

Sul forum si trovano parecchie discussioni riguardo alla velocità di stampa rapportata alla qualità dell'oggetto realizzato dalla propria stampante. Molto spesso però sopratutto ai neofiti della stampa 3D questi argomenti possono portare ad una certa confusione. Con questa sorta di guida cercheremo di analizzare la velocità di stampa, una componente che è sicuramente una delle più importanti durante la fase di stampa.
La velocità di stampa e accelerazione
Purtroppo questo parametro, espresso in genere con due valori (velocità di stampa e velocità di traslazione), fornisce un’informazione sostanzialmente indicativa, e complessivamente poco attendibile.
Per almeno un paio di motivi. Il primo è l’accelerazione. Ne abbiamo già parlato, ma lo ribadisco volentieri. Quando ci riferiamo ad un’automobile, sapere che ha una velocità massima di 200 Km/h non ci fa pensare che possa sempre andare a questa velocità. Se la useremo in città, sarà ben difficile poterla mai raggiungere. Quando parliamo di stampanti 3D, siamo invece quasi portati a pensare che le velocità dichiarate siano in qualche modo valori assoluti.
In realtà, per la maggior parte dei modelli, dobbiamo considerare che una stampante 3D è un veicolo che si muove nel traffico…
E che raramente, se non addirittura mai, potrà arrivare alle velocità dichiarate, perché i percorsi da compiere sono troppo brevi per raggiungerle.
Il secondo motivo per il quale l’indicazione della velocità è un’informazione di per se poco significativa, è che questa viene fornita disgiunta da una corrispondente indicazione di qualità. Sostenere che una macchina può stampare a 120 mm/sec senza specificare come stamperà a quella velocità ha davvero poco senso.
E già che ci siamo, chiariamo un’altra questione: le velocità di stampa sono indissolubilmente legate alle caratteristiche termoplastiche del materiale.
Ad esempio, indipendentemente dalle caratteristiche della macchina, usando l’ABS non potremo mai stampare alle velocità con le quali stamperemo il PLA.
Letta da un’altra angolazione, questa asserzione significa: è del tutto inutile acquistare una macchina che dichiara velocità di stampa particolarmente elevate, se lavoreremo prevalentemente con l’ABS, o altri polimeri che impongono limiti alla velocità di stampa. Semmai, investiamo meglio il nostro budget, comprando una macchina più precisa o più affidabile.
Detto questo, sarebbe necessario addentrarsi un po’ più in profondità nell’aspetto qualitativo delle stampe.
Appurato che per un certo materiale è possibile raggiungere determinate velocità di estrusione, precisiamo immediatamente che alla massima velocità di estrusione possibile per un certo materiale non si otterrà la massima qualità di stampa.
Quindi, nel progettare una stampa, dovremo sostanzialmente scegliere se privilegiare la qualità o le prestazioni.
Bene. Fatte queste iniziali premesse, scendiamo più nel dettaglio dei principali fattori che determinano la qualità delle stampe.
Il piano di stampa
La qualità di stampa è grandemente influenzata dalla planarità della superficie del piano di lavoro e dalla sua temperatura.
Se la superficie non è perfettamente livellata e piana, presenta avvallamenti o residui di stampe precedenti, la qualità della stampa sarà irregolare.
Per alcuni materiali (es. ABS) è inoltre indispensabile disporre di un piano riscaldato. In generale, se la temperatura del piano (per materiali che richiedono il riscaldamento) è troppo bassa, l’adesione del polimero non sarà ottimale, e il materiale tenderà a deformarsi o staccarsi.
Il primo layer
Il primo layer non si scorda mai…
Si potrebbe iniziare, scherzando, in questo modo. Ma scherzando neanche troppo, perché il primo layer è il più importante di tutti. Rappresenta infatti le fondamenta sulle quali verrà costruita la parte da stampare.
Generalmente viene stampato con uno spessore maggiore rispetto ai layer successivi, per compensare le irregolarità del piano di lavoro (dovute ad una calibrazione sommaria, o ad una scarsa qualità della superficie). Un valore di riferimento è circa l’80% del diametro dell’ugello di stampa, es. per un ugello 0,4 il piano può essere 0,32 mm.
Se il primo layer è troppo sottile, si raffredderà prima del necessario, innescando il ritiro del materiale (con conseguente deformazione del modello, che si imbarca).
Anche per quanto riguarda la velocità, il primo layer richiede accortezze. Normalmente viene stampato ad una velocità inferiore, per assicurare una buona adesione del “piede” della parte da stampare. E, sempre per ottenere una buona adesione, la temperatura alla quale viene stampato il primo layer è generalmente di 5-10° superiore rispetto a quella dei layer successivi.
Temperatura
Semplice. Si dovrebbe usare la temperatura più bassa possibile che consenta di stampare alla velocità desiderata. Se si sente il pignone dell’estrusore “grattare” il filamento (con il caratteristico ticchettio), la temperatura è troppo bassa: il filamento non viene fuso abbastanza velocemente, e la temperatura va alzata.
Se la stampa presenta rigonfiamenti sui bordi e una scarsa definizione, l’estrusore è troppo caldo e la temperatura va abbassata.
http://www.stampa3d-forum.it/wp-content/uploads/2015/07/Temperatura.jpg
Nota bene: la regolazione della temperatura è un aspetto critico, e andrebbe effettuata anche quando si utilizza lo stesso polimero di marche differenti (o addirittura in certi casi lo stesso polimero della stessa marca con colori differenti).
Velocità di stampa
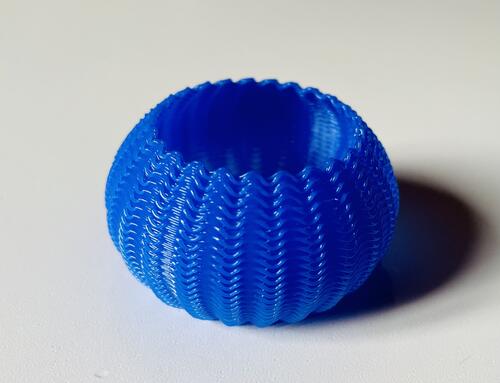
Anche se la stampante può raggiungere velocità molto elevate, l’impostazione di velocità “conservative” premia con una migliore qualità, meno “stringing” (filamenti sottili tra gli intervalli del modello), una maggiore precisione dei bordi. Pensiamo semplicemente all’inerzia. Il filamento che viene deposto è allo stato plastico, semifluido. Quando la stampante si muove ad alta velocità e incontra un brusco cambiamento di direzione (es. lo spigolo di un parallelepipedo) la meccanica della stampante – che è rigida – esegue la curva a gomito. Il filamento, che stava andando a tutta velocità verso una certa direzione, prosegue invece per inerzia dopo la curva a gomito – per un brevissimo tratto – nella direzione precedente.
E’ come se stessimo correndo con un bicchiere pieno di liquido e improvvisamente decidessimo di girare rapidamente a sinistra o a destra. Osservate quello che fa il liquido nel bicchiere: in misura minore, il filamento fuso farà la stessa cosa.
Visto dall’alto il modello presenterà come dei piccoli rigonfiamenti dopo gli spigoli, che saranno evidenti lungo tutta la parete. Se questa circostanza si verifica, e la qualità è un fattore importante, non c’è altro rimedio che ridurre la velocità di stampa.
Attenzione tuttavia a non ridurla eccessivamente: anche questo presenta degli svantaggi. Stampando troppo lentamente la superficie viene surriscaldata dalla presenza dell’estrusore “troppo a lungo” sul materiale, e si ottiene una superficie in stile “budino”. Come criterio generale, velocità e temperatura vanno di pari passo: all’aumentare della velocità è necessario aumentare la temperatura, e viceversa.
Qualità e calibrazione del filamento
E’ importante verificare sempre il diametro del filamento all’atto del caricamento di una nuova bobina. La misurazione deve avvenire con un calibro, più volte ad una certa distanza, ed è necessario calcolare il valore medio.
Specialmente utilizzando filamenti economici, è facile perdere una grande quantità di tempo nel cercare di correggere difetti che non dipendono dall’hardware, ma da irregolarità nel diametro del filamento.
Il PLA come noto è particolarmente sensibile alla illuminazione solare ed alla temperatura di immagazzinamento: conservare sempre i filamenti in luoghi bui ed asciutti.
Acquistare materiali di buona qualità da venditori affidabili fa risparmiare molto tempo ed evita la produzione di stampe inutilizzabili. Talvolta, la cattiva qualità di un filamento può causare il blocco degli estrusori (a causa di impurità nel polimero), o malfunzionamenti del sistema di trascinamento che rendono letteralmente impossibile stampare.
Umidità
Tutti i polimeri sono più o meno igroscopici. L’acqua trattenuta all’interno delle fibre si trasforma in vapore quando viene riscaldata dall’estrusore: il risultato è che l’ugello tende a “colare” ed emettere vapore, producendo stampe “schiumose”. Per evitare questo genere di problemi, conservare sempre le bobine in luoghi asciutti e caldi, possibilmente in buste chiuse contenenti sali deumidificatori (es. silica-gel).
Raffreddamento della stampa
Il PLA ed altri filamenti con composizione simile (es. il LayBrick di Orbi-Tech) richiedono una energica rimozione del calore, per evitare la deformazione delle stampe. Il Nylon e l’ABS generalmente non richiedono raffreddamento. I vari programmi di slicing offrono diverse opzioni per controllare di conseguenza il funzionamento della ventola.
Progettazione ed orientamento della parte
Nel corso della progettazione dei modelli da stampare, è importante considerare le potenzialità e i limiti delle stampanti 3D, soprattutto se gli oggetti dovranno avere particolari caratteristiche meccaniche.
I criteri da seguire sono molti. Mi limiterò a citarne alcuni tra i più ovvi, ma con l’esperienza sarà possibile adottare svariati accorgimenti per evitare di produrre oggetti in seguito inutilizzabili.
- Tutti gli oggetti da stampare dovranno avere la più ampia base possibile, per garantire che non si distacchino durante la stampa. Quindi generalmente e salvo casi particolari, gli oggetti andranno orientati in modo che il lato con superficie maggiore sia a contatto con il piano di lavoro.
- Un importante considerazione va fatta tenendo presente la particolare “trama” con la quale gli oggetti vengono prodotti. In senso verticale troviamo semplici strati sovrapposti; in senso orizzontale, troviamo un intreccio di filamenti paralleli, alternati (generalmente a 90°) rispetto allo strato precedente. La direzione “orizzontale” (intrecciata) è molto più robusta di quella verticale (stratificata). Se dovessimo ad esempio costruire un oggetto che dovrà fungere da tirante, sarà pressoché indispensabile costruirlo in modo che lo sforzo di trazione agisca parallelamente all’intreccio. In caso contrario, probabilmente la parte si romperà, sottoposta a trazione, per il fenomeno della delaminazione (tendenza degli strati a separarsi se sottoposti a uno sforzo di trazione perpendicolare agli strati).
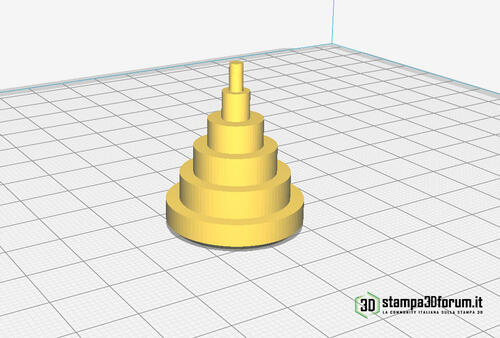
- Una situazione da evitare accuratamente è la stampa (singola) di oggetti piccoli e alti. Nonostante la possibilità di rallentare la stampa e di utilizzare la ventola al massimo regime, la permanenza pressoché continua dell’estrusore sulla medesima zona ne determinerebbe l’inevitabile deformazione. Attenzione: questo problema può presentarsi anche stampando contemporaneamente diversi oggetti, nei quali uno tra questi presenti una piccola zona in significativo rilievo rispetto all’altezza massima degli altri oggetti contemporaneamente stampati.
http://www.stampa3d-forum.it/wp-content/uploads/2015/07/Deformazione.jpg
- Se proprio una situazione come questa fosse inevitabile, per esigenze progettuali, aggiungere degli oggetti “dummy”, che avranno lo scopo di “far perdere tempo” alla testina di stampa tra uno strato e il successivo, evitando il contatto prolungato con la stessa piccola zona.
- Considerare, se necessario, la possibilità di progettare il modello in parti che verranno assemblate successivamente (e che quindi possono essere orientate in modo da sfruttare i vantaggi di robustezza della trama), piuttosto che realizzare un modello singolo di scarsa robustezza.
- I diversi software di slicing consentono generalmente di assegnare uno spessore al piano inferiore, uno al piano superiore e uno alle pareti (comune a tutte le pareti). Questo può rappresentare un limite. Ma nulla vieta, per ottenere una migliore robustezza ove necessario, di progettare in partenza un modello che abbia ad esempio pareti di diverso spessore, ed usare nella stampa un riempimento solido. Naturalmente, in questo caso sarà necessario generare direttamente nel software di modellazione i supporti necessari.
- Porre attenzione alla collocazione dell’oggetto nello spazio di lavoro dello slicer. Ad esempio, per stampare una forma a “T” sarà conveniente stamparla capovolta. Effettuando la stampa così com’è, si dovrebbe creare una struttura di supporto, che allungherebbe i tempi di stampa ed aumenterebbe i costi.
Supporto (con doppio estrusore)
Si dovrebbe ricorrere all’utilizzo di supporti generati con il secondo estrusore solo in caso di effettiva necessità, e dopo aver tentato (vedi punti elencati in precedenza) di adottare altre soluzioni, tenendo conto che alcuni slicer (es. Cura) generano supporti facilmente rimovibili anche con un estrusore singolo.
Comunque, ove il ricorso al secondo estrusore fosse inevitabile, la macchina dovrà essere perfettamente a punto. Un piano di lavoro non livellato produrrà risultati inaccettabili, e l’offset tra i due estrusori dovrà essere attentamente calibrato. Se le due stampe (materiale e supporto) dovessero risultare disallineate o parzialmente sovrapposte, si otterrà una stampa “contaminata”.Parametri dello slicer
Considerando le precedenti raccomandazioni, prima della stampa perfezioniamo i principali parametri dello slicer.
Diametro del filamento
Qualsiasi slicer ha la necessità di conoscere con precisione il diametro del filamento che verrà utilizzato. Sarà quindi necessario, a ciascun cambio di bobina, effettuare almeno tre misurazioni, su un campione di 2 o 3 metri, e calcolare la media dei valori rilevati. Questo valore è MOLTO importante, e non va sottostimato, poiché lo slicer lo utilizza per far ruotare il pignone di alimentazione quanto necessario. Comunicando un valore errato si può ottenere una stampa di cattiva qualità, che tende a delaminare o, all’inverso, si rischia di intasare l’ugello con conseguente slittamento del filo.
Moltiplicatore di estrusione
Questo valore, generalmente espresso in percentuali variabili tra lo 0.9 e 1.1, modifica proporzionalmente l’ammontare di flusso dell’estrusore. Prima di utilizzarlo, è conveniente verificare la validità del diametro del filamento impostato, ed eventualmente il firmware della macchina.
Spessore del layer
E’ l’altezza delle “fette” con le quali lo slicer suddivide il modello. Uno spessore elevato permette di ridurre i tempi, ma realizza superfici meno rifinite, mentre uno spessore basso migliora la qualità (e la robustezza della parte) a scapito di tempi di stampa superiori.
Mentre lo spessore minimo dipende dalla stampante (alcune arrivano a 0.05 mm, ma i tempi sono biblici), quello massimo non può essere in ogni caso superiore all’80% del diametro dell’ugello.
Il primo strato generalmente è più spesso, per compensare eventuali dislivelli del piano di lavoro, mentre i successivi sono definiti in base alla qualità di finitura desiderata.
All’interno della scheda che consente di definire lo spessore dei layer è anche generalmente possibile controllare lo spessore dei profili e lo spessore delle pareti piane inferiore e superiore.Larghezza di estrusione
Può essere controllata da alcuni slicer, ma in questo caso il valore specificato prende il sopravvento rispetto allo spessore del layer. Non dovrebbe essere inferiore al diametro dell’ugello.
Diametro ugello
E’ necessario specificarlo per Cura e Slic3D, non per Kisslicer, che effettua calcoli volumetrici. Può variare da 0,2 a 0,8 mm.
Temperatura di estrusione
Va impostata ad un valore sufficiente a rendere plastico il filamento, ma non troppo elevata per evitare che l’estrusore “coli” materiale anche durante i movimenti di traslazione, e si produca una cattiva finitura. In generale per il primo layer è impostata su valori più alti, per aumentare l’aderenza al piano.
Temperatura del piano di lavoro
Per l’ABS è mandatorio disporre di un piano di lavoro riscaldato, a meno che non vengano stampati oggetti molto piccoli. Anche per la temperatura del piano, in genere il primo layer viene impostato ad un valore superiore rispetto ai successivi, per migliorare l’adesione.
In alcuni modelli di stampanti economiche con struttura “aperta”, la potenza dell’alimentatore è modesta, e anche a fronte di piccole correnti d’aria (es. l’apertura di una porta) la temperatura del piano di lavoro cala bruscamente, causando uno shock termico all’oggetto in corso di stampa, ed una serie di potenziali problemi. Per questo sono preferibili stampanti chiuse, o quantomeno dotate di sufficiente potenza per raggiungere e mantenere la temperatura programmata anche in presenza di variazioni climatiche nell’ambiente.
Ritrazione
Definisce quanti millimetri il filamento deve essere ritratto al termine della stampa di una zona e durante il passaggio alla successiva, per evitare che il materiale continui ad essere “colato” durante i movimenti di traslazione. In genere è inferiore a 6 mm.
Raffreddamento
Viene effettuato da una ventola posta sull’estrusore, che convoglia l’aria fredda nella zona di stampa. E’ mandatorio per il PLA, che va raffreddato il più rapidamente possibile dopo la deposizione, per evitare deformazioni.
Normalmente il valore è espresso in percentuale (100% = massima velocità della ventola).Skirt
È un perimetro di offset della base del modello, tracciato ad una certa distanza per inizializzare l’estrusore, e fare in modo che nel momento in cui viene effettuata la stampa vera e propria la camera di fusione sia carica. Generalmente è possibile definire quante linee stampare.
Brim
E’ una estensione, stampata soltanto in occasione del primo layer, della larghezza base dell’oggetto, effettuata per aumentare l’adesione al piano. Per i programmi che lo prevedono, è espresso in millimetri.
Raft
E’ uno strato facilmente rimovibile (uno o più layer) stampato sotto la base del modello per aumentare l’adesione. Generalmente è più largo della base (in misura definibile) ed ha una trama molto più rada (proprio per facilitarne la successiva rimozione) rispetto ai layer veri e propri.
Supporti
Per le zone con elevato sottosquadro è necessario provvedere un adeguato supporto. I software di slicing offrono diverse opzioni per definire la l’architettura delle strutture di supporto, che vengono poi generate in automatico. Generalmente la loro successiva rimozione è facilitata. I supporti possono essere creati (con un diverso materiale, es. idrosolubile) anche con il secondo estrusore, per le macchine che ne sono dotate.
Riempimento (infill)
Le parti da stampare vengono automaticamente riempite con una densità programmabile e pattern definibili. In genere, si cerca di utilizzare i pattern che richiedono meno filamento, anche per velocizzare le stampe. Sebbene alcuni programmi offrano pattern molto divertenti (es. a nido d’ape), generalmente si torna prima o poi ad usare il classico “rectlinear” (quadrati orientati a 45°), che richiedono meno tempo.
Il valore di riempimento è normalmente espresso in percentuale. Un valore di 0,2 è generalmente sufficiente, ma se l’oggetto deve avere una particolare resistenza meccanica, è possibile aumentarlo.Bridge
Sono dei veri e propri “ponti” tra due diverse zone di stampa che vanno collegate. Questi ponti non prevedono supporto, e ovviamente possono collegare tratti piccoli. Il valore del parametro è espresso in velocità, che deve essere più elevata possibile, senza per questo spezzare il filamento deposto. Valori troppo bassi creano l’insellamento del ponte, non consentendo di ottenere piani corretti.
Threads
E’ un parametro che stabilisce quanti processori virtuali verranno usati per il calcolo del codice macchina. Valori più elevati riducono i tempi di calcolo, ma a scapito di una maggiore quantità di memoria utilizzata.










.thumb.jpg.db396a1d482f587ad6f3e454c61c5719.jpg)




{kind=link}
{kind=link}
Commenti Raccomandati
Non ci sono commenti da visualizzare.
Partecipa alla conversazione
Puoi pubblicare ora e registrarti più tardi. Se hai un account, accedi ora per pubblicarlo con il tuo account.