eaman
-
Numero contenuti
6.693 -
Iscritto
-
Ultima visita
-
Giorni Vinti
595
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di eaman
-
Ma se compri un pannello di plastica polionda e la tagli con il cutter e una riga? Non e' abbastanza hi tech? Puoi farci l'interno in foam, depron per tenerla termo isolata magari... Prova a farti un prototipo col cartone reciclato a gratis magari.
-

Stampante per prototipi funzionali (occasionalmente)
eaman ha risposto a l0v3byte nella discussione La mia prima stampante 3D
Mi verrebbe da nominare QIDI, che sono riscaldate e con Klipper, ormai abbastanza evolute: dovrebbero essere alla terza revisione. Non mi e' ben chiaro: lo sai che le corexy che hai nominato stampano anche sui 400mm/s? Ovviamente non per il TPU. Per quello che ne so io tra quelle che hai nominato nessuna e' paragonabile alla P1P o alla P1S, la BIQU poi e' addirittura una bed slinger... La P1P e' totalmente automatica, per quanto solo le A1 al momento hanno i sensori per la regolazione automatica del flusso. -
problemi calibrazione input shaping marlin su kingroon KP5L
eaman ha risposto a ale90 nella discussione Problemi generici o di qualità di stampa
I pad creality sono uno schifo, piuttosto un BTT pad 7. Pero' si', io ho preso una NP4 ritornata a 75e e quella mi guida altre 2 stampanti con klipper. -
problemi calibrazione input shaping marlin su kingroon KP5L
eaman ha risposto a ale90 nella discussione Problemi generici o di qualità di stampa
I parametri delle frequenze di IS sono propri della tua stampante, non dovresti usare dati di altri. Peraltro cambiano col tempo, a seconda dello stato di cinghie e giunture. Puoi mettere klipper anche su un PC o su una macchina virtuale, qualunque cosa su cui giri linux. Io avevo fatto un thread su Marlin e le vecchie stampanti, non so se lo hai visto e puo' esserti utile: -
problemi calibrazione input shaping marlin su kingroon KP5L
eaman ha risposto a ale90 nella discussione Problemi generici o di qualità di stampa
Ok allora il flow va' bene. Tira le cinghie e considera di comprane di nuove nel caso. Se i motori perdono passi guarda che sempre le cinghie non siano troppo tirate, gli eccentrici delle ruotine se le usi, poi guarda se puoi dare piu' energia ai motori. Se gia' non li hai compra dei dissipatori per i motori. Ora ci sta' di usare dei parametri un po' estremi per il test di IS, poi magari nell'uso normale stai piu' calmo, l'importante e' riuscire a vedere i patterns senza fare layer shifting o perdere passi. Puoi anche provare a modificare al volo la velocita' di stampa tanto per farti un'idea delle prestazioni che puoi riuscire a tenere, poi imposti i parametri nella stampa di calibrazione. ...lo so' e' una menata pazzesca calibrare Marlin, si fa molto prima con Klipper, tant'e' che se puoi vale la pena trovare le frequenze con klipper e poi metterle in Marlin. -
L'incisore laser... me lo faccio da me!
eaman ha risposto a Stringibulloni nella discussione Incisione e taglio laser
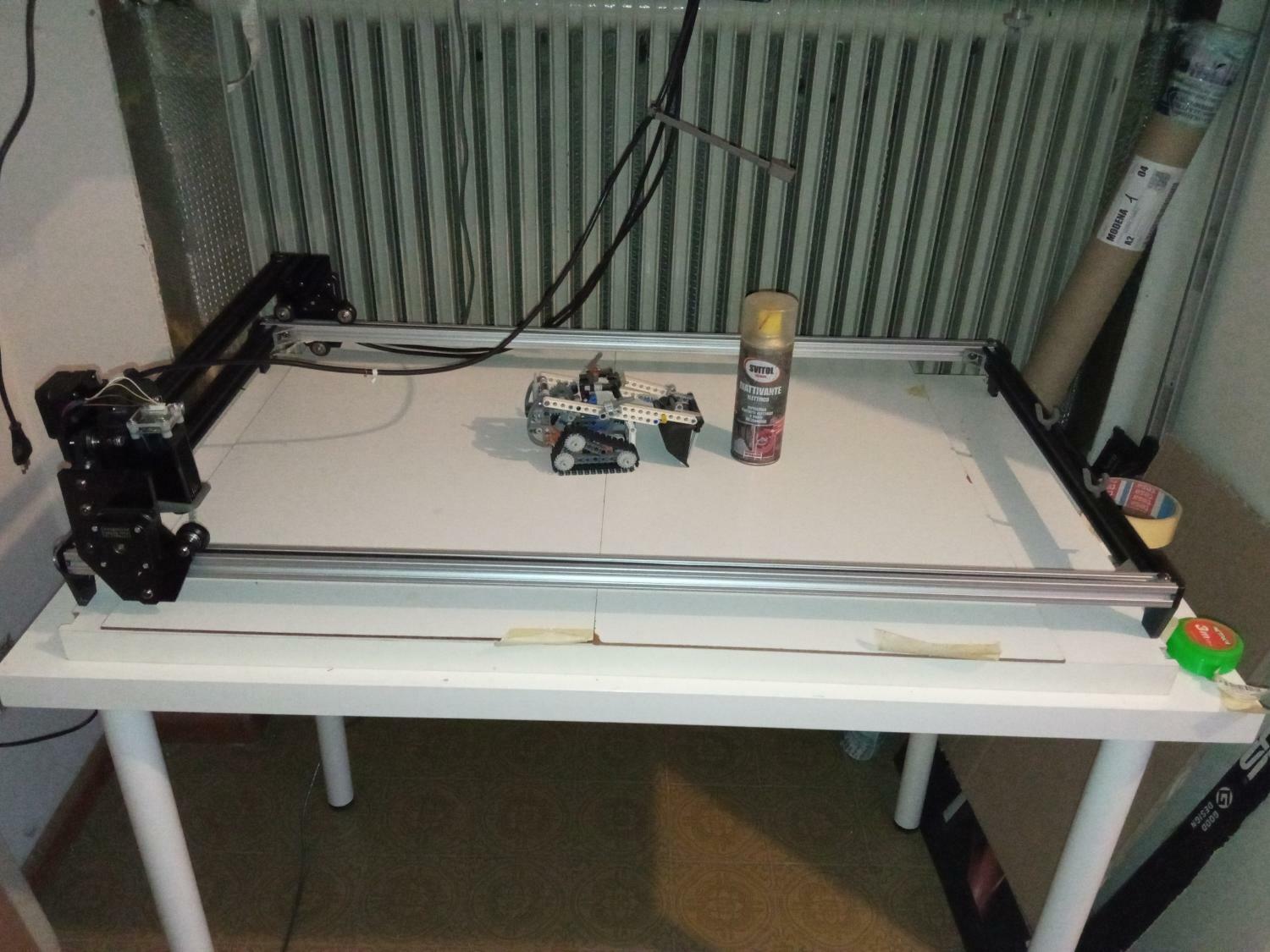
Io ho recuperato un vecchio pannello di legno compensato da 3-4cm da un'anta di un armadio e ci ho fissato sopra il telaio da 2020 messo in squadro, fidati che sta dritto😉 . Pero' quando serve posso spostarlo e appoggiarlo sul piano che devo incidere. -
problemi calibrazione input shaping marlin su kingroon KP5L
eaman ha risposto a ale90 nella discussione Problemi generici o di qualità di stampa
Avrai MINIMUM LAYER TIME troppo alto, mettilo tipo a 2 secondi, oppure il MAX FLOW. Guarda nell’anteprima dello slicer quale e' la velocita' massima effettiva, falla andare anche piu' veloce e con piu' accelerazione, se non ce la fai con il flow o il raffreddamento prova a usare una layer height piu bassa, l'importante e' andare veloci. -
Che difetto può essere?
eaman ha risposto a Alessio80 nella discussione Problemi generici o di qualità di stampa
Ma non puoi mettere qualcosa tra la catena e il pezzo? Tipo un pezzo di gomma da innaffiare a mo' di tendicatena. -
Altezza della stampa errata su Longer LK4 PRO
eaman ha risposto a carloa nella discussione Problemi generici o di qualità di stampa
Io guarderei anche gli eccentrici delle ruotine del gantry per vedere che non ci sia un sag clamoroso, che tu non abbia il gantry che si addormenta sul piatto... E gira le ruote, che se non lo hai mai fatto saranno appiattite sul lato in cui stanno in home. -
Causa dei rumori durante la stampa
eaman ha risposto a krashone nella discussione Problemi generici o di qualità di stampa
Be' se la hai usta per un tot e non hai mai messo il grasso nei cuscinetti e' normale che sia ridotta cosi' 😞 Piuttosto c'e' da sperare che non si siano segnate le barre oltre che distrutti i cuscinetti, magari basta un po' di polish / Sidol sulle barre e cambiare i cuscinetti. Intanto mettici il grasso e senti come va'. https://www.youtube.com/results?search_query=grease+on+3d+printer+bearinghs+prusa -
Mi sembra una buona idea, cerca una stampante simile di cui ci siano i profili ma tanto non e' che ci sia niente di particolare: si trattera' di mettere la dimensione giusta del piatto e andare a tentativi per la direzione dei motori degli assi e la posizione degli end-stop. Ok. Quale software?
-
Causa dei rumori durante la stampa
eaman ha risposto a krashone nella discussione Problemi generici o di qualità di stampa
Ma ha cominciato di colpa a fare 'sto casino o e' sempre stata cosi' rumorosa? L'hai montata tu? Ci hai messo il grasso? I motori sono surriscaldati? -
Non aver paura a smontare la roba e capire come funziona, avere ricambi in casa, avere almeno 2 stampanti.
-
Difetti su stampa
eaman ha risposto a Torque nella discussione Problemi generici o di qualità di stampa
Maggiore max flow -> stampi piu' veloce, alto, largo. -
problemi di adesione PLA LW
eaman ha risposto a fabrizio1961 nella discussione Problemi generici o di qualità di stampa
Dagli anche 0.3mm al primo layer height. -
L'incisore laser... me lo faccio da me!
eaman ha risposto a Stringibulloni nella discussione Incisione e taglio laser
Pero' ce ne sono varie oggi in offerta: https://www.twotrees3dofficial.com/collections/clearance Whoot c'e' pure la mia ma con il modulo da 5w a 65e: https://www.twotrees3dofficial.com/products/tt-50-diode-laser-engraver-twotrees -
Difetti su stampa
eaman ha risposto a Torque nella discussione Problemi generici o di qualità di stampa
Ma compra quello che c'e' e poi un pacco da 5-10 nozzle a random... Anzi meglio i nozzle prendili piu' lunghi, hi flow, tipo CHT clone. Oggi trovi nozzle praticamente di tutte le altezze pero' conta che c'e' da modificare le ventole del materiale e rifare lo zero per Z quando li prendi piu' lunghi. es dal piu' lungo a scendere: https://it.aliexpress.com/item/1005005823178206.html https://it.aliexpress.com/item/32915791987.html https://it.aliexpress.com/item/1005005583451107.html -
Sottoestrusione e angoli gobbi
eaman ha risposto a Alfaone78 nella discussione Problemi generici o di qualità di stampa
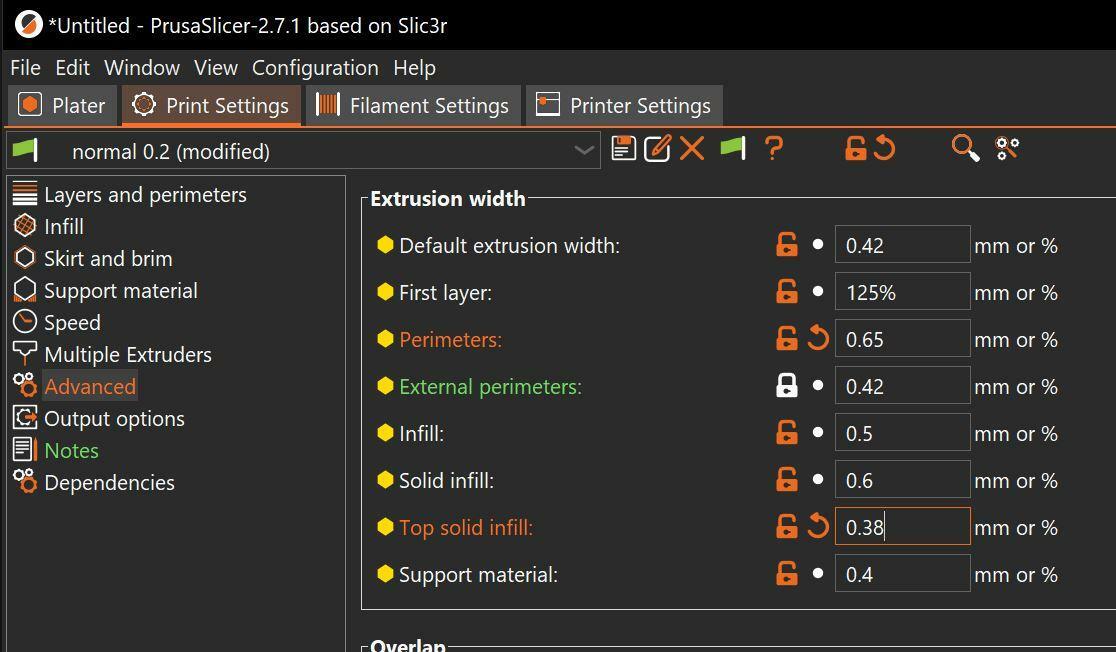
A stampare ancora piu' largo e soprattutto piu' alto, sempre che tu abbia abbastanza max flow. Puoi anche fare i perimetri interni a ~0.7mm e quelli esterni a 0.44mm se preferisci, io faccio il solid infill piu' largo: meno linee di separazione e piu' spiattellamento, maggiore temperatura. Il nozzle butta fuori poi e' il bordo piatto attorno al buco che spiattella -> contro i perimetri adiacenti e il layer inferiore. Fai un po' le tue considerazioni... Ma in genere direi che un nozzle da 0.4mm si considera max 0.75mm width x 0.25mm height.
-
L'incisore laser... me lo faccio da me!
eaman ha risposto a Stringibulloni nella discussione Incisione e taglio laser
Il bello e' che quella Totem delle volte e' andata in offerta a tipo 50e, io l'ho comprata a prezzo pieno: 104e. Con quel 2500ma che montava ci ho tagliato _piano_ per un anno o due anche 6mm di playwood.
-
problemi di adesione PLA LW
eaman ha risposto a fabrizio1961 nella discussione Problemi generici o di qualità di stampa
Ma il COMGROW sarebbe un PEI? -
L'incisore laser... me lo faccio da me!
eaman ha risposto a Stringibulloni nella discussione Incisione e taglio laser
-
Sottoestrusione e angoli gobbi
eaman ha risposto a Alfaone78 nella discussione Problemi generici o di qualità di stampa
https://ellis3dp.com/Print-Tuning-Guide/articles/pressure_linear_advance/pattern_method.html Poi se vuoi puoi fare una torre cubo proprio per vedere gli angoli. Con il nozzle da 0.4mm io estrudo fino a 0.7mm di line width in genere, tipo vasi o solid infill, ovviamente lo slicer fa i suoi conti per il materiale da fare uscire. -
Aggiornamento Firmware Creality
eaman ha risposto a Steve58 nella discussione Software di slicing, firmware e GCode
Ma che poi se e' un esadecimale per arduino / atmel e' Cura che lo deve gestire, non la scheda. Resta comunque un nome ingestibile, io poi non usando Cura non so neanche se e' affidabile la funzione di upload dei firmware su *arduino, si faccia sentire qualcuno che l'ha usato ai bei tempi... -
Difetti su stampa
eaman ha risposto a Torque nella discussione Problemi generici o di qualità di stampa
Identico o dello stesso tipo di quello che montavi se non vuoi andare a modificare il firmware. Puoi anche stare senza cappuccio in silicone per un po', pero' ordinane un altro in Cina che poi ti arriva... -
Guardati un video introduttivo per capire come funziona l'hotend, tipo: - i due pezzi di tubo sono probabilmente 2 pezzi di bowden che vanno dall'estrusore all'hotend, se sono bruciacchiati e' il momento di cambiarli. - il nozzle si puo' pulire se non e' danneggiato ma costa 50c... - potresti avere anche un detrito di filamento rimasto dentro all'estrusore, l'idea e' che senza il nozzle o smontando proprio l'estrusore riesci a vedere se spinge e dove si incastra.