Killrob
-
Numero contenuti
14.118 -
Iscritto
-
Ultima visita
-
Giorni Vinti
429
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Killrob
-

mk4duo errore compilazione
Killrob ha risposto a FoNzY nella discussione Software di slicing, firmware e GCode
ma se stai usando una ultratronics perché nella configurazione che hai postato per la eeprom c'è impostata la BOARD_RAMPS_13_HFB ? e comunque sembra che tu debba aggiungere #define I2C_EEPROM nel file della board che stai usando in questo caso sotto \src\boards ed il file dovrebbe essere il 1705.h -
calo di qualità a fine stampa
Killrob ha risposto a Lorenz_Keel nella discussione Problemi generici o di qualità di stampa
ahia.... spero per te che sia solo il pannello -
Installazione nuovo piatto di stampa
Killrob ha risposto a claudio57 nella discussione Hardware e componenti
che stampante è? e a quanti V è alimentata? -
mk4duo errore compilazione
Killrob ha risposto a FoNzY nella discussione Software di slicing, firmware e GCode
bene io sto installando i drivers arduino 2 -
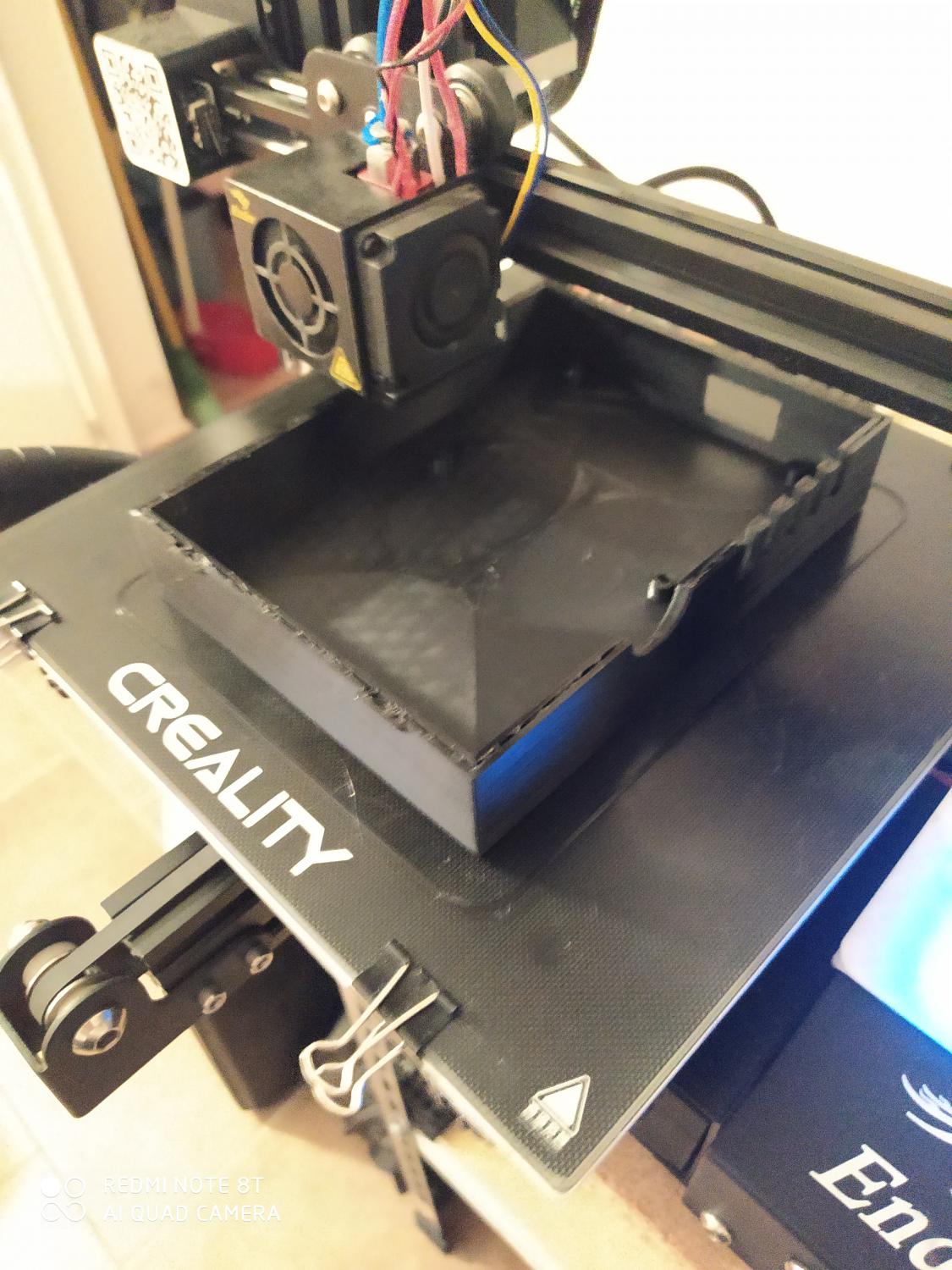
Come promesso, dopo 1 giorno 2 ore e 38 min di stampa ecco il risultato, un leggero, 1 o 2mm di sollevamento sugli angoli, praticamente niente fili di ragno, ottima resistenza, bello a vedersi così lucido.

-
Beh, allora avevo trovato tempo fa un sito con un progetto per rifarsi una bobina da scarti tritati a poco più del prezzo di quell'estrusore
-
settimane di inferno
Killrob ha risposto a Lorenz_Keel nella discussione La mia stampante 3D e il mio laboratorio
si le misure sono standard sia per 1.75 che per 2.85 -
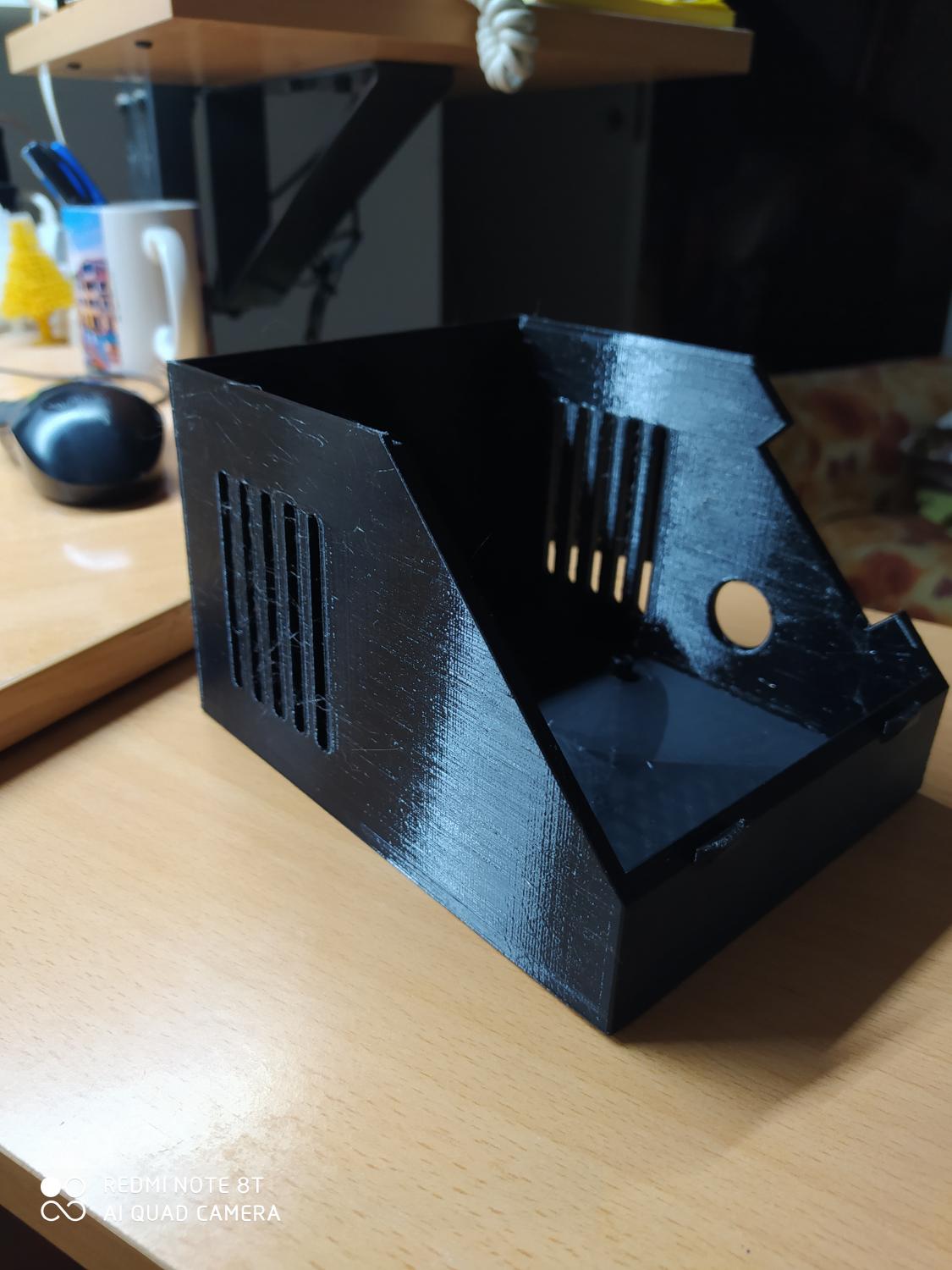
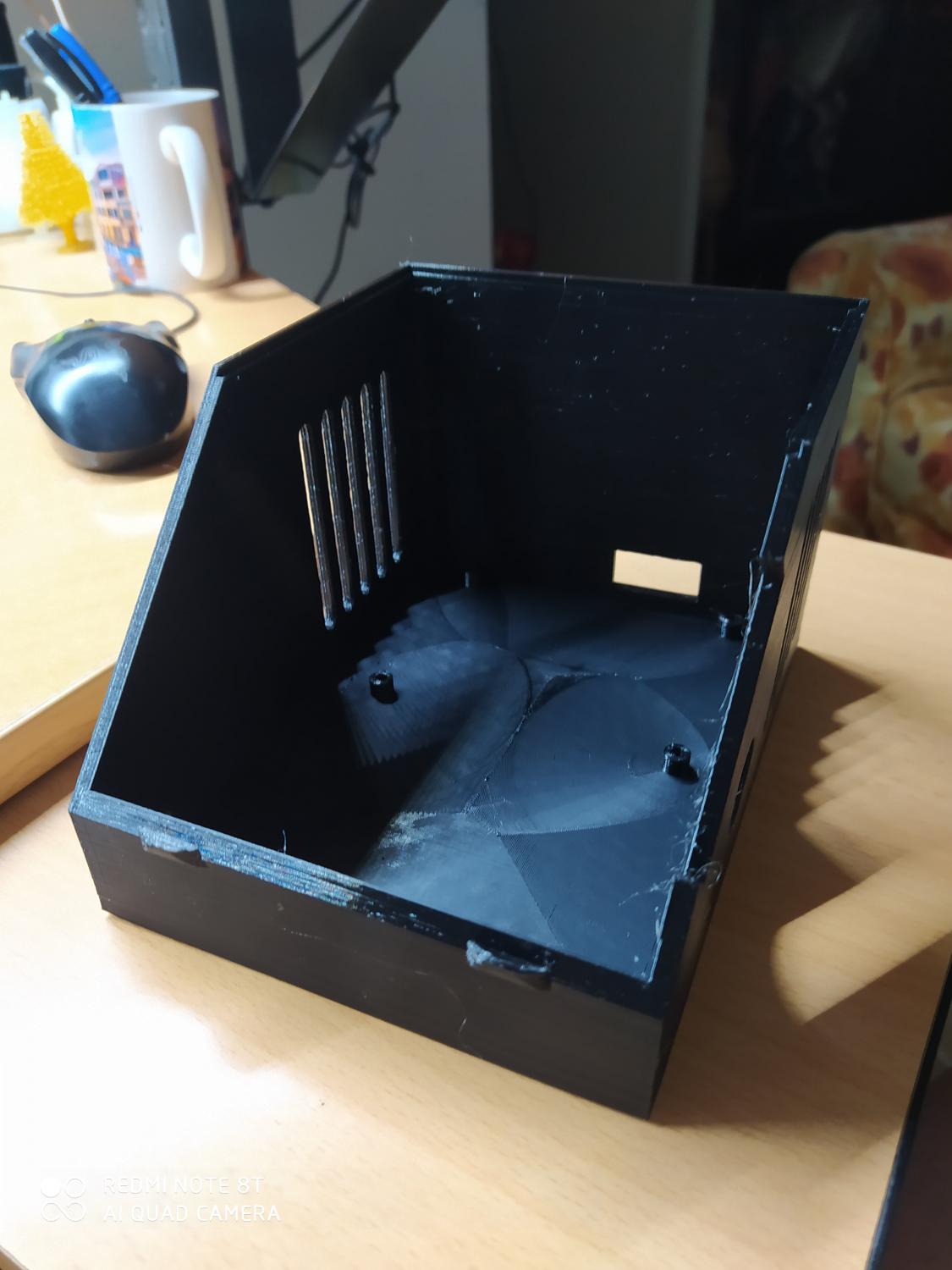
si è il box per l'elettronica della laser, è al 99% non appena finisce posto la foto
-
non ho capito... che farebbe questo estrusore da 600€?
-
mk4duo errore compilazione
Killrob ha risposto a FoNzY nella discussione Software di slicing, firmware e GCode
ma la tua scheda è riconosciuta come arduino due? -
assolutamente vero, avere la 3D e non sapersi progettare le cose... è come andare in barca a vela usando il motore 😄
-
mk4duo errore compilazione
Killrob ha risposto a FoNzY nella discussione Software di slicing, firmware e GCode
quindi? ti serve ancora di capire perché il FW eeprom non funziona o no? -
mk4duo errore compilazione
Killrob ha risposto a FoNzY nella discussione Software di slicing, firmware e GCode
Non mi ci posso dedicare come merita il problema adesso, sono al lavoro, quando torno a casa mi ci metto 😉 -
Cura genera gcode con temperatura diversa dalle impostazioni
Killrob ha risposto a frapez nella discussione Software di slicing, firmware e GCode
In questo caso guarda nello start gcode, se lo ha aggiunto Cura è facile che sia anche descritto, dovresti individuarlo velocemente altrimenti posta qui il tuo start gcode -
Temperatura ottimale PLA
Killrob ha risposto a Naza nella discussione Problemi generici o di qualità di stampa
Pla sunlu al massimo a 205 -
Tronxy X8 , blocco durante la stampa
Killrob ha risposto a Marc nella discussione La mia prima stampante 3D
Quindi la scheda madre è rovinata -
Si scalda tutto prima di calibrare
-
Il calendario oramai lo so a memoria, non li ordino più
-
CR 10 - Colata materiale dall'impanatura dell'ugello
Killrob ha risposto a Fabio_Dino nella discussione Problemi generici o di qualità di stampa
Prova con una torx della stessa misura, dovresti riuscire a toglierla -
Per il ptfe su aliexpress lo vende trianglelab a 5€ 2mt, le ruote in delrin mi pare costassero di più di queste. Se hai fretta io mi sto trovando bene con questo https://www.amazon.it/dp/B07VW3JNRN/ref=cm_sw_r_cp_apap_hjvdrLwIYW5T6
-
Dopo 13 ore di stampa, niente fili sembra proprio PLA. Però mi sembra più resistente, con il piatto a 70 il pla normale si sarebbe accartocciato.
-
tutto giusto
-
si va bene anche per il pla ma quella in titanio che quella in semplice acciaio è troppo ruvida ed il pla ci scorre male, e si questo SPLA lo sto stampando con la Ender 3 e quindi gola bore e PTFE che arriva fino al nozzle.
-
allora posta le prime 100 righe di un gcode generato e postale qui che vediamo dove stà l'inghippo ho controllato hai ragione, Cura imposta il riscaldamento prima dello start gcode
-
Problemi di scorrimento AlfaWise
Killrob ha risposto a tonyven nella discussione Problemi generici o di qualità di stampa
e mi è venuta in mente anche un'altra cosa... se hai modo verifica che effettivamente i 200° del nozzle siano 200 e non più alti, perché se ti si deforma sempre in quel punto potrebbe essere sballata la temperatura, collega un PC alla stampante, scaricati repetier host e fai un PID tune dell'estrusore.