
Alep
-
Numero contenuti
3.179 -
Iscritto
-
Ultima visita
-
Giorni Vinti
225
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Alep
-
Trovi facilmente i ricambi anche in italia con una ricerca su google 'ricambi stampanti 3d' anche a prezzi accettabili. Il materiale invece penso che arrivi tutto dalla cina ma non penso che sia tutto uguale come qualità. Per esempio i miei pignoni sembrano robusti, Ma il fatto che i pignoni che dovrebbero essere indistruttibili vengono venduti come ricambio vuol dire che qualche problema lo danno,
-
Controlla la tensione della cinghia, è più facile che sia troppo lenta che troppo tesa , che il cuscinetto sia sano, che la cinghia non salga sul bordo del cuscinetto o sul bordo dell'ingranaggio lato motore. Non è che hai un piatto molto pesante e che stampi con velocità superiori a 100%? Dalla foto sembra di vedere sia alluminio che vetro (anche io uso sia alluminio con vetro in contemporanea). Se proprio non ne vieni a capo mettimi qui un tuo gcode (non enorme ) che provo a stamparlo che cosi ci assicuriamo che il soft sia a posto
-
Ci siamo incrociati con le risposte, nella mia di prima non avevo ancora visto la foto, probabilmente la hai pubblicata mentre scrivevo e devo dire che è abbastanza strano come comportamento, Scusa la domanda ma mi serve per poter capire meglio , La S anomala te la fa ad inizio riga dritta o alla fine, Sembrerebbe alla fine ma vorrei esserne certo
-

Problema layer traslati....
Alep ha risposto a nytro81 nella discussione Problemi generici o di qualità di stampa
Io ho avuto un problema simile per un allineamento non perfetto della cinghia di trascinamento col motore e la cinghia saliva di fianco sulla ruota dentata e saltava alcuni denti. Da verificare anche la lubrificazione degli assi di scorrimento del piatto. Entrambe le verifiche possono essere fatte a mano con i motori spenti. -
Si grazie se puoi inserisci anche uno skirt di 4 giri almeno che essendo ben staccato dall'oggetto è facile da fotografare in modo da averlo in vista piena anche senza l'oggetto, tanto il difetto dovrebbe presentarsi identico. Dalla descrizione dubito che possa essere un problema di trascinamento a meno che non hai qualche punto sugli assi di scorrimento del piatto in cui trovi più attrito, cosa che puoi facilmente verificare spostando a mano il piatto a motori spenti.
-
Ad ogni giro esatto di brim ( ed anche di tutta l'estrusione) è normale che ci sia uno scattino della larghezza del filamento estruso (ossia dell'ugello) in quanto la stampante non lavoro per spirali ma per cerchi (mi riferisco qui al brim ma il discorso vale uguale per tutto il pezzo) ed ad ogni cerchio esatto e sempre nello stesso punto del brim con lo scattino passa al cerchio più interno, Dalla descrizione che dai penso che sia questo che intendi e nel caso è uno scattino 'normale' Mentre non è chiaro cosa intendi che il raft non si stacca, se intendi che non riesci a staccare il cubo dal piatto, Se usi la lacca per il fissaggio prova con una spatola da stuccatore che abbia un minimo di filo .
-
Layer completamente fuori posto
Alep ha risposto a Reacher nella discussione Problemi generici o di qualità di stampa
Il fatto che gli strati alti del pezzo siano ruotati di parecchi gradi fa pensare più ad un distacco dal piatto che a un problema nello spostamento dei motori. Visti anche gli angoli sollevati probabilmente del brim potrebbe aiutare. Poi ipotesi assurda ma da non escludere, sei sicuro che il pezzo sia ben appoggiato al piano o che l'estrusore non sia un pelino troppo alto? -
Slic3r alcune domande
Alep ha risposto a Peppic nella discussione Software di slicing, firmware e GCode
Per la linea laterale lo skirt ti da lo stesso effetto ma..... continua a leggere Quando fai lo slicer crei un file che ha come estensione .gcode. Questo file contiene passo passo tutte le istruzioni che deve eseguire la stampante. Agendo su questo file puoi fare davvero quello che vuoi. Conoscere il gcode è essenziale per le personalizzazioni che vuoi, ed è abbastanza facile da capire/imparare. te ne riporto qui un pezzettino, ossia l'inizio di una stampa generica tanto per darti un esempio, tra parentesi una parte aggiunta da me adesso M107 (ventola raffreddamento pezzo off) M190 S92 ; set bed temperature (imposta il riscaldamento del piatto a 92 gradi e attende che arrivi in temperatura) M104 S234 ; set temperature (imposta il riscaldamento dell'estrusore a 234 e prosegue) G28 ; home all axes (riporta in home l'estruore) G1 Z5 F5000 ; lift nozzle (solleva l'estrusore di 5 mm) M109 S234 ; wait for temperature to be reached (attende che l'estrusore arrivi in temperatura) G21 ; set units to millimeters G90 ; use absolute coordinates M82 ; use absolute distances for extrusion G92 E0 (imposta l'estrusione a zero) G1 Z0.300 F7800.000 (porta l'estrusore a 0,3 mm che è altezza del primo slicer. F indica la velocità di spostamento) G1 E-2.00000 F2400.00000 (comanda l'estrusore di ritirare il filo per 2 mm) G92 E0 G1 X100.725 Y119.708 F7800.000 (sposta l'estrusore alle coordinate assolute X Y di inizio stampa senza estrudere alla velocità F) G1 E2.00000 F2400.00000 (comanda l'estrusore di avanzare il filo per 2 mm) G1 X102.955 Y118.673 E2.16426 F1800.000 (sposta l'estrusore alle coordinate assolute X Y estrudendo 2,16426 mm di materiale alla velocità F, ossia fa la prima linea) G1 X105.000 Y118.393 E2.30215 (seconda linea) G1 X109.000 Y118.393 E2.56937 (terza linea) Una descrizione completa la trovi qui http://reprap.org/wiki/G-code , i comandi sono un sacco ma i comandi che ti interessano davvero sono solo un paio, per lo più quelli che vedi qui in questo pezzo. Se vuoi che piatto e estrusore scaldino assieme devi modificare l'inizio cosi: M107 (ventola off) M140 S92 ; set bed temperature (imposta il riscaldamento del piatto a 92 gradi e prosegue) M104 S234 ; set temperature (imposta il riscaldamento dell'estrusore a 234 e prosegue) M190 S92 ; set bed temperature (imposta il riscaldamento del piatto a 92 gradi e attende che arrivi in temperatura) G28 ; home all axes (riporta in home l'estrusore) Se tu vuoi che esegua una linea di fianco puoi inserire i comandi relativi senza grossa difficoltà tra G92 E0 G1 X100.725 Y119.708 F7800.000 (sposta l'estrusore alle coordinate assolute X Y di inizio stampa senza estrudere alla velocità F) . Certo inserire a mano le varianti è seccante ma i programmi di slicing ti permettono di personalizzare la testata e la coda del gcode e quindi la variante la puoi inserire li una volta per tutte. Per esempio lo Slic3r te lo consente in Printer Setting Custom Gcode In ultimo quando chiedevo del programma intendevo il programma di stampa. Comunque dal Repetier puoi ruotare l'oggetto come vuoi dal menu ruota oggetto (triangolo con freccia circolare dentro), Naturalmente l'oggetto deve sempre essere appoggiato adeguatamente per essere costruibile -
Per l'asse z il sistema universalmente usato è il foglio di carta. All'inizio sembra un pò empirico ma quando ci fai pratica funziona bene e sopratutto è sempre disponibile. A costo di essere pedante volevo precisare che non è molto importante che il piatto sia perfettamente orizzontale ma che provando l'home Z più o meno nei 4 angoli la distanza sia sempre la stessa.
-
Be per essere una seconda stampa va molto bene, Secondo me all'avvio sei troppo lontano dal piatto, ed anche se lo skirt che si intravede sembrerebbe buono ho sempre la sensazione che il piatto non sia in piano rispetto alla testina. Sembra che il cubo, che pure si sviluppa abbastanza bene, sia appoggiato male e pendente di fianco, Come se il primo slicer non appoggiasse bene, Questa sensazione la avevo anche nel precedente cubo. Comunque adesso devi solo fare piccole messe e a punto e sei sulla giusta strada per trovare a tua messa a punto.
-
RepRap motori che non funzionano
Alep ha risposto a SpritePk nella discussione Problemi generici o di qualità di stampa
Grazie Leouz per l'intervento, Questa stampante ha la particolarità che ha l'elettronica montata dentro l'alimentatore e non dichiara la possibilità di collegarla a computer, l'usb di Arduino infatti è murata entro la scatola dell'alimentatore ed ho fatto notare io che era disponibile. Quindi ancora non credo che abbia provato a collegarla al pc ma a questo punto penso dovrebbe farlo. Pensando e ripensando a cosa può essere successo non vorrei che banalmente vi sia allontanamento tra la scheda di Arduino e la Ramps con conseguenti falsi contatti nel connettore di unione. E' solo un ipotesi che si può verificare in un attimo, -
I lati è normale che non siano lisci, sopratutto se hai un ugello da 0.40, a pezzo finito si fa una rifinitura a mano (penso che i materiale che stai usando sia pla). La foto non è molto chiara, andava fatta un pò più dall'alto e magari da due lati Hai diversi indizi, tra cui i fili fuori dal cubo che si vedono in foto a sinistra in fondo, Potrebbe essere: 1) temperatura di estrusione troppo altra 2) A fine lavoro l'estrusore è rimasto in riscaldamento sopra il cubo e che lo abbia fuso a fine lavoro, Se lo hai guardato mentre lavorava puoi escludere questo tipo di problema. A fine stampa l'estrusore dovrebbe andare in home. Se lo hai trovato sopra il cubo il problema è quello. 3) pezzo non appoggiato bene al piatto (ossia estrusore troppo alto) e piatto inclinato di fianco, usa 3 giri di skirt per verificare questo tipo di problemi quando inizi la stampa, Questo accorgimento ti farà risparmiare un sacco di materiale perché una gran parte dei problemi nasce proprio al primo slicer e con lo skirt vedi subito se le cose sono ok o meno. 4) Incremento dello slicer sull'asse z eccessivo Una nota, I parametri da modificare per fare delle prove di questo tipo sono quelli dello slicer, non della stampante Comunque consolati se è la tua primissima stampa è già un buon risultato
-
Il forum serve proprio per questo, per condividere le esperienza, quindi non ti devi scusare per le domande e poi io sono in questo settore da due mesi, quindi ancora non ho risposto migliaia di volte , La contropartita alle molte domande è una risposta molto lunga . Le famiglie di stampanti sono due, quelle in kit da costruire che hanno prezzi che vanno per prodotti più che decenti dai 220 euro in su con piatto riscaldato ( la mia l'ho pagata 2 mesi fa 270 euro singolo estrusore), Il secondo estrusore costa in genere sui 100 euro in più. Ma come detto quelle in kit non sono molto trasportabili. Quelle in kit si trovano anche montate per un 150 euro medie in più. Queste in kit fanno anche capo a delle marche ma discendono molto spesso da progetti opensource (liberi di uso gratuito) come la Prusa (dal nome del progettista di questo tipo di stampanti) e frequentemente hanno, anche con marche diverse, i componenti identici. (non ti meravigliare la stessa cosa capita anche con le lavatrici di casa). Le altre sono le stampanti 'Marcate" hanno un loro progetto, buona parte dei componenti costruiti ad hoc, ti forniscono tutto compreso il soft già tarato e sono in genere inscatolate, Io non sono un esperto di tutte le stampanti che esistono oggigiorno ma nel mio primo messaggio ne ho descritto una, la Da Vinci. Quando tre mesi ho fatto un analisi per comperare la mia la avevo identificata come la più economica delle inscatolate, ma ripeto non è detto che non ce ne siano altre, Prezzo di acquisto molto interessante ma è un pò come per le stampanti a getto di inchiostro che oggi vengono quasi regalate perché il business viene spostato sull'inchiostro. La Da Vinci Usa solo cartucce di filamento col loro marchio. Se si stampa poco non è un handicap. Nulla vieta per una stampante in kit e quindi senza scatola di usare trucchi per il trasposto. Per trasportare l'unica cosa essenziale è una base rigida a cui fissare la stampante, basta un pezzo di truciolare 50X50 o se hai o trovi una scatola rigida di dimensioni adeguate puoi inserirci dentro la stampante, per esempio un elemento di una cucina componibile tanto per spararne una a caso. Certo non sarà bella come una stampante inscatolata di fabbrica. Il discorso del secondo estrusore, cerco di spiegartelo. A volte occorre stampare un unico oggetto con diversi materiali. I motivi possono essere diversi, Il primo è perché il pezzo va fatto a due o tre colori ( in questo caso estrusore a tre filamenti) Il secondo è se uno oggetto a particolari a sbalzo. Non si può costruire se non si è appoggiati a del materiale, Quindi per esempio se volessi costruire una croce in piedi le parti a sbalzo non potrebbero essere costruite perché non hanno nulla su cui appoggiarsi. Per ovviare questo problema esistono diverse soluzioni ed una di queste è quella di costruire l'oggetto mettendo dei supporti sotto i bracci della croce costruiti con un filamento solubile in acqua, e quindi i bracci si appoggeranno al supporto, A lavoro finito metti il pezzo in acqua, il supporto si scioglie e resta la croce pulita. In teoria è possibile stampare con più filamenti su un unico estrusore ma in pratica è un gioco di prestigio, cambiare il filamento e metà stampa è complesso. In questi casi torna utile il doppio o addirittura triplo estrusore.
-
Piccolo corso sulle stampanti. Per l'acquisto di una stampante 3d il primo elemento da valutare è la grandezza del piatto di stampa, Questo perché, come per una stampante tradizionale, decide la dimensione massima che si può stampare. Però è anche possibile stampare pezzi piccoli e poi incollarli per avere un pezzo grande. La dimensione più diffusa si aggira sui 20X20X18 cm questo per le fasce di prezzo di cui parli. Altra cosa importante è scegliere una stampante col piatto riscaldato, lo hanno quasi tutte ma non tutte. Ed anche se si può aggiungere dopo è un pò come pensare di prendere una macchina senza tergicristalli e ruota di scorta, Tanto li posso mettere dopo. Per il budget che proponi tu trovi tantissimi modelli però da assemblare ossia ti vendono il kit di tutti pezzi e per pezzi intendo le singole vitine ed i singoli dadini e la stampante va montata. Il montaggio in genere richiede una giornata di lavoro e di non essere troppo imbranati con la meccanica e l'elettricità. Da la stessa soddisfazione di fare un puzzle.. Non ci sono in genere sorprese durante il montaggio, tipo viti che mancano, perché in generale sono abbondanti di minuterie. Mentre bisogna stare attenti nel'assemblaggio delle elettronica (nulla da saldare) perché degli errori in questa fase raramente producono danni ma sicuramente producono lunghe ed estenuanti fasi di controllo e test per trovare gli errori. Una volta montata la stampante è poco trasportabile, ossia la puoi spostare da una stanza all'altra ma non è semplicissimo caricarla in macchina per fare un esempio. Questo perché i modelli da montare sono tutti senza mobiletto che li contiene, Questo oltre che renderle meno trasportabili richiede che siano posizionate in un punto in cui non ci siano correnti d'aria che possono rovinare il processo di stampa. Esiste un modello che orbita intorno ai 600 euro già montata col cabinet a singolo estrusore e da 700 a doppio estrusore, molto interessante, Però utilizza solo cartucce di filamento prodotte da loro e questo aumenta notevolmente il costo di stampa Come esempio un filamento Pla di qualità in genere costa sui 30/35 euro e pesa dai 750 grammi al chilo a seconda della marca/venditore. Il materiale per la stampante citata sopra costa sui 40 euro e pesa 600 grammi. E' vero che se fai poche stampa il materiale non è tanto influente. Con una bobina di materiale da 750 grammi ci stampi più o meno per 100 ore in stampa continua che sono tante. Se è una stampante in kit anche riuscire ad usarla in genere può richiedere un giorno o due di prove, Questo perché la stampa 3d non è come stampare una lettera, ci sono da imparare ad usare, )oltre il programma di modellazione che il tuo amico dovrebbe già conoscere o comunque non dovrebbe avere difficoltà ad apprendere), il programma di stampa che a prima vista richiede una infinità di regolazioni, Anche se quelle veramente fondamentali sono una decina. Se comperi una stampante in Kit loro ti vendono la stampante, mentre il soft di stampa te lo devi scaricare tu (Gratuito), Il fatto di dovertelo scaricare implica che i soft che scarichi non è configurato per la tua stampante e questo è in motivo per cui poi devi perdere un giorno o due per la configurazione. Ogni stampa di prova di un cubo di 10X10X10 mm richiede più di un ora tra riscaldamenti e tempo di stampa. In questo forum trovi già discussioni sulle configurazioni e un valido aiuto se lo chiedi. Il costo della stampante in genere non incide direttamente nel costo di stampa, ossia il pezzo finito costa uguale. ma più è precaria la stampante più è facile che debba buttare via la stampa. Come computer non ci sono problemi, qualsiasi computer che sia in condizioni di essere usato normalmente (ossia che non sia lentissimo) stampa benissimo. Inoltre quasi tutte le stampanti hanno la possibilità di stampare da scheda sd (altra caratteristiche che può essere molto utile) e quindi prepari il lavoro sul computer ma stampi da sd della stampante tenendoti il computer libero. Le stampe durano un sacco. Se per caso decidi per un acquisto in internet assicurati che parta dalla zona Euro o rischi di pagare 100/150 euro di dazio inaspettato. Io come vedi non ti propongo questa o quella stampante ma ti ho fornito un pò di istruzioni nella speranza che questo ti aiuti a conoscere questo mondo e a facilitarti nella tua scelta. Per la stampante 3d il tuo amico come la riceverà sarà molto contento, poi probabilmente ti odierà, per tornare ad 'amarti' quando riuscirà ad usarla
-
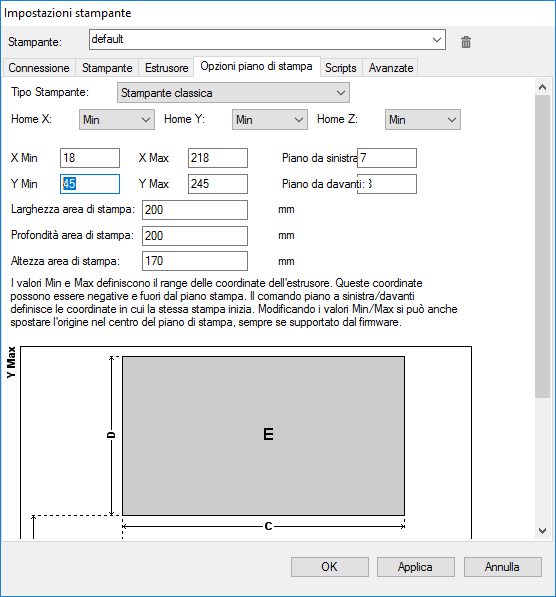
Scusa ma non ho capito che impostazione ti manca, nella mia foto le impostazioni di spiazzamento orizzontale e profondità sono 18 e 45 dove 18 è l'asse y ossia lo spiazzamento verso la profondità e 45 è lo spiazzamento verso destra. Questi sono i valori per la mia stampante, probabilmente non coincidono con la tua ma ci si dovrebbero avvicinare dato che sono Geeetech tutte due molto simili. Se il parametro che ti manca è un altro ti prego di spiegarmelo meglio.
-
RepRap motori che non funzionano
Alep ha risposto a SpritePk nella discussione Problemi generici o di qualità di stampa
Arrendersi mai , prova a coinvolgere Leouz che mi sa che ha un esperienza molto più vasta della mia, io a questo punto sinceramente non so cosa consigliarti -
HICTOP appena montata e accesa - Errore MAXTEMP
Alep ha risposto a desegno nella discussione Problemi generici o di qualità di stampa
Controlla il Baud Rate della connessione da Repetier, configurazione, impostazioni stampante, connessione che sia o 1152000 O 250000, in genere se la connessione funziona male è questo il problema -
HICTOP appena montata e accesa - Errore MAXTEMP
Alep ha risposto a desegno nella discussione Problemi generici o di qualità di stampa
Tanto per cultura generale parlo di Repetier ma credo che gli altri soft facciano più o meno lo stesso Quando lanci la stampa per prima cosa in genere si attiva il riscaldamento del piatto e quando il piatto arriva in temperatura (cosa che può richiedere anche più di 30 minuti per arrivare a 85 gradi) la stampante effettua un home, Ossia riporta la testina nella zona di riposo. Dopo di che inizia a scaldare l'estrusore, cosa che richiede un paio di minuti e come l'estrusore arriva supera di circa 5 gradi la temperatura lo stacca e quando questo scende alla temperatura di stampa inizia a stampare. In alcune varianti piatto ed estrusore vengono attivati assieme. Comunque prima di stampare deve effettuare un home. Se non riesce ad effettuare l'home ossia riportare a zero il piatto in tutti i tre assi la stampante non procede e resta all'infinito in attesa che gli switch di fine corsa segnalino l'evento di home. Puoi provare a muovere i motori sia dal comando manuale del display, che dal programma di stampa, In Repetier sezione controllo manuale i 3 tasti con le frecce muovono i notori ed il 4 a destra muove il filo. I tasti di stampa come muovi il mouse propongono diverse misura di spostamento, Finchè non sei pratico non andare oltre il cm per evitare di sforzare troppo i motori a fine corsa -
Mi sembra di capire che come stampa funzioni bene, Ossia che quando lo comandi manualmente coi comandi di spostamenti anche grandi funzioni bene e solo quando lo porti ad home non risponda.. Se la descrizione dettagliata del problema è questa molto probabilmente hai un problema o sui fili o sullo switch, Il circuito dell switch di fine corsa è normalmente chiuso e si apre solo quando premi lo switch, il tuo si comporta come se fosse sempre aperto. Lo switch ha tre contatti assicurati di aver collegato i due corretti ed assicurati che lato scheda i collegamenti siano corretti. Una prova per verificare il corretto funzionamento degli switch la puoi fare scrivendo il comando M119 nella riga di comando della sezione controllo manuale. e sotto nella riga di log (se non è attiva la puoi attivare da Mostra/Nascondi log) puoi vedere se gli switch sono aperti o chiusi. Fai questa prova lasciandoli prima liberi e poi tenendoli premuti.
-
Controlla che i cavi dello switch di fine corsa dell'asse x siano collegati bene e sopratutto che facciano contatto bene ( che non ballino sui contatti del microswith) poi coi motori spenti ( eventualmente anche spegnendo la stampante ) prova se il carrello scorre bene se no metti vasellina tecnica sugli assi di scorrimento meglio se su tutti anche per l'asse z. La vasellina tecnica la trovi in drogheria ma va bene anche la vaselina che trovi in farmacia costa solo di più. Non metterne una tonnellata ne basta pochissima. La centratura del piatto la devi fare dal soft di stampa, Se usi il Repetier ecco un esempio di regolazione per un piatto da 20X20 per fare il centraggio, x min y min x max y max le misure le devi rilevare dallo spiazzamento che hai nel tuo piatto.

-
Geeetech Prusa I3... qualcuno ce l'ha?
Alep ha risposto a Reacher nella discussione Problemi generici o di qualità di stampa
Premesso che è il primo settings.rcf che vedo in vita mia e mi farebbe curiosità sapere come lo hai generato , io ho guardato nel mio Repetier e non ho trovato nulla in merito. Tolto questo l'unica cosa anomala che vedo è in nozzleDiameter=0, Se è il diametro dell'ugello dell'estrusore palesemente c'è qualcosa che non va. Solo che se fosse lui non ti stamperebbe in alcun modo , solo spingendo a mano, mentre dalla ultima risposta tua mi sembra di capire che coi trucchetti qualcosa la ottieni. Il fatto che i materiali non sono tutti uguali è più che appurato, io sono diventato matto con un filamemento ASA della Fillamentum, c'è una discussione mia recente nella sezione materiali, ed è grazie a (o colpa di) quel filamento che adesso ho una buona esperienza sul trascinamento. Io di ugello ne ho 'fottuto' uno passando da ABS ad ASA. ma se spingendo a mano senza fare grossi sforzi non hai problemi dubito che sia lui il problema -
HICTOP appena montata e accesa - Errore MAXTEMP
Alep ha risposto a desegno nella discussione Problemi generici o di qualità di stampa
Cosa intendi per 'non riceve l'input di stampa del pc' ? Dal pc funziona il comando di riscaldamento? Ed i motori rispondono sollecitati singolarmente? Se sei più preciso forse riusciamo ad indirizzarti su cosa può non andare. -
Geeetech Prusa I3... qualcuno ce l'ha?
Alep ha risposto a Reacher nella discussione Problemi generici o di qualità di stampa
Prima cosa attento che spingendo il filo a mano in genere la struttura flette e l'ugello si avvicina la piatto di qualche decimo di millimetro falsando la regolazione dello home., Tornando al problema il materiale arriva con un buon percorso all'estrusore? Non è che ha troppi attriti nel rotolamento della bobina o curve troppo strette nel suo percorso? Prova un volta inserito il filo a sforzare leggermente verso l'alto la leva che usi per inserire il filo, in questo modo 'aiuti' la molla che comanda il rullo pressore a fare il suo lavoro. Non te lo consiglio, ma io lo ho fatto per un materiale particolarmente ostico, ho allungato un pò, tirandola, la molla del rullo pressore, solo di qualche millimetro per aumentargli la forza. Infine sei sicuro che la temperature sia corretta? Per il trascinamento puoi avere problemi sia se la temperatura è troppo bassa sia che sia troppo alta in quanto diventa troppo lungo il percorso in cui il materiale si trova nello stato fuso aumentando eccessivamente gli attriti da coesione. Un effetto analogo lo hai se ti si blocca la ventola dell'estrusore, per quello che nei post precedenti la abbiamo citata. Ultimissima cosa proprio per essere pignoli, visto che hai smontato l'estrusore ricordati che le alette del dissipatore vanno dal lato della ventola -
Geeetech Prusa I3... qualcuno ce l'ha?
Alep ha risposto a Reacher nella discussione Problemi generici o di qualità di stampa
Non sono un maestro ma solo uno che come te ci sbatte la testa sopra solo da più tempo. Per l'aria dal punto di vista ventilazione è lo stesso estrarre o immettere, io preferirei estrarre perché ho visto che immettendo nella mia stampante arrivano flussi di aria in zona estrusore e piatto che non desidero, però mettere la ventola al contrario vuol dire aver in vista le pale della ventola stessa, non sono in grado di fare ferite se toccate inavvertitamente ma le palette in genere si troncano all'istante quindi desiderio o no l'ho lasciata come di fabbrica -
Asa difficoltà con un filamento poco conosciuto (problema risolto)
Alep ha risposto a Alep nella discussione Materiali di stampa
Tanto per informazione sui problemi trovati con l'asa della Fillamentum. Dato che mi erano rimaste una bobina e mezzo buttarlo per buttarlo mi sono messo a fare prove e lavorando sul sistema di trascinamento, pulendo bene l'ingranaggio e spostandolo di qualche decimo di mm dato che ha dei segni di usura, assicurandomi che il leveraggio di pressione si muovesse davvero liberamente, rinforzando la molla di pressione riesco ad usarlo e su 6 stampe di 5 ore ognuna (ugello 0.40) non sto incontrando problemi . E un filo meccanicamente più duro e quindi l'ingranaggio fa più fatica a prenderlo, in cambio il pezzo che si ottiene è notevolmente molto robusto. Unica difficoltà ulteriore che ho avuto che non dipende dal trascinamento ma è che va bene partire col piatto caldo 85 gradi ma passato il primo layer sono dovuto scendere a 75 o il materiale si imbarca. Temperatura filo 255. Per inciso avevo scelto Fillamentum perchè ha un prezzo molto interessante. Adesso ho ordinato un blocco di trascinamento in alluminuo, tra un mesetto come arriva vediamo se funziona meglio