

Alessandro Tassinari
-
Numero contenuti
1.540 -
Iscritto
-
Ultima visita
-
Giorni Vinti
37
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Risposte pubblicato da Alessandro Tassinari
-
-
Ciao a tutti!
Segnalo che a questo link sono disponibili tutte le cose da sapere sul corso di stampa 3D che partirà a inizio dicembre presso FabLab Modena!
http://www.fablabmodena.com/corsi/
Per maggiori info potete commentare direttamente questo post!
-
Ciao @Giorgio79 , benvenuto!
-
Oh, ciao @Rodrigoson6 , e benvenuto!

-
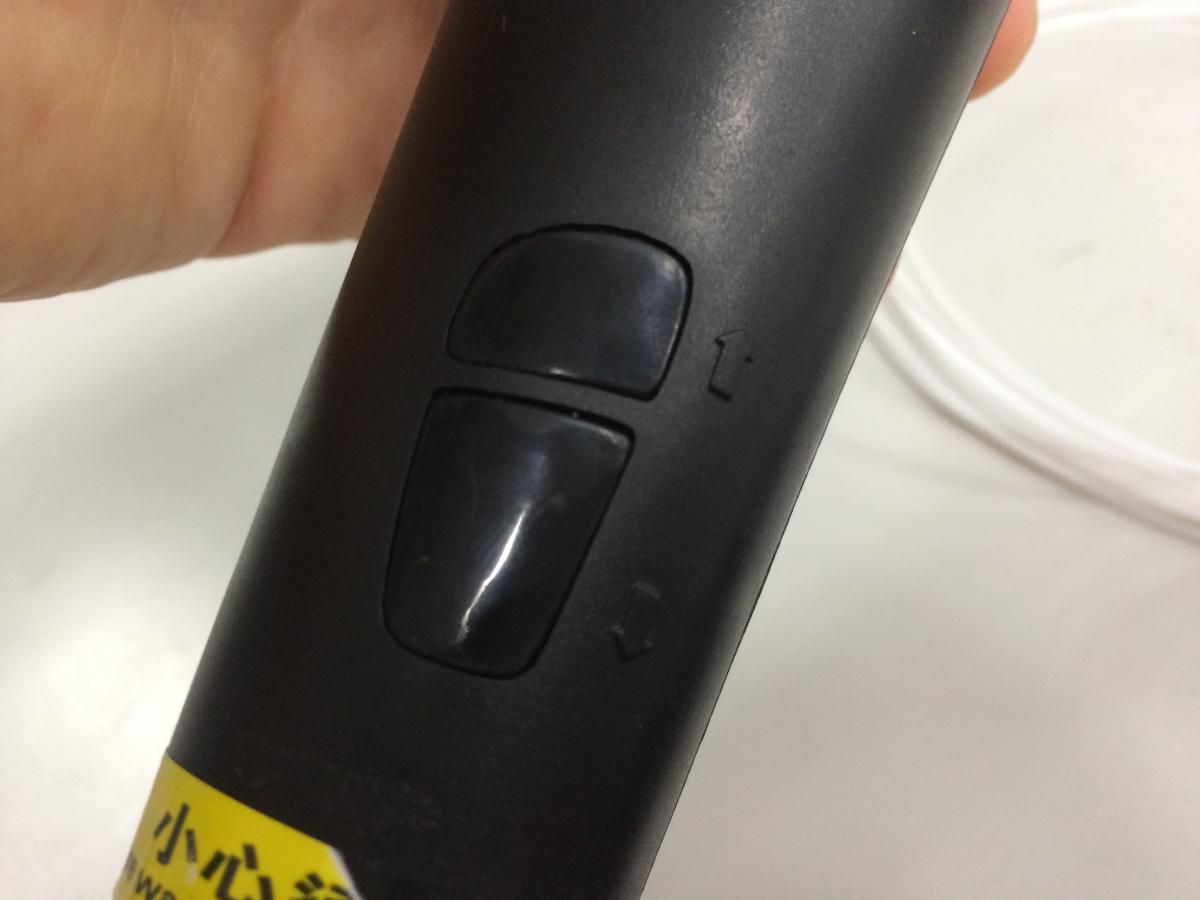
Oggi ho potuto provare per la prima volta una 3D printing pen! La penna è marcata Yaya e viene venduta al prezzo di 120$. E' leggera, molto plasticosa, le dimensioni del corpo sono molto generose e questo rende abbastanza difficile il primo approccio all'utilizzo. Sul corpo si trovano solamente due tasti: uno per estrudere il filamento e uno per ritirare il filamento (retraction). Sicuramente non è difficile capire come funziona. Il filamento estruso è da 1,75 mm.
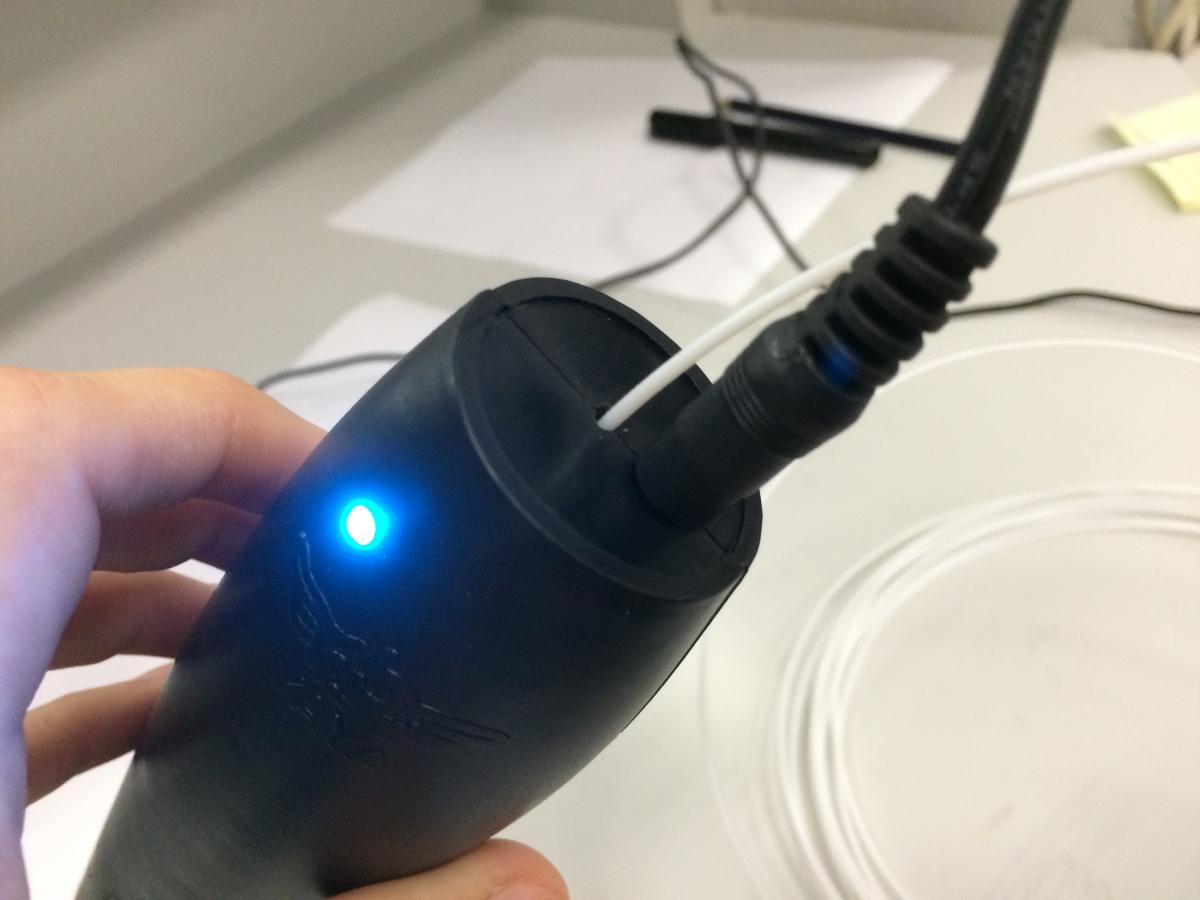
Usarla è semplicissimo: basta collegarla alla corrente elettrica con l'apposito cavo e inizia a scaldarsi, nel giro di 2 minuti sarà possibile iniziare a disegnare. Il cavo è molto corto, circa 1 metro di lunghezza, e non permette di muoversi molto lontano dalla presa elettrica. L'unica soluzione per allontanarsi dalla presa elettrica è attaccare una prolunga. Questo tornerà comodo se dovete disegnare stando in piedi con la presa elettrica a terra o se dovete muovervi.
La penna mi è stata presentata già pronta, fuori dalla sua scatola, con in un filamento inserito. Iniziando però a disegnare ho riscontrato il grosso problema che il filamento usciva troppo bruciato e frizzava. E' bastato un piccolo controllo per capire che questa 3D printing pen estrude solamente ABS e non PLA, come invece era stata preparata. Infatti, il PLA è estruso a temperature inferiori rispetto l'ABS, quindi per forza di cose mi dava problemi al momento di fuoriuscita dall'ugello in quanto questo era a temperature troppo elevate.
Sul sito c'è scritto che si possono usare entrambi i filamenti, io il PLA non sono riuscito a usarlo.
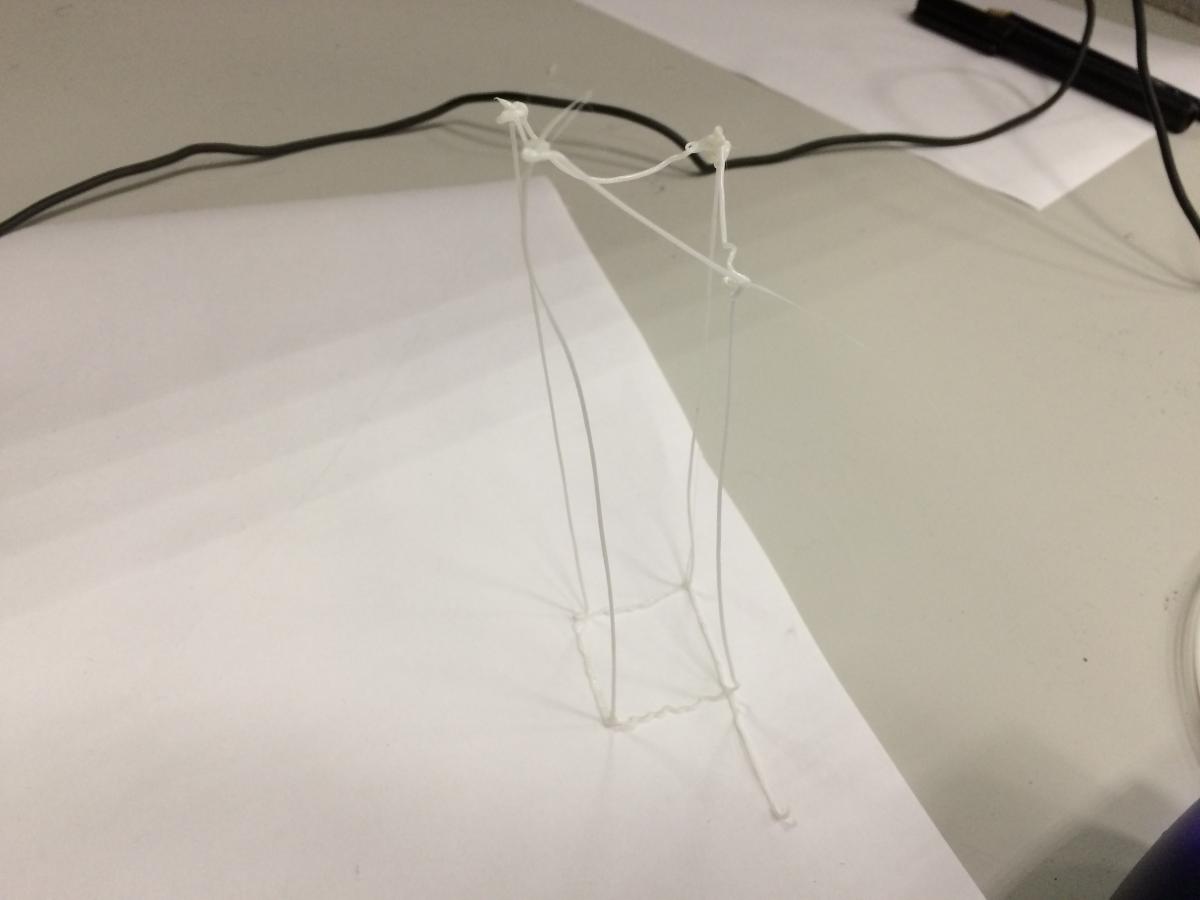
Una volta inserito il filamento di ABS ho iniziato a fare qualche prova. Ovviamente non sono stato in grado di fare cose fantastiche come si vede nei video promozionali di questi prodotti... mi sono limitato a fare un parallelepipedo e qualche altra prova con diversi colori (poco riuscite). La difficoltà sta soprattutto nel saper gestire il filamento; infatti, quando si estrude il filo e si vuole cambiare direzione o semplicemente si vuole concludere una riga, il filo continua ad uscire per qualche millimetro. Ho risolto in parte questo problema usando il tasto per la retraction qualche millimetro prima della conclusione del pezzo che stavo disegnando. Il problema in questa soluzione è che muovendo il dito da un tasto all'altro si muove involontariamente anche la penna. Il movimento è minimo, ma sposta comunque l'intera riga che si ha appena finito di disegnare, soprattutto se disegnata "per aria". Un'altra soluzione è quella di fermarsi e di stare fermi finché il filo non smette di uscire: se continuate a muovere la penna, il filo si allungherà seguendo il vostro movimento. In questo caso potrete però tagliare in un secondo momento il filo di troppo.
Altra difficoltà è far combaciare due pezzi per aria. Ad esempio, nel mio parallelepipedo qui sotto, è stato molto difficile concludere una riga verticale e partire con quella orizzontale nel punto preciso che volevo. L'ideale è muovere il modello e tenerlo sempre appoggiato al tavolo di lavoro, evitando il problema dei bridge che si presenta con qualsiasi stampante 3D.
Insomma, mi sono divertito per un'oretta con questo nuovo aggeggio. Credo che il suo vero potenziale stia nel disegnare direttamente sulle superfici o comunque con un supporto rigido sotto il filamento. I disegni per aria sono difficoltosi e necessitano di esperienza. Sono sicuro che prendendoci la mano e ingegnandosi un po' si possano fare cose interessanti, tenendo però sempre presenti i limiti che un oggetto del genere porta con sé, soprattutto nella precisione.
Qui trovate il sito ufficiale di Yaya.
-
Il cuscinetto di pressione sul filo è ok, è la prima cosa che abbiamo controllato perché ci aveva già dato problemi
-
Col PLA vai di piatto freddo (non scaldato) e una bella passata di lacca, per l'ABS il piatto riscaldato è d'obbligo, altrimenti si stacca e s'imbarca, 90°C vanno bene, niente lacca. Queste non sono impostazioni standard, quindi dovresti trovare tu la tua soluzione ottimale. La Galileo col piatto riscaldato non l'ho mai provata!
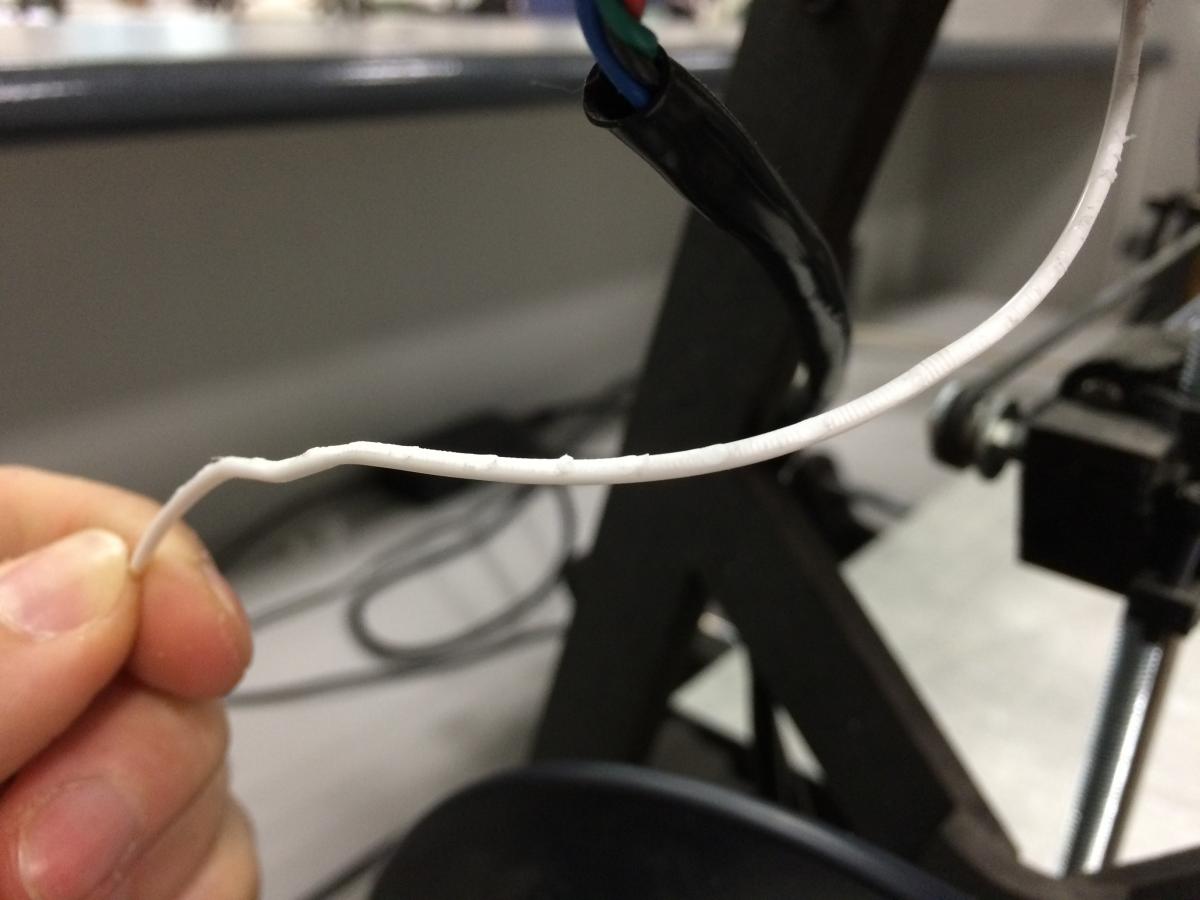
Vedo dalle tue foto che i dentini sembrano fusi: e se fosse proprio il piatto riscaldato a tenere troppo fluido il materiale quando viene depositato? (ipotizzo solo vedendo le foto)
-
 1
1
-
-
Solitamente l'ABS va benone tra i 220 e i 250°C.
Se vuoi usare l'ABS ti sconsiglio di usare l'infill al 100%, il rischio è che il ritiro del materiale durante l'asciugatura ti deformi l'oggetto (soprattutto i dentini del tuo modello).
Credo che potresti stamparlo tranquillamente in PLA, la precisione del materiale non cambia e visto che il ritiro del PLA è inferiore a quello dell'ABS il modello si deformerà molto meno (forse la deformazione sarà impercettibile)
-
Quality: · Layer Height=spessore materiale depositato, multipli di 0,04, nel range 0,08/0,36 · Shell thickness=spessore guscio oggetto 3D, multipli di 0,4, range 0,8-infinito Fill: · Bottom/top thickness=tappo superiore/inferiore, multiplo di 0,04 (ok: 10 volte Layer) · Fill density=per alleggerire le strutture piene (20%=nido d’ape, 100%=piena) Speed & Temp: · Print speed: 10 to 150 mm · Temp: PLA 216°, ABS 250°
Quality:
· Layer Height=altezza di ogni strato di materiale depositato. Solitamente si va da 0,1 a 0,3 mm. Considerato che usi una Galileo, vai tranquillo in questo range di altezza con step da 0,05 mm
· Shell thickness=spessore della parete. Se il tuo estrusore è da 0,4 mm (mi sembra di capire sia così), sali con multipli di 0,4 e usa un minimo di 0,8 per avere buona qualità
Fill:
· Bottom/top thickness=spessore chiusure inferiori e superiori. Solitamente uso multipli del layer height che ho scelto
· Fill density=quantità di riempimento. 100%= modello pieno. Se non serve un modello pieno, solitamente si mette sul 15%. Oltre al nido d'ape puoi usare l'infill rettilineo, è una tua scelta
Speed & Temp:
· Print speed: velocità dell'estrusore durante la stampa. Più è bassa, più l'estrusore sarà preciso nei movimenti e depositerà meglio il materiale.
· Temp: il PLA può essere estruso tranquillamente tra i 190 e i 210°C. 216 dovrebbe essere altino, prova a diminuire. Se vedi che il filamento si arriccia appena esce dall'ugello, significa che la temperatura è alta.
-
2
-
-
Chissà se funziona davvero così bene come viene mostrato nel video. Se sì, gran bella macchina!
-
@homer penso che tu abbia colpito in pieno. Già ieri avevo ipotizzato questo problema, ma non c'è stato modo di verificarlo.
Stampiamo PLA. Spingendolo esce bene. L'hotend è ok. Il filamento risulta ingrossato nella parte subito superiore. Se trovo il tempo faccio qualche prova a temperature inferiori
-
Ciao @Massy_AM e benvenuto! Immagino che ti divertirai molto con le tue stampantine
-
Ho aggiungo la scelta "Non possiedo una stampante 3D"
-
-
Anche io sono rimasto molto sorpreso dall'assistenza super veloce. Mi hanno ridato i soldi nel giro di 3 ore!
Per costruirla ci abbiamo messo un totale di 3 giorni completi. Era la prima volta che montavamo una macchina di questo tipo e a causa della mancanza della belt abbiamo perso diverse ore cercandola ovunque.
-
Rimango in attesa di nuovi modelli! Se la metti sul "cute" (come qualcuno ha commentato su Thingiverse) penso che andrai alla grande
-
1
-
-
In laboratorio stiamo riscontrando questo problema:
La Kentstrapper prende dentro il filamento, va bene per i primi 2-3 metri di filo e poi inizia letteralmente a mangiarsi il filamento, senza riuscire a tirarlo verso l'estrusore. Il problema si presenta sistematicamente, anche cambiando filo (PLA), quantità di materiale estruso, lanciando la stampa via SD o usando Repetier Host. Ho fatto diverse prove gestendo la stampante con Repetier Host, cambiando temperatura, velocità di stampa, ecc, ma il problema continua a presentarsi. Per ulteriore sicurezza ho smontato il corpo estrusore, andando quindi tirare fuori e a pulire manualmente ogni dentino che dovrebbe portare verso il basso il filamento, senza avere buoni risultati. L'estrusore è pulito, il piatto ben livellato (permette perfettamente l'uscita del filo). La stampante è ben settata.
Qualcuno riesce a risolvere questo mistero? Ci sta sfuggendo qualcosa? Per ora l'abbiamo messa da parte perché non abbiamo tempo per stare a fare altre prove o modifiche... se però qualcuno riesce a darci una soluzione fattibile potremmo provare a rimetterla in vita!
-
Bravo! E' molto simpatico
-
1
-
-
Finalmente posso tornare alla carica! Vi aggiorno:
la belt sono riuscito a recuperarla direttamente dalla casa madre: inizialmente avevo acquistato (sempre da loro) la belt nuova, avendo poche speranze di riuscire a farmela mandare in garanzia. Dopo aver effettuato l'acquisto, per un totale di una ventina di euro causa spedizione, ho scritto un'email segnalando la mancanza di questo pezzo. Nel giro di un'ora ho ricevuto risposta e, udite udite, si scusavano per l'errore, dovuto al fatto che impacchettano tutto a mano e che quindi può capitare che dimentichino qualche pezzo. Quindi, mi avrebbero inviato la nuova belt a costo zero. In più, vedendo che la Ormerod era una delle prime, mi hanno detto che avrebbero inviato anche una nuova scheda elettronica in quanto sapevano che le prime 200 avevano problemi e non partivano. Quindi, mi avrebbero inviato bel + elettronica nuova, completamente gratis. In più mi hanno annullato l'ordine della belt acquistata un'ora prima, ridandomi tutti i soldi spesi. Il giorno i pezzi onos tati spediti e nel giro di 3 giorni erano a casa mia.
Quindi, che dire, un servizio di assistenza impeccabile!!!
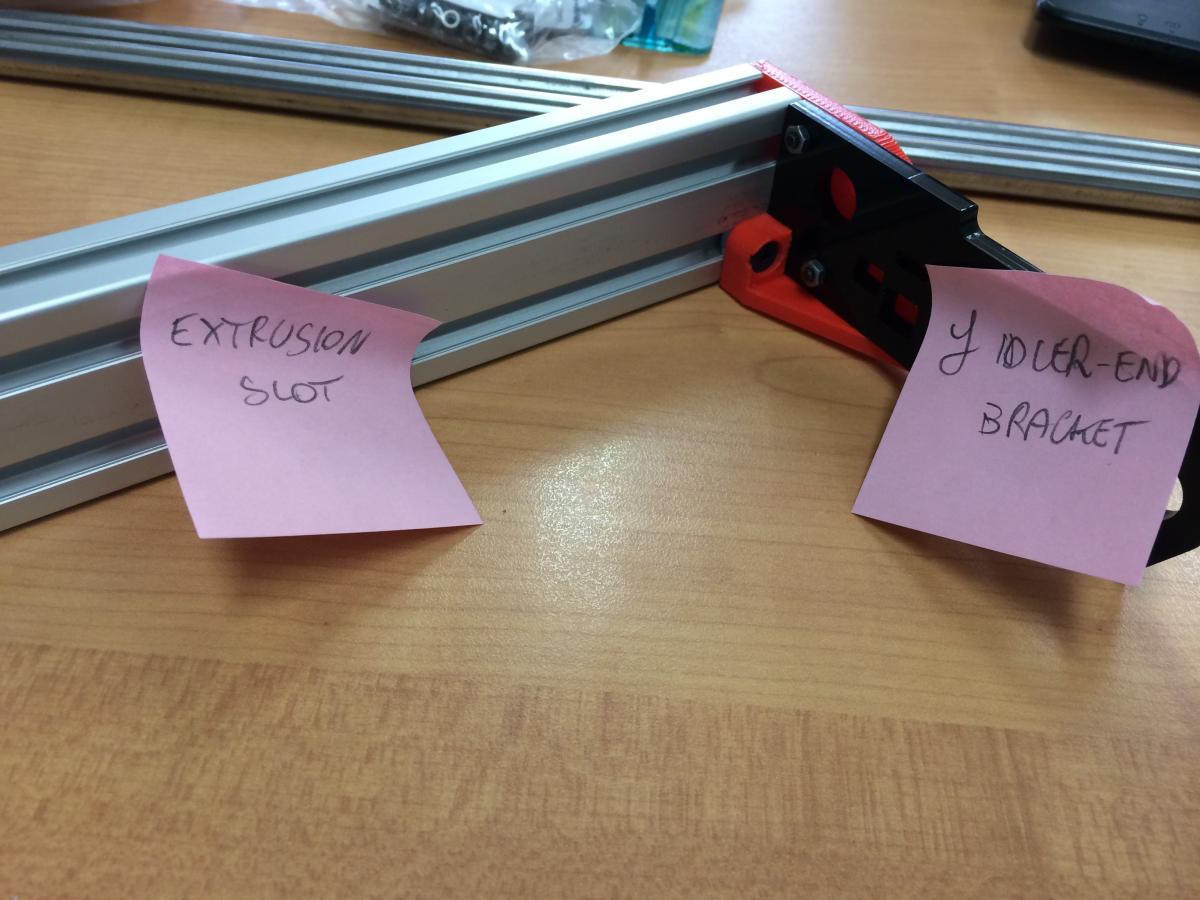
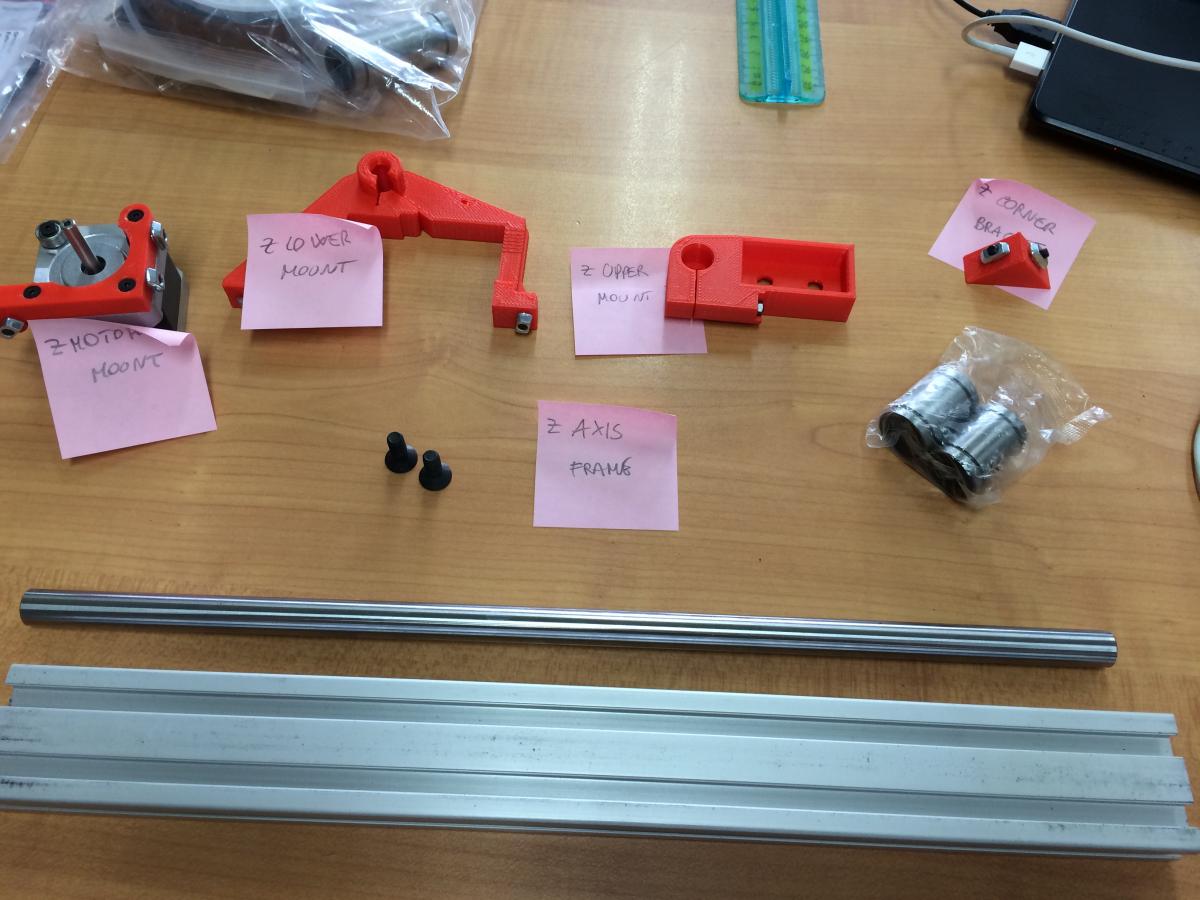
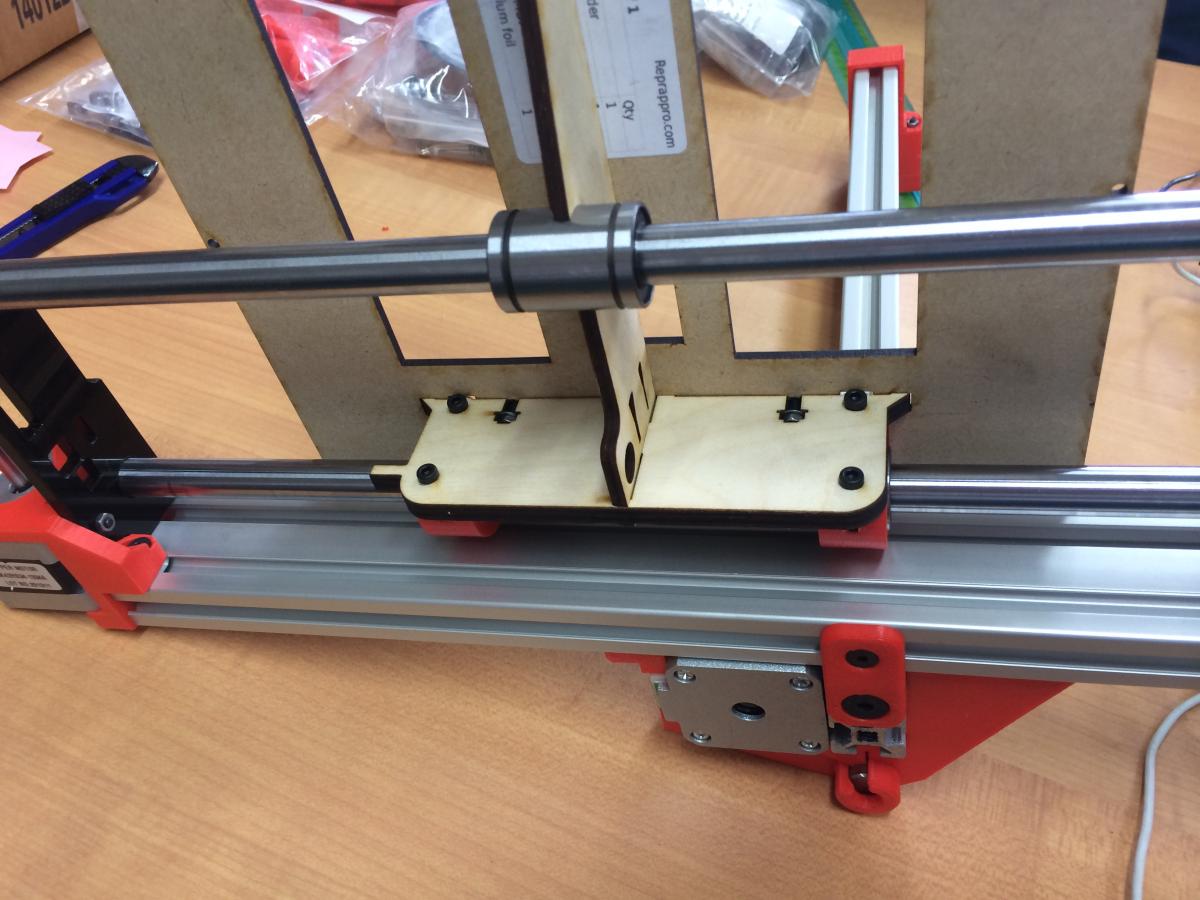
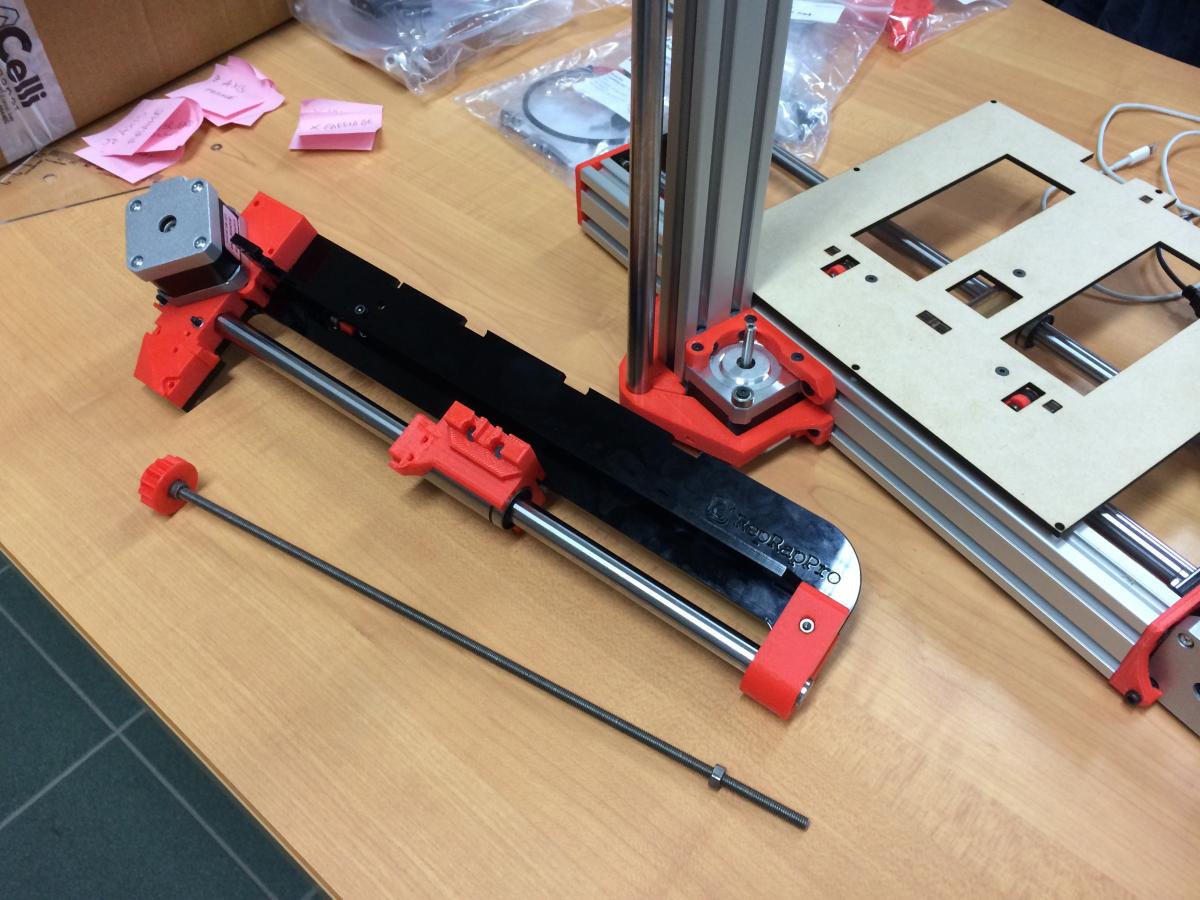
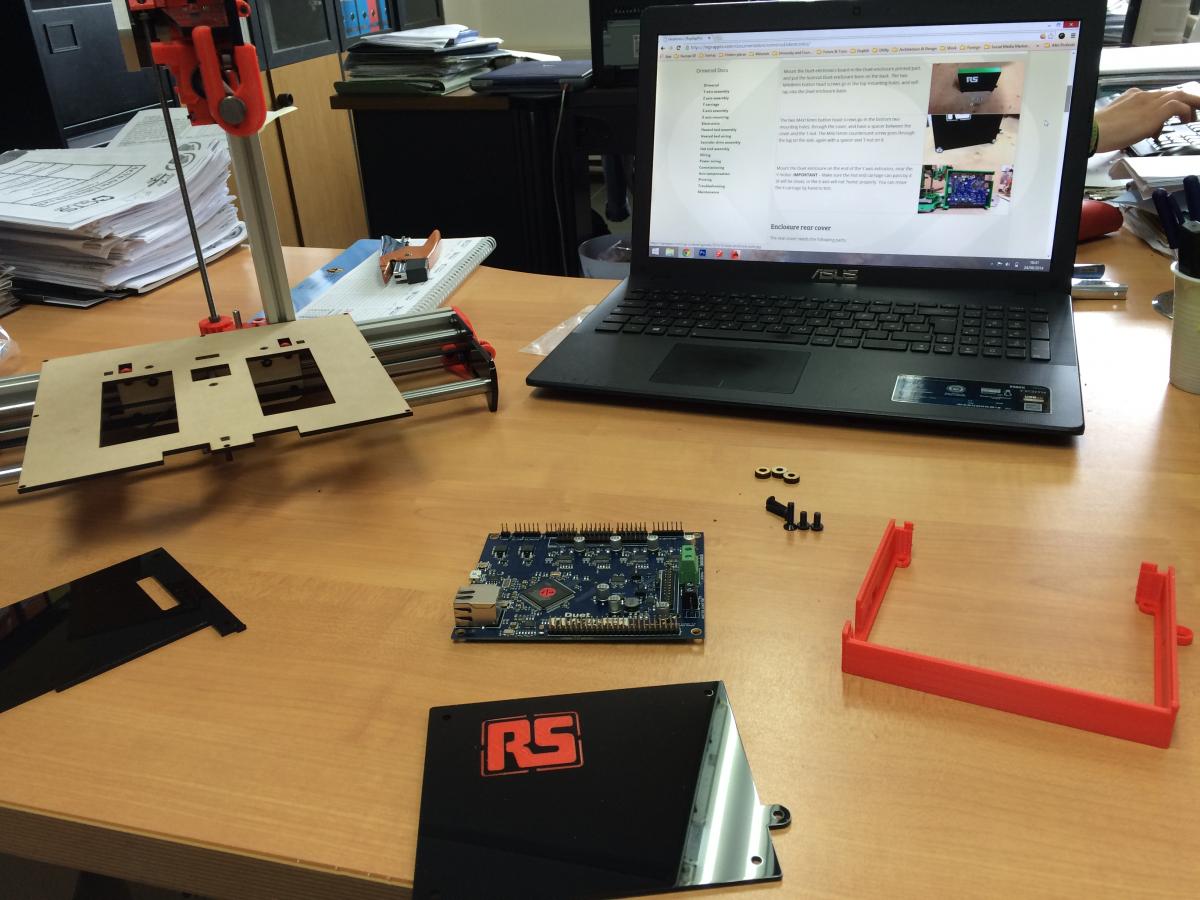
Arrivati i nuovi pezzi, abbiamo potuto ultimare la costruzione della nostra stampante. Allego qui sotto le foto scattate in ordine cronologico.Ecco quindi la nostra Ormerod, pronta per l'elettronica
-
@EnricoMMF non credo che avrò molto successo per quanto riguarda il suono... essendo tutta a pezzi perde tantissimo in qualità
E poi chissà cosa succede con l'incollaggio e la finitura...In ogni caso, quando la finirò, vi manderò un file audio con le sue prime note
-
Ciao @Dilan e benvenuto sul forum! Sicuramente troverai quello che cerchi
-
1
-
-
-
Il mistero avvolge le "descrizioni non disponibili"...
E l'ultima uscita da 50€...
-
-
Vi elenco le caratteristiche tecniche, direttamente dal sito Hachette. Almeno le avete sott'occhio
Stampante 3D derivata dal progetto RepRap
Dimensioni 350 x 350 x 330 mm
Volume di stampa 140 x 150 x 90 mm
Ugello da 0,4 mm
Velocità di stampa 33 cm3/h
Passo X 80 step/mm ; Y 80 step/mm ; Z 4000 stem/mm
Materiali PLA
Filamento 1,75 mm
Slot SD card
Sicuramente i tempi sono troppo lunghi per potersi godere una macchina di questo tipo (e il prezzo è alto per quello che ne salta fuori).
Io terrò d'occhio le uscite, magari uscirà un pezzo interessante da acquistare










Supporti per la stampa 3D: stampare oggetti con parti a sbalzo
in Notizie sulla stampa 3D
Inviato
View full post