dnasini
-
Numero contenuti
4.517 -
Iscritto
-
Ultima visita
-
Giorni Vinti
179
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di dnasini
-

Problemi con la ender 3
dnasini ha risposto a Ciano74 nella discussione Problemi generici o di qualità di stampa
Cerca nel menu' della stampante la voce Z Offset e controlla che valore e' impostato. il valore e' espresso in mm, se tu dice dici che stampa a 1cm di altezza, se il problema e' lo Z Offset li dovresti trovare un valore a 2 cifre prima della virgola..... -
Stampante a Resina: domande da newbo
dnasini ha risposto a dnasini nella discussione La mia prima stampante 3D
Bhe fosse solo quello il "vero mistero" ci metterei la firma 😄 la mia intenzione e' quella di raccogliere i residui curati e filtrati, come anche i supporti e gli scarti curati e portarli all'isola ecologica x essere smaltiti come "materiali pericolosi". Se in Italia gia' nn e' facile trovare il dove e come smaltirla, figurati in Svizzera dove nn riesco neanche a trovare un sito ecommerce locale per acquistare una resina se sono in grado di dirmi come smaltirla..... -
Stampante a Resina: domande da newbo
dnasini ha risposto a dnasini nella discussione La mia prima stampante 3D
la soluzione nn e' applicabile al mio caso perche' sono in condominio, ed anche l'idea del balcone del vicino nn e' applicabile visto che la mia palazzina prevede un solo balcone per facciata sullo stesso livello 🙂 io ho preso la postazione di lavaggio della Elegoo (Mercury Plus) quindi la mia idea era esporre agli UV il recipiente usato per il lavaggio e poi filtrare l'acqua dalla resina. Ammesso che quanto ho descritto sia fattibile, avrei 2 domande 1) essendo il contenitore x il lavaggio in plastica trasparente, se i LED UV sono installati lateralmente, polimerizzano la resina attraverso la plastica o accade come per il vetro che vengono schermati? 2) l'acqua di lavaggio trattata e filtrata puo' essere utilizzata per i successivi lavaggi? se si, esiste un "numero di volte" o e' potenzialmente infinito? -
Consiglio stampante 3d per case , supporti e similari
dnasini ha risposto a duck34 nella discussione La mia prima stampante 3D
Che non me ne voglia @Killrob e la sua Enderona, ma come non farsi ingolosire anche da una CR con piatto 30x30? sai quanti case in un'impiattata sola riusciresti a stamparti ? 😄 Io ho sempre avuto un debole x la CR10S e la Ender 5 Plus 😉 -
Parametri del supporto
dnasini ha risposto a giannirusso nella discussione Problemi generici o di qualità di stampa
mmmm per i supporti il raft nn ti serve, quello che puoi fare e' creare una base (io imposto 2 layer con ideamaker) su cui appoggiano i supporti per migliorare l'aderenza. Per avere una finitura migliore sui pezzi che poggiano sui supporti, devi lavorare sul flowrate degli ultimi strati dei supporti stessi. Attenzione che se li fai troppo fitti, poi e' una pena staccarli e troppo radi, rischiano di "deformare" la superficie che appoggia. Purtroppo nn esiste una ricetta, e' necessario fare alcune prove. Nel mio caso, mi sono disegnato un pezzo di test che si stampava il 15 min con una porzione a sbalzo per i supporti e ho fatto diverse prove prima di trovate la combinazione piu' indicata -
Parametri del supporto
dnasini ha risposto a giannirusso nella discussione Problemi generici o di qualità di stampa
Ciao, non mi e' chiaro il problema, nel titolo parli di raft e nella descrizione parli di superficie dell'oggetto piu' rifinita. Ad ogni modo, da quello che intuisco il raft e' venuto bene, sembra che il problema sia l'oggetto da stamparci sopra. Potresti cominciare con il dirci quale slicer usi e quale stampante? Poi, perche' hai bisogno del Raft? se la questione e' la superficie di appoggio non troppo grande, potrebbe essere sufficiente un brim -
Finitura superficiale con resina
dnasini ha risposto a Carsco nella discussione Problemi generici o di qualità di stampa
Dai tutorial che ho visto, questo nn accade, a patto che misceli bene resina e catalizzante per raggiungere il corretto grado di viscosita'. Vero anche che devi anche prender mano con la stesura della resina. Cerca un video di Help3d a riguardo, utilizza per le prove 3 tipi differenti di modella con forme e superfici differenti, almeno cosi' ti fai un'idea sulla resa 😉 -
Finitura superficiale con resina
dnasini ha risposto a Carsco nella discussione Problemi generici o di qualità di stampa
Ciao, io le ho acquistate per il tuo stesso scopo ma alla fine nn le ho mai utilizzate (piu' x pigrizia che per altro). Dalle info che avevo trovato io, sono trasparenti e autolivellanti (ovviamente su superfici piane). A seconda della miscela che fai tra resina e catalizzante, ottieni una resina piu' o meno viscosa con differenti tempi di asciugatura. Dovresti fare pero' attenzione a quante mani dai visto che la resina ha un suo spessore, quindi se hai dettagli piccoli rischi di coprirli. Per ABS avevo letto che si utilizzano anche i vapori di acetone per rendere le superfici liscie. Anche qui, pero', le controindicazioni sono i dettagli che vengono notevolmente smussati con l'esposizione ai vapori (tra l'altro anche poco salutari) Sulle tempistiche, secondo me risparmi sul lavoro di scartavetro ma ti rifai con i tempi di asciugatura della resina..... -
Stampante a Resina: domande da newbo
dnasini ha risposto a dnasini nella discussione La mia prima stampante 3D
giusto per conferma, l'esposizione non e' sufficiente se, alla fine dell'esposizione, la stampa risulta ancora "appiccicosa", corretto? Altrimenti, cosa dovrei verificare per rendermi conto che necessita di piu' tempo? -
Stampante a Resina: domande da newbo
dnasini ha risposto a dnasini nella discussione La mia prima stampante 3D
@FoNzY io ho acquistato la Elegoo Mercury V2 come macchina Wash and Cure. I dati tecnici riportano 16 led UV (due strisce da 8 affiancate) con una potenza di 48W. Tu hai idea se questo 48W e' da considerare poco potente o adeguato? Io nn ho metri di paragone se non un articolo che afferma che "con una postazione di wash and cure i tempo di cura vanno dai 2 ai 5 min a seocnda della dimensione del modello". Ora, aspettarne 15 nn mi cambia troppo la vita, ma vorrei capire se ci sono "contro indicazioni" ad esporre ai raggi UV il pezzo stampato. -
Stampante a Resina: domande da newbo
dnasini ha pubblicato una discussione in La mia prima stampante 3D
Ciao a tutti, mi e' da poco arrivata la stampante a resina (Elegoo Mars 2 Pro) e relativa postazione di lavaggio e cura. Sto ultimando la postazione di lavoro (manca la componente elettrica) e conto di cominciare la mia prima stampa domani con resina Elegoo Bianca lavabile in acqua. Ho leggiucchiato un po' in giro e non mi sono chiari alcuni aspetti: - quanto e' il tempo necessario per il lavaggio, esistono linee guida o si va a sentimento? - quanto e' il tempo necessario per curare l'oggetto finito e lavato (leggevo che se il tempo e' poco la stampa risulta ancora appiccicosa, mentre se e' troppo diventa molto fragile) - infine, l'acqua utilizzata per il lavaggio come dovrebbe essere smaltita? Per questo terzo punto, sul forum si parlava della possibilita' di lasciarla al sole per "solidificare" la resina dissolta, filtrare l'acqua per utilizzarla per ulteriori lavaggi e smaltire la resina filtrata nelle aree ecologiche. Il processo di per se nn mi crea problemi. E se invece di lasciare la vaschetta dell'acqua al sole la passassi ai raggi UV? potrei usare quelli della postazione di cura oppure (avendo una striscia LED UV) mi potrei costruire qualche cosa ad hoc. Cosa ne pensate? Grazie
-
A fine riga lascia materiale
dnasini ha risposto a Tuttoslot nella discussione Problemi generici o di qualità di stampa
Ok. Estrusione fatto. Ora ritento con la calibrazione degli step mm assi xyz Quando passi da 0.4 a 0.6, i parametri principali da ricalibrare sono flowrate e retrazione. In linea di principio dovresti trovarti dei valori piu' bassi rispetto allo 0.4 -
Cilindro "non circolare"
dnasini ha risposto a matteo.m nella discussione Problemi generici o di qualità di stampa
cerca su youtube sui canali di Dazero e Help3d, diversi di quegli argomenti vengono trattati anche in italiano -
Cilindro "non circolare"
dnasini ha risposto a matteo.m nella discussione Problemi generici o di qualità di stampa
queste calibrazioni sono d'obbligo. Parti dal presupposto che tutte queste stampanti consumer, pur utilizzando componenti piuttosto "standard" non passano chissa' quali controlli di qualita'. La mia CR20 e' arrivata con diverse viti non serrate. Ogni stampante ha la sua, e anche stampanti dello stesso modello, possono avere parametri differenti stando all'interno dello stesso range. Una guida che copra tutto io nn l'ho trovata, quello che trovi sono tante piccole guide e poi il forum. Giusto per darti una direzione, qui di seguito ti riporto la ToDo list dei controlli che mi sono creato io 3D Printer * Bed Calibration (Bed Leveling) * Z-Axis Calibration (Z-offset) * Extruder Calibration (E-Step/mm) * PID Calibration (optional) o Hotend o Heated Bed Filament * Filament Calibration (Average filament size with Caliper) * Flow Rate Calibration (Hollow Cube or Thin Wall) * Temperature Calibration (Temp Tower) * Calibration Cube: in case of difference in size o X-Axis Step/mm Calibration o Y-Axis Step/mm Calibration o Z-Axis Step/mm Calibration * Retraction Calibration (Retraction Tower) -
Cilindro "non circolare"
dnasini ha risposto a matteo.m nella discussione Problemi generici o di qualità di stampa
Ciao, hai calibrato gli step/mm dell'estrusore e stampato il cubo di calibrazione? Queste due regolazioni ti permettono di avere misure fedeli nella stampa dei modelli. Anche il flowrate (flusso di stampa) puo' influire sulle dimensioni, hai calibrato anche quello? -
3d touch trianglelab così scarso?
dnasini ha risposto a Ziki00 nella discussione Problemi generici o di qualità di stampa
fai questa prova: - livelli il piatto (se nn lo hai gia' fatto) - regoli lo Z-Offset (foglio di carta o spessimetro) e lo salvi - fai Homing degli assi (quindi attendi tutto il processo del 3D Touch) - ora rimisuri lo Z-Offset per verificare se corrisponde alla misura salvata al punto 2 -
3d touch trianglelab così scarso?
dnasini ha risposto a Ziki00 nella discussione Problemi generici o di qualità di stampa
mmmm che sia sporco l'alloggiamento dove entra ed esce la probe e che quindi faccia attrito nel movimento? A me dava problemi ma perche' segnalava errore non riuscendo a far uscire la probe. L'ho smontata, ripulito il canale con aria compressa e lubrificata con WD40 e tutto si e' risolto. Prova a dargli una pulita con aria compressa se la hai, e vedi se migliora -
OUTAGE RECOVERY si ripresenta in continuazione, aiuto
dnasini ha risposto a Frambo nella discussione Problemi generici o di qualità di stampa
Da quello che ha scritto @Killrob, dovresti scaricarti l'ultima versione di Marlin da sito, prendere come riferimento i file di esempio pre configurati per la tua stampante, configurare i parametri minimali per la tua configurazione e ricompilare il firmware -
3d touch trianglelab così scarso?
dnasini ha risposto a Ziki00 nella discussione Problemi generici o di qualità di stampa
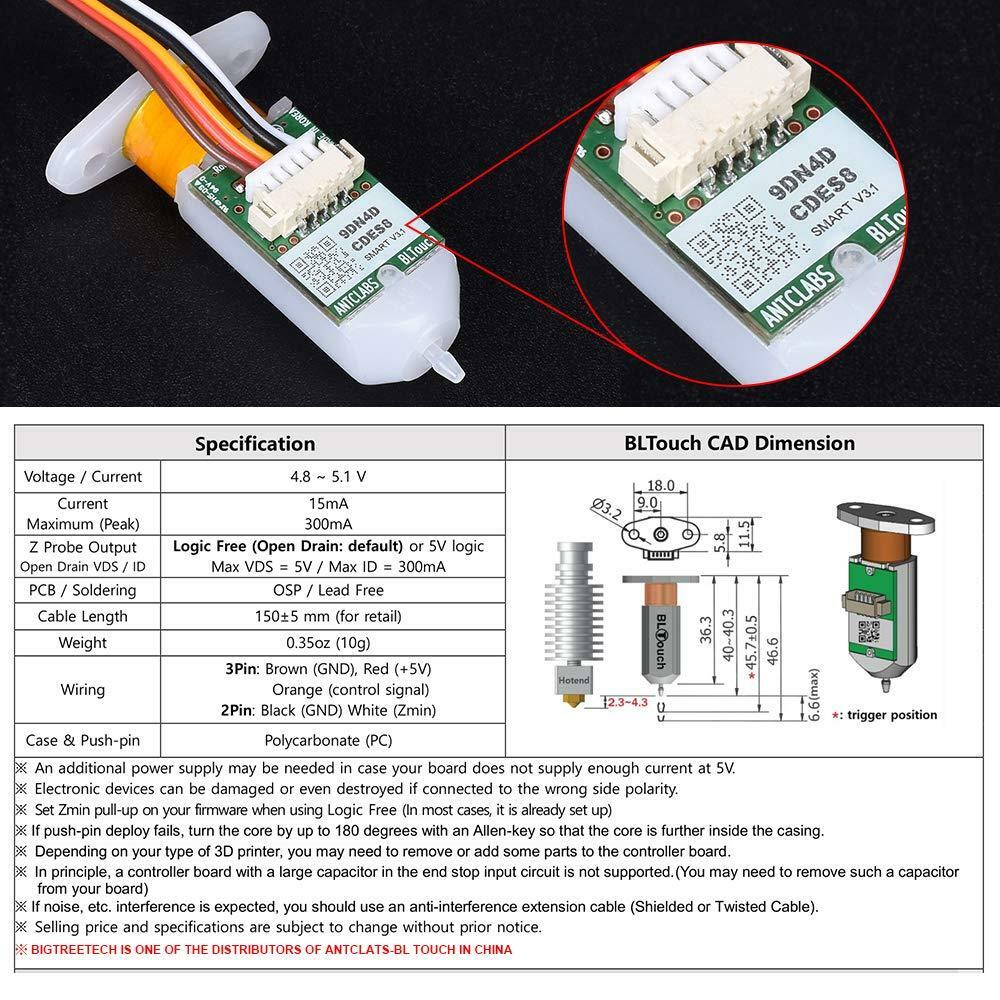
Quando lo hai montato hai tenuto conto della distanza (in Z) tra la punta del nozzle e la punta del probe? La documentazione di seguito fa riferimento al BL Touch ma credo si applichi (come principio) anche al 3D Touch
-
piano posizionato piu in alto dell'originale
dnasini ha risposto a krashone nella discussione Problemi generici o di qualità di stampa
ci condividi a quale stampante hai fatto questa modifica? Se hai la possibilita', aggiungi anche qualche foto. -
problemi stampa Pla
dnasini ha risposto a john nella discussione Problemi generici o di qualità di stampa
Oltre ai suggerimenti di @Killrob, puoi provare a far stampare il primo layer leggermente piu' alto rispetto agli altri. Questo aiuta a "livellare" meglio il primo layer. Io lavoro solitamente con altezza layer da 0.2mm e faccio il primo layer a 0.3mm -
Problema stampa PLA
dnasini ha risposto a Paolo65 nella discussione Problemi generici o di qualità di stampa
... giusto per completezza accademica, l'effetto che stai riscontrando si chiama warping -
Creality UltraSilent Board vs BTT SKR Mini V3.0
dnasini ha risposto a dnasini nella discussione Hardware e componenti
Hehehe era il mio stesso embolo con l'aggiunta del dissipatore enorme che fa sempre figo da vantare con gli amici 🤤 Ad ogni modo, ho detto "era" xchè ieri mi è scoppiato l'embolo della stampante a resina che dovrebbe arrivare Giove prox.... -
Differenze di peso
dnasini ha risposto a G_sepp95 nella discussione Problemi generici o di qualità di stampa
Ciao, io utilizzo un altro slicer, ma da quello che so i valori di tempo, peso e lunghezza proposti dello slicer sono puramente indicativi. Se guardo ideamaker, nella definizione del filamento, posso specificare alcuni parametri sul filamento come diametro, densita' e costo. Mi aspetto che variando questi parametri, "influenzo" le stime calcolate per ogni stampa. Nel tuo caso, hai una differenza del'8% tra lo stimato ed il misurato che potrebbe anche starci come tolleranza se non sei stato preciso nella definizione del filamento nello slicer -
Problema litofania
dnasini ha risposto a mauro83 nella discussione Problemi generici o di qualità di stampa
Ti premetto che nn ho mai stampato litofanie quindi e' possibile che dica una castroneria ma e' possibile che i buchi siano causati da una estrusione non "costante". Hai verificato/calibrato il flowrate? a me un problema simile lo data a seguito di una retrazione ed era dovuto ad una calibrazione non corretta del flowrate