Cubo
-
Numero contenuti
888 -
Iscritto
-
Ultima visita
-
Giorni Vinti
11
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Cubo
-
@Killrob preso, è da usare in ambiente ventilato questo asa, come l abs? Già che ci sono ti chiedo se anche il petg andrebbe usato in ambiente ventilato. Grazie mille
-

Evitare discesa di Z a motori spenti.
Cubo ha risposto a Cubo nella discussione Hardware e componenti
In futuro, se provo a convertirla a core xy e cambiare scheda, potrei buttarci dentro altri due motori e metterne 4 su z (e lasciare solo due aste guida "liscie") 🤔😅 Vabbè in attesa di altri suggerimenti mi limito a rilivellare il piano ogni volta che accendo la stampante (che ci mette un sacco perché prima lo scalda pure...). Le guarnizioni non saprei dove incollare sulle madre viti per fargli fare attrito. In alto non sono tenute da nulla mentre in basso c'è l accoppiatore col motore. -
Evitare discesa di Z a motori spenti.
Cubo ha risposto a Cubo nella discussione Hardware e componenti
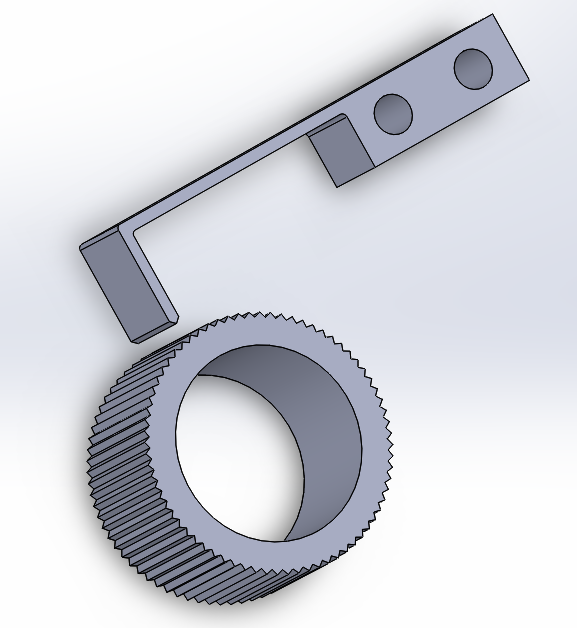
Forse sulla tua il piatto, essendo supportato da un lato solo, imprime più forza (che poi diventa attrito) sulla barra filettata di z (e soprattutto sulle guide ai lati). Da me essendo i supporti tutti simmetrici l'unico attrito è quello della forza peso sui filetti, non ci sono flessioni. Inoltre il piatto penso sia un po' più pesante (è da 350). Pensavo fossero andati a risparmio con le barre a due principi ma ora temo fosse stata una necessità tecnica 🤔 Ho pensato di fare una ruota dentata da mettere sui couplers ed una punta che va ad incunearsi sui denti (da attaccare al telaio). Così dovrei risolvere la discesa ma non il livellamento (i denti distano 5° e non so se posso stamparli più piccoli). Oppure potrei provare a mettere una molla molto più forte sui dadi anti backlash che ho installato (tra l'altro, anche quelle dovrebbero aiutare con l'attrito, ma le molle sono molto deboli, spingeranno un paio di etti...). Dite che si consumerebbero più in fretta i dadi in ottone con molta più spinta ? Ho messo parecchio lubrificante al ptfe... Ps. Ad essere precisi, il piatto se lo fermo e trattengo il respiro, resta anche fermo, ma basta un colpetto perché cominci a scendere da solo. Quindi è proprio al limite, forse basterebbe poco a stabilizzarlo.
-
Ho cambiato sulla mia Ender5-plus gli assi z a 2 principi con un paio a 4 principi. Essendo più "ripidi" (o meglio, avendo i motori meno vantaggio meccanico) ora a motori spenti, dopo aver lubricato gli assi, il piatto se ne scende da solo sotto il suo peso. Tolgo lo spray al ptfe e ci metto sabbia ? 😅 Scherzi a parte, è un problema "conosciuto" e ci sono, magari, soluzioni "comuni" ? E' abbastanza noioso, sia perché si scalibra il piano ogni volta, sia perché se arriva giù del tutto devo riportarlo su a mano un po' altrimenti, durante la calibrazione di z, quando si sposta verso il basso prima di salire, i motori vanno in stallo.
-
Mostrare steps/mm con cura o altro programma
Cubo ha risposto a Cubo nella discussione Software di slicing, firmware e GCode
Apposto, ho dovuto avviare repetier "come amministratore" altrimenti gli mancavano le autorizzazioni per accedere alla porta. Strano con cura non serviva. Ps. Mi resta una domanda: è normale che cura non mostri quello che la stampante risponde ai comandi che lo prevedono ? -
Mostrare steps/mm con cura o altro programma
Cubo ha pubblicato una discussione in Software di slicing, firmware e GCode
Vorrei vedere il valore di steps/mm per l'asse z. Ho collegato il pc alla stampante col cavo usb, aperto cura, mandato il comando M92 (e anche M503) alla stampante ma non mi esce niente. Più che altro mi pare non ci sia neanche lo "spazio" per vedere cosa risponde la stampante. Forse cura non lo prevede ? -
Dove lo prendi? (su Amazon vedo solo azzurro e grigio)
-
Si, pensavo solo alla comodità di non dover mettere i pesi durante l incollaggio
-
Interessante, chissà se c'è il modo di sfruttare a proprio vantaggio questa cosa 🤔 Tipo iniziare una stampa col primo layer ad altezza piena e l'altra col primo layer a metà altezza, in modo che si incastrino perfettamente livellati. Bisognerebbe però anche fare a metà altezza l ultimo strato del top di una delle due stampe. Non so quanto semplice sia da impostare.
-
Esatto, c'è il vinavil resistente all'acqua, quello con il tappo rosso scuro. Altrimenti puoi provare con la resina epossidica e del nastro in polietilene (o anche il nylon "da serra" ho visto che non si attacca alla resina epossidica). La colla ciano acrilica mi pare si attacchi anche sul polietilene invece (avevo provato tempo fa). Sul teflon non dovrebbe, ma auguri a trovarlo a prezzi umani 😐 Ps. Molto bello il paraurti, hai usato l'effetto ironing per le parti "liscie" ? Non pensavo venisse così bene se è quello.
-
Com'è da stampare l'asa ? In caso, che marca consigliereste di asa ? Ho visto che si va dai 25 ai 30 euro al kg su amazon. Per il petg, non l'ho ancora mai stampato. A casa ho già questa bobina di petg marca OVERTURE presa perché costava 15,63euro giusto per provarlo prima o poi.
-
Ah ok perfetto, spero non si insospettisca e me lo stampi male allora 😅 Domanda: meglio in pla (più rigido) o in petg (più resistente al calore)... O addirittura abs? O altro?
-
Domanda che credo tradisca la mia stupidità: Ma poi come lo monto ? Non vedo nemmeno dei fori per delle viti di fissaggio 🤨
-
Il taglio termico "ottimale" dipende davvero dal materiale ? Se si, in che modo ?
Cubo ha risposto a Cubo nella discussione Problemi generici o di qualità di stampa
Si, ho visto un altro video dove parlano di analisi dei dati per poi prevedere in anticipo eventuali problemi di stampa... Tutte cose futuribili. Mi ero insospettito perché avevo cercato apposta il miglior hot end per taglio termico (pare sia il dragon st) e se poi veniva fuori che non andava bene perché era fatto "troppo bene" sarebbe stata una fregatura 😅 La cosa del taglio termico credo sia buttata lì un po' a caso come giustificazione. Di sicuro mi verrebbe da dire che non cambia niente come resistenza del materiale, il dubbio ce lo avevo sulla facilità di stampa ma non credo sia una cosa reale. Se alcuni materiali dessero (per dire) meno problemi di intasamento con una curva di riscaldamento più dolce, lo si saprebbe e si consiglierebbe di ridurre per esempio la ventola di dissipazione ma cose così non ne ho viste. -
Il taglio termico "ottimale" dipende davvero dal materiale ? Se si, in che modo ?
Cubo ha pubblicato una discussione in Problemi generici o di qualità di stampa
Ho recentemente visto per caso il capo di Prusa che parlava della nuova prusa xl e diceva più o meno così: "è equipaggiata con due termistori, uno per la temperatura dell'estrusore ed uno per il taglio termico perché abbiamo visto che alcuni materiali preferiscono tagli termici differenti" Ero convinto che il taglio termico fosse tanto migliore quanto più rapido, però pare ci siano almeno delle eccezioni. Qualcuno ne sa qualcosa ? 🤔 Ps. VIDEO dove parla dei due termistori, minuto 4:19 -
Il clone è questo: https://www.amazon.it/gp/product/B09BC64R3K/ref=ox_sc_saved_image_1?smid=A10VBRF4ODUPOC&psc=1 Sembra davvero identico e costa 30 euro in meno dell'originale. Vorrei prenderlo per vedere se risolvo dei problemi di estrusione della mia ender 5 plus. Inoltre l'eccellente taglio termico dovrebbe aiutarmi in futuro qualora volessi stampare materiali più "difficili" tipo abs o tpu, credo. Grazie in anticipo !
-
Se qualcuno cerca le aste trapezie a 4 principi per la Ender 5 plus (o qualsiasi altra stampante che necessita di aste da mezzo metro) ho trovato questa da un metro ad un ottimo prezzo (due da 500 costano minimo il doppio): https://www.amazon.it/gp/product/B085VMKPWB/ref=ppx_yo_dt_b_asin_title_o00_s00?ie=UTF8&psc=1
-
Ho preso anche io i dadi anti backlash ma non si avvitano sulle mie barre. I dadi hanno 4 filetti e le mie barre 2 soltanto (ender 5 plus). Si trovano dadi anti backlash per le aste come le mie? Io ho solo trovato dadi "t8" che credo indichino viti trapezie. Oppure mi consigliate di cambiare le aste? Sono meglio quelle trapezie (o come si chiamano)? Si trovano in ferramenta per caso? (mi servirebbero da 50cm e su internet i prezzi sono proibitivi).
-
Questa è sotto estrusione secondo voi?
Cubo ha risposto a Cubo nella discussione Problemi generici o di qualità di stampa
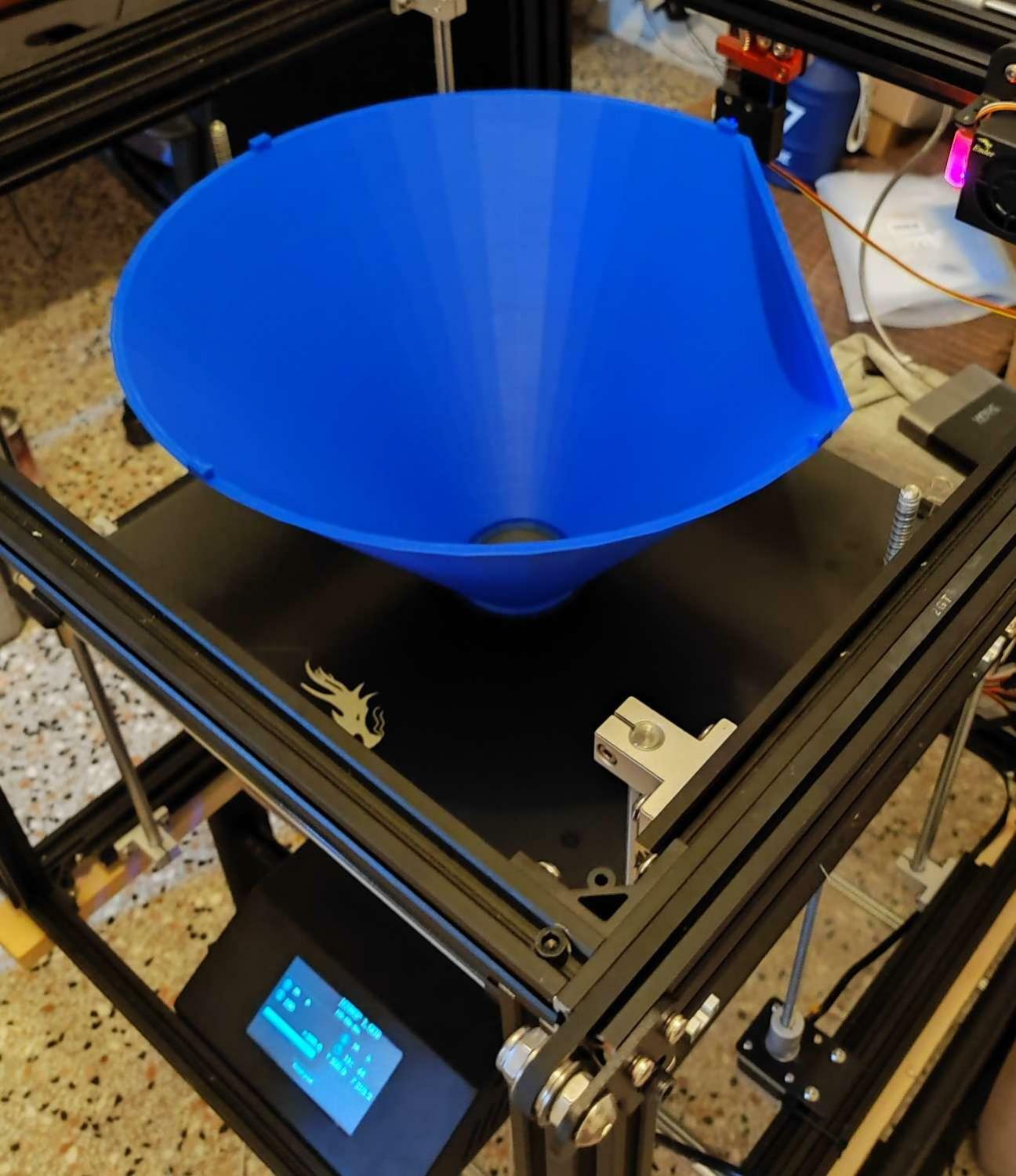
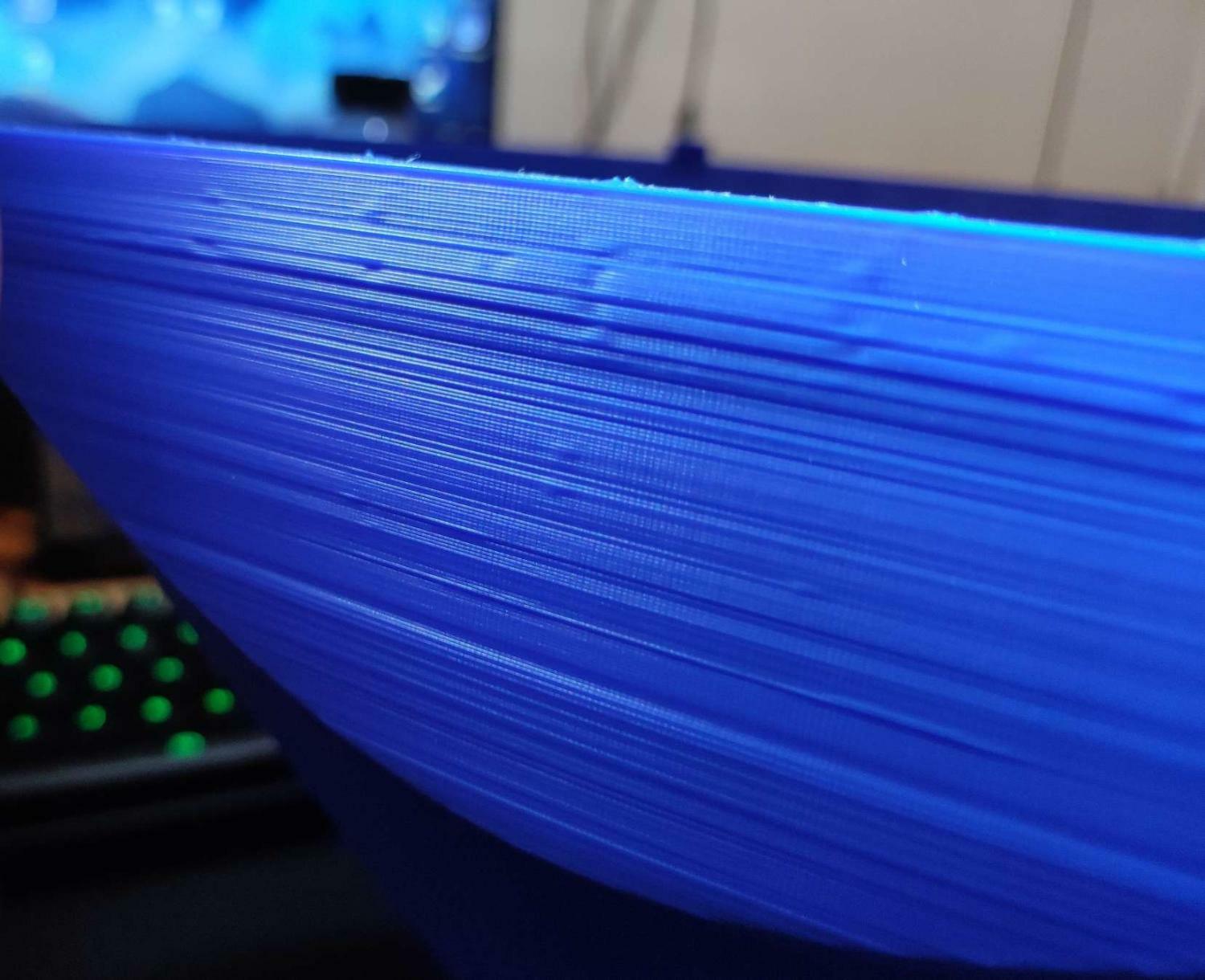
Altro aggiornamento: ho stampato un enorme cono (34cm diametro) a 80mm/s con le facce esterne a 50mm/s. Nessun difetto tranne che sulla parte dritta: Questa volta sono sia verso fuori che verso dentro e sembrano allineati su 4 colonne. Il passo delle colonne è 19-21mm mentre le ruote dei carrelli hanno passo 75mm (diametro 24mm). Il passo delle ruote dentate delle pulegge dovrebbe invece fare 40mm che sarebbe il doppio di quello delle colonne ma questo ha poco senso (sarebbe stato più logico il contrario semmai...).
-
Brim su cono rovesciato crea bug in cura
Cubo ha pubblicato una discussione in Software di slicing, firmware e GCode
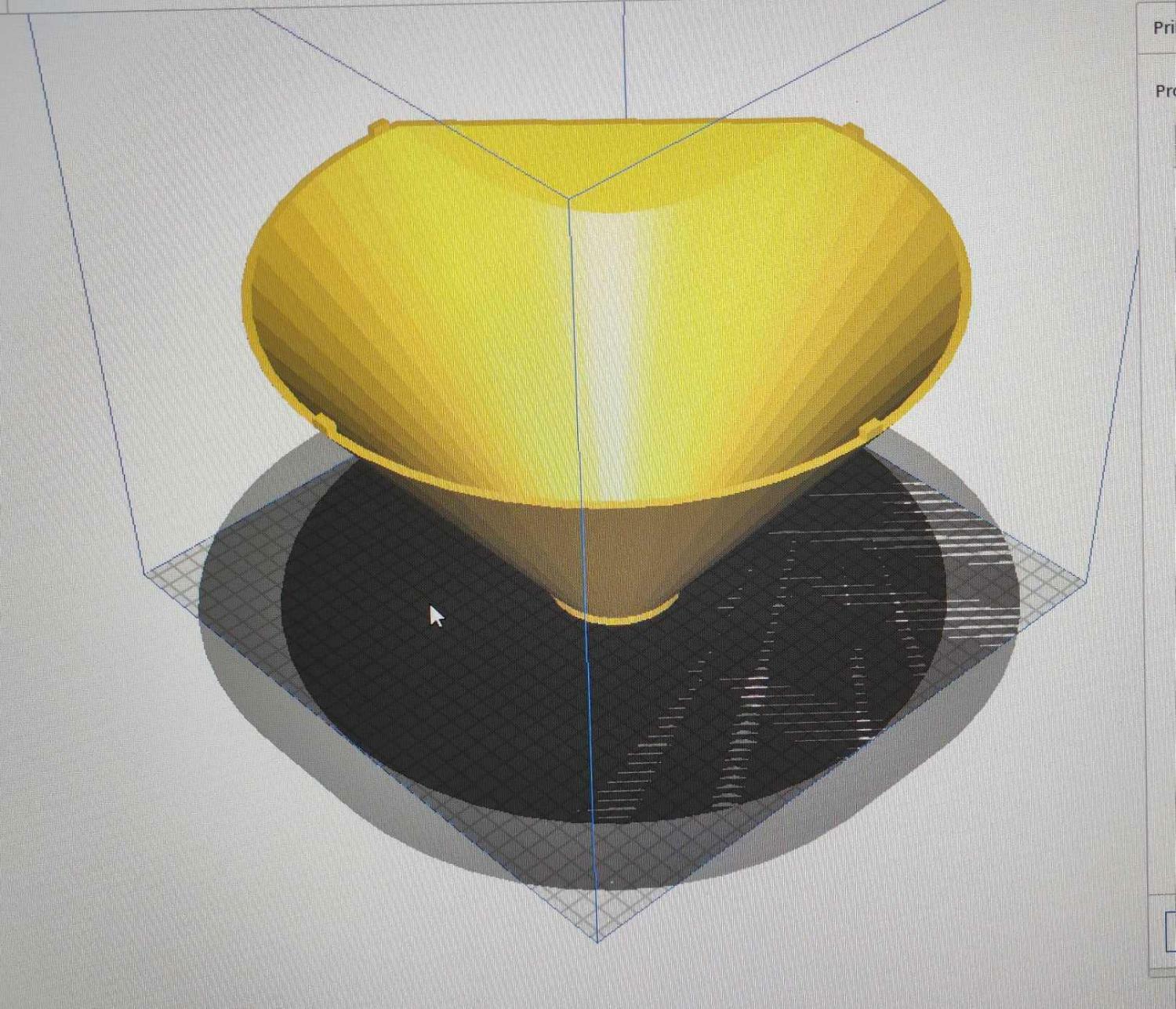
Salve a tutti, volevo stampare questo: Come si vede è molto vicino ai limiti del volume di stampa. Se provo a metterci un brim mi lascia farlo largo al massimo 5 righe, oltre mi da un errore (che sarei fuori dai limiti di stampa in sostenza). Il bello è che poi lo mette giusto, cioè soltanto attorno alla superficie in appoggio sotto però è come se calcolasse i limiti di stampa partendo dalla circonferenza più grande in alto ed aggiungendoci lo spessore del brim (che non ha senso). È un bug di cura immagino, giusto? Oppure magari ci sono impostazioni che non conosco? Vi è mai capitato? Se serve posso condividervi anche il file stl ovviamente.
-
Questa è sotto estrusione secondo voi?
Cubo ha risposto a Cubo nella discussione Problemi generici o di qualità di stampa
Piccolo aggiornamento, sto provando a stampare sempre lo stesso vaso con il nozzle del volcano come mostravano nel video. Il problema non si è risolto. Già a 45mm/s si vedevano difetti, a 60 sarebbe stato come prima. Quindi non credo sia un problema di flusso. Mi è venuto un dubbio: mentre stampava ho provato a premere verso il basso una delle due staffe che si attaccano sulle aste filettate di z, il piano è sceso un po' e l'estrusore ha fatto una pallina, proprio come quelle che mi tormentano. Preciso che era durante il primo layer con l'ugello forse troppo basso e un bel po' di pressione in camera di estrusione, però vorrei comunque provare a mettere le viti anti backlash. Per farla breve: sono meglio le viti anti backlash in plastica (teflon?) o in ottone ? Quelle in plastica costano paradossalmente di più 🤔 Avevo visto queste. -
Questa è sotto estrusione secondo voi?
Cubo ha risposto a Cubo nella discussione Problemi generici o di qualità di stampa
Alla fine faceva più vento quella originale da 40x10 😅 quindi lho lasciata. A quanto pare quelle che ho preso hanno 1,44w mentre quella originale dovrebbe essere da 2,4w (c'è scritto 0,1A a 24v...). Non pensavo fosse già così potente. -
Questa è sotto estrusione secondo voi?
Cubo ha risposto a Cubo nella discussione Problemi generici o di qualità di stampa
Si ho una 40x10. Ho preso queste 40 x 20 oeri: https://amzn.eu/d/1aLft1L Dovrebbero starci e muovere un bel po' di aria in più (se gli 1,44w sono veritieri). -
Questa è sotto estrusione secondo voi?
Cubo ha risposto a Cubo nella discussione Problemi generici o di qualità di stampa
Allora seguo il tuo consiglio e prenderei questa. Un dubbio: la ventola è pwm, però se mi ricordo bene, collegandola con solo l'alimentazione, dovrebbe girare al 100%. Qualcuno può confermare ? EDIT: Ho visto un video dove mettono una ventola da 24v. Non credo la noctua ne faccia da 24v così piccole 🤔 -
Questa è sotto estrusione secondo voi?
Cubo ha risposto a Cubo nella discussione Problemi generici o di qualità di stampa
Ok ho capito definitivamente da cosa dipendeva: Pensavo di stringere il nozzle in battuta sul tubo di teflon ed in realtà lo stringevo su quel pezzo di pla 😑 Ora ho messo davvero in battuta il teflon sul nozzle ed ho stretto quest'ultimo du un altro giro in modo che stesse bene pressato. La situazione è molto migliorata ma si vede ancora qualcosina Ho anche provato a togliere il tubo di teflon col nozzle a 200 gradi e filamento inserito (ventola ovviamente accesa). Il pla si è diviso proprio alla fine del tubo e la parte appena dentro il tubo sembrava fosse sciolta, cosa che credo non dovrebbe accadere. Inoltre, sebbene non in modo così estremo, è dall'inizio che noto che il pla tende ad infilarsi tra nozzle e teflon e pure ad infilarsi nei filetti del nozzle, anche andando bene in battuta 🤔 Insomma credo che il mio hot end originale abbia un pessimo taglio termico (cosa prevedibile probabilmente) che mi crea problemi di estrusione. Cosa posso fare? Provo a stampare a 190? Mi sa che è freddo. Io sarei tentato di cambiarlo, per me ne varrebbe la pena se scomparissero del tutto quei difetti di estrusione irregolare. Voi che ne pensate? Grazie ancora a tutti per i consigli, scusate se vi ho fatto un po' perdere tempo dietro a questa cavolata 😅