ho scoperta già da un pò guardando qualche video su youtube perchè da quanto ho letto in giro promette bene (ma se non sbaglio monta il firmware RepRap e va configurata con i gcode) ma non avevo pensato al discorso supporto con la clone che cmq costa dalla cina intorno ai 100 euro, mentre l'originale costa davvero davvero tanto, mi sembra sui 160 euro, metà stampante quasi....hai detto bene una fucilata. Quindi nel mio caso visto che non monto laser potrebbe andare una SKR 1.4 e come driver i tmc2130 a cui dovrei aggiungere uno schermo lcd, o conviene avere i pin di espansione con la PRO? tipo questa https://www.amazon.it/BIGTREETECH-controller-stampante-compatibile-12864LCD/dp/B082QT8SKF/ref=sr_1_9?__mk_it_IT=ÅMÅŽÕÑ&dchild=1&keywords=skr+1.4&qid=1591642645&sr=8-9 a cui aggiungere i driver: https://www.amazon.it/passo-passo-dissipatore-Stampante-Sostituzione-stampante/dp/B07D9LMJ2D/ref=sr_1_11?__mk_it_IT=ÅMÅŽÕÑ&dchild=1&keywords=tmc2130&qid=1591642815&sr=8-11
-
@Whitedavil io mi riferivo proprio al fatto che per la nostra elettronica si trova pochissimo in rete, per cui chi già ha esperienza con g-code e firmware bene o male i problemi li risolve, mentre chi come me ora inizia è un macello davvero. L'elettronica è il mio prossimo upgrade a questo punto, anche se speravo di non doverlo fare subito, e cmq mi spaventa un pò perchè speravo di acquisire prima qualche conoscenza in più su firmware e g-code in generale perchè ovviamente va settata completamente da zero in funzione della macchina. Sono in contatto con un ragazzo conosciuto sul gruppo telegram della Zortrax da cui ho acquistato l hotend e3d per la zortrax e mi ha consigliato di passare alla Lerdge K o ancora meglio alla Duetwifi, anche se l'originale costa un botto, ma le clone a quanto dicono vanno molto bene, però ripeto cmq mi spaventa il fatto di non essere autonomo ma la disponibilità che mi dimostrate mi fa ben sperare. Quindi se ho ben capito potrei optare o per una scheda madre di quelle dedicate o anche per Raspberry Pi con octoprint. In tutti i casi stasera se riesco provo a fare quel temp di test di ieri e verifico il discorso dello schiacciamento del primo layer
-
@SandroPrint infatti l ' M8084 è l unico codice che sembra indicare l'offset tra nozzle e sonda, io non ricordo dove lessi che è 2mm, anche se nel mio firmware risultano diversi M8084 che tra l'altro fanno riferimento alle Delta, ma l'ultimo potrebbe essere il più probabile: M8084 S80.000000; raggio di stampa Delta M8084 D0; differenza di raggio di livellamento M8084 P0; modalità di livellamento e presa dei punti, 0: 7x7 quadrati aperti 1:37 punti, esagono regolare M8084 Z1.831248; Scostamento Delta Z, 0: L'offset è proibito, la corsa viene determinata impostando Z su zero, diverso da zero, la corsa viene attivata dal trigger di livellamento + valore di offset Quindi tu stai usando Cura? Come ti trovi?
-
@Whitedavil ok quindi mi devo attrezzare con un pc vicino alla stampante. Ma guarda, quando ho deciso di prenderla sapevo che ci avrei dovuto perdere tempo per farla andare bene, e di certo non mi aspettavo la semplicità, qualità e ripetibilità della stampa che ho con Zortrax sia chiaro (anche perchè costa 7 volte una tronxy la m200 con un volume di stampa che è la metà), e sopratutto mi avevate avvertito quando ho chiesto consigli prima dell'acquisto nell'altra discussione. Mi sta solo un pò scocciando sto discorso del firmware e dei g-code diversi, che per chi ha già dimestichezza con queste cose non sarà un grosso problema ma per chi come me è alle prime armi è un macello sia nel trovare info in rete e sopratutto perchè il tempo è quello che è. Cmq non mi arrendo al massimo gli cambio l'elettronica 😁 😁 Grazie come sempre per il tuo prezioso aiuto
-
ok ho aggiornato i valori di z a 12.2-22.2-32.2-42.2-52.2-62.2-72.2 A parte che l'ho già graffiato un bel pò al centro il piatto quando stampai in cubetto di test, ma se non ricordo male tra la punta del nozzle e la sonda lungo z la distanza dovrebbe essere 2mm. Ma quando mi dici di fare il G28 e poi un G1 Z0, questa istruzione va data con la stampante collegata al pc e da prusa slicer? o devo fare un gcode con solo queste due istruzioni? mi sto perdendo un pò.
-
@Whitedavil perchè lo stampo così alto il primo layer? onestamente ho lasciato i valori di default cambiando solo il riempimento al 15% e quando ho cambiato l'altezza del layer a 0.2 non ho fatto caso che avrei dovuto cambiare anche l'altezza del primo layer di conseguenza, infatti nei valori di default l'altezza layer è a 0,3 e per questo il primo layer mi risulta 0,35........😓 ok quindi imposto l'altezza del primo layer a 0,2 ma mi resta sempre un dubbio il file che mi hai passato ha la base di 2mm quindi devo considerarla nel g-code, nel senso che i cambi di temperatura dovrebbe avvenire a 12-22-32-42-52-62 mm? scusami ma non ho capito il discorso dell'adesione e della sonda.
-
Spero sia questo ma non credo perchè sto salvando una continuazione, cmq ecco il gcode TEMP_TEST whitedevil.gcode
-
intendi questo:

-
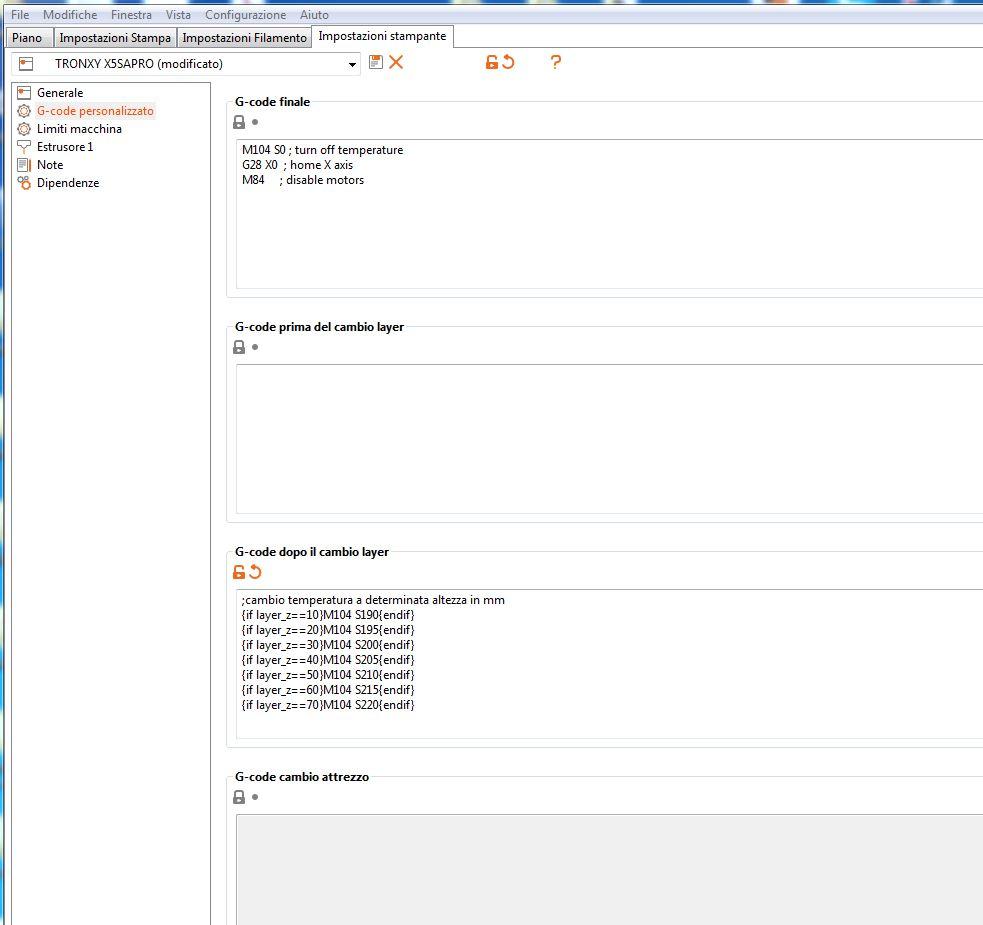
@WhitedavilHo appena finito il test che mi hai dato, ti metto le foto, anche se io continuo a non vedere differenze di temperatura mentre la retrazione sembra leggermente migliorata, ma di poco proprio secondo me. Tra l'altro se apro il g-code con il notepad+ nelle varie righe ad intervalli regolari mi esce il commento del cambio di temperatura a varie altezze, questo è uno stralcio preso dal g-code: G1 X161.771 Y159.757 E7.94052 G1 X158.156 Y156.142 E8.11700 G1 X158.743 Y156.142 E8.13726 G1 X161.770 Y159.169 E8.28506 G1 X161.770 Y158.582 E8.30534 G1 X159.330 Y156.142 E8.42446 G1 X159.917 Y156.142 E8.44472 G1 X161.769 Y157.994 E8.53516 G1 X161.769 Y157.407 E8.55544 G1 X160.504 Y156.142 E8.61720 G1 X161.091 Y156.142 E8.63746 G1 X161.952 Y157.003 E8.67949 G1 X161.785 Y156.040 F7800.000 G1 F1200.000 G1 X161.785 Y155.243 E8.69061 G1 Z24.950 F7800.000 ;cambio temperatura a determinata altezza in mm ; ; ; ; ; ; ; G1 X160.002 Y159.961 G1 F900.000 G1 X151.498 Y159.961 E8.97844 G1 X151.498 Y155.958 E9.11394 G1 X161.498 Y155.962 E9.45243 G1 X161.498 Y155.040 E9.48366 G1 X162.151 Y155.040 E9.50576 G1 X162.152 Y163.945 E9.80719 G1 X162.120 Y164.243 E9.81734 G1 X162.029 Y164.445 E9.82482 e alla fine del g-code c'è una riga: layer_gcode: ; layer_gcode = ;cambio temperatura a determinata altezza in mm\n{if layer_z==10}M104 S190{endif}\n{if layer_z==20}M104 S195{endif}\n{if layer_z==30}M104 S200{endif}\n{if layer_z==40}M104 S205{endif}\n{if layer_z==50}M104 S210{endif}\n{if layer_z==60}M104 S215{endif}\n{if layer_z==70}M104 S220{endif}\n\n;{if layer_z==5}M104 S190{endif}\n;{if layer_z==100}M104 S195{endif}\n;{if layer_z==15}M104 S200{endif}\n;{if layer_z==20}M104 S205{endif}\n;{if layer_z==25}M104 S210{endif}\n;{if layer_z==30}M104 S215{endif}\n;{if layer_z==35}M104 S220{endif}\n Ora vedo se sul link del codice chitu riesco a trovare qualche codice per il cambio di temperatura.
-
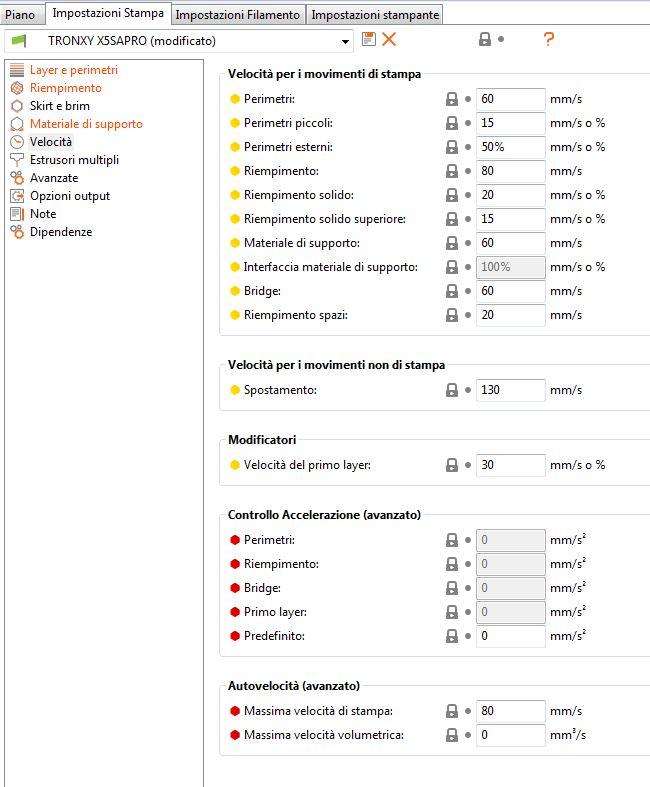
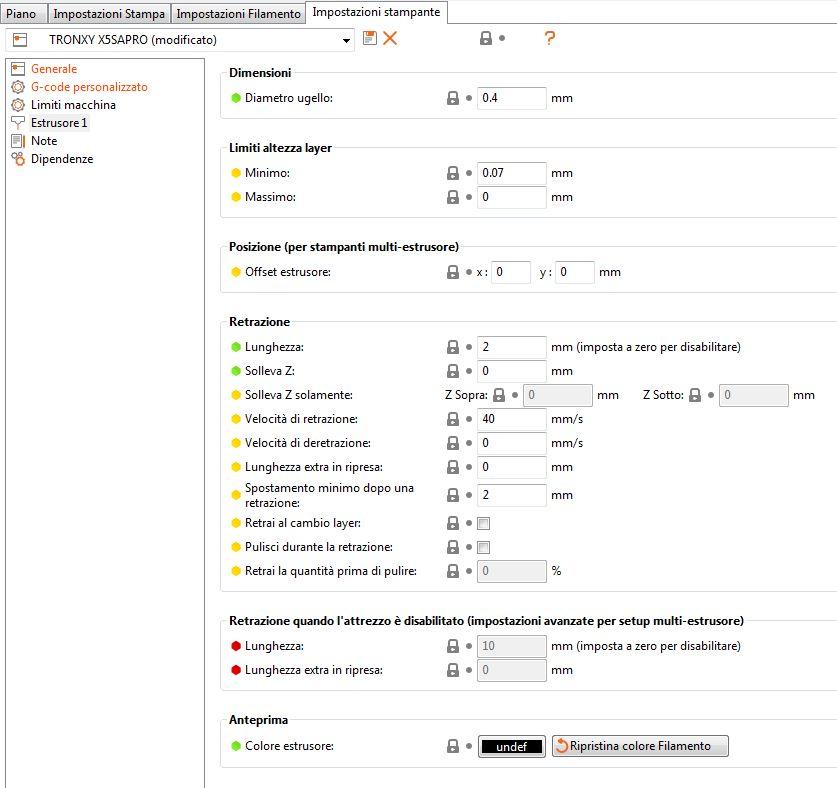
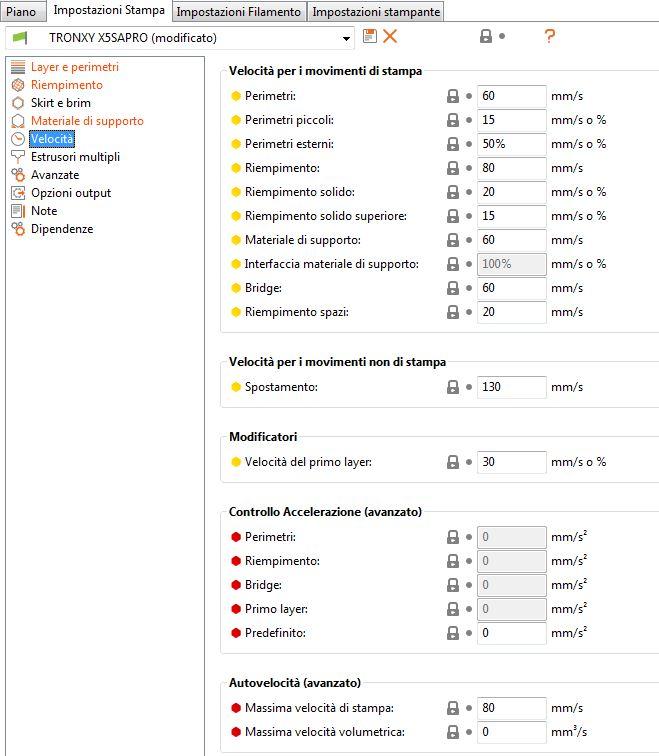
Ok aggiornato i parametri di retrazione e salvato tutto. Per i valori dei Limiti Macchina ho praticamente messo i tuoi già la volta scorsa in cui mi mandasti il tuo screen; in tutti i casi nelle Impostazioni Stampa ho lasciato le velocità di default e ti lascio lo screen. Ora metto in stampa il tuo test e ti aggiorno sul risultato Grazie ancora
-
@Whitedavil ciao, la modalità silenziosa l'ho disattivata anche io quando me ne sono accorto dopo il primo test e come ho scritto prima ho tolto la spunta in: Impostazioni Stampante-Generale-Firmware-Supporto modalità Silenziosa Infatti quando eseguo lo slice di un stl nella schermata principale in Informazioni Processo mi esce solo il Tempo Stimato in Modalità Normale ma quando vado in stampa ci mette sempre il doppio di quanto stimato, quindi come se fosse sempre attiva la modalità silenziosa. Posso capire che il tempo di stampa è stimato ma a metterci il doppio mi sembra molto strano, per questo chiedevo se per disattivare la modalità silenziosa basta solo togliere la spunta come ho fatto, e descritto prima, o va fatto da qualche altra parte. Per quanto riguarda la Retrazione a dir la verità non ho proprio toccato il parametro per il momento, poichè ho visto che c'è un test da fare di una basetta con 4 coni e con quella la si regola. In tutti i casi al momento è a 2mm di default, quindi la porto almeno a 5mm in questa fase per poi regolare di fino con il test specifico? La Velocità di Retrazione la lascio a 40mm/s ? Ti lascio qualche screen delle impostazioni che ho in Prusa Slicer Grazie come sempre
-
Ma in prusa Slicer quando faccio un g-code mi da come "tempo di stampa stimato" sia "la modalità normale" che è più veloce che "la modalità silenziosa" molto più lenta, quasi il doppio della normale. Quando esporto il g-code me lo fa sempre in modalità silenziosa, quindi la più lenta nonostante in Impostazioni Stampante alla voce firmware ho tolto la spunta al Supporto Modalità Silenziosa. Mi sapete dire dove sbaglio, o se devo intervenire da qualche altra parte. Infatti la temp tower che ho postato sopra l'ho stampata in modalità silenziosa la prima volta perchè non ci avevo fatto caso, ho esportato direttamente il g-code e via... e praticamente ci ha impiegato 5 ore e 30 min, ma se la faccio in modalità normale Prusa Slicer mi dice che ci vogliono 3 ore e 30min, ma ogni volta che esporto il file g-code mi dà sempre la modalità silenziosa.
-
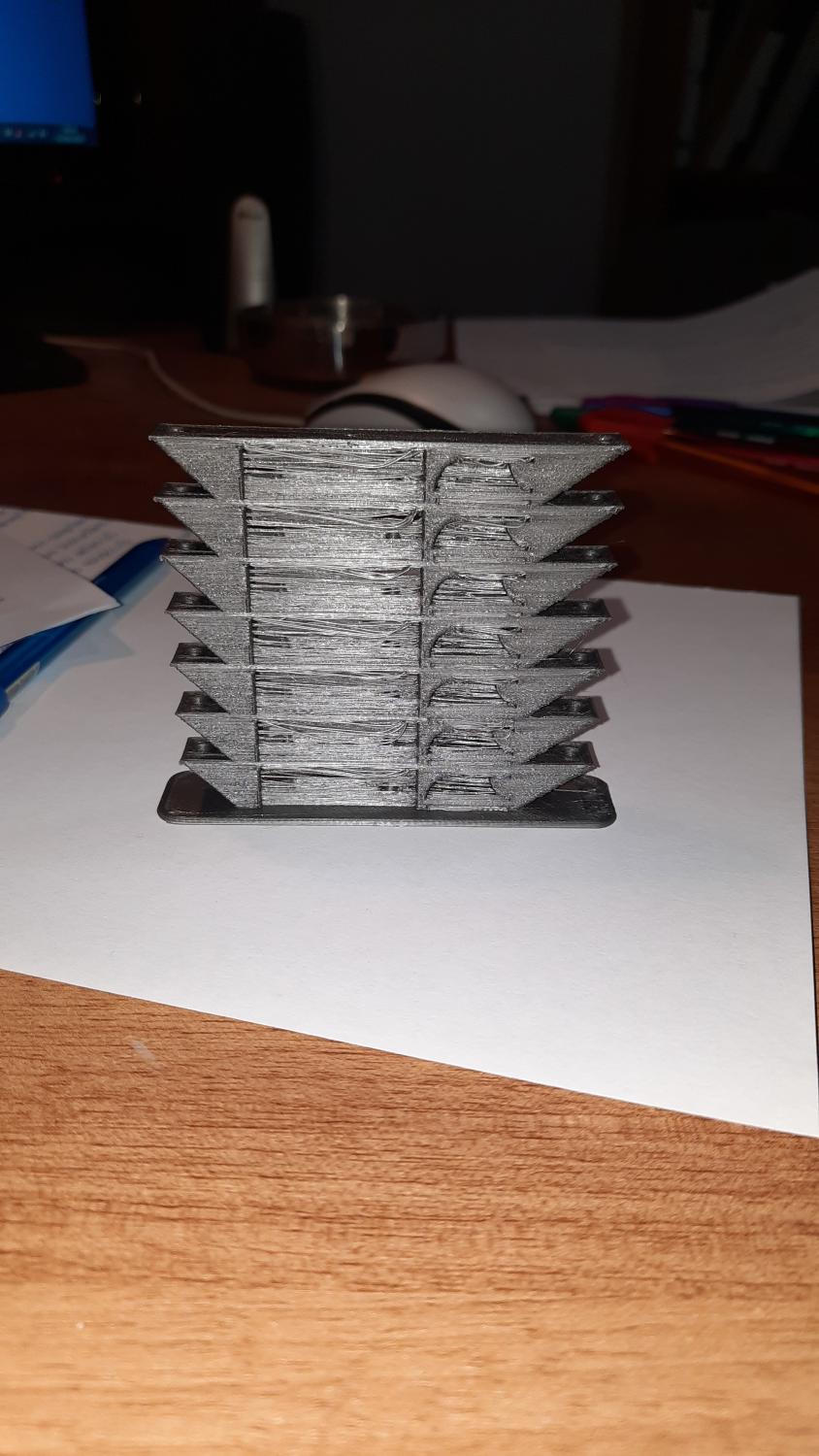
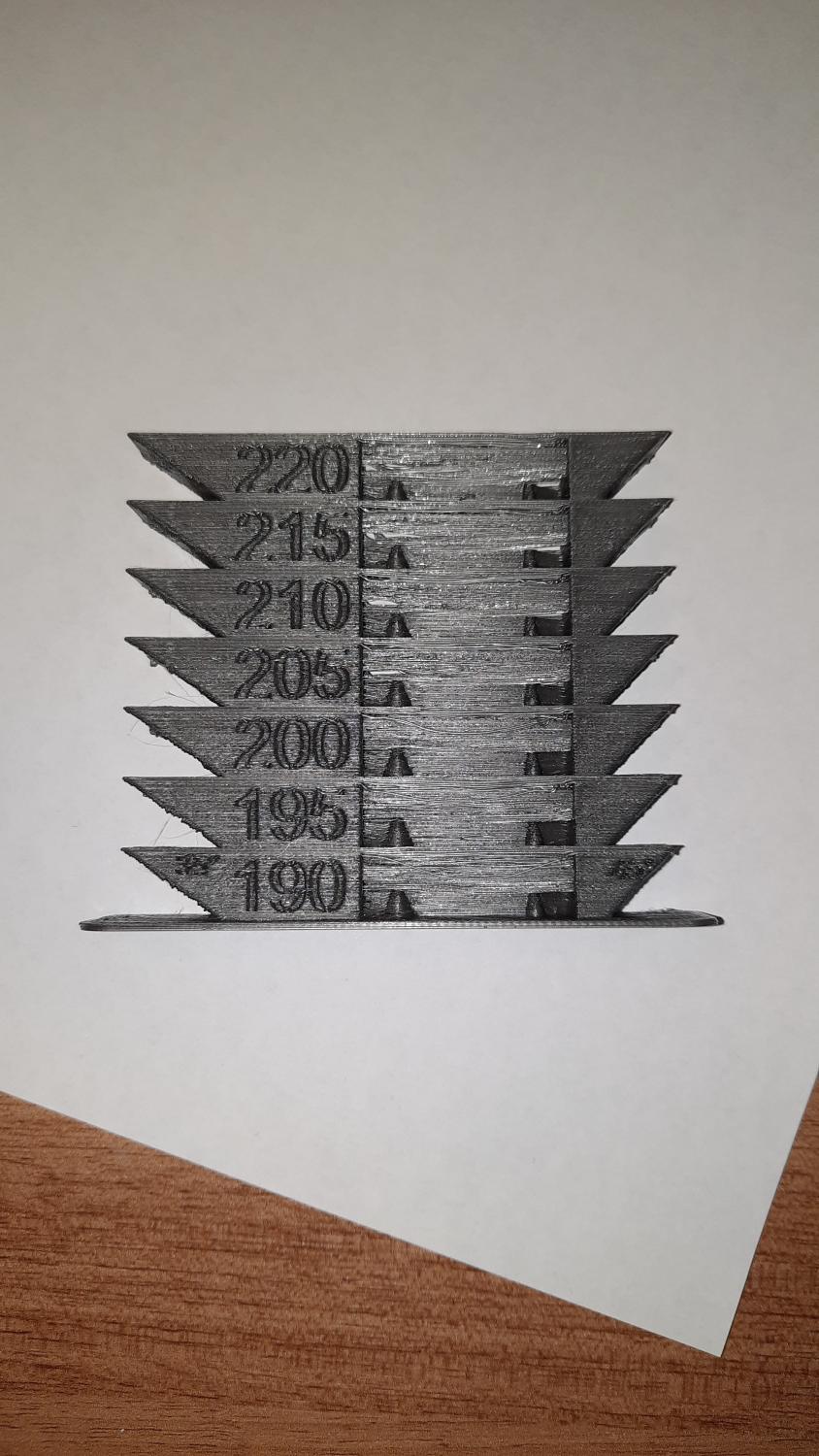
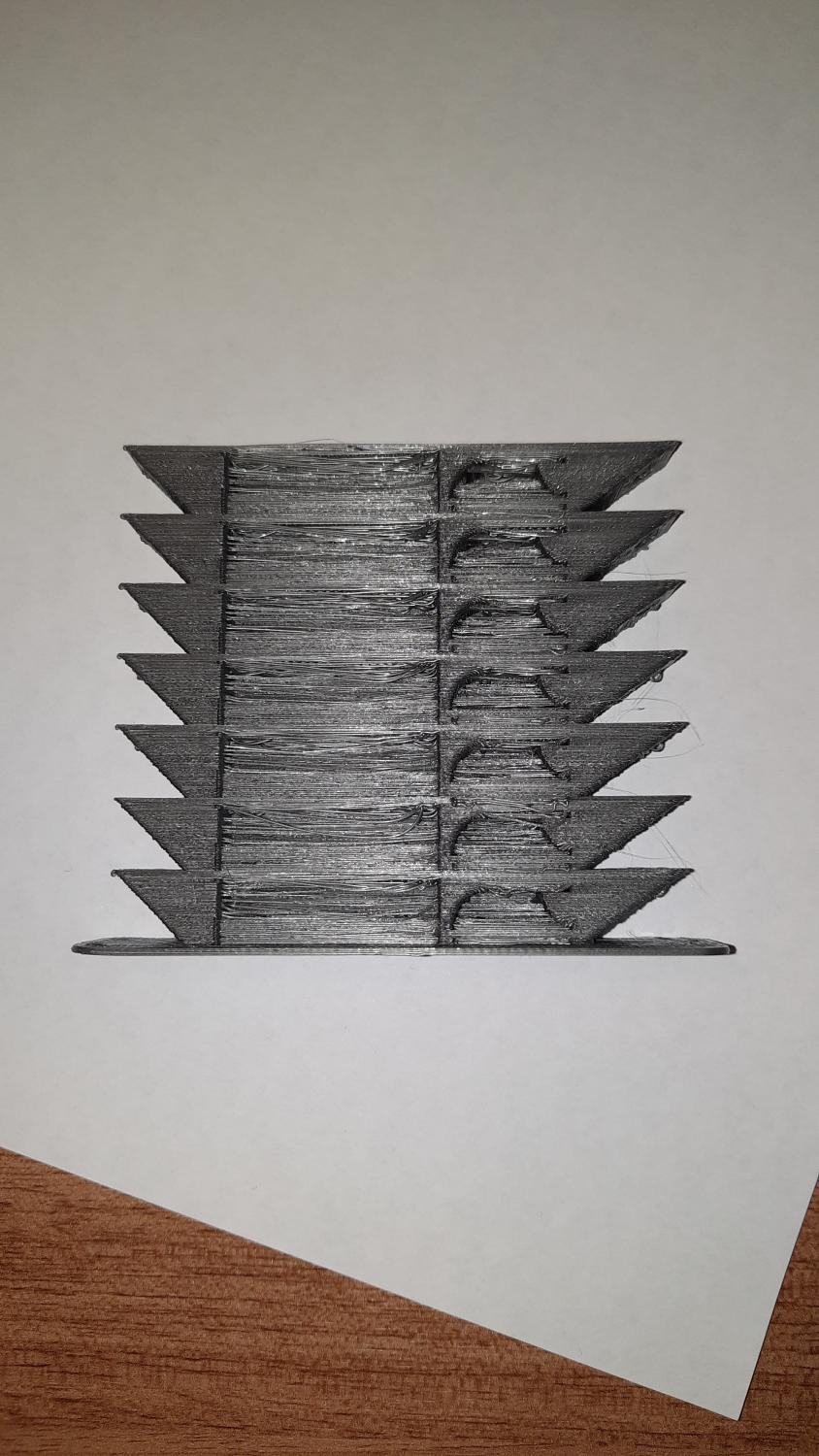
Il file Stl che ho scaricato da thinghiverse l'ho modificato in altezza perchè arrivava a 90mm e ad una temperatura di 230, quindi l ho abbassato a 70mm ad una temp di 200 come da gcode. I supporti li ho disabilitati, in prusa slicer avevo la spunta su "supporti generati automaticamente" di default e l'ho tolta. Il riempimento l'ho impostato al 15% e l'altezza layer a 0,2. Ho l'impressione che non abbia fatto il cambio di temperatura alle varie altezze, perchè la stampa mi sembra tutta omogenea, non vedo differenze tra le varie temperature. Quelli che sembrano supporti negli spazi vuoti a sbalzo dove ci sono i coni in pratica, sono dei fili credo dovuti alla ritrazione. Tra l 'altro questo test dura 5 ore è normale o l'stl è troppo grande per un file di test.
-
ho appena eseguito il temp tower test vi posto le foto del risultato per un consiglio
-
Ho capito perfettamente come funziona il g-code, solo che dal link di thingiverse che mi hai postato per scaricare il file del test nella descrizione c'è anche il gcode: PLA ;BEFORE_LAYER_CHANGE G92 E0.0 ;[layer_z] {if layer_z==1.20} M104 S190 M109 S190 {endif} {if layer_z==11.20} M104 S195 M109 S195 {endif} {if layer_z==21.20} M104 S200 M109 S200 {endif} {if layer_z==31.20} M104 S205 M109 S205 {endif} {if layer_z==41.20} M104 S210 M109 S210 {endif} {if layer_z==51.20} M104 S215 M109 S215 {endif} {if layer_z==61.20} M104 S220 M109 S220 {endif} {if layer_z==71.20} M104 S225 M109 S225 {endif} {if layer_z==81.20} M104 S230 M109 S230 {endif} e ho notato che in questo viene considerata anche l 'altezza del layer di stampa, cioè 0.2, e mi è sorto il dubbio, tutto qui
-
per il test temp tower, ho scaricato i file dal tuo link di thingiverse, ovviamente faccio solo quello per il PLA (gli altri mi saranno utili in futuro) tra l 'altro l'ho accorciato a 70mm quindi fino ad una temperatura di 220 (in linea con il tuo g-code) poichè credo che difficilmente i PLA superino questo valore di temp; Una cosa che non mi è chiara, inserisco i gcode che mi hai postato nella finestra "g-code dopo il cambio layer" (togliendo i punti e virgola), ma i valori di Z che mi definiscono quando deve avvenire il cambio di temperatura non dovrebbero essere sommati con l'altezza del layer di stampa? Nel senso io preparo il file con 15% di riempimento, disabilito i supporti automatici e 0.2 mm di altezza layer, quindi: {if layer_z==10}M104 S190{endif} --------non dovrebbe essere ----- {if layer_z==10.2}M104 S190{endif} e così via per gli altri? Un altra cosa una volta finito questo test e trovata la temp ideale per la bobina che sto utilizzando, i g-code li lascio sempre nella stessa finestra mettendoci di nuovo il punto e virgola così non dovrebbe considerarli più durante gli slice futuri e all'occorrenza quando cambio bobina li riattivo per prossimi test? funziona così giusto? Grazie infinite per l aiuto che mi stai dando
-
Rifatto il test ora è 10.1 cm, può andare penso, il millimetro o poco più di differenza dovrebbe essere accettabile no? Bha cmq funziona al contrario
-
ho appena cambiato il valore da 0.001308 a 0.001377 (con uno scarto tra i due valori di 0,000069) rifatto il test e mi è uscito 90mm ( invece dei 100) quindi con questo valore ho perso altri 5mm. A questo punto provo a sottrarre al valore iniziale 0.001308 lo scarto di 0.000069, che mi dà 0.001239, e vedo se recupero questo centimetro.
-
eccolo
-
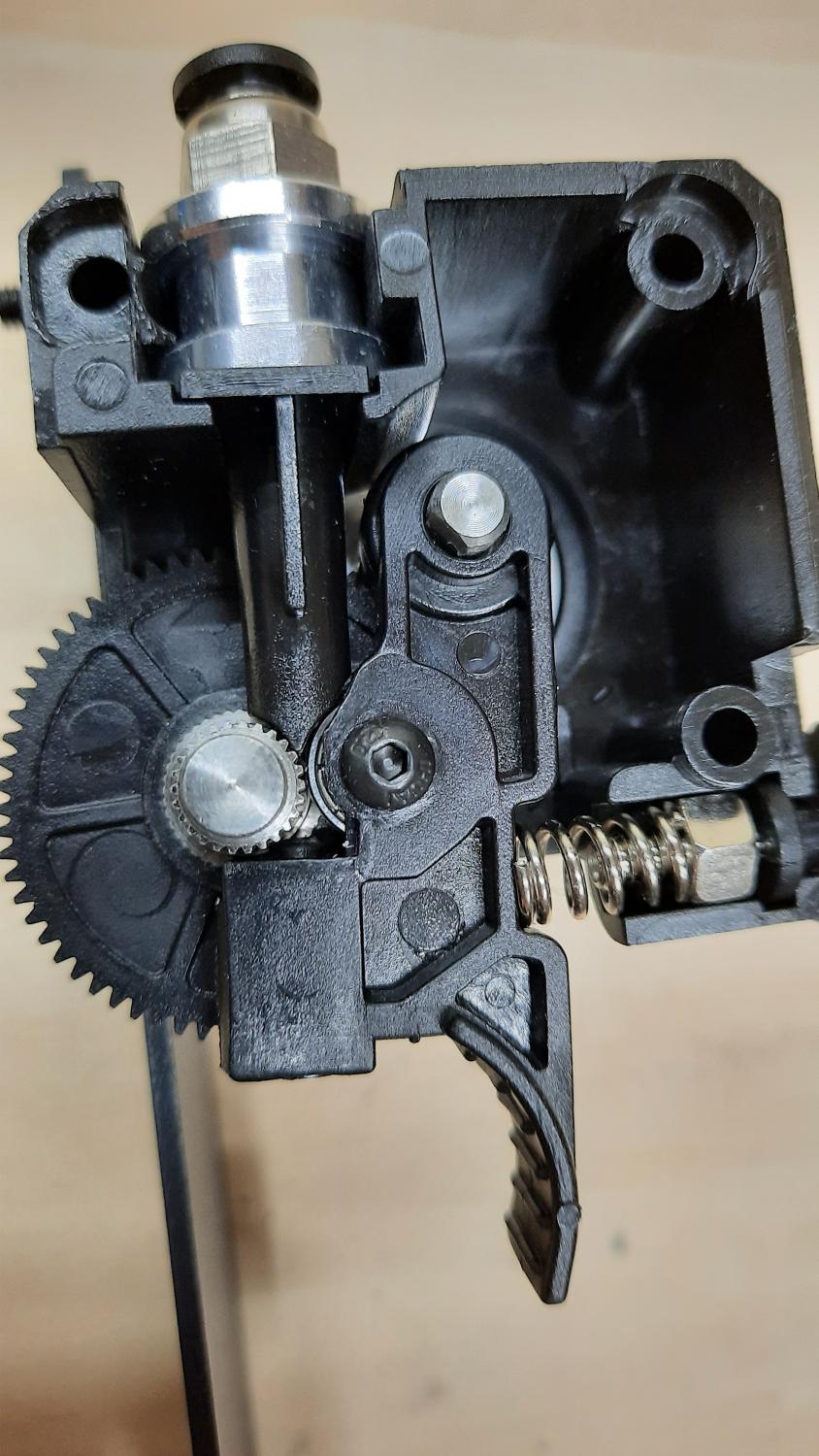
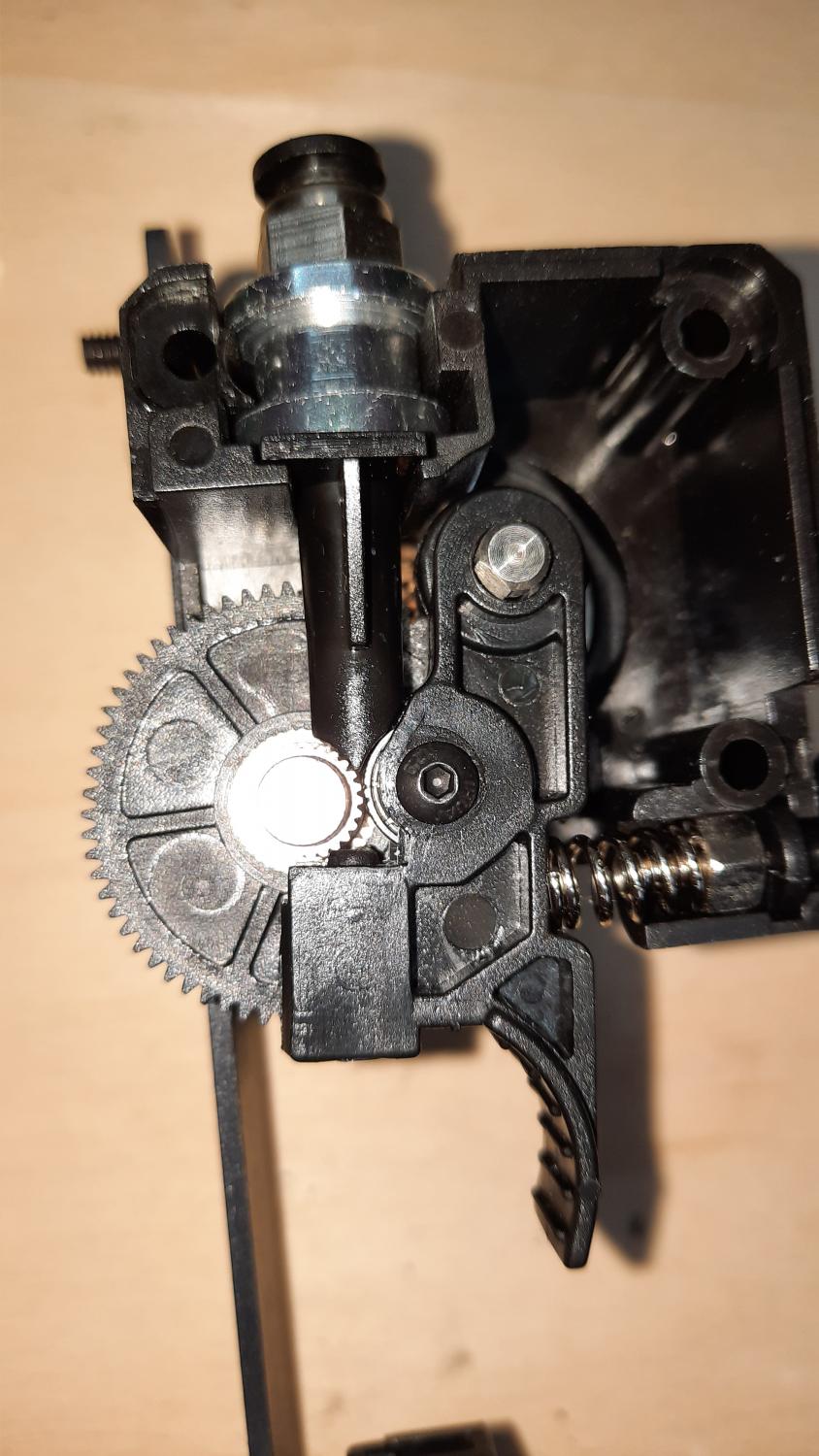
ma infatti sono proprio strani, dal video su youtube che ho visto per capire effettivamente come si faceva la calibrazione e dove ho preso il g-code il tipo inserisce un valore correttivo di 96,.... qualcosa molto molto più alto del mio. Infatti mi è venuto il dubbio siano come dici te quanti mm fa ad ogni passo non il contrario. Cosa intendi per gruppo di trascinamento? la staffa dove è fissato sensore filo - motore estrusore?
-
Buon pomeriggio, ho provato a fare il test della Calibrazione degli step/mm dell'estrusore, in pratica ho lanciato in stampa un gcode, trovato su youtube: G21 G90 G92 E0 G1 E100 F200 M400 il quale mi fa avanzare il filo di 100mm. Fatto il test, ripetuto 2 volte, mi sono ritrovato con un avanzamento reale del del filo di 95mm, quindi sono fuori di 5mm. Ho visto che c'è la formula per il calcolo del valore correttivo: (Lunghezza Prevista / Lunghezza Ottenuta) x Step/mm Default Estrusore Nei messaggi precedenti avevo inserito i valori di default della mia stampante e praticamente ho che : M8011 S0.001308 - E mm per passo quindi facendo il calcolo mi ritrovo che: (10 / 9.5) x 0.001308 = 0.001376842 A questo punto questo valore lo devo salvare sulla eprom della scheda o va inserito nei gcode personalizzati di slicer nella finestra G-code iniziale? Penso che la modifica vada fatta nella epromm, prima di tutto per ritrovarmelo sempre e poi perchè questo valore non dovrebbe cambiare quando cambio di filamento. grazie
-
Si ovviamente il consiglio sull'elettronica è d'obbligo.......figurati ho cercato di dare un occhiata in questi mesi sulle varie elettroniche presenti sul mercato e ce ne sono davvero davvero tante.... considera che tra l altro mi ritrovo in ufficio una ramp 1.4 Certo appena riesco a trovare un pò di tempo inizio i test e sicuramente sarò qui a mostrare e chiedervi consigli
-
@Whitedavil ciao, grazie come sempre per gli utili consigli. ieri da qualche video su youtube, dopo aver scritto il messaggio precedente, ho visto che c'era un file apposito per questo test. quindi se ho ben capito considerando il file relativo al PLA, carico quello inserisco questi gcode, togliendo i punti e virgola, nei gcode personalizzati di prusaslicer nella parte relativa al "dopo il cambio layer", utilizzo un riempimento al 15% e faccio lo slicing e vado in stampa. Appena faccio qualche ordine dalla cina le inserisco tranquillamente le molle, grazie per avermele segnalate; per il momento ho deciso di iniziare a farla stampare un pò lasciando perdere anche il discorso dell upgrade dell'asse Z, perchè voglio vedere come vado lasciando la cinghia chiusa, che mi sembra funzionare abbastanza bene, almeno nei movimenti manuali; se non ho problemi con la cinghia e riesco ad avere i due lati sincronizzati invece di fare l'upgrade dell gruppo Z quei soldi li destino ad una elettronica più commerciale basata su firmware più comuni che mi consentono anche di trovare più info in giro e supporto sopratutto nel caso di modifica dei parametri. Cmq appena riesco a trovare un pò di tempo inizio con i test Grazie ancora
-
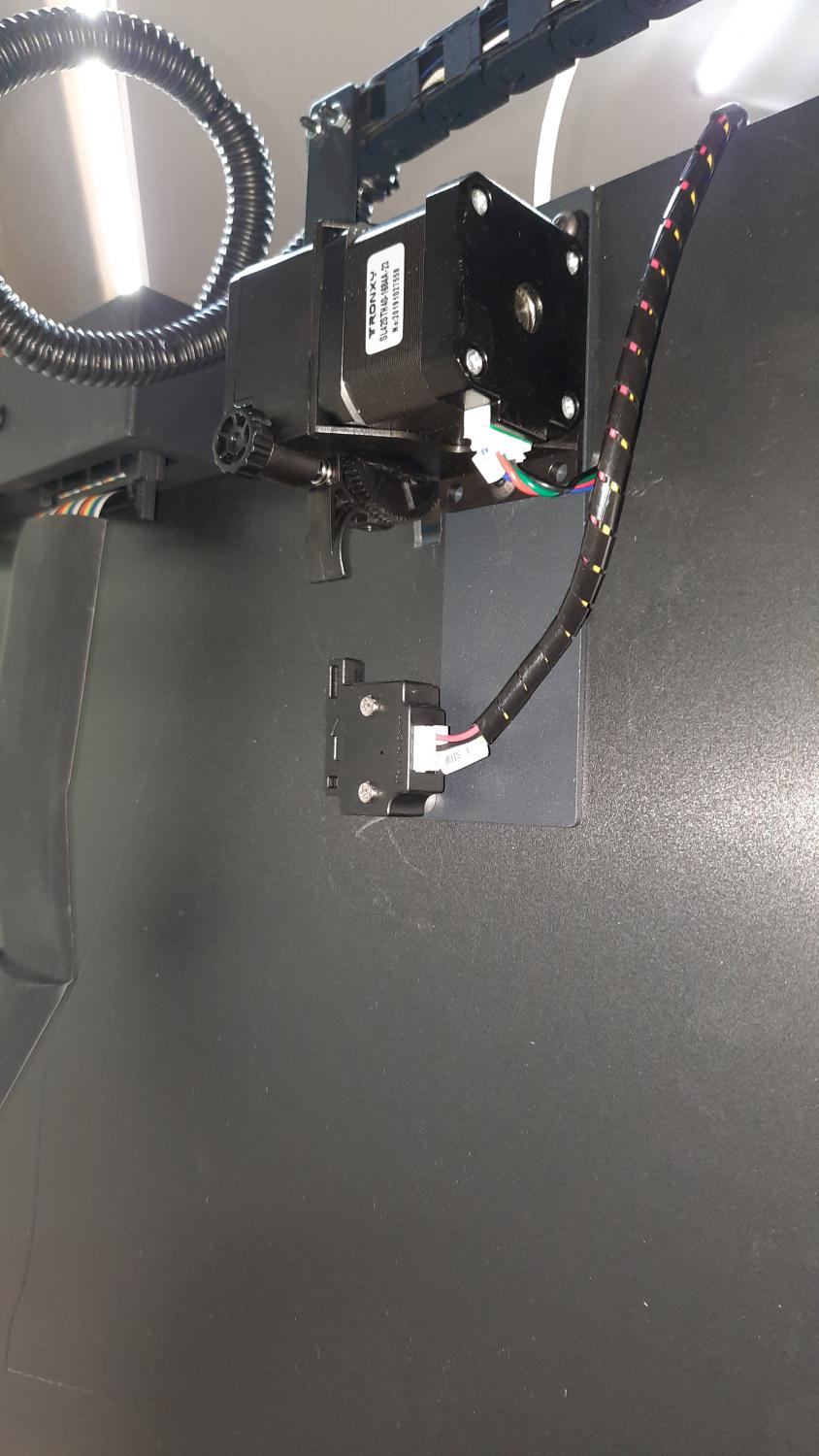
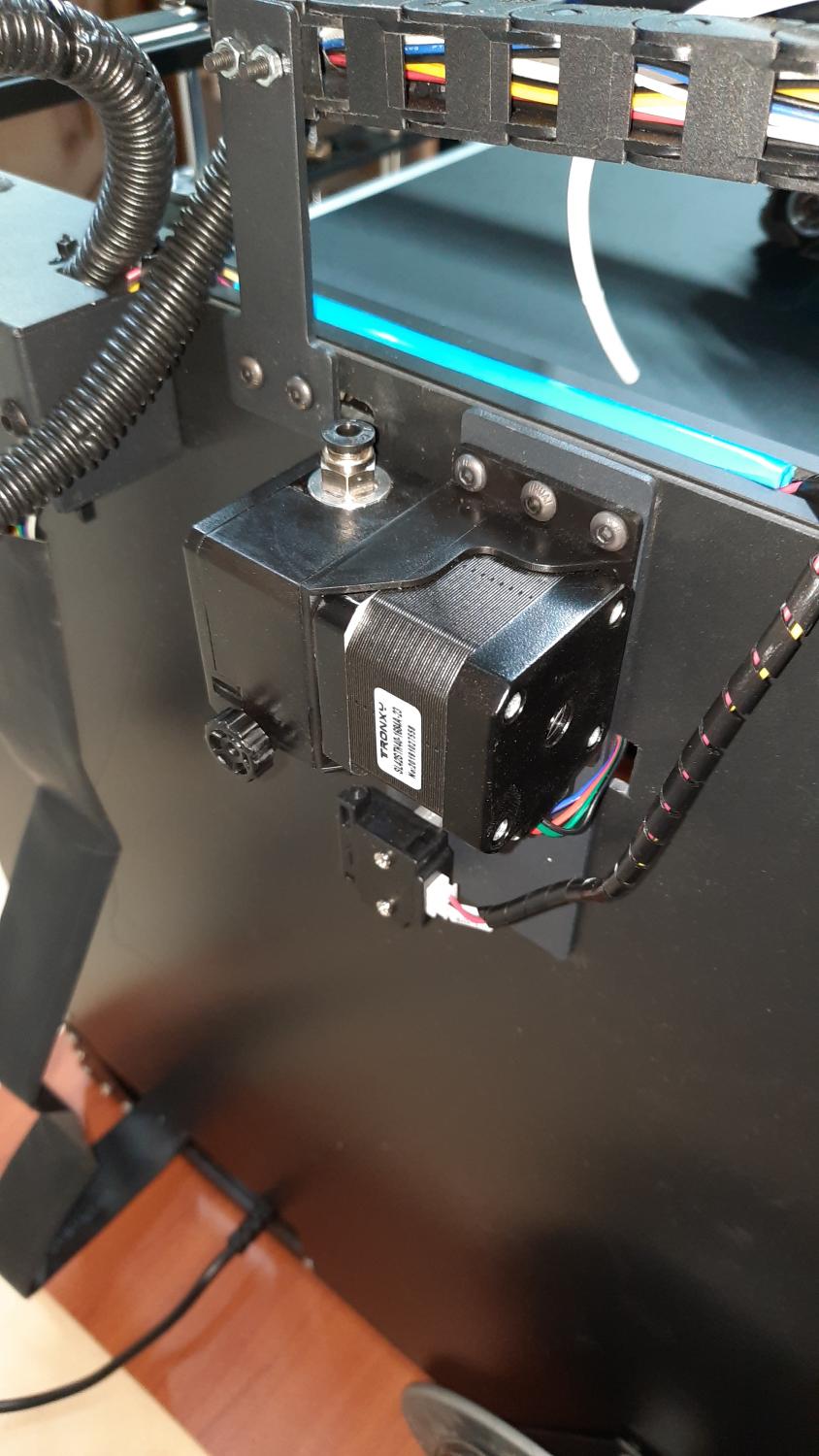
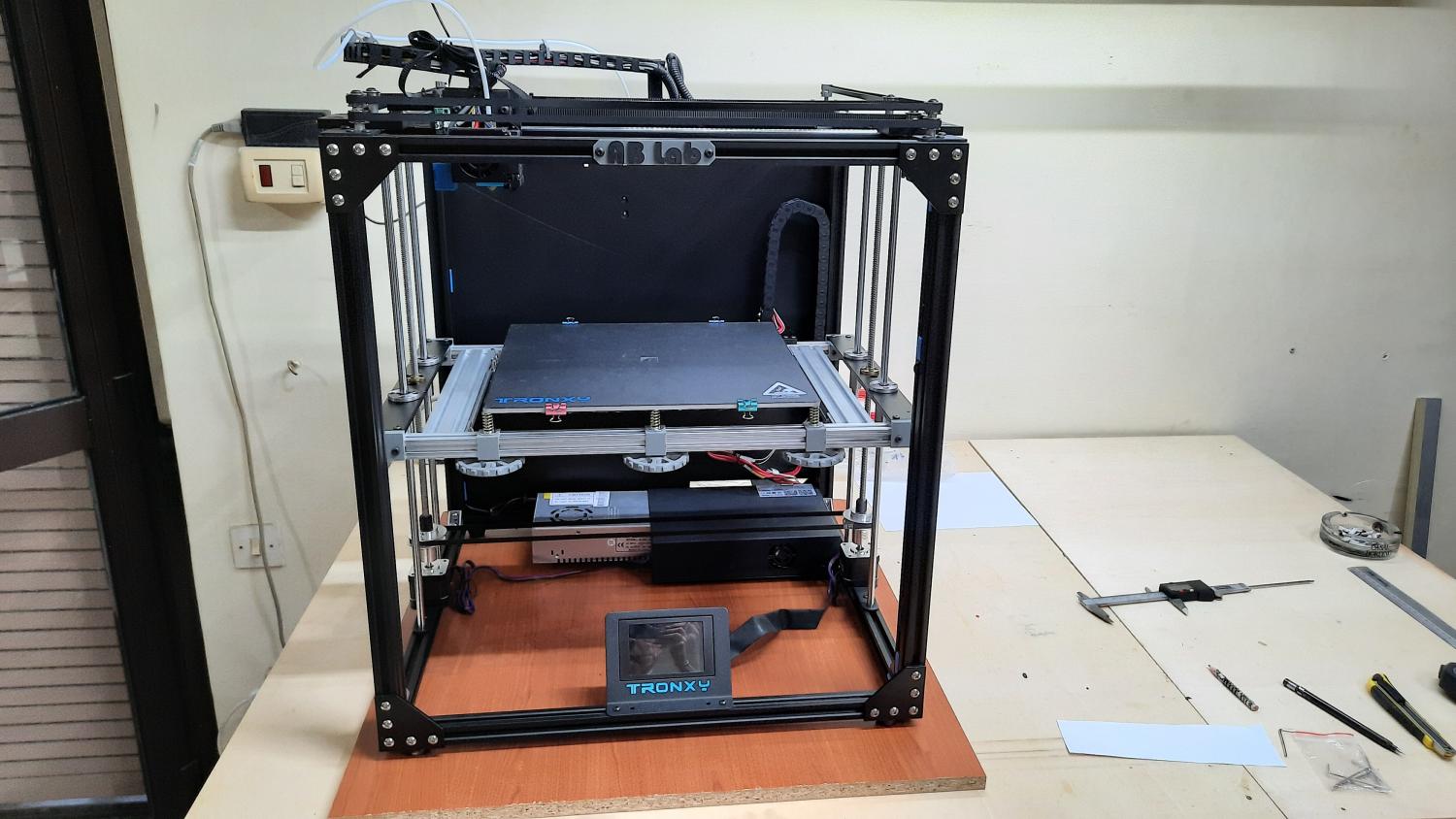
Finalmente mi sono arrivate le viti, le consegne di amazon la domenica mattina mi sorprendono sempre di più, si infatti non sono affatto facili da trovare nelle ferramenta o brico locali, ma fortunatamente le ho trovate su amazon tra l altro con prime, anche se ne ho dovute prendere 50. Ho appena finito di rimontare il tutto e aggiunto il pannello di chiusura sul retro, ora tempo permettendo sono pronto a riaccenderla e ad iniziare i test. @Whitedavil Ah ecco perchè parlavi di filo grezzo, avevo capito che si dovesse misurare l'estrusione effettiva dal nozzle, ora è tutto chiaro. Grazie per il codice, quindi se ho capito bene per fare il temp tower test, mi creo un parallelepipedo diciamo 20x20 altezza 80 mm e inserisco il g code che mi hai linkato in prusa slicer in g-code personalizzati e preparo il file per la stampa. vi lascio qualche foto della stampante Grazie ancora