devilman
-
Numero contenuti
185 -
Iscritto
-
Ultima visita
-
Giorni Vinti
1
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di devilman
-

Problemi di qualitàsui layer inferiori
devilman ha risposto a devilman nella discussione Problemi generici o di qualità di stampa
up... qualche idea? -
Problemi di qualitàsui layer inferiori
devilman ha risposto a devilman nella discussione Problemi generici o di qualità di stampa
No era la parte dle posizionamento sul piano in effetti. valore distanza Z supporto : 0.1 Intendi questo mi sa, vero? -
Problemi di qualitàsui layer inferiori
devilman ha risposto a devilman nella discussione Problemi generici o di qualità di stampa
NO, i supporti c'erano... non è quello 😞 erano al 15, posso provare ad aumentare... -
Problemi di qualitàsui layer inferiori
devilman ha pubblicato una discussione in Problemi generici o di qualità di stampa
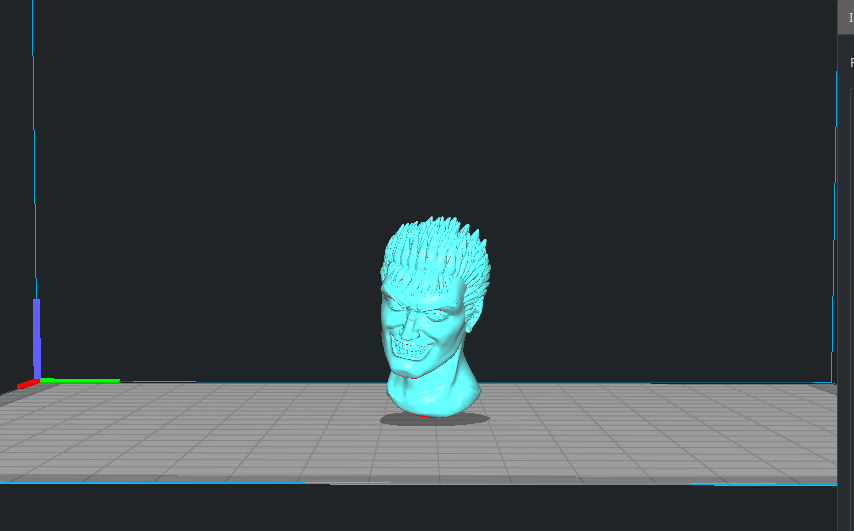
Sto riscontrando sempre più spesso problemi di qualità sui layer inferiori, quelli che "guardano" il piatto della stampante. In foto, ad esempio, nella testa di Guts di sinistra, si nota il mento (stampata in modo "naturale", collo in basso e capelli in alto) mentre in quella di destra si nota il lato destro (che guardava appunto il piatto nella stampa, come si vede dalla seconda foto, schermata relativa su cura) rovinato. Ho provato a cambiare fan duct, mettendone uno che mi sembra più efficiente. Ho provato a modificare la velocità di stampa Ho provato a modificare il flusso Ho provato ad aumentare i layer inferiori... Cosa mi consigliate?
-
Azzeramento Flyingbear Ghost 5 asse X
devilman ha risposto a Castigator nella discussione Problemi generici o di qualità di stampa
eh già, ... quando uno legge troppo velocemente... -
Azzeramento Flyingbear Ghost 5 asse X
devilman ha risposto a Castigator nella discussione Problemi generici o di qualità di stampa
1: verifica se meccanicamente "chiude" il trigger (se fa clic) 2: se la 1 è si, controlla se il software registra la chiusura del trigger 3: se non lo fa, controlla i collegamenti del trigger stesso (i 2 fili) -
Non si accende più
devilman ha risposto a Luca88. nella discussione Problemi generici o di qualità di stampa
prova ad identificare i fusibili e se ti senti temerario puoi per un attimo "cortocircuitarli" e vedere se si accende. In caso basta ordinare i fusibile "andato" (dopo aver capito perchè si è sacrificato... quale era il problema) -
Geetech prusa I3 Pro B consigli upgrade
devilman ha risposto a devilman nella discussione Hardware e componenti
linear advance e ubl funzionano anche sulla modesta 8 bit che ho. Insomma, mi piacerebbe una qualità ancora superiore (è molto buona la attuale) ma penso di aver capito che è un limite hw più che Sw. -
Geetech prusa I3 Pro B consigli upgrade
devilman ha risposto a devilman nella discussione Hardware e componenti
Grazie della risposta... Se mi dici che a livello qualità di stampa cambia poco... ,mi sa che non vale la pena. Ma c'è qualcosa che si possa fare ancora per la qualità di stampa secondo voi ? -
Geetech prusa I3 Pro B consigli upgrade
devilman ha risposto a devilman nella discussione Hardware e componenti
Mi permetto di fare un necroposting su me stesso. A distanza di quasi un anno non ho ancora fatto l'upgrade descritto al primo post. Mi sto chiedendo... quanto sto perdendo (o, per meglio dire, quanto guadagnerei) a livello QUALITA' di STAMPA (solo quello) sulla stessa stampante senza questo upgrade (scheda a 32 bit e migliori driver)? E, se mi consigliate di farlo, seconda domanda: rispetto a scheda : BIGTREETECH SKR PRO V1.2 driver: BIGTREETECH TMC2130 V3.0 SPI avete consigli su hardware migliori? Grazie... -
Linear Advance e velocita' di stampa
devilman ha risposto a ironman977 nella discussione Problemi generici o di qualità di stampa
io ho quasi ridotto a 0 la retrazione grazie al linear advance, non ho testato aumenti di velocità -
Cambiare extrusion width durante la stampa
devilman ha risposto a Sgramber nella discussione Problemi generici o di qualità di stampa
si si ha ragione, quel parametro in effetti non c'è. Si può cambiare il flow rate, cosa più vicina, ma non è la stessa cosa. Puoi usare invece lo script "insert at layer change" e andare di G-code ( va provato) -
[risolto] Ender 3 estrusore non tira il filo
devilman ha risposto a AngeloD91 nella discussione Problemi generici o di qualità di stampa
a meno che tu non abbia comprato un PLA davvero strano, puoi usare 0.2, 0.3, 0.4, 0.5 e così via. La distanza dal piatto deve essere... lo spessore di un foglio. Fai home di Z. Metti un foglio sotto e abassa a mano fino allo 0. Se il foglio non si sfila Sfiorando il nozzle ma rimane incastrato devi abbassare il piatto. Questa cosa dovresti farla per tutti gli angoli -
[risolto] Ender 3 estrusore non tira il filo
devilman ha risposto a AngeloD91 nella discussione Problemi generici o di qualità di stampa
Quello che "potrebbe" accadere (condizionale) è che il primo strato sia molto (troppo) aderente al piato. Lui lo stampa ma inizia ad intasarsi e la cosa continua man mano che alza (anche il secondo livello si trova troppo vicino al primo). Questa una possibile spiegazione. Ripeto, se "a vuoto" gli dici di estrudere X mm e lui lo senza problemi, sembrerebbe non essere un problema di estrusore/motore -
[risolto] Ender 3 estrusore non tira il filo
devilman ha risposto a AngeloD91 nella discussione Problemi generici o di qualità di stampa
ok, a me sembra che il problema sia quello che avevamo dett all'inizio, il motore non riesce a spingere il filo. Di solito questo avviene o perchè il nozzle è tappato (sia dentro, intasato, sia fuori, se tocca il piatto) o perchè la molla non ha forza (fai quel tentativo a mano) o il motore non ha forza (e allora andremmo sulla vref). Se mi confermi che " a vuoto" estrude bene, io controllerei ancora il livellamento -
[risolto] Ender 3 estrusore non tira il filo
devilman ha risposto a AngeloD91 nella discussione Problemi generici o di qualità di stampa
allora sembra il problema "contrario"., cioè il motore non riesce a tirare. Controlla il grano della ruota godronata come ha detto @Tomtoe la tensione della molla (puoi provare a forzarla poco poco mano, spingendo al contrario sulla levetta "aiutando" la molla e vedendo cosa succede -
[risolto] Ender 3 estrusore non tira il filo
devilman ha risposto a AngeloD91 nella discussione Problemi generici o di qualità di stampa
Non "mischiare" troppe cose però. Il motore gira bene? sembra di si, quindi per ora non tocchiamo la vref. Spiega cosa intendi dire quando dici "salta i passi a filamento teso", non ho ben capito. Cmq, se a nozzle "alzato" estrude senza problemi, dovrebbe farlo anche durante la stampa. Possibili problemi: 1) Passi motore regolati male (per intenderci fa troppi giri, spingendo fuori più filo di quel che dovrebbe e finendo per intasare 2) flusso eccessivo (problema simile al precedente) 3) molla che spinge poco (ma in quel caso non dovrebbe fare il tic tac) 4) nozzle sporco (riprova a far estrudere a 260 un po di filo, ma l'esperimento fatto prima dovrebbe aver già pulito) 5) nozzle troppo aderenta durante il primo livello, stampa ma inizia ad intasarsi e vedi il problema nei livelli successivi 6) filo molto scadente o umido 7) altro... ne parlaimo dopo -
[risolto] Ender 3 estrusore non tira il filo
devilman ha risposto a AngeloD91 nella discussione Problemi generici o di qualità di stampa
facce sapè e in caso metti "risolto" -
[risolto] Ender 3 estrusore non tira il filo
devilman ha risposto a AngeloD91 nella discussione Problemi generici o di qualità di stampa
beh ora non ti resta che riprovare a stampare e vedere che succede. Attenzione: se per fare l'esperimento che ti ho detto hai cambiato materiale e ora devi rimetterne un'altro, estrai il materiale con al giusta temperatura (meglio cmq alta) e inserisci il "nuovo" materiale. Mi raccomando usa le temperature giuste, non è che eri basso di temperatura con le tua prova iniziale? -
[risolto] Ender 3 estrusore non tira il filo
devilman ha risposto a AngeloD91 nella discussione Problemi generici o di qualità di stampa
giusto per essere sicuri: alza manualmente a tipo z= 20 e prova ad estrudere, sempre manualmente (o da display o da software) Se continua a fare tic tac è intasato. Alza la temperatura " a palla" tipo 260-280 e riprova ad estrudere. Se ancora non va spingi il filo manualmente (intendo proprio a mano, tenendo la levetta dell'estrusore in modo che la molla non spinga sulla ruota). Metti il materiale più duro che hai (petg, o abs se li hai) Se ancora non sblocca fammi sapere e ti do una ultima soluzione prima di smontare -
[risolto] Ender 3 estrusore non tira il filo
devilman ha risposto a AngeloD91 nella discussione Problemi generici o di qualità di stampa
no, non è un problema di dimensione ugello (come direbbero molti uomini...) 🙂 Quando dici "a vuoto estrude" cosa intendi? Che il problema si presenta quando inizi la stmpa? Se è così probabilmente hai livellato male, il nozzle tocca sul piatto e il povero estrusore, pur spingendo, non riesce perchè il nozzle è "tappato" dal piatto con cui fa contatto. -
Geeetech A20M aggiornamento config.h
devilman ha risposto a Enrico Boldrini nella discussione Problemi generici o di qualità di stampa
Per il discorso baud rate concordo con 250000 , dovrebbe andare e fai cmq sempre in tempo a cambiarlo a 115.200 Per la mancanza degli altri file non saprei, ho altra stampante, ma penso che se googli per bene troverai un fw certamente già pronto per la tua (intendo un 2.qualcosa ovviamente). Non so se quello postato da @Salvogi sia magari già adatto... -
Geeetech A20M aggiornamento config.h
devilman ha risposto a Enrico Boldrini nella discussione Problemi generici o di qualità di stampa
si. sono comandi da terminale, puoi darglieli con una interfaccia tipo repetier o pronterface (io uso linux, ma sono uguali anche su windows) poi se hai voglia di cimentarti prova il marlin 2 qualcosa che ti ha consigliato @Salvogi, vedrai che introduce molte migliorie. Io per modificare ed uploadare i firmware sono passato a visual studio, molto più da completo del compilatore arduino secondo me... provalo! -
Geeetech A20M aggiornamento config.h
devilman ha risposto a Enrico Boldrini nella discussione Problemi generici o di qualità di stampa
Per eliminare questi problemi (prende le mollette, sonda punti in cui non puoò arrivare, etc) devi fare prove sui configuration.h in bed_Size, nozzle_to_probe_offset , mesh inset, e così via (tutto quello che spiega al firmware come è fisicamente fatta la tua macchina se alcuni punti non li raggiungi nella fase del probing puoi visualizzare la griglia inviando G29 T e poi fargli interpolare i punti mancanti con G29 P3 (anche più di una volta) -
Geeetech A20M aggiornamento config.h
devilman ha risposto a Enrico Boldrini nella discussione Problemi generici o di qualità di stampa
sali tranquillamente e risolvi anche il problema di cui parlavi. Tieni poi presente che sequalcosa non va puoi riuploadare l'attuale senza problemi.