SandroPrint
-
Numero contenuti
158 -
Iscritto
-
Ultima visita
Obiettivi di SandroPrint
")





-
Vendo Tronxy/VZbot con driver Z andato [VENDUTA]
SandroPrint ha risposto a SandroPrint nella discussione In vendita
Grazie Killrob, non l'avevo scritto perché non sapevo se c'era interesse, ma poi ho ricevuto subito delle proposte per cui possiamo considerare conclusa la trattiva. Devo cambiare il titolo con [Venduta] o cose simili? -
Vendo Tronxy/VZbot con driver Z andato [VENDUTA]
SandroPrint ha pubblicato una discussione in In vendita
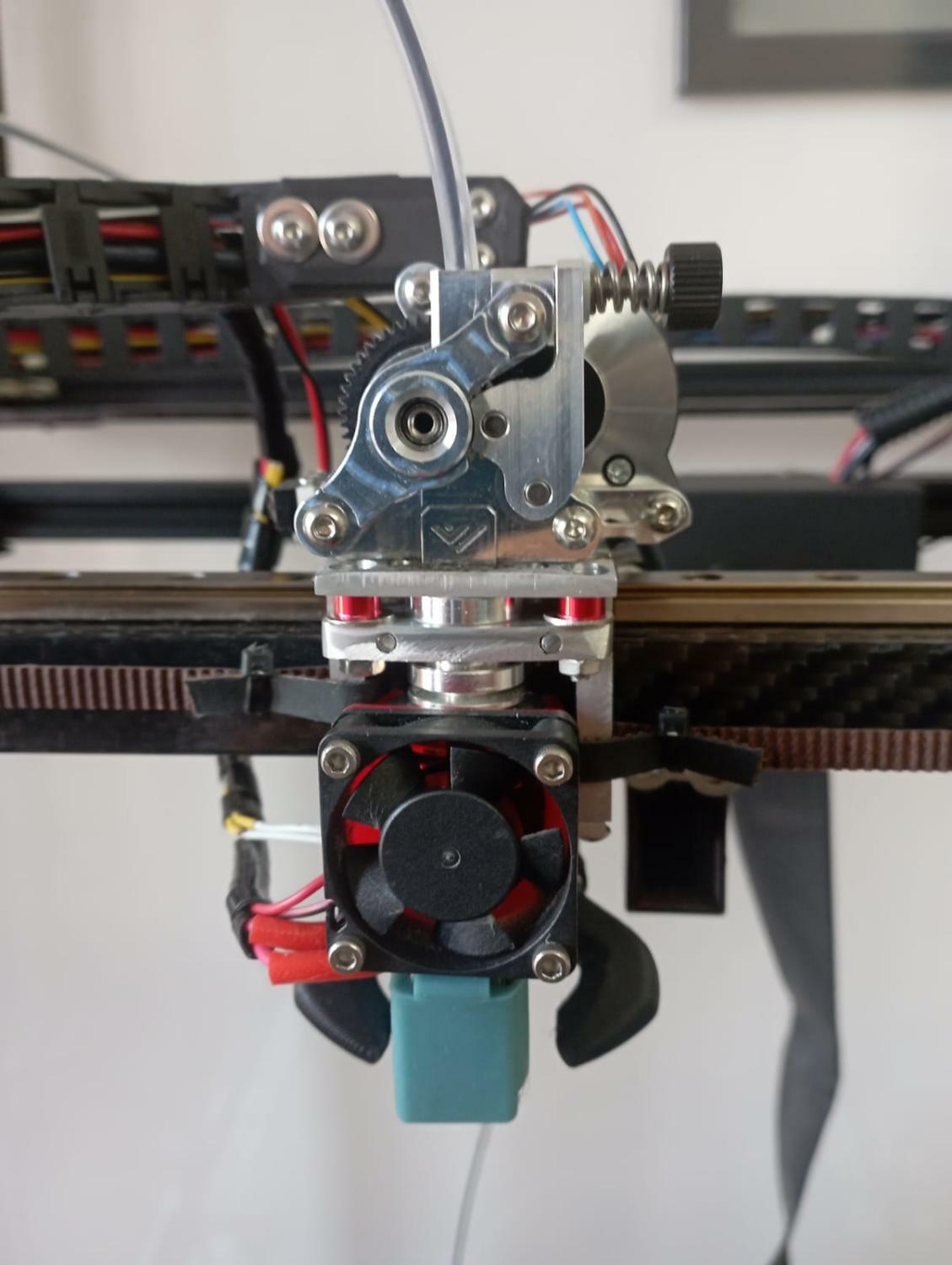
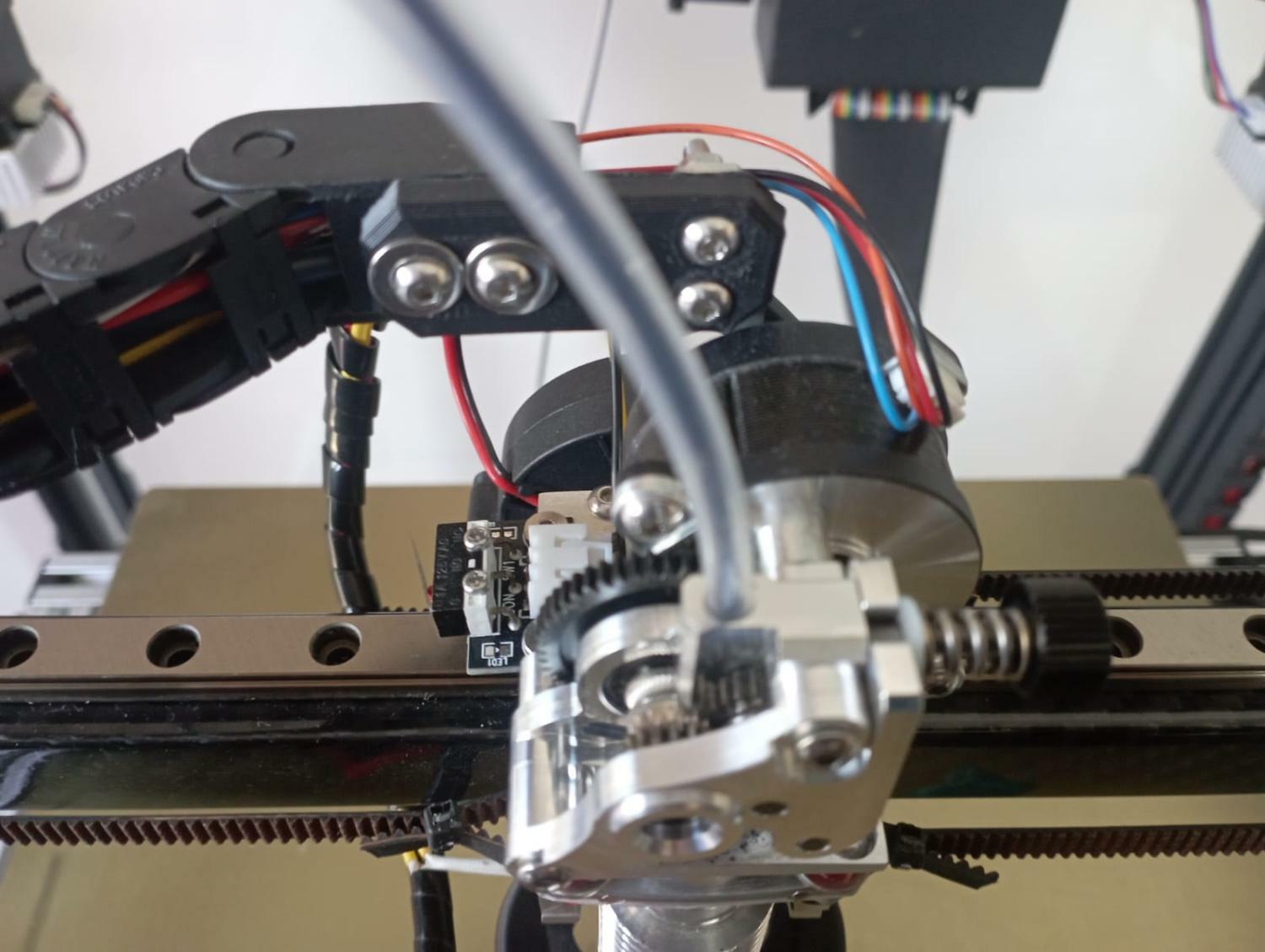
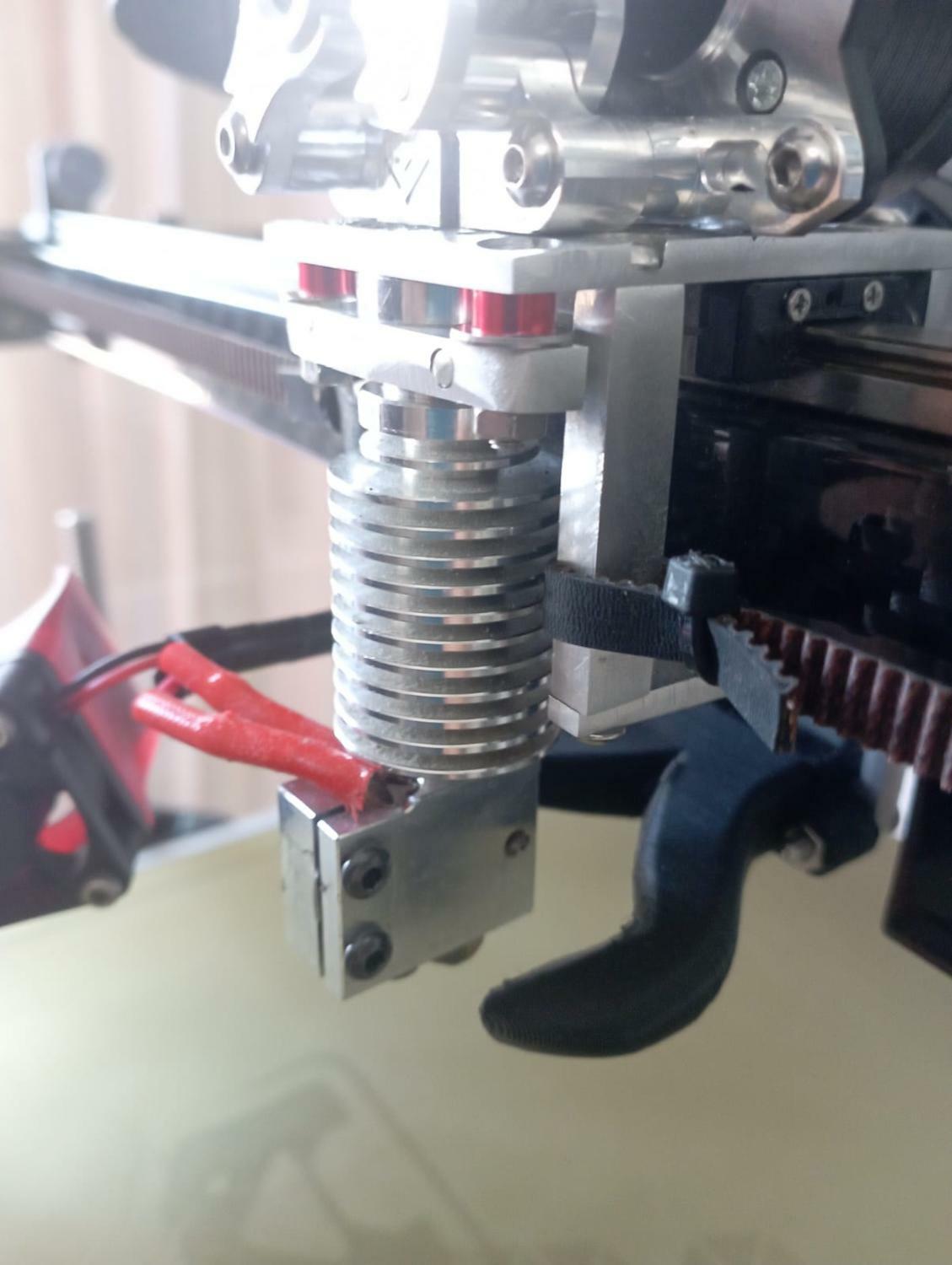
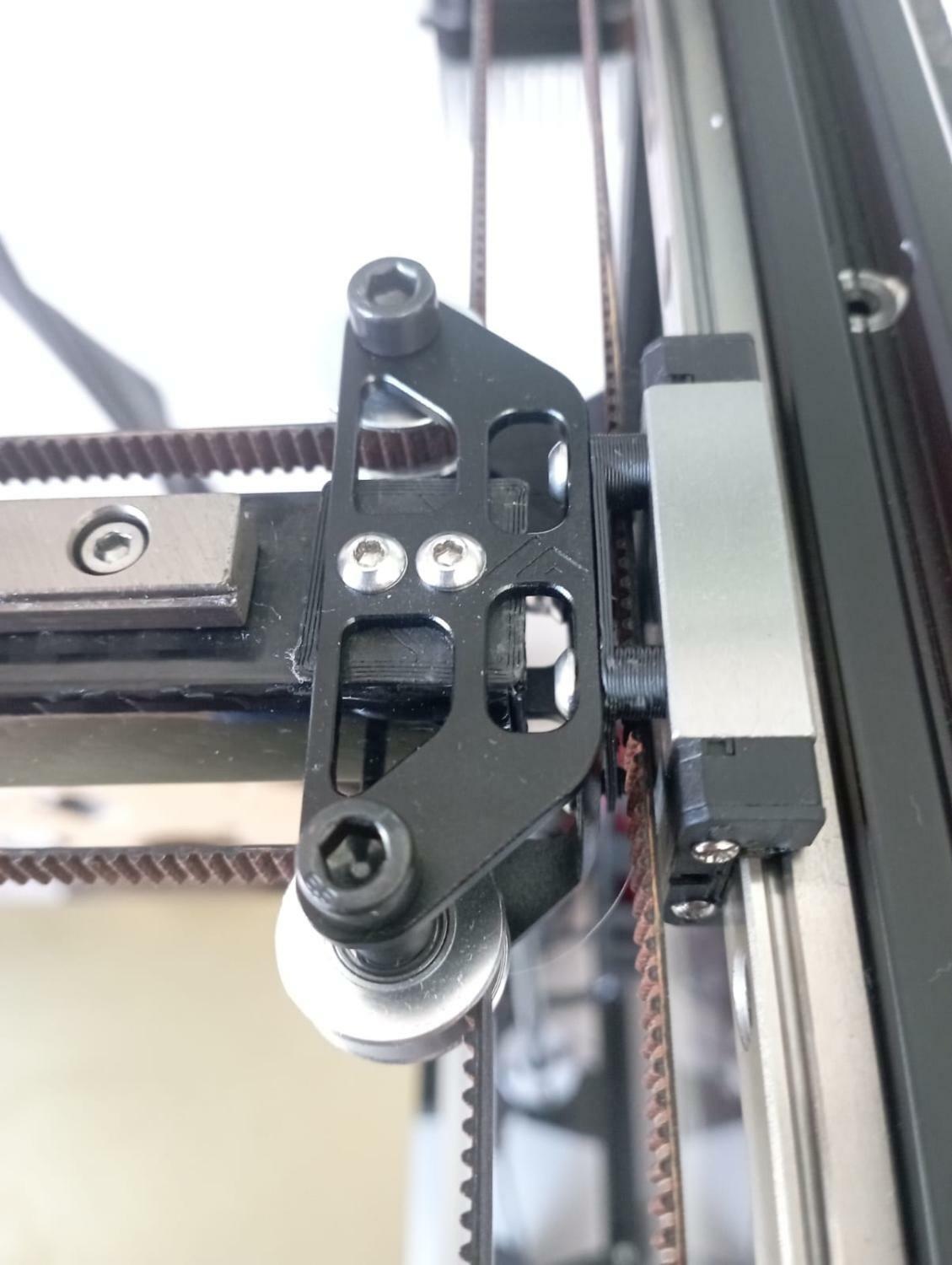
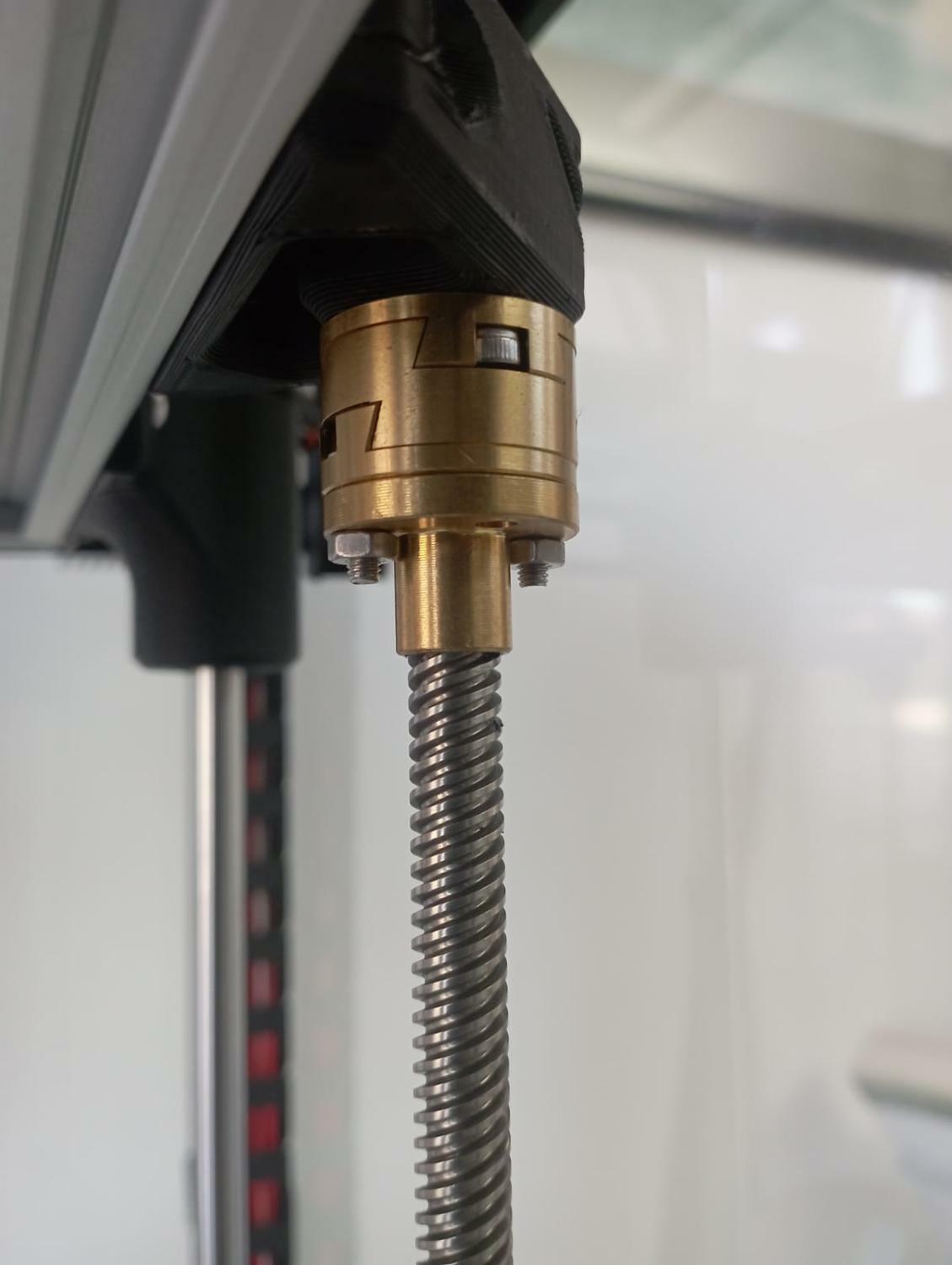
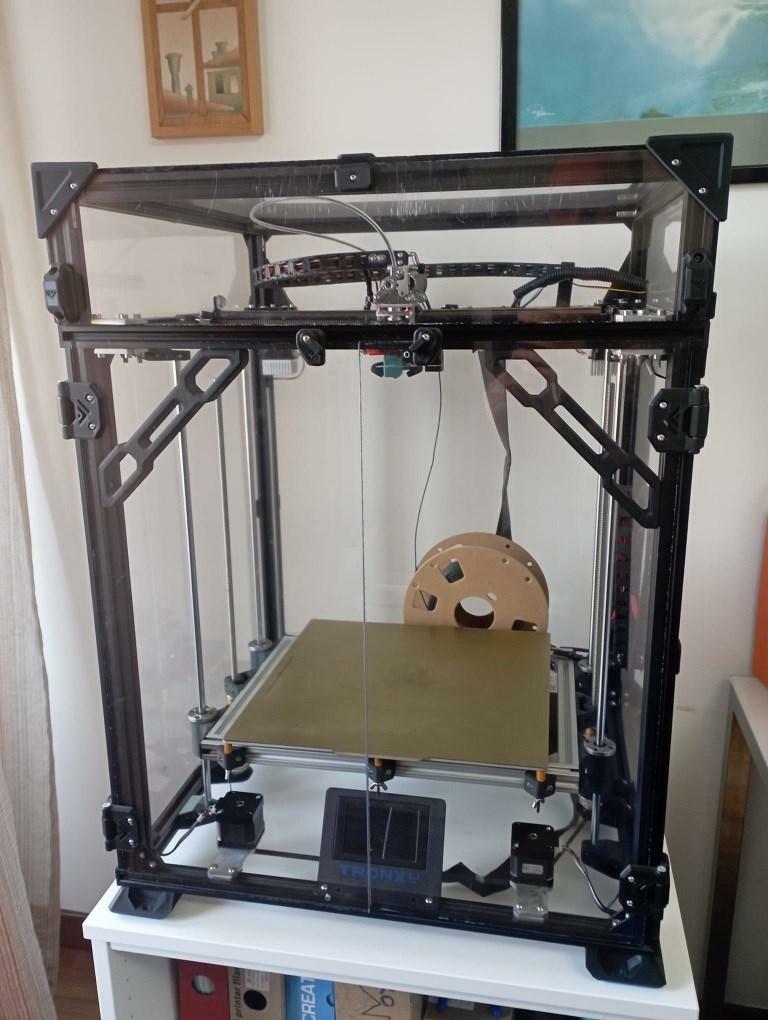
Buongiorno a tutti, a malincuore ma ho deciso di vendere la mia amata/odiata Stronzy era quasi un anno che non stampavo e quando ho provato a fare uno stampo per un dolce si è bruciata la scheda (solo l'asse z in realtà), quindi attualmente la stampante funziona ma non va su e giù. Avevo un sacco di idee per farla diventare una versione particolare di VZbot, ma per mancanza di tempo non ho terminato la trasformazione, se le cambiate la scheda e avete voglia di calibrarla può stampare veramente bene. Alla fine tutti i pezzi sono praticamente nuovi, ho stampato veramente poco. Di seguito un elenco parziale di quello che vedete in foto, se siete interessati o se vi servono foto particolari fatemi sapere. Tronxy X5SA Box con profili 2020 e plexiglass Piatto PEI Energetic 330x330 Barra asse x fibra di carbonio Mellow VZ-Hextrudort Nema 4 Kingroon Fan 5015 Gdstime 24v Trianglelab V6 con hotend volcano (PTFE lining) Guide lineari 2xMGN12 + MGN9 Oldham coupling Mellow Cinghie Gates 6 mm
-
Complimenti bel lavoro! vorrei farti qualche domanda al riguardo: - Con che modello di Tronxy l'hai fatta? - Hai fatto qualche modifica per raggiungere quel livello di qualità? - Qualche parametro di stampa (altezza layer, diametro nozzle, velocità...) - Tempo totale di stampa
-
Orbion - The OpenSource Space Mouse
SandroPrint ha risposto a Eddy72 nella discussione Off-Topic in generale
Non vorrei far l’avvocato del diavolo, ma devo dire che dopo due giorni che provavo l’Orbion in ufficio ho convinto il capo a prendere quello originale😁 (proprio quello postato da @eaman) beh è proprio un’altra cosa. L’Orbion alla fine è un secondo mouse, invece lo space mouse ti permette di “volare” all’interno dell’ambiente 3D in un modo che il mouse proprio non può fare. Sicuramente per uso hobbistico lo space mouse è anche troppo e per rispondere alla domanda di @Killrob, non velocizza il lavoro però ne migliora l’esperienza, nel senso che non devi cliccare mille volte per raggiungere la prospettiva giusta, per dire lo uso anche per scorrere le pagine del forum al posto della rotellina del mouse… Quindi se proprio avete soldi da buttare e trovate l’offerta lo consiglio 🤣.
-
Orbion - The OpenSource Space Mouse
SandroPrint ha risposto a Eddy72 nella discussione Off-Topic in generale
Io adesso ho la 1.8.15, ma mi sembra strano che dipenda da quello, il Micro dovrebbe essere supportato già da un po'. -
Orbion - The OpenSource Space Mouse
SandroPrint ha risposto a Eddy72 nella discussione Off-Topic in generale
Il tuo IDE è aggiornato? -
Orbion - The OpenSource Space Mouse
SandroPrint ha risposto a Eddy72 nella discussione Off-Topic in generale
Si certo, Mouse.h e Keyboard.h sono fondamentali in questo caso, io ho semplicemente usato quello scaricato da Github. Occhio che avere copia della stessa libreria può dar problemi in fase di compilazione, io cancellerei tutte le copie che hai in giro e poi rifarei l'installazione. Prova anche Leonardo -
Orbion - The OpenSource Space Mouse
SandroPrint ha risposto a Eddy72 nella discussione Off-Topic in generale
A me funziona, tanto che ho cambiato il logo di Faqtotum con il mio. Mi è successo una volta con un altro sketch, era un problema di caratteri ASCII invisibili, tipo spazi, che andavano eliminati. Di solito succede quando copi/incolli il testo da una parte all'altra, prova a vedere che non ci siano spazi in più. -
SandroPrint ha cambiato la sua immagine del profilo
-
Orbion - The OpenSource Space Mouse
SandroPrint ha risposto a Eddy72 nella discussione Off-Topic in generale
OK ho risolto il problema del mal funzionamento, era una crimpatura fatta male. Non ci ho lavorato molto ma alcune considerazioni le posso già fare: - Se, come me, avete preso i componenti linkati nella pagina Github, allora probabilmente dovrete sistemare alcuni pezzi in quanto progettati basandosi sul modello 3D dell'arduino micro, del Joystick e dell'encoder, i pezzi che arrivano hanno dimensione leggermente diversa. Quindi non so quanto sia una buona idea stampare i pezzi prima di avere i componenti in mano. - A seconda sempre di che Joystick arriva può essere che si debba invertire gli assi X e Y. In pratica nello sketch bisogna sostituire int horzPin = A2; // Pin Analog output of X <------------ int vertPin = A1 ; // Pin Analog output of Y <------------ con int horzPin = A1; // Pin Analog output of X <------------ int vertPin = A2 ; // Pin Analog output of Y <------------ Infine bisogna avere una mano molto leggera altrimenti si rischia di finire nel menu configurazione ogni due per tre, infatti premendo leggermente il knob si attiva il pulsante dell'encoder, premendo un po' di più si schiaccia anche quello del joystick che serve per accedere al menu. Devo rivedere lo sketch in modo che il menu sia attivato in modo diverso. Comunque il potenziale c'è devo solo riuscire a configurarlo secondo le mie necessità. -
Cambiare tipo di barra filettata
SandroPrint ha risposto a SandroPrint nella discussione Hardware e componenti
Si questo lo avevo capito, quello che non so è se li fa più velocemente o alla stessa velocità di prima. In pratica quando si abbassa di 0,2 mm per passare al layer successivo ci mette lo stesso tempo o 4 volte di più? -
Cambiare tipo di barra filettata
SandroPrint ha risposto a SandroPrint nella discussione Hardware e componenti
Ah ok grazie (mi sa che con il firmware Chitu devo dividere per 4) Si si erano incluse con le viti trapezie. Ma quindi cosa succede? il motore stepper gira più velocemente per fare il quadruplo dei gradi di rotazione? o il motore gira alla stessa velocità e il piatto si alza più lentamente? Da pannello lcd non è possibile modificare gli step/mm, sempre perchè abbiamo questo "bellissimo" sistema Chitu, però cè il modo di modificarli cambiando il file di configurazione. -
Ciao a tutti, volendo sostituire una delle barre filettate della mia Tronxy (leggermente piegata) ne ho ordinate due su Aliexpress, diametro 8 mm, passo 2 mm e avanzamento (lead) 8 mm. Ovviamente sono arrivate sbagliate, ovvero con lead da 2 mm. La mia domanda è: vale la pena chiedere un rimborso o è possibile usarle al posto di quelle stock? (dovrei cambierle entrambe a sto punto). Oltre agli step/mm di Z serve cambiare qualcos’altro? Chiedo perché ho il firmware stock Chitu, e non credo di poter cambiare molti altri parametri. Grazie, ciao!
-
Orbion - The OpenSource Space Mouse
SandroPrint ha risposto a Eddy72 nella discussione Off-Topic in generale
Non lo so ancora, ieri sera ho finito di montarlo, ma non funzionava più, probabilmente ho ravanato troppo con i fili e si deve essere staccata qualche saldatura. Adesso mi sa che fino al prossimo weekend non ci lavoro più... -
Orbion - The OpenSource Space Mouse
SandroPrint ha risposto a Eddy72 nella discussione Off-Topic in generale
Probabilmente, io usando continuamente programmi cad ormai mi son abituato a tenere la mano sn sulla tastiera e tra scorciatoie e tasti funzione riesco a lavorare veloce, però volevo vedere se con questo Orbion riuscivo a velocizzarmi ulteriormente. -
Orbion - The OpenSource Space Mouse
SandroPrint ha risposto a Eddy72 nella discussione Off-Topic in generale
Ciao ragazzi, io l'ho fatto (finito giusto ieri sera) il progetto era stato condiviso su FB un mesetto fa e non ho resistito. Vi dico subito che non è come il space mouse della Connexion, si possono fare due movimenti ma non contemporanei, cioè si può zoomare con la rotellina e fare il pan ma uno alla volta. Inoltre se fate le saldature sul micro dovete farle perfette e molto poco ingombranti altrimenti il micro non si infila nell'allogiamento. Io non essendo un drago col saldatore ho dovuto modificare uno dei pezzi in modo da farci stare l'arduino. Tolleranze abbastanza buone, ma poco spazio dove stipare tutti i fili, infatti quando avevo i pezzi sciolti funzionava, mentre adesso che l'ho chiuso non si accende più 🙁 Comunque un plauso al ragazzo che ha fatto un lavorone e l'ha condiviso a gratis, mentre in rete c'è roba simile o peggio ed è pure a pagamento.