dnasini
-
Numero contenuti
4.517 -
Iscritto
-
Ultima visita
-
Giorni Vinti
179
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di dnasini
-

Sapete dirmi come si chiama questo connettore?
dnasini ha risposto a dnasini nella discussione Hardware e componenti
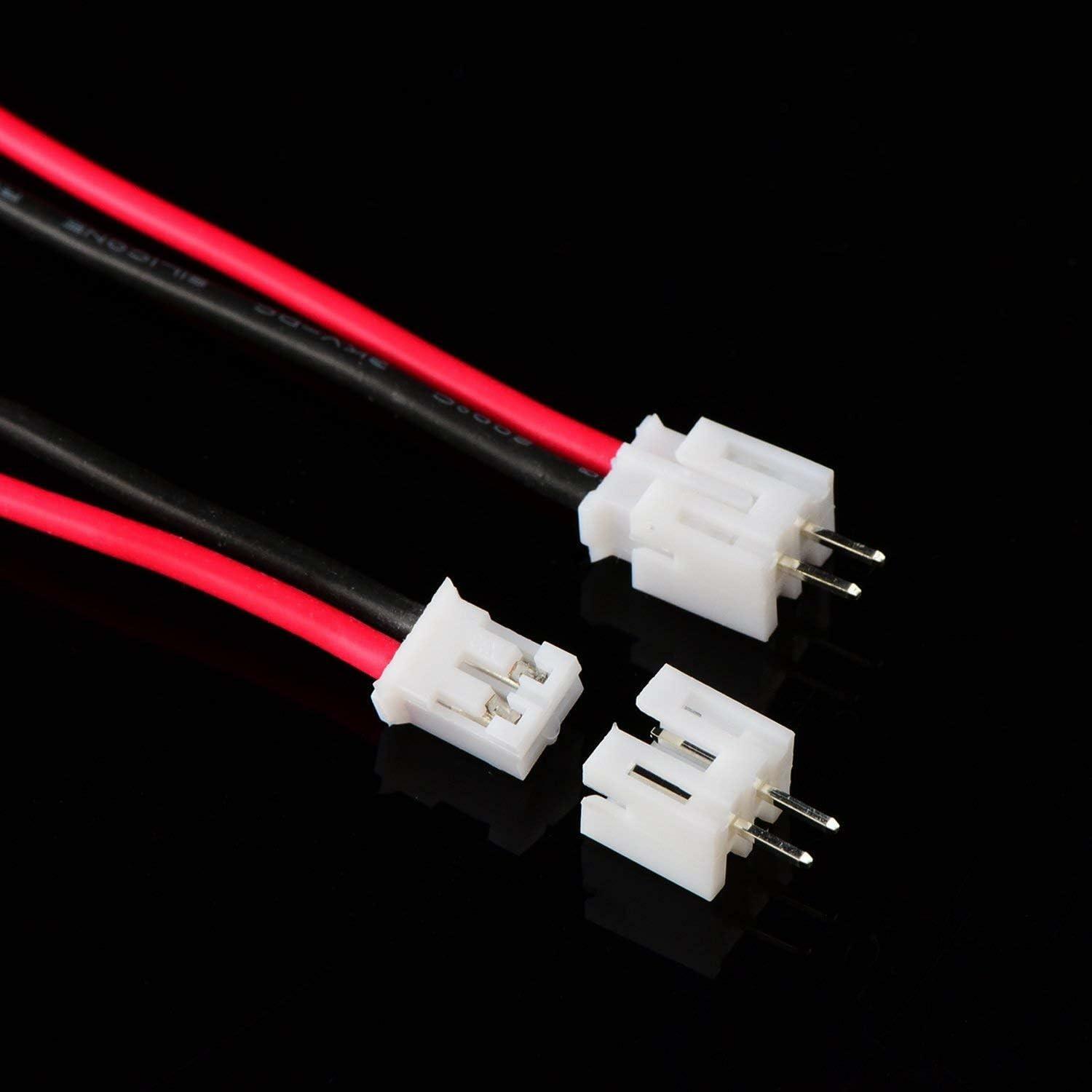
nn ho intenzione di saldare nulla, e' quello che vorrei appunto evitare. Le foto erano solo x mostrare il tipo di connettere. Io li ho spare e li avrei crimpati, cosi' il lavoro lo faccevo una volta sola e poi le eventuali sostituzioni future sarebbero state piu' veloci. Per le correnti avevo lo stesso timore e per questo ho chiesto, x il termistore nn mi preoccupa ma la cartuccia e' molto piu' delicata. Mi sa che mi compero i JST SM suggeriti da @Cubo che sono gli stessi che attualmente sono montati e cosi' mi tolgo il pensiero -
Sapete dirmi come si chiama questo connettore?
dnasini ha risposto a dnasini nella discussione Hardware e componenti
Secondo voi connettori JST 2 come questi Possono essere usati in modo sicuro per giuntare i cavi del blocchetto riscaldante? Per intenderci cavi come questi con cartucce da 40W/50W L'idea e' quella di non dover smontare tutto il cablaggio dall'hotend fino alla MB x sostituire il termistore o la cartuccia riscaldante, ma limitarsi a srotolare una parte della calza e provvedere alla sostituzione in modo veloce
-
Righe tratteggiate e fragilità
dnasini ha risposto a kar120c nella discussione Problemi generici o di qualità di stampa
mmm a me sembra che ti manderanno solo motore ed ingranaggio, l'estrusore riutilizzi il tuo. In tutta onesta', io prenderei l'estrusore suggerito da @Cubo, io n eho due (uno x ogni stamapnte) e mi trovo piu' che bene. Inoltre, la versione 2.1 che e' l'ultima che ho preso, ha gli ingranaggi spingifilo che oppongono meno attrito. Il costo e' pressoche' l ostesso quindi li puoi vedere tu -
Dopo il cambio FEP non me ne riesce una
dnasini ha risposto a claryxxa nella discussione Problemi generici o di qualità di stampa
Ciao, la prima cosa che mi viene da chiedere e': quando hai rimontato il FEP era perfettamente teso? questa e' una condizione fondamentale perche' il FEP deve essere una pellicola perfettamente neutra all'atttraversamento della luce. Se e' "molle" puo' piegarsi e deformare la luce che non polimerizza correttamente la resina e da qui i problemi -
Oggetti stampati fragili
dnasini ha risposto a Domenico Marchese nella discussione Problemi generici o di qualità di stampa
Tornando alla temperatura, mi sembra di capire che tu hai impostato arbitrariamente 200C come temp per il PLA. Come hai potuto sperimentare sulla tua pelle, variando la temperatura a poco a poco, hai notato miglioramenti / peggioramenti del risultato che ti hanno portato ad identificare la miglio temperatura Questo e' infatti il modo corretto di identificare la temperatura e si chiama TempTower. La devi fare per ogni filamento "nuovo" che utilizzi. Tendenzialmente se della stessa marca puoi farla una sola volta per tipologia di materiale, anche se potresti notare delle differenze nella stessa marca a seconda del colore -
Sapete dirmi come si chiama questo connettore?
dnasini ha risposto a dnasini nella discussione Hardware e componenti
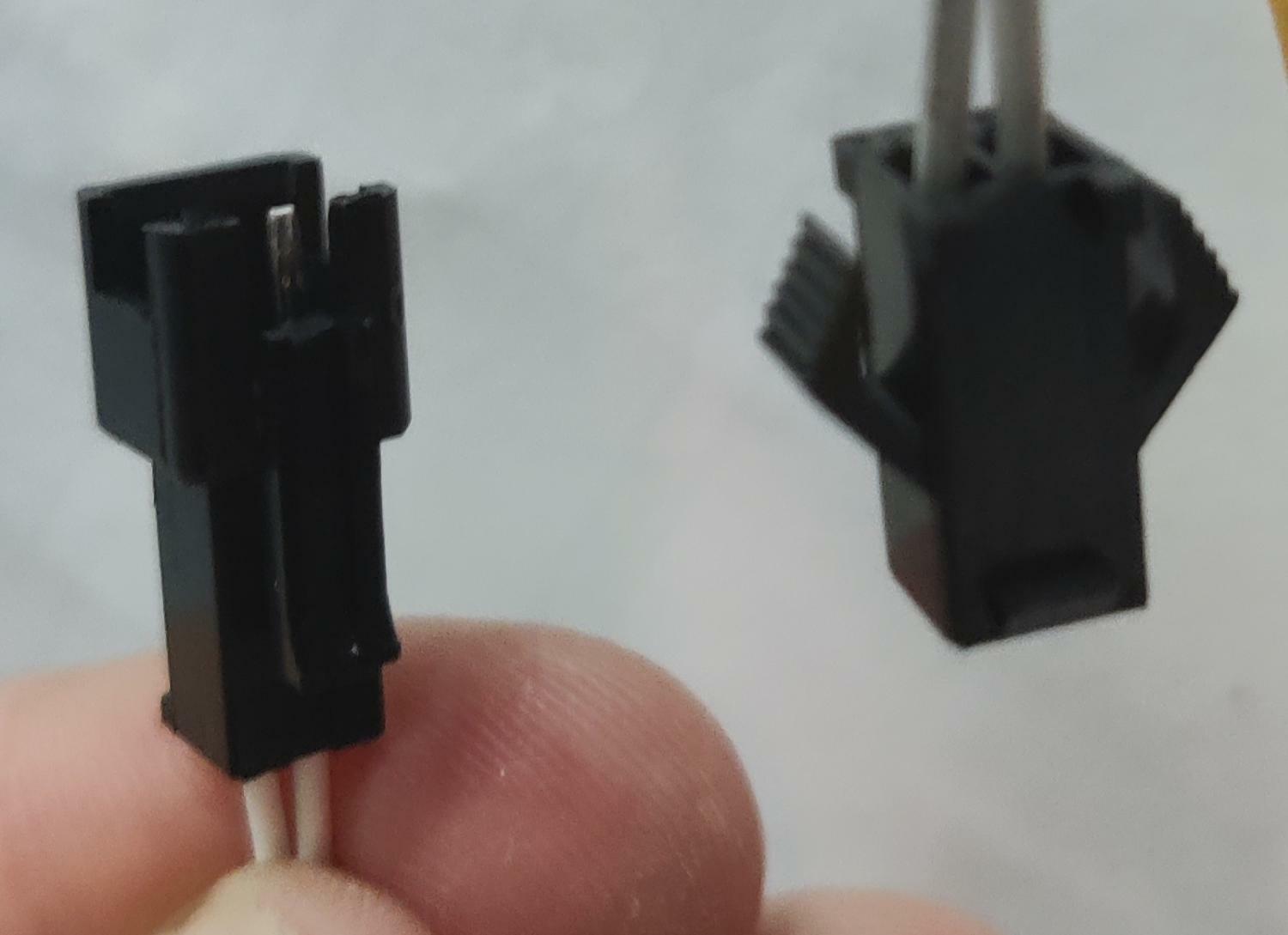
ehhhh temo anche io sia qualche variante strana. Purtroppo vengono usati questi per estendere i cavi della ender 5 plus dalla MB fino alle varie componenti. Nel caso sareste in grado di suggerirmi delle alternative solide e di piu' facile reperibilita' meglio ancora se con viti per un piu' semplice rimpiazzo? -
Sapete dirmi come si chiama questo connettore?
dnasini ha pubblicato una discussione in Hardware e componenti
Come da titolo
-
Heating Failed: E1, vorrei una vostra opinione
dnasini ha risposto a dnasini nella discussione Hardware e componenti
ottima osservazione, grazie la tengo sotto osservazione con stampe di poco conto e nel caso sostituisco il termistore. Il cubo me lo ha stampato (fa schifo ma e' arrivato in fondo). Ora sto rifacendo il PID e sembra reggere. Guardando i grafici delle temperature sono tutte in regola -
Heating Failed: E1, vorrei una vostra opinione
dnasini ha risposto a dnasini nella discussione Hardware e componenti
ho appena rimontato il fanduct dopo aver controllato sia termistore che cartuccia. Entrambi sono in buono stato ed ben alloggiati nelle loro sedi sia con grano che con vite ora sto stampando un cubetto giusto come prova, poi nel caso ritento con un pid -
Heating Failed: E1, vorrei una vostra opinione
dnasini ha risposto a dnasini nella discussione Hardware e componenti
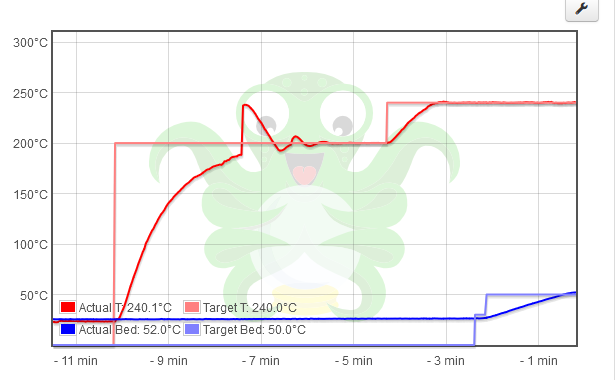
Con entrambi riscaldati sembra tutto bene a questo giro.....
-
Heating Failed: E1, vorrei una vostra opinione
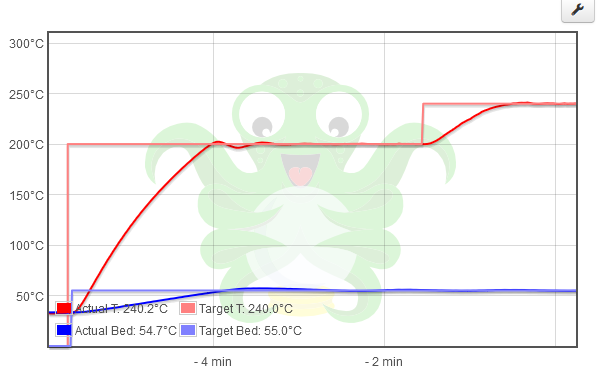
dnasini ha risposto a dnasini nella discussione Hardware e componenti
Questo e' il test con solo riscaldamento Hotend Ho scaldato solo HT a 200C e tutto e' andaro bene se non quel picco a circa 237C in verticale che poi e' sceso e oscillando si e' stabilizzato. Dopo circa un minuto e mezzo l'ho riscaldato a 240C e la temperatura e' salita come da manuale assestandosi al target senza problemi. Ho poi riscaldato anche il bed a 50C giusto per aggiungere carico ma sembra reggere. Premetto che il PID all'HT l'ho gia' fatto, quindi quel comportamento con picco a 237C mi fa pensare a qualche cosa che nn vada proprio nella cartuccia. Ora ho spento tutto, riprovo a riscaldare entrambi e vedere se si ripresenta il problema
-
Heating Failed: E1, vorrei una vostra opinione
dnasini ha risposto a dnasini nella discussione Hardware e componenti
La cosa mi e' chiara, ad ogni modo nn penso sia il mio caso. Quando ho riprodotto l'errore, sono partito da una situazione stabile gia' da qualche minuto con HT a 200C e Bed 60C. Da questa situazione ho portato HT a 240C ed il bed e' rimasto pressoche costante a 60C. A circa 220C si e' presentato l'errore. La mia cartuccia e' da 40W (hotend stock Creality) con PSU 600W quindi mi sembra un assorbimento modesto per il mio impianto per poterlo mettere in crisi.... -
Flsun Q5 non stampa.
dnasini ha risposto a Liki nella discussione Problemi generici o di qualità di stampa
Quoto pienamente, con la gola bi-metal ti togli un sacco di rogne x via degli intasamenti -
Heating Failed: E1, vorrei una vostra opinione
dnasini ha risposto a dnasini nella discussione Hardware e componenti
La MB e' nuova di trinka (SKR mini E3 v3) e non ha mai dato problemi, quindi anche io la escluderei se non nella parte morsetteria che magari, con le varie prove, mi si potrebbe essere allentata. Questo e' cmq un check che faro' giusto per chiudere il cerchio e non lasciare nulla di intentato. -
Flsun Q5 non stampa.
dnasini ha risposto a Liki nella discussione Problemi generici o di qualità di stampa
premetto che fare una diagnosi dal filmato e' veramente un'impresa, ad ogni modo posso fare due considerazioni su quanto visto e detto: 1) come dice @eaman se gia' hai notato che il PTFE e' rovito lato battuta nozzle e lo hai rimontato cosi', non mi stupisco che abbia continuato a darti problemi. Se il PTFE e' bruciacchiato, significa che e' deformato e quindi non andra' mai in battuta corretta sul nozzle. Quello che devi fare e' tagliarlo perfettamente a 90 gradi (meglio ocn la taglierina apposita) eliminando tutta la parte rovinata e poi rimontare il tutto 2) non so cosa intendi tu per nozzle in battuta, ma dal tuo filmato a me non lo sembra affatto visto che si vede una buona parte del filetto del nozzle stesso fuoriuscire dall'heatblock. Detto questo, il mottaggio correte dell'hotend prevede che: - avviti il nozzle (a mano) nell'heatblock fino a farlo arrivare in battuta - avvitato il nozzle in battuta, lo sviti di un quarto di giro - a questo punto avviti la gola fino a farla arrivare in battura sul nozzle - riavviti il nozzle sulla gola e lo serri con la chiave - monti gola e heatblock nel dissipatore e serri le viti di ancoraggio - monti l'hothend al gantry - inserisci il PTFE per farlo arrivare in battuta sul nozzle - scaldi l'hotend a 200C e serri nuovamente nozzle e viti -
Heating Failed: E1, vorrei una vostra opinione
dnasini ha risposto a dnasini nella discussione Hardware e componenti
La prova l'ho fatta con piatto e hotend riscaldati. L'ho fatto per capire quale dei due dava l'errore perche' nelle casistiche precedenti era accaduto sempre quando ero via e dopo un po' la stampante si resettava da sola Posso provare a scaldare solo il nozzle e vedere se si ripresenta. Per quanto riguarda l'alimentatore, tenderei ad escluderlo. Ho sostituito l'alimentatore in dotazione (marca cinese sconosciuta) da 550W con un meanwell da 600W, quindi ben oltre le "specifiche" di quello originale. La sostituzione l'ho fatta due mesi fa e questa stampante l'ho usata veramente poco per via di modifiche e fine tuning che mi hanno portato via un po' di tempo. Se riesco, oggi pomeriggio provo a smontare sia lato hotend che lato MB per capire se c'e' qualcosa di macroscopico che salta all'occhio. Tra l'altro, la Ender 5 Plus presenta dei connettori all'uscita del case per collegare i cavi della MB a quelli che arrivano effettivamente al blocco hotend. Verifichero' anche li che tutto sia in ordine Alla peggio cambio la cartuccia, ma farlo a sentimento senza un "ragionevole" motivo mi ruga, perche' rimarrei sempre con il dubbio che non sia quella la radice del problema -
Heating Failed: E1, vorrei una vostra opinione
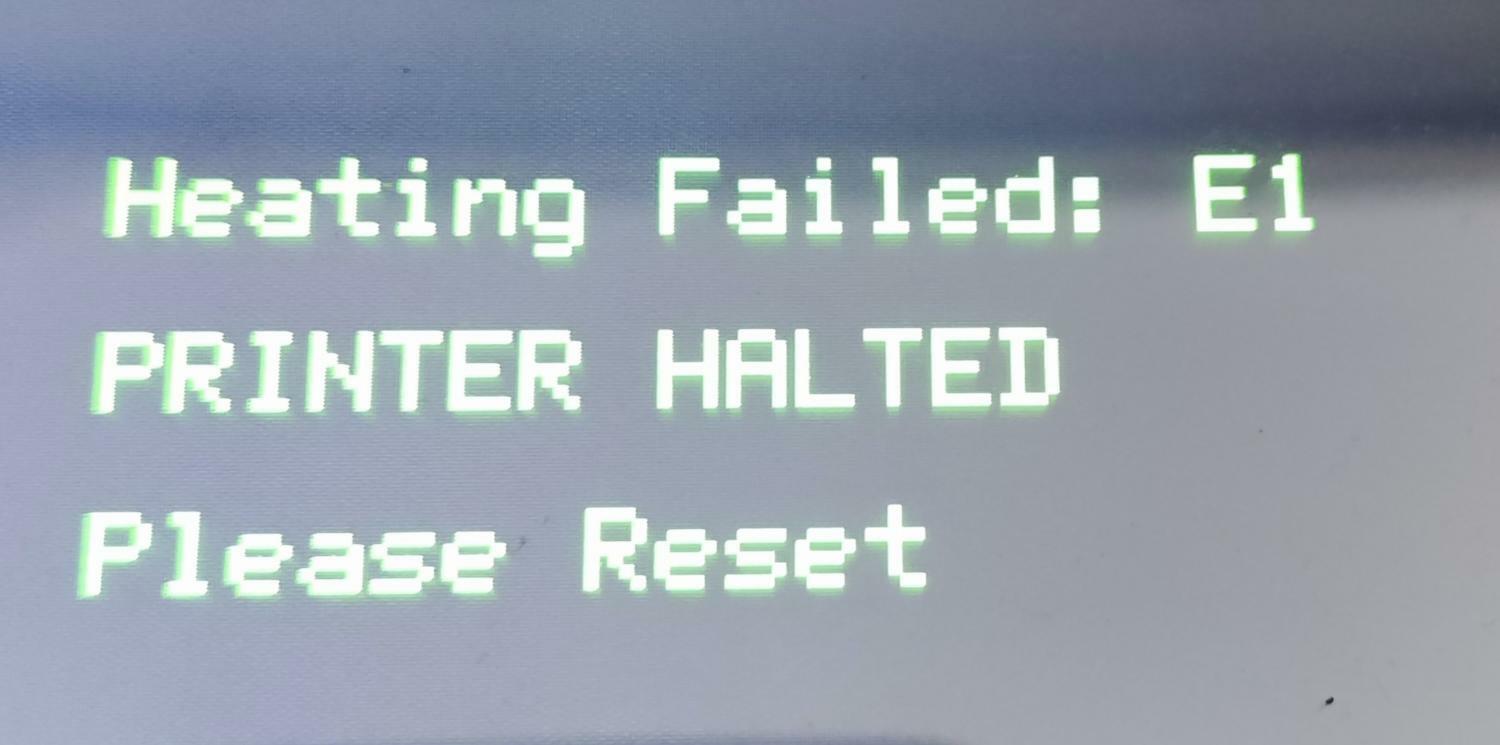
dnasini ha pubblicato una discussione in Hardware e componenti
Ciao, oggi sono riuscito a riprodurre un problema che mi capitava random sulla mia Ender 5 Plus. L'ho riprodotto impostando da Octoprint la temperatura Hotend a 200C, dal grafico la curva di salita e' da manuale, arriva al valore target, lo supera leggermente, scende leggermente, risale fino a che nn si stabilizza. Tengo questa remperatura per un paio di minuti e sembra tutto nella norma. Poi decido di impostare 240C, il grafico riprende la risatita senza problemi fino a 220C dove ha un accenno di frenata er poi cominciare una discesa repentina mostrando a display il seguente messaggio Cercando in giro sembra un problema di blocchetto riscaldante che non funzioni correttamente. Non essendomi mai capitato, dove mi consigliereste di provare a guardare per primo? lato MB o lato Hotend? Sarei interessato a qualche punto di vista di chi, magari, ci ha gia' avuto a che fare e puo' darmi qualche dritta
-
Idea maker e profili di stampa
dnasini ha risposto a onirico nella discussione Software di slicing, firmware e GCode
Ammesso che tu lo possa fare, secondo me e' meno sbatti mettere in piedi Octoprint e passa la paura. Stampare direttamente da PC comporta diversi inconvenienti, in primis la "stabilita'" se con quel PC ci lavori pure..... Anche io sono un felice utilizzatore di Ideamaker ma nn ci ho mai neanche pensato xche' (opinione personale) trovo ci siano piu' svantaggi che vantaggi. Posso chiederti xche' vorresti farlo? mmmm ma qui io trovo solo un file .bin... non e' che e' il profilo ideamaker della tua stampante e basta? -
Flsun Q5 non stampa.
dnasini ha risposto a Liki nella discussione Problemi generici o di qualità di stampa
direi di affrontare un problema alla volta ed io farei in questo ordine: 1) Hotend bloccato: rismonta e verifica che nn ci siano percolazioni di materiale tra nozzle e gola e tra gola e blocchetto riscaldante. Una volta ripulito il tutto, rimonta il tutto, fai un primo serraggio delle viti del nozzle e del blocchetto riscaldante. Una volta rimontato il tutto, porta l'hotend a 200C, serra nuovamente tutte le viti e il nozzle e riprova 2) Z-Offset: scalda ugello a 200C e piatto a 60C, fai homing degli assi e poi sposta il nozzle al centro del piatto. Usa un foglio di carta o uno spessimentro (meglio) da 0.2mm, mettilo sotto il nozzle, fai scendere Z fino a che, toccando carta o spessimetro, questo si muova con difficolta'. A questo punti leggi il valore di Z e sommalo a quello impostato come Z offset sulla tua stampante. Il risultato della somma e' il tuo nuove Z-Offset, so imposta sulla stampante da menu' e salvi 3) Firmware: tema dolente, come gia' detto 1000! volte, trovare in rete un firmware x la propria stampante che funzioni come vorremmo noi e' come lanciare un sasso e pretendere che ritorni da solo: possibile.... ma altamente improbabile..... Se vuoi avere qualche chances di nn avere problemi, parti da un fw base del produttore e poi investi del tempo x ricompilarti il tuo dopo aver capito cosa ti serve e cosa ti interessa -
Flsun Q5 non stampa.
dnasini ha risposto a Liki nella discussione Problemi generici o di qualità di stampa
Faccio una piccola premessa: ma se prima funzionava e adesso nn funziona piu', che necessita' hai di rifleshare il fw? Non e' che con il tempo un "pezzo" di sw si consuma o si sconfigura...... il sw e' sw. E' come dire: nn ho usato la mia penna preferita per 2 settimane, ora la riprendo per continuare a scrivere il mio libro e noto che nn funziona. Allora "cancello/riscrivo" tutto cio' che ho scritto e riprivo con la stessa penna, ma continua a non scrivere....... Il fatto che una stampante non estruda, puo' dipendere da tanti motivi ma non dal fw. Se durante l'inattivita' sei sicuro di non aver cambiato nulla a livello di parametri dello slicer o di meccanica, io partirei a vedere le singole componenti se fanno il loro lavoro 1) se estrudi filamento senza farlo arrivare all'hotend (se sei in direct e' un po piu' complesso ma si puo' fare), il motore dell'estrusore gira correttamente? 2) se scaldi l'hotend a 200C e spingi manualmente il filemento nell'hotend esce qualcosa? 3) hai fatto le foto e questo e' un ben, ma quale procedimento hai seguito per rimontare il tutto? hai rimontato heatblock e nozzle a caldo o a freddo? se hai montato il tutto sul banco e poi lo hai montato sul gantry (montaggio a freddo) hai fatto gli ultimi serraggi delle viti e del nozzle a temperatura (200C)? se hai omesso questo passaggio, con le dilatazioni potresti aver avuto uno sversamento subito dopo il montaggio con conseguente otturazione..... -
Righe tratteggiate e fragilità
dnasini ha risposto a kar120c nella discussione Problemi generici o di qualità di stampa
[OT] mi lascio sempre affascinare dalla competenza e la minuziosita' di dettagnio come della sapienza con cui ogni tanto riusciamo a individuare i termini tecnici piu' appropriati per descrivere una operazione da eseguire [/OT] -
Righe tratteggiate e fragilità
dnasini ha risposto a kar120c nella discussione Problemi generici o di qualità di stampa
Verifica anche, dalla simulazione dello slicer, se questi problemi ti compaiono all ripartenza della stampa dopo una retrazione. A me capitava una cosa analoga e sempre quando ripartiva dopo un travel con retrazione. Nel mio caso ho sistemato regolando la retrazione (era troppo alta) Se non lo hai fatto, ricalibra anche il flusso anche se, a sensazione, non dovrebbe essere quello il problema visto che il resto della stampa sembra uniforme -
Ha senso prendere un nuovo hotend?
dnasini ha risposto a Alomor2 nella discussione Hardware e componenti
Ciao Premetto che nn sono l'espertone di hotend e credo qui possa meglio aiutarti @FoNzY che sull'argomento mi sembra id aver capito abbia esperienza. Ti riporto quello che ho letto su una discussione apparsa qualche tempo fa sul forum su argomento analogo. Come hai potuto costatare, l'hotend stock ha certi limiti (100mm/s ha senso). Per andare oltre hai bisogno di hotend high speed tipo Volcano con blocchetto riscaldante "verticale" e nozzle "lunghi". Questo perche' all'aumentare della velocita' di stampa devi avere maggior superficie riscaldante per sciogliere quanto piu' filamento possibile e questo un hotend stock non e' in grado di farlo. Altro discorso e' la capacita' che ha il tuo estrusore di spingere filo ad alta velocita'. Qui puoi cercare tra i filmati di Teching Tech un articolo interessante sulle accelerazioni in cui spiega come calcolare la velocita' teorica che il tuo estrusore e' in grado di raggiungere. Va da se che se scopri che il tuo estrusore nn supera (invento) i 120mm/s, e' inutile dire che nn ti serve cambiare il solo Hotend se vuoi arrivare a 150mm/s 🙂 -
Ender 3 problemi di stampa
dnasini ha risposto a Lucasho nella discussione La mia prima stampante 3D
X stampare tpu senza troppi problemi hai bisogno di una configurazione direct, riusciresti anche con Bowden ma e molto più complicato. Nella fascia consumer le stampanti plug and play nn esistono. Se vuoi stampare "senza pensieri" devi essere disposto a pagare un botto X una stampante industriale e quando vedi i prezzi, vedi che il tempo lo trovi 🙂 -
Ender 3 problemi di stampa
dnasini ha risposto a Lucasho nella discussione La mia prima stampante 3D
Posso chiederti come per quale motivo hai cambiato tutte queste componenti? E comunque, sostituendo tutte queste componenti nn mi stupisce che, senza ricalibrare la stampante, tu abbia problemi. Se cambi il blocchetto riascaldante dovresti fare almeno una ricalibrazione del PID dell'hothend (ma cmq questo sarebbe il meno). Sostituendo la gola ed il nozzle, come minimo devi ricalibrare il flusso. Quindi, tornando a noi: - bene che hai rilivellato il piano - Ora calibra lo Z-Offset con il foglio di carta al centro del piatto - Verifica se gli step/mm dell'estrusore sono corretti (cerca su google come calibrarli) - con il test dell'hollow cube (cerca anche questo) ti calibri il flusso - infine fai una ricalibrazione del PID dell'hotend come controprova, stampati un cubo di calibrazione e misura la correttezza diemnsionale su tutti gli assi