
dnasini
-
Numero contenuti
3.569 -
Iscritto
-
Ultima visita
-
Giorni Vinti
126
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Risposte pubblicato da dnasini
-
-
E' possibile che il fw sia gia' predisposto con la config x il BLTouch. a questo punto devi solo installarlo e verificare che funzioni come ci si aspetta. Il video nn l'ho visto, ma se contiene sia installazione che fw, tieni buona solo la parte di installazione, quella vale invipendentemente che sia da configurare il fw o meno
dalla foto, sembra che tu debba semplicemente avvitarlo e collegarlo sulla schedina piggyback dell'estrusore, nn dovresti neanche avere il "fastidio" di doverlo regolare rispetto al nozzle
-
 1
1
-
-
verifica se fa al caso tuo
-
Per curiosita' ho rifatto una temp tower e i 215C di estrusione per PLA+ si sono confermati nuovamente come la temperatura corretta di estrusione
Ora passo ad ABS e vediamo se le calibrazioni vengono riconfermate
-
1
-
-
Guarda, io ho avuto un problema simile con la mia CR20 e Marlin. Per piu' di 2 anni nn ha fallito un colpo, riscaldavo piatto e hotend contemporaneamente senza problemi. Poi ha cominciato a darmi il tuo stesso problema, prima saltuariamente e poi quasi sistematicamente. Solitamente non succedeva alla prima stampa, ma terminata una, appena reimpostavo le temp per la seconda stampa andava in blocco. L'errore era sempre sull'hotend. Allora ho cominciato a scaldare prima il piatto e poi l'hotend e per un po' sembrava essere la soluzione da dopo un paio di mesi anche questa soluzione nn funzionava.
Quello che ho notato e' che spesso capitava che, durante il riscaldamento, il blocchetto "rallentasse" il riscaldamento a l punto da non essere in grado di aumentare dei gradi minimi impostati nel fw dentro la finestra minima di misurazione e innescasse cosi' il blocco. Per scrupoli, ho ricompilato il fw provando ad aumentare l'intervallo temporale ma ho solo diminuito il numero dierrori senza "risolverli".
Credo il problema sia di natura meccanica e con il sw si possa solo "gestirlo" un po' meglio, prossimamente sostituiro' cartuccia riscaldante e termistore che sono ancora quelli di 3 anni fa di quando ho comperato la stampante 😄
Ad ogni modo, ora sono passato a Klipper e questo errore non me lo da piu' se nn quando faccio il PID dell'hotend con la ventola a palla. Questo mi fa pensare appunto che il problema sia di natura meccanica
-
56 minuti fa, FoNzY ha scritto:
non so sei passato da un ptfe ad un all metall ma questo aumenta sensibilmente l'attrito
In realta' il mio precedente hotend stock gia' montava una gola bi-metal quindi nn mi aspettavo una "grossa" variazione se non nel flusso di stampa. La cosa che nn mi aspettavo e' quanto fosse efficiente il riscaldatore ceramico comparato al blocchetto riscaldante tradizionale. Oltre ad andare in temperatura molto velocemente, ho delle percolature di materiale consistenti rispetto a prima quindi, cmq, una temptower me la rifaccio di sicuro per capire se devo mettere dei correttivi su quel fronte.
Al momento ho fatto il test del max flow di Orca e sono arrivato ad un flow teorico (quello misurato prima che la stampa degradasse) di 27mm3/s ed ho impostato un piu' conservativo 24mm3/s. Se penso che con quello stock x PLA+ ero a 12mm3/s, direi che si puo' essere soddisfatti. Vero anche che la doc di trianglelab millanta un 45mm3/s ma nn dice sotto quali condizioni 🙂
-
3
-
-
Ciao, dopo 3 anni di hotend stock su ben 2 stampanti, ho deciso di cambiare passando ad un rapido. A livello funzionale ho già avuto ottime impressioni e la rapidità con cui va in temperatura e formidabile. Così ho cominciato a rifare le varie calibrazioni partendo con il pla+. Dopo qualche stampa ho notato una finitura non sempre ottimale ma ci ho badato poco essendo solo calibrazioni. Ad ogni modo, ora, mi e venuto il dubbio che magari possa essere un problema di temperature...... Quindi faccio la domanda banale..... Ma il cambio dell'hotend può influire più o meno sensibilmente anche sulla temperatura di estrusione? Sia inteso, la mia domanda e' provocatoria e conosco già la risposta, quello che volevo capire e in che ordine questo possa influire.
-
il FEP e' da sostituire se, guardandolo in controluce, lo vedi pesantemente rigato o cmq opaco. Fep in queste condizioni portano alla maggior parte delle stampe fallite
-
1
-
-
3 minuti fa, Davide vita ha scritto:
e se ci fosse il fep rovinato quale sarebbe la soluzione più adatta?
sostituire il FEP con uno nuovo, 5 min e passa la paura
-
Flashare il fw nn serve, un sw nn si rompe..... Il reset delle eeprom potrebbe essere una strada, ad ogni modo, fatti prima una copia dei valori impostati cosi' se devi reimpostarli li hai gia'. Io con il BLTouch ho avuto due rogne (Marlin e Klipper). In Marlin talvolta falliva ad uscire la probe, sia all'avvio della macchine in fase di test che facendo homing di Z. la soluzione e' stato smontarlo, pulire il canale dove era alloggiata la probe e rimontare.
In klipper il problema era piu' subdolo e nn sono riuscito a risolververlo ma a "mitigarlo". Con un piatto grande come quello della Ender 5 Plus, quando il toolhead si spostava negli angoli o sui bordi, il peso dei cavi che arrivavano al toolhead lo facevano piegare a tal punto da crearmi dei falsi contatti sul BLTouch che falliva ad esempio nel fare le mesh. Il problema l'ho mitigato tenendo manualmente il cavo in verticale durante la mesh. Durante l'homing il problema nn si presentava perche' era perfettamente al centro del piatto.
-
2
-
-
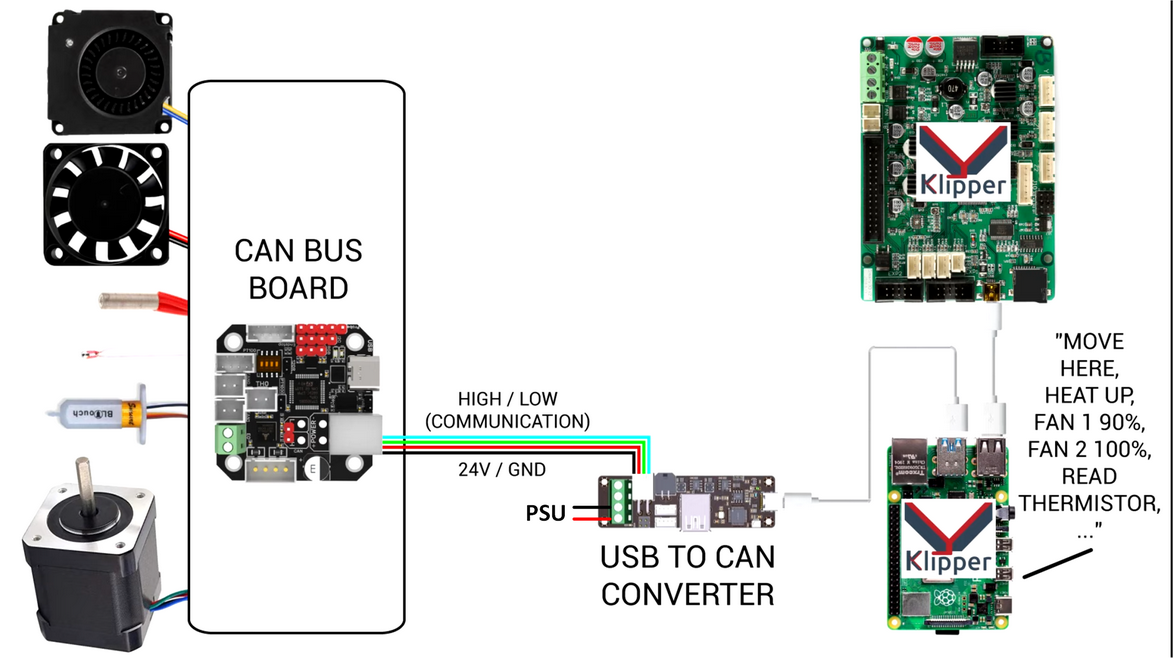
Vorrei condividere la mia esperienza perche' ritengo possa essere utile per chi avesse intenzione di implementarla o fosse solo curioso. Canbus e' una tecnologia brevettata da Bosch in grado di funzionare anche in ambienti fortemente disturbati da onde elettromagnetiche. Il suo primo campo di applicazione e' stato l'automotive per poi diffondensi pesantemente anche nell'automazione industriale.
Concettualmente si tratta di un bus a due fili intrecciati tra loro in modo da annullare le interferenze su cui vengono trasmesse le informazioni. I due segnali vengono chiamati Can_High e Can_Low.
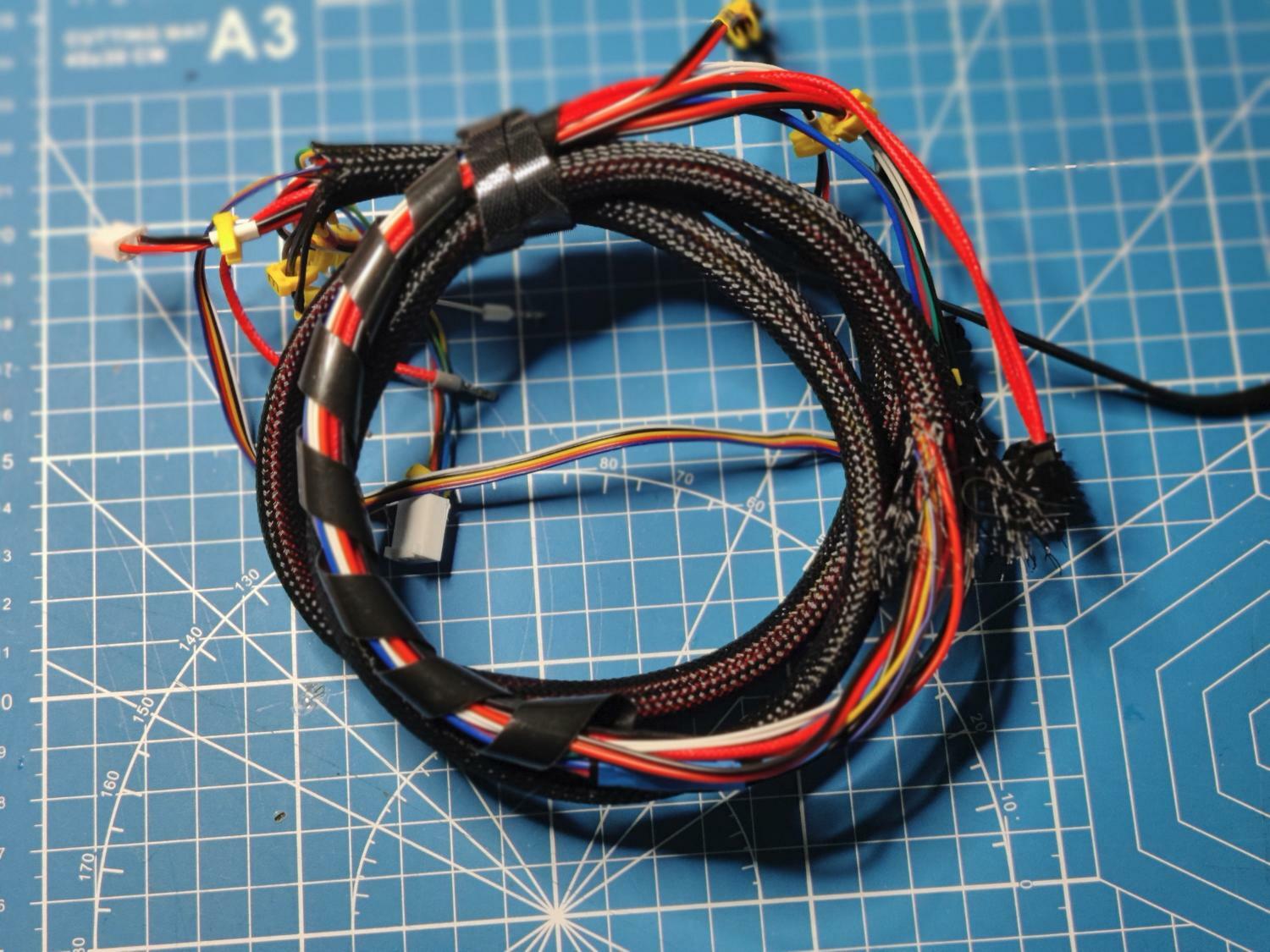
Nel caso specifico della stampa 3D, l'idea e' quella di sostituire la matassa di cavi che parte dalla MB verso il toolhead, con 2 cavi di segnalazione (Can_High e Can_Low) e due cavi di alimentazione (Vcc e Gnd). Ovviamente, per poter far questo, dobbiamo "remotizzare" l'intelligenza della MB sul toolhead e utilizzare il cavo "semplificato" solo per l'alimentazione della scheda remota e la segnalazione. Questo viene fatto aggiungendo due componenti: un convertitore USB to Can (U2C) ed un controller remoto (EBB) come nello schema seguente

Il converter U2C ha il compito di "tradurre" i comandi provenienti da Klipper via USB in segnali CanBus da inviare alla MCU remota che non fara' altro che ri-convertire questi segnali nei relativi output da inviare alle periferiche (estrusore, ventola, riscaldatore, etc)
Io ho utilizzato i prodotti BTT per entrambe le componenti e ho fatto riferimento a questo tutorial sia per la parte di configurazione dei fw e loro installazione che per la parte piu' pratica di cablaggio. Il cavo canbus non sono riuscito a trovarlo gia' fatto se non a prezzi esagerati e cosi' me lo sono costruito "sovradimensionando" (anche se non necessario) le sezioni dei cavi. Per la precisione, ho utilizzato cavi di alimentazione 18AWG vs 20AWG e cavi 22AWGvs 26AWG per la segnalazione. Se per la parte di alimentazione credo che "abbondare" non faccia male, per la parte segnalazione forse nn e' cosi' necessario e una coppia gia' intrecciata di cavi ethernet e' sufficiente (diversi tutorial li usano a questo scopo)
La parte di setup (installazione fw sulle schede) e' un po' tricky ma se si segue passo passo la guida che ho segnalato si arriva in fondo senza troppi intoppi (senza una guida e' un bagno di sangue, troppe informazioni discordanti e frammentate). Inutile dire che questa funzionalita' esiste solo per Klipper, Marlin non e' contemplato per queste implementazioni.
Non nascondo che l'idea di cimentarmi in un progetto del genere non mi stuzzicasse, ma il motivo trainante era la sofferenza di dovermi portare dietro il matassone di cavi dalla MB fino al toolhead. Fino a che lavoravo con la CR20 era relativamente fastidioso (cmq ho gia' le componenti x convertire anche lei), ma passando alla Ender 5 Plus era diventata una tassa......
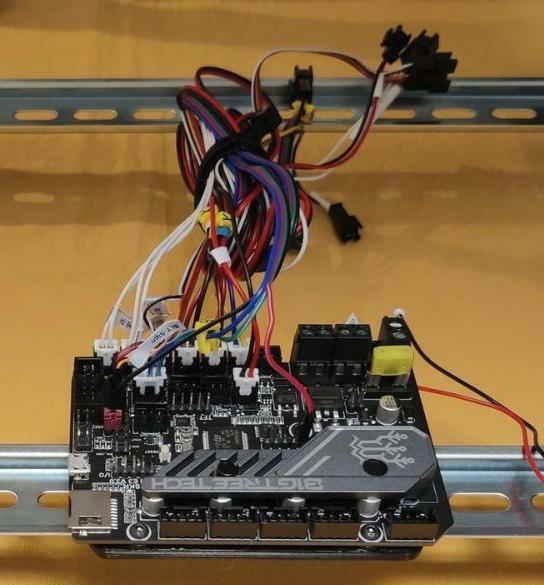
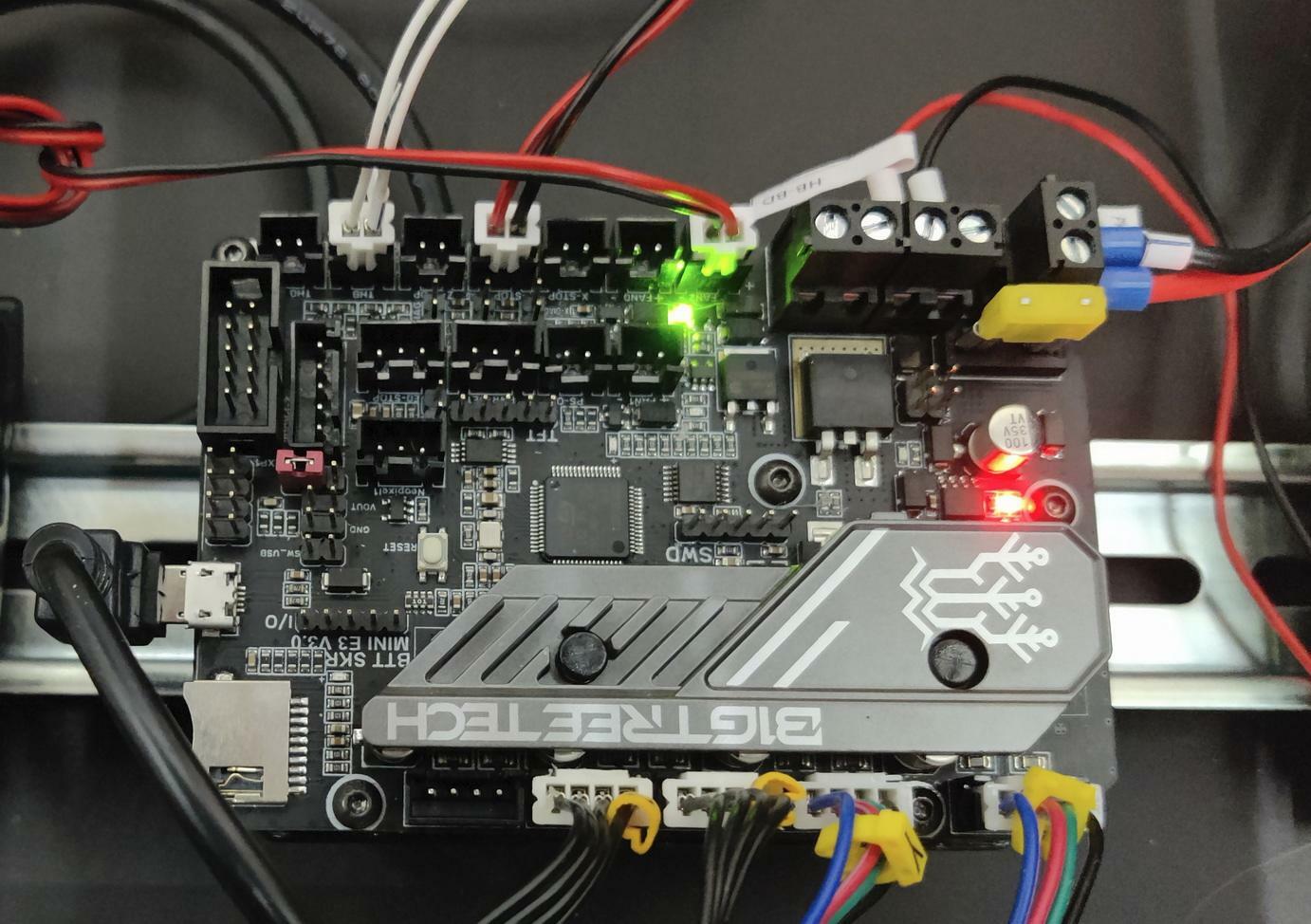
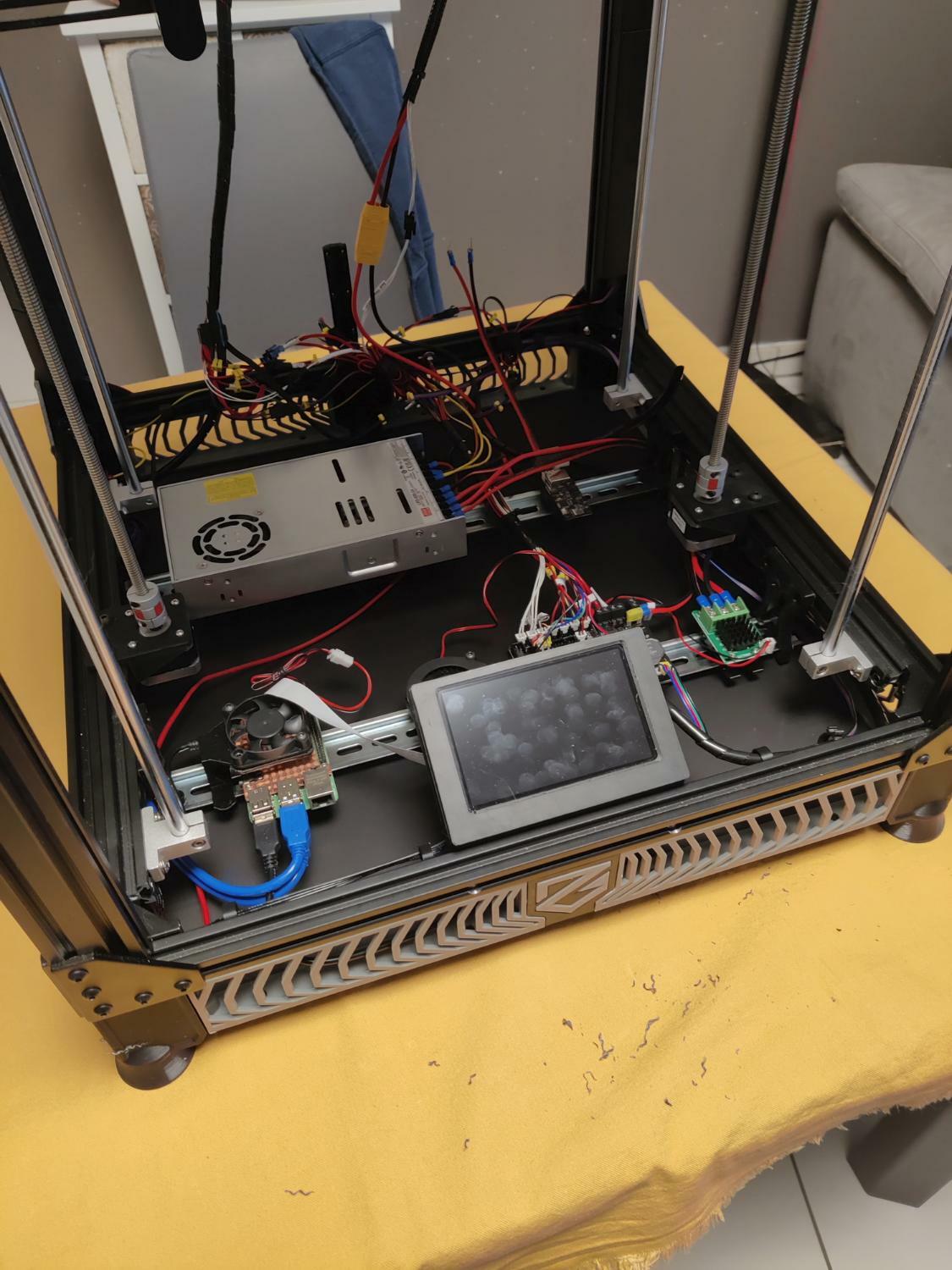
Ora sono passato da questo
a questo
e devo dire che il valore aggiunto in termini di "ordine" all'interno del case e velocita' di manutenzione sul toolhead si sentono fin da subito
-
2
-
-
Hai controllato di non avere facce aperte nel modello originale? Alcuni slicer come orca O ideamaker hanno la possibilità di "sistemare" questi difetti
-
Sono a -1 fatica dall'aver quasi ultimato la stampante. Ho montato l'hotend Rapido e devo dire che fa la sua porca figura
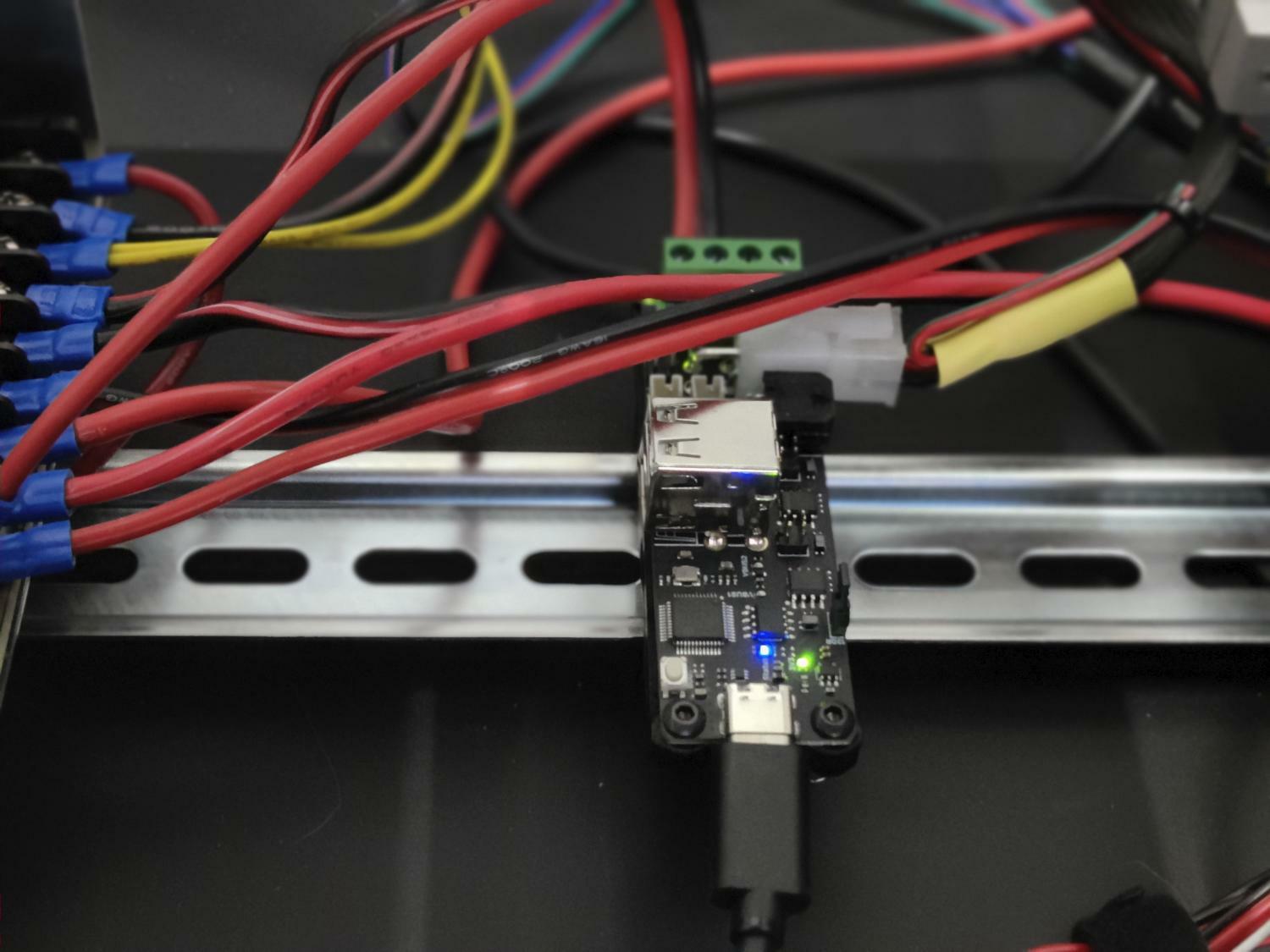
Poi, dopo qualche rosario snocciolato (nn per difficolta ma per mia cretinaggine) ho messo in piedi il CanBus con i prodotti BTT. Prima ho configurato e implementato l'unita' U2C (USB to Can)
e poi l'unita' EBB36 installata dietro il toolhead (la foto fa schifetto ma spero renda il concetto
Questo mi ha permesso di passare da un matassore di n cavi in partenza dalla MB fino al toolhead come questo
ad un piu' sobrio Molex Microfit 3.0 a 4 cavi (Power, ground, can_low, can_high) per gestire tutto
Devo ancora terminare di sistemare la questione cavi lavo toolhead, ad ogni modo, a parte l'estrusore, ho gia' testato il funzionamento di tutto il resto e posso ritenermi soddisfatto. Mi manca da collegare e configurare il sensore di filamento dell'orbiter v2.0, ma le funzioni base sono tutte implementate
-
5
-
-
2 ore fa, francescomoba ha scritto:
Ne approfitto comunque per chiedere se c'è una riga sul gcode della ventola oppure parte sempre all'accensione della stampante?
Dipende dalla scheda. Nella mia vecchia scheda creality, la ventola partiva all'accensione della stamlante, mentre con la nuova (SKR mini E3 v3) la ventola del dissipatore e' "comandabile" cosi' io l'ho configurata per accendersi quando l'hotend arriva a 50C (puoi configurarlo in Marlin sotto configuration_adv.h ma nn ricordo il comando)
-
1
-
-
40 minuti fa, elcuma ha scritto:
Secondo voi posso sopperire semplicemente facendogli acquisire la mesh del piatto più spesso?
la rispsota corretta e': dipende. Queste micro-regolazioni di che entita' sono? Sai com'e', i concetti di micro e macro sono soggettivi e basandosi sulle sensazioni ogni consiglio piu' essere corretto.
Io per certo so che sulla mia CoreXY, ogni volta che la spesto x fare manutenzione e' certo che devo rifare il bed leveling. Sulla CR20, anche se la sposto, il piatto nn si sballa a meno che nn lo prendo a martellate. In condizioni normali (nessuno spsotamento o aggiustamento), mi limito a livellare e ad attivare l'adaptive bed leveling cosi' da sopperire ad eventuali variazioni. Investi qualche secondo in piu' ad ogni stampa ma ti togli il pensiero
-
59 minuti fa, eaman ha scritto:
https://www.klipper3d.org/Probe_Calibrate.html
Penso dica l'off set.
Ahhhhhhhh nn sapevo esistesse una macro per farlo, io l'ffset della probe l'ho sempre misurato a "mano" con un metodo simile......
-
3 minuti fa, Harlem68 ha scritto:
Grazie ..!..sono proprio un boomer.
don't worry, chi piu' chi meno ci siamo passati tutti e nn sempre le "logiche" che ci stanno dietro sono lineari. Consiglio spassionato, passando da Marlin a Klipper, devi cambiare proprio mindset, il come funzionava prima nn e' detto che si applichi al come funziona adesso.
se deciderai di configurare il bed leveling in klipper, ti accorgerai che nella sezione bed_screw i valori delle viti fanno riferimento al nozzle (levelin manuale) mentre in bed_screw_tilt (leveling con probe) i valori delle viti fanno riferimento alla probe. Io mi ci incasino quasi sempre, e cosi' ho cominciato a sparpagliare il mio printer.cfg di note per nn reinventare l'acqua calda ogni volta 🙂
-
Devi configurare in printer.cfg la sezione bed_mesh con le coordinate Min e max ed il numero di punti, e poi da linea di comando lanci mesh_calibrate
-
1
-
-
Nn capisco cosa intendi con calibrare il sensore. Io l'unica calibrazione che faccio al bltouch e meccanica e manuale, ed el misurare la distanza tra la punta del nozzle e la punta della probe ed impostarla tra 2.3mm e 4.3mm... {io la imposto a 3mm)
-
30 minuti fa, Cubo ha scritto:
Da ex possessore di ender 5 plus ricordo che quello che faceva imbarcare moltissimo il piatto era la non uniformità della temperatura tra centro e lati.
al momento nn ho ancora fatto stampe larghe per poterti dire la mia. Vero e' anche che uno dei primissimi upgrade fatto e' quato quello di aggiunger l'isolamento anche sul perimetro quindi magari una pezza ce l'ho messa. Ad ogni modo, con l'aggiunta del pad conto di provare a non mettere alcun isolamento
-
Grazie x le conferme. Mi vedevo già possessore di due pad.... Uno montato e l'altro polveroso
-
2 ore fa, Harlem68 ha scritto:
Fa Homing z corretto, quindi lo sente ma chiaramente quando lancio un comando di settaggio Probe, non essendo collegato alla scheda sul suo connettore probe, non sente il comando e non si calibra.
Sai che nn ho capito che problema hai descritto? Io ho il BLTouch collegato all'endstop di Z e sono passato settimana scorsa da Marlin a Klipper e la stampante continua a fare allegramente homing come la faceva con Marlin.
Qui la mia config
[stepper_z]
step_pin: PB0
dir_pin: PC5
enable_pin: !PB1
microsteps: 16
rotation_distance: 8
endstop_pin: ^PC2
endstop_pin: probe:z_virtual_endstop
#position_endstop: 0.0
position_max: 220 # Custom position to room Steathburner toolhead + DD Orbiter v2.0
homing_speed: 10.0
position_min: 0[bltouch]
sensor_pin: PC2
control_pin: PA1
x_offset: -41.5 # Stealthburner FanDuct Check
y_offset: -13.5 # Stealthburner FanDuct Check
#z_offset = 5.00
speed: 3.4
pin_up_touch_mode_reports_triggered: False -
In attesa che mi arrivi il pad, sto curiosando tra vari tutorial e su uno in particolare ho trovato una info che non avevo trovato da nessuna altra parte. L'autore del tutorial ha condiviso una formula per identificare la potenza corretta del pad da acquistare a seconda delle dimensioni del piano. La formula recita in questo modo
Larghezza_X(mm) x Larghezza_Y(mm) / 200 = Power in W
se prendo il mio piatto e faccio 377mm x 370mm / 200 = 700W circa
Ora, pensando di fare la genialata, io mi sono acquistato il pad 220V 1000W invece di quello da 750W.... Pensate abbia fatto una cazzata o che possa andare bene lo stesso?
L'omino spiegava di nn esagerare con la potenza in quando, scaldandosi molto velocemente il pad, la differenza di temperatura tra il sotto ed il sopra del piatto potrebbe causarne una deformazione dovuta alle dilatazioni non uniformi dell'alluminio. Purtroppo non so valutare se quei 300W in piu' possano essere un power "eccessivo" da poter deformare il piatto, voi avete qualche idea in proposito?
-
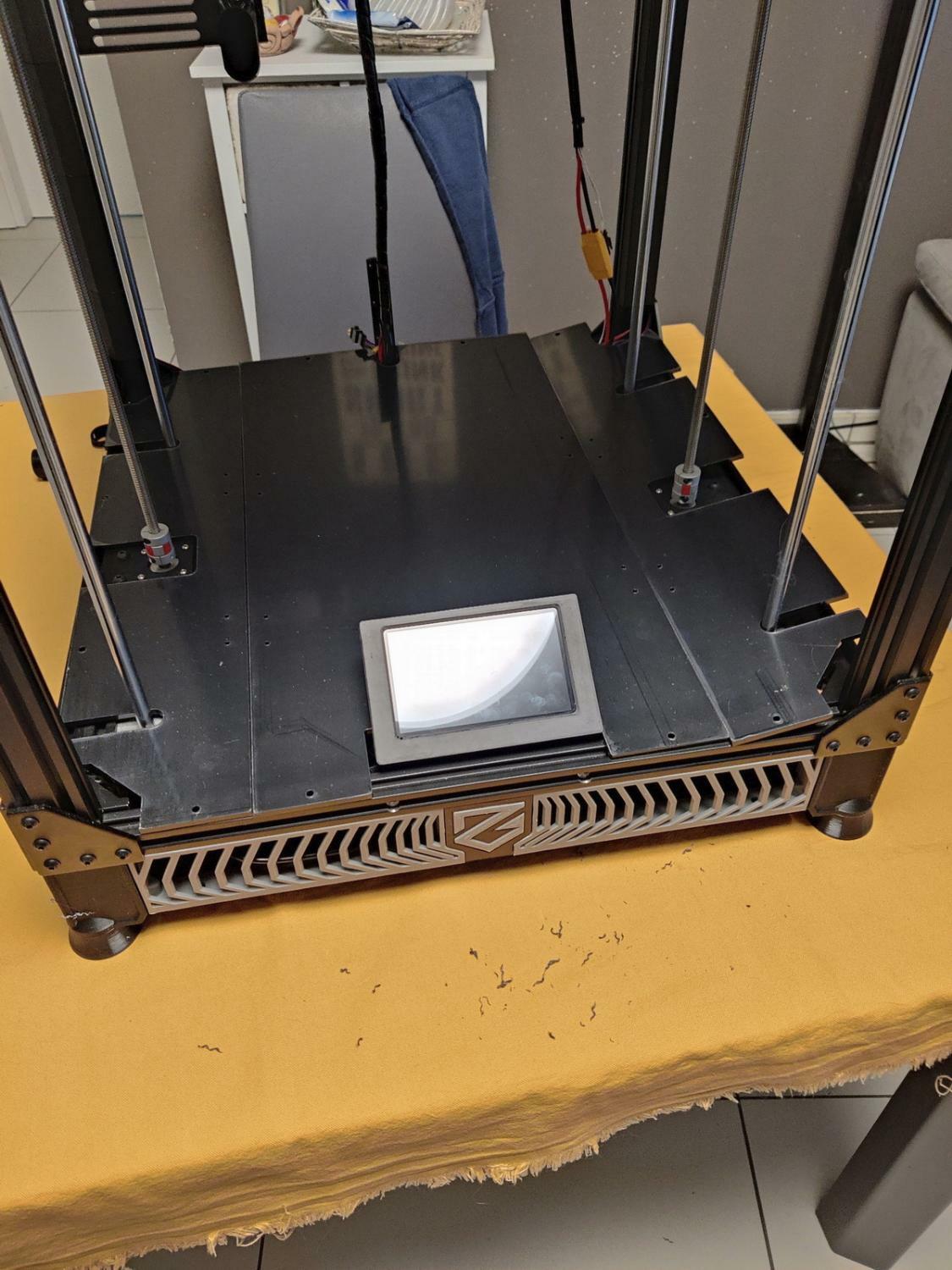
Ecco un piccolo aggiornamento:
Copertura del fondo con plexiglass nero satinato
e copertura superiore applicata temporaneamente in modo posticcio (c'e' ancora il film protettivo antigraffio)
Con gli ultimi componenti arrivati, i prossimi upgrades saranno:
- installazione di U2C board e EBB36 per la connessione CanBus
- installazione dell'hotend Rapido in sostituzione a quello stock Ender 5 Plus
- installazione Pad in silicone 220V 1000W + SSR-40DA per riscaldamento piatto stock-
5
-
-
31 minuti fa, Joker78 ha scritto:
ho risolto
Hai risolto come?
-
1
-


PROBLEMI ESPULSIONE FILO DA HOT-END e SVITAMENTO NOZZLE
in Hardware e componenti
Inviato
Scanda a quella temperatura, svita e nel caso spegni. Se hai materiare che e' fuoriuscito dall'hotend e ti blocca il nozzle, in questo modo dovresti riuscire a sbloccarlo. Una volta svitato il nozzle, devi cmq verificare se hai fuoriuscita di materiale nell'hotend. A questo punto, attenndi che si raffreddi e, se necessario, smonta e pulisci anche l'hotend prima di rimontare i ltutto