AndreaG85
-
Numero contenuti
283 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di AndreaG85
-
Cura e stampa dual extrusion
AndreaG85 ha risposto a Mino nella discussione Software di slicing, firmware e GCode
@Mino una domanda: te che stampante hai per il dual extrusion? l'hai mai usata con materiali diversi? Grazie 😃 -
PETG SUNLU su i3 MEGA s
AndreaG85 ha risposto a Berry.870 nella discussione Problemi generici o di qualità di stampa
Io sto avendo problemi di warping su pezzi alti con il paino ultrabase. Ma la lacca menzionata non è altro che lacca per capelli giusto? Altrimenti colla stick? -
Quali materiali siete riusciti a stampare con il clone E3D montato sulle Anycubic?
AndreaG85 ha risposto a AndreaG85 nella discussione Anycubic
160 o 260? -
Quali materiali siete riusciti a stampare con il clone E3D montato sulle Anycubic?
AndreaG85 ha risposto a AndreaG85 nella discussione Anycubic
Ma non c'é il problema del tupo in ptfe che fonde oltre i 240°? -
Salve, vorrei sapere da voi quali materiali siete riusciti a stampare con l'hotend montato di default sulle anycubic ( il clone dell'E3D bowden), lasciando stare il PLA, e se son serviti accorgimenti/modifiche profonde o siete riusciti a stamparli senza grossi problemi. Grazie delle info 😃
-
Come da titolo, vorrei sapere se qualcuno lo stampa, e che esperienza ha avuto. Io al momento stampo col PETG (primo materiale utilizzato), mi trovo bene ma ho notato una certa brutalità del materiale, ovvero arrivato a sopportare un certo sforzo cede rompendosi senza grandi deformazioni prima. Sarei curioso di provare il nylon, ma con la mia stampante e a casa sarebbe veramente un azzardo. Mi chiedevo allora se qualcuno avesse appunto provato a stampare con una stampante obbistica del polipropilene, e se può paragonarmelo come caratteristiche col PETG/PLA. Grazie delle info 😃
-
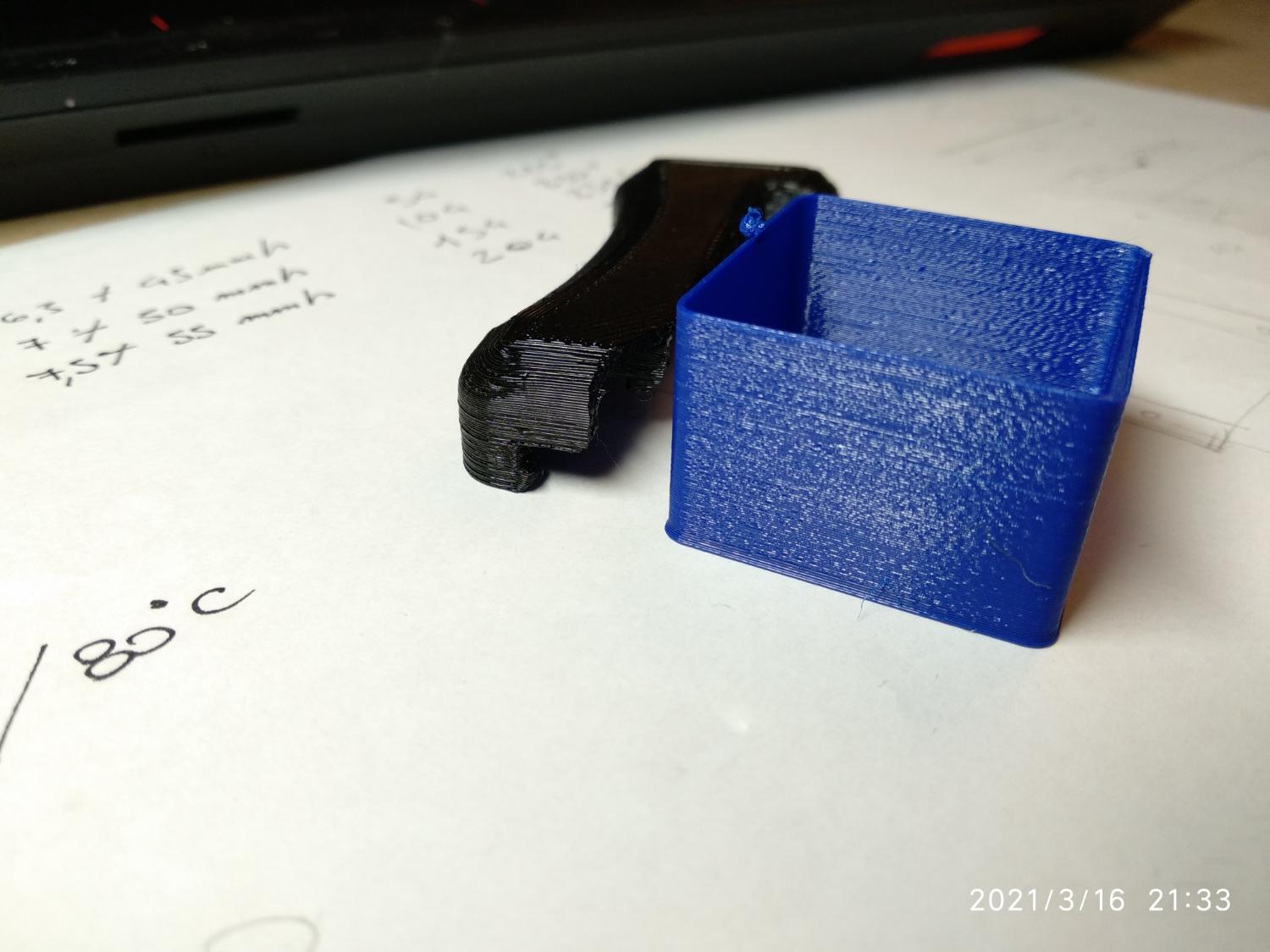
Allora... ho un problemino con la mega S: sembra sempre ci sia uno leggero scostamento X o Y tra i vari layer. In foto, in nero un pezzo stampato con la mega S che ho a casa, petg amazon basics, in blu un thin wall stampato con la chiron dell'ufficio. Sempre amazon basics ma blu. La situazione di sfalzamento è migliorata andando a mettere dei tensionatori ( per tevo tarantula) sulle cinghie di X e Y. Ma secondo voi è possibile ottenere una superficie così liscia come nel thin wall? Cosa dovrei controllare? Oltre alle viti di movementazione Z, c'è altro che mi consigliate di controllare?

-
Delucidazioni.. o meglio Help?!
AndreaG85 ha risposto a GeminiK nella discussione Problemi generici o di qualità di stampa
@GeminiK ma la temp tower l'hai programmata tu per aumentare e diminuire la temperatura via via? Perché sembra tutta uguale. Comunque io farei un PID, mi sembra che il filamento sia TROPPO fuso 😉 -
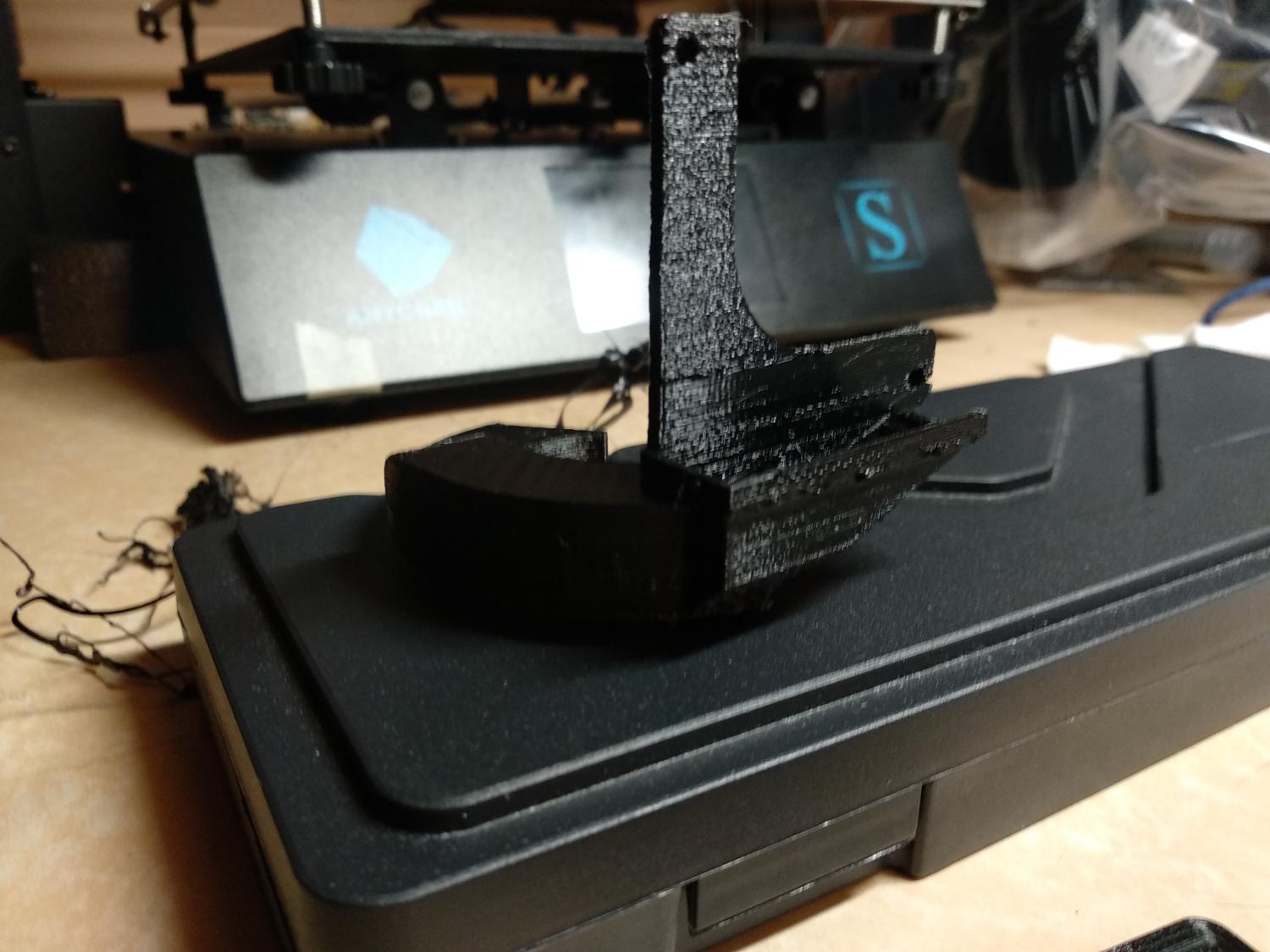
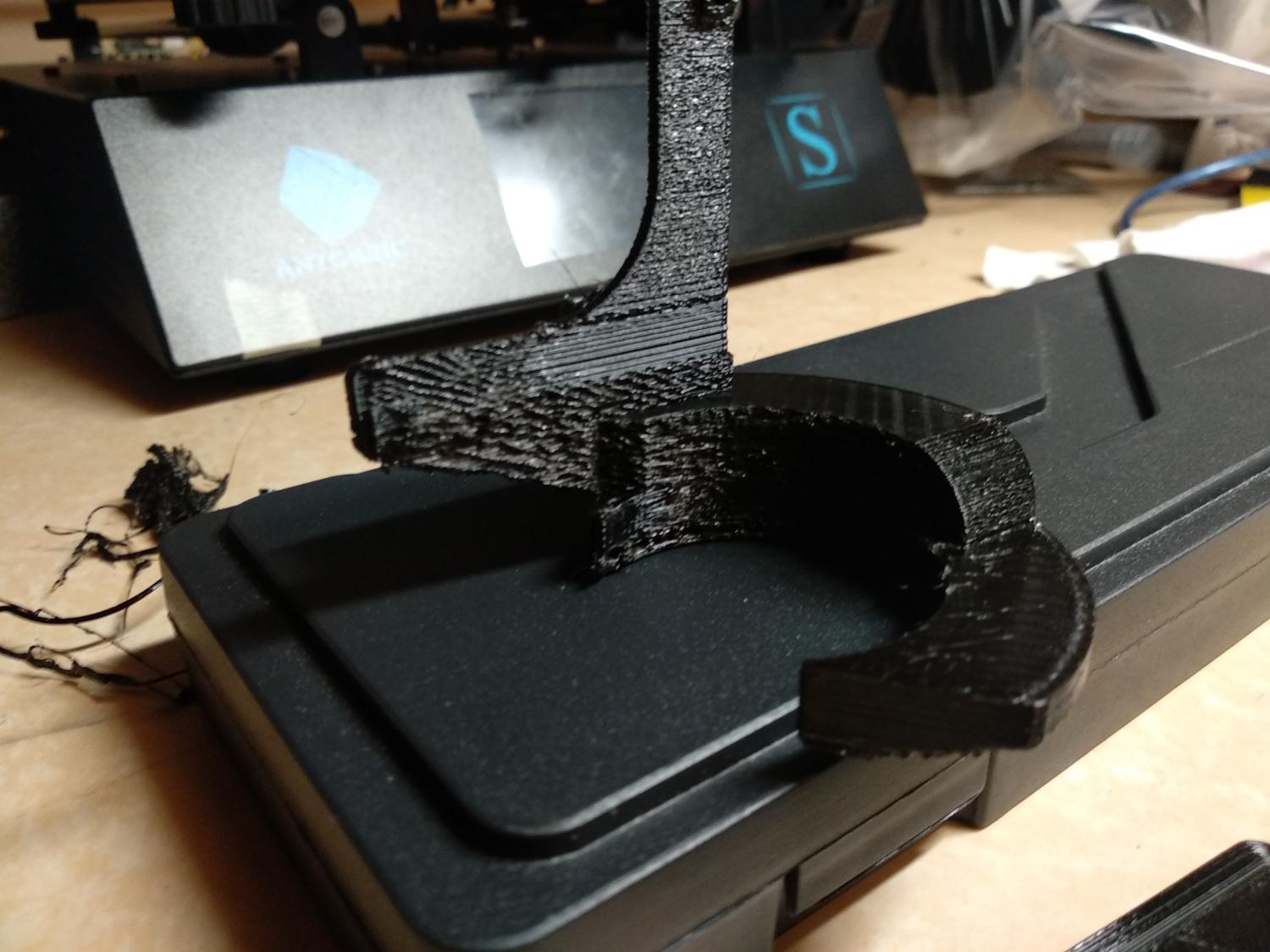
Fermata con fascette e piccolo spessore alla griglia di chiusura sottostante. Devo progettare un canale poi per poterla montare meglio. In bocca al lupo con il cambio
-
Supporti extra "personalizzati"
AndreaG85 ha pubblicato una discussione in Software di slicing, firmware e GCode
Buongiorno, chiedo a chi usa CURA come slicer: so che è possibile aggiungere supporti "custom" in preparazione, e settare dei parametri particolari. Se ad esempio ho uno sbalzo importante vorrei creare dei "punti di appoggio" veri e propri, e il resto del supporto invece con una distanza Z superiore tipo 0.2. Il problema è che quando vado su anteprima, questi supporti speciali non li vedo come differenti da quelli normali. Sapete dirmi se e cosa sbaglio nel settaggio? grazie -
PETG: warping Vs facilità distacco supporti
AndreaG85 ha pubblicato una discussione in Problemi generici o di qualità di stampa
Come da titolo mi ritrovo con questo problema: ho una anycubic chiron in ufficio con cui stampo PETG a velocità folle ( 😅 causa orari di ufficio i pezzi devono essere pronti in max 10/11 ore), e ottengo stampe discrete viaggiando a 70 mm/s. Per ovviare al problema del warping sono arrivato a coprire la macchina con un sacchettone di plastica trasparente da imballo, che permette di mantenere una temperatura più uniforme, e diminuito la ventola al 30% max per diminuire lo stringing e il warping. Naturalmente parlando di chiron si parla di pezzi con dimensioni X e Y belle generose. Per quanto riguarda i supporti, ho provato con tetto o senza, con Zoffset superiore 0.2 o assente, ma comunque i supporti in petg di fatto diventano parte integrante del pezzo. Ho anche attivato l'opzione per aumentare la ventola al 100% quando si stampa lo strato sopra al supporto, ma comunque si incolla tutto. Qualcuno di voi ha gli stessi problemi? Ha trovato soluzione? -
Buonasera a tutti, ho un problema con delle parti stampate con PETG AMAZON, temepratura di piatto 80°C, 225° hotend. Pezzi con pareti di 4 mm e infill del 20%. Ventola di raffreddamento spenta, brim di 5 mm. Nonostante questo i pezzi di alzano agli angoli anche di 1 mm alla fine. Secondo voi, sarebbe meglio abbassare o alzare la temperatura del piatto per avere più adesione? Aumentare il brim (magari sugli angoli o ovunque) aiuterebbe o non ha senso? I pezzi a parte questo problema vengono perfetti. Grazie dell'aiuto
-
Stampa layer collegati a supporti
AndreaG85 ha risposto a Gemonio nella discussione Problemi generici o di qualità di stampa
Complimenti! Ma questo è PETG? Comunque proverò al più presto. Questo we non ho avuto tempo di stampare nulla -
Stampa layer collegati a supporti
AndreaG85 ha risposto a Gemonio nella discussione Problemi generici o di qualità di stampa
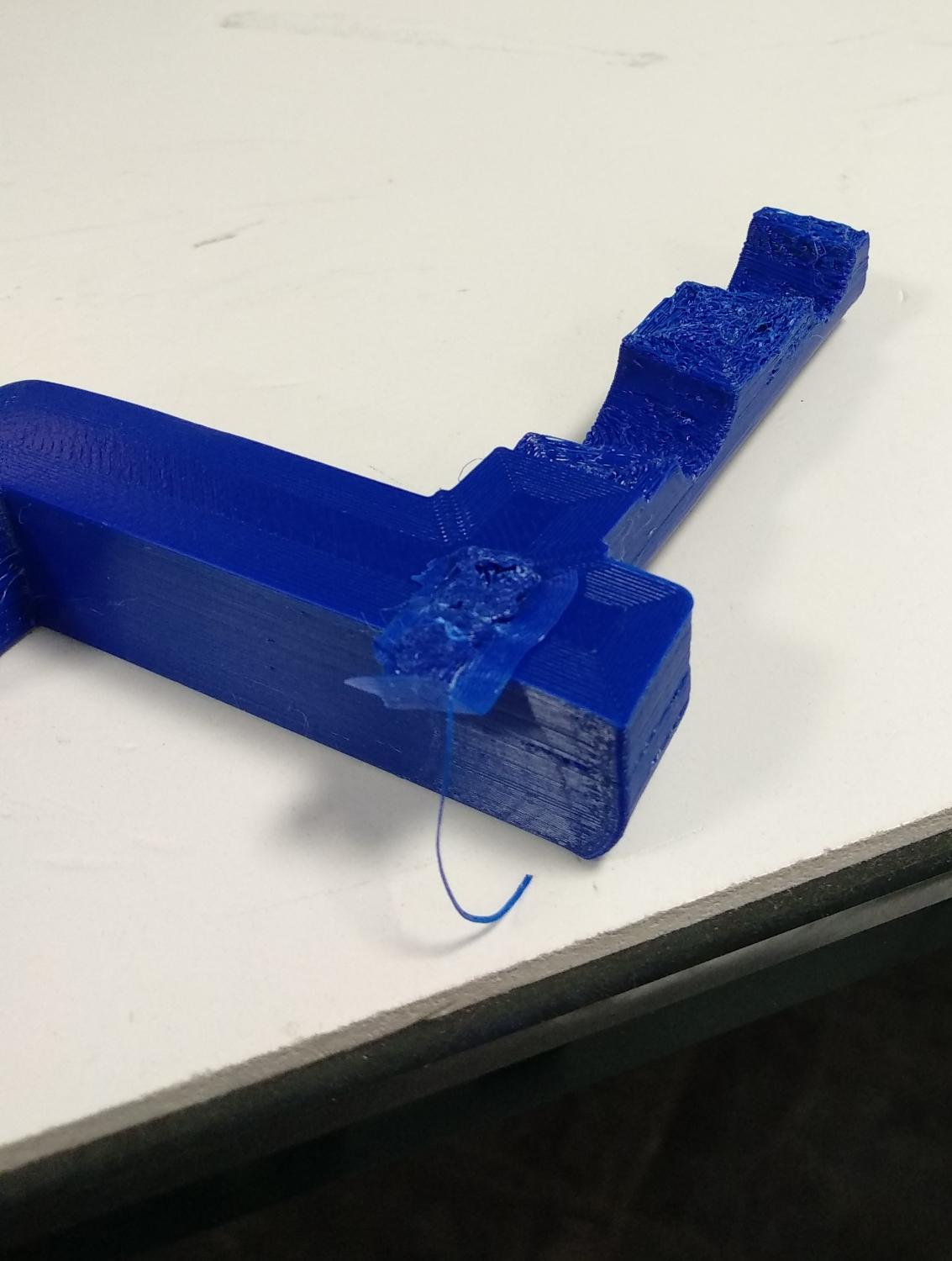
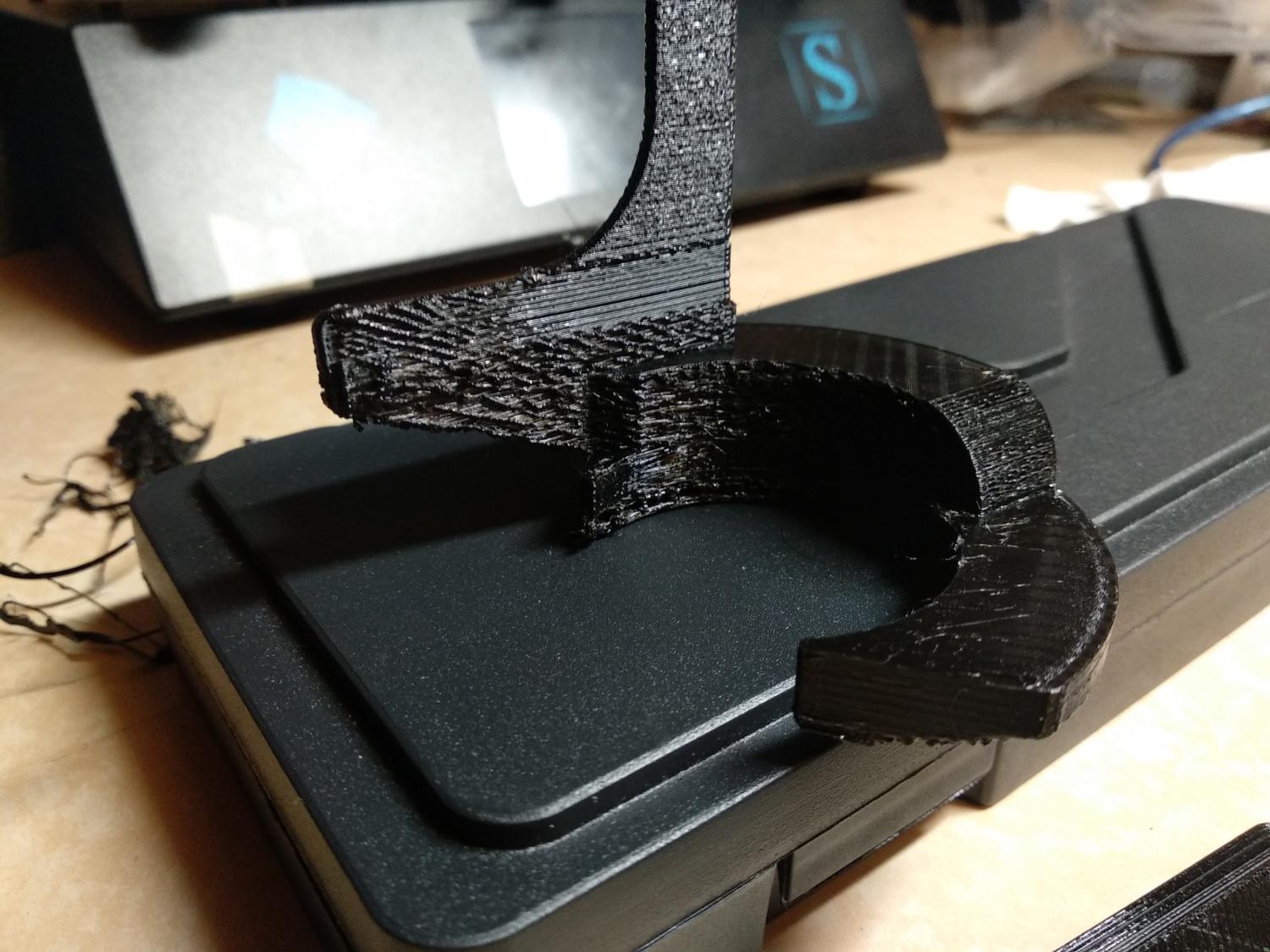
Ecco questo è un esempio ( non prendete in considerazione la prova di incollaggio in basso 😅) Come si può vedere sul "ponte" qui rovesciato, la parte dei piedistalli appoggiava su supporti, che sono difficili da staccare bene al momento.
-
Stampa layer collegati a supporti
AndreaG85 ha risposto a Gemonio nella discussione Problemi generici o di qualità di stampa
La cosa interessa molto anche me. Io uso cura, supporti generalmente ad albero con tetto di 0.4 mm e distanza tetto-strato superiore 0.1mm. Però i pezzi vengono ancora molto grezzi... sarà che il PETG attacca molto molto bene uno strato con l'altro. Uso la ventola spenta perchè (stranamente rispetto a quanto pensavo) così il PETG mi fa meno fili. -
Problemi con Anycubic Chiron
AndreaG85 ha risposto a XPROTUBE nella discussione Problemi generici o di qualità di stampa
Guarda, io ho una chiron a lavoro. Anche noi abbiamo avuto problemi con la stampante all'inizio. Io personalmente ti consiglio di fare così: 1) verifica di aver tutto ben stretto, e che i cuscinetti e le ruote dei vari movimenti siano ben in contatto con gli estrusi del telaio. 2) fai un livellamento manuale sui 4 angoli del piano, con un foglio di carta A4. 3) leggi bene il manuale per capire come funziona il livellamento automatico. LEGGILO FINO IN FONDO, fino a pagina 23!!! E' importantissimo. 4) fai l'autoleveling 5) fai la stampa di prova. Se vedi che l'ugello è troppo alto (3-4 mm sopra il piatto) non ti allarmare, segui bene le istruzioni e tramite l'advance setting del leveling abbassa pian piano il piano fino ad ottenere il livellamento corretto. A questo punto dovresti essere a posto, non toccare più nulla, fai un PID. Poi una volta scelto il filamento che vorrai utilizzare, fai le classiche prove: lunghezza d'estrusione, temp tower, thin wall cube e stringing. E in bocca al lupo! -
Stampe di calibrazione, quali e in che ordine farle
AndreaG85 ha risposto a AndreaG85 nella discussione Problemi generici o di qualità di stampa
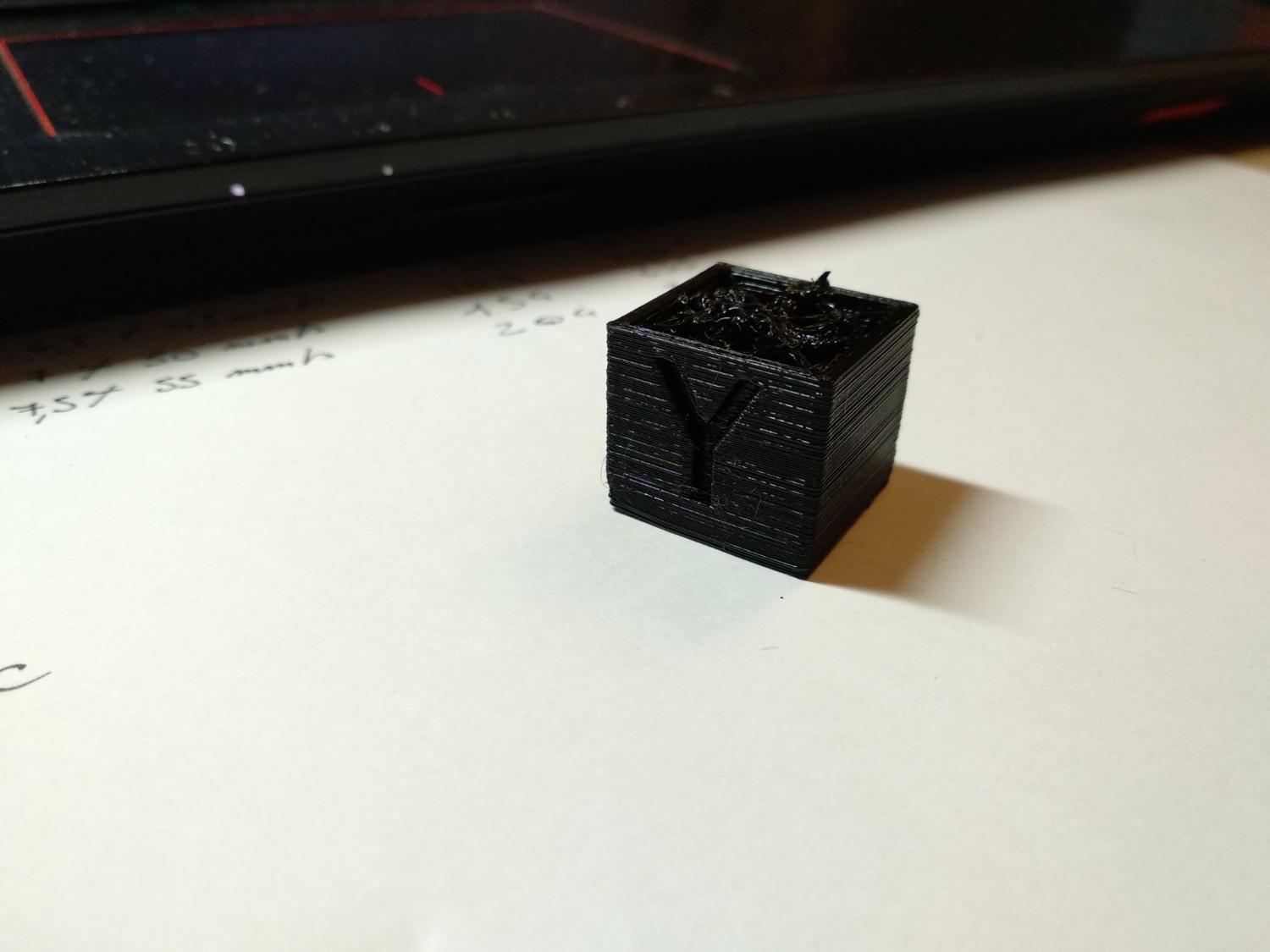
Ieri sera ho provato a stampare qualcosa di più complesso. Temperature di stampa 230/82, ventola al 50%, abilitata opzione per stampare prima lla parete esterna e poi le altre. La cosa strana è che alcuni strati (in Z come vedete dalle foto) vengono molto bene, mentre altri decisamente male, pieni di fili e caccole. Ho anche fatto un classico stringing test con variazione dei mm di retrazione ogni 5 mm di variazione di altezza, da 6 mm di retrazione fino a 12, e comunque rimane la formazione di caccole al momento dell'inizio dello spostamento e all'arrivo sull'altra colonna, e anche i fili (anche se migliora la situazione all'aumentare dei mm di retrazione). Mi domandavo se questo problema di caccole e fili eccessivo potesse dipendere in gran parte dal filamento umido. Voi che ne pensate?
-
Stampe di calibrazione, quali e in che ordine farle
AndreaG85 ha risposto a AndreaG85 nella discussione Problemi generici o di qualità di stampa
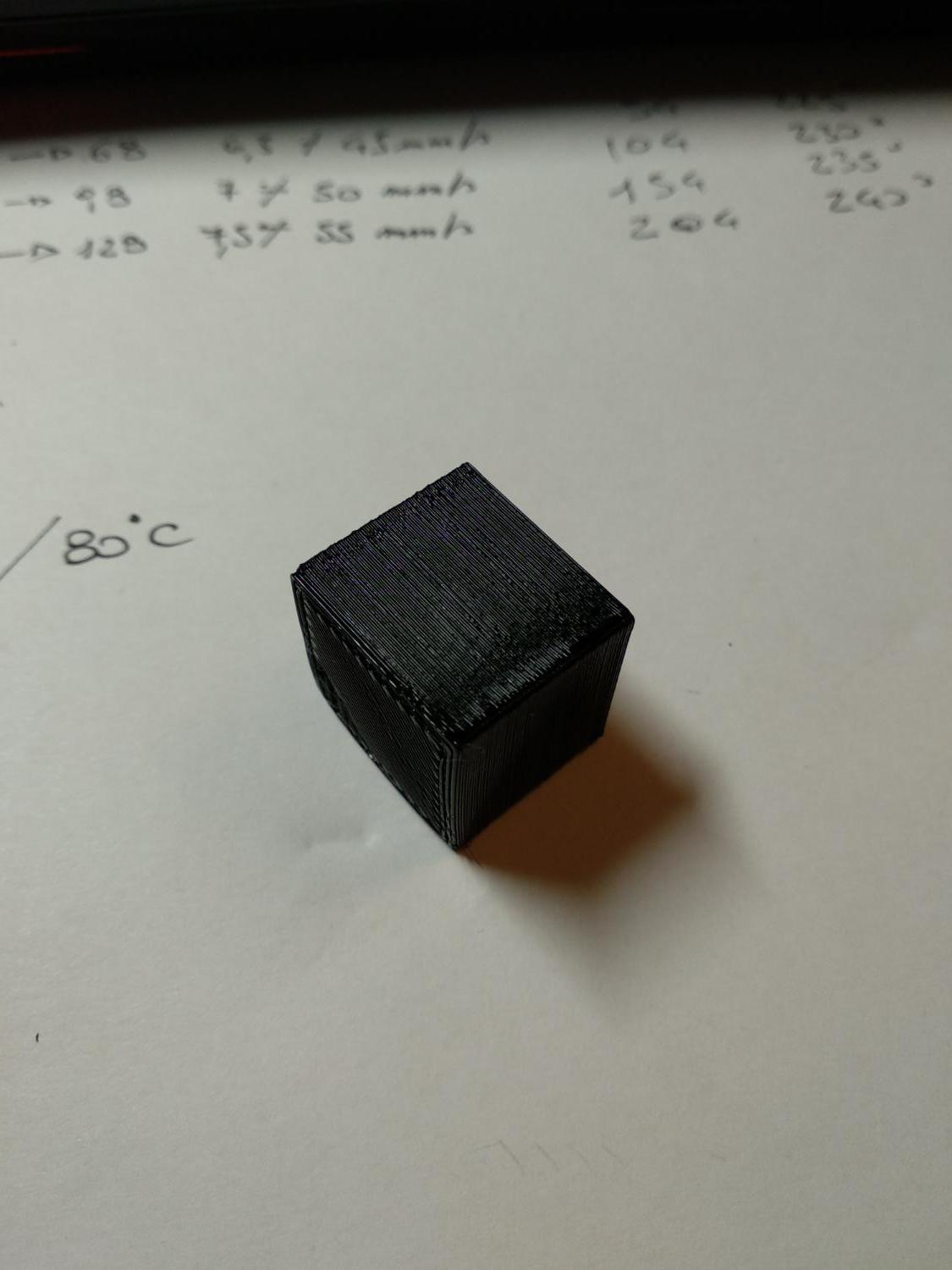
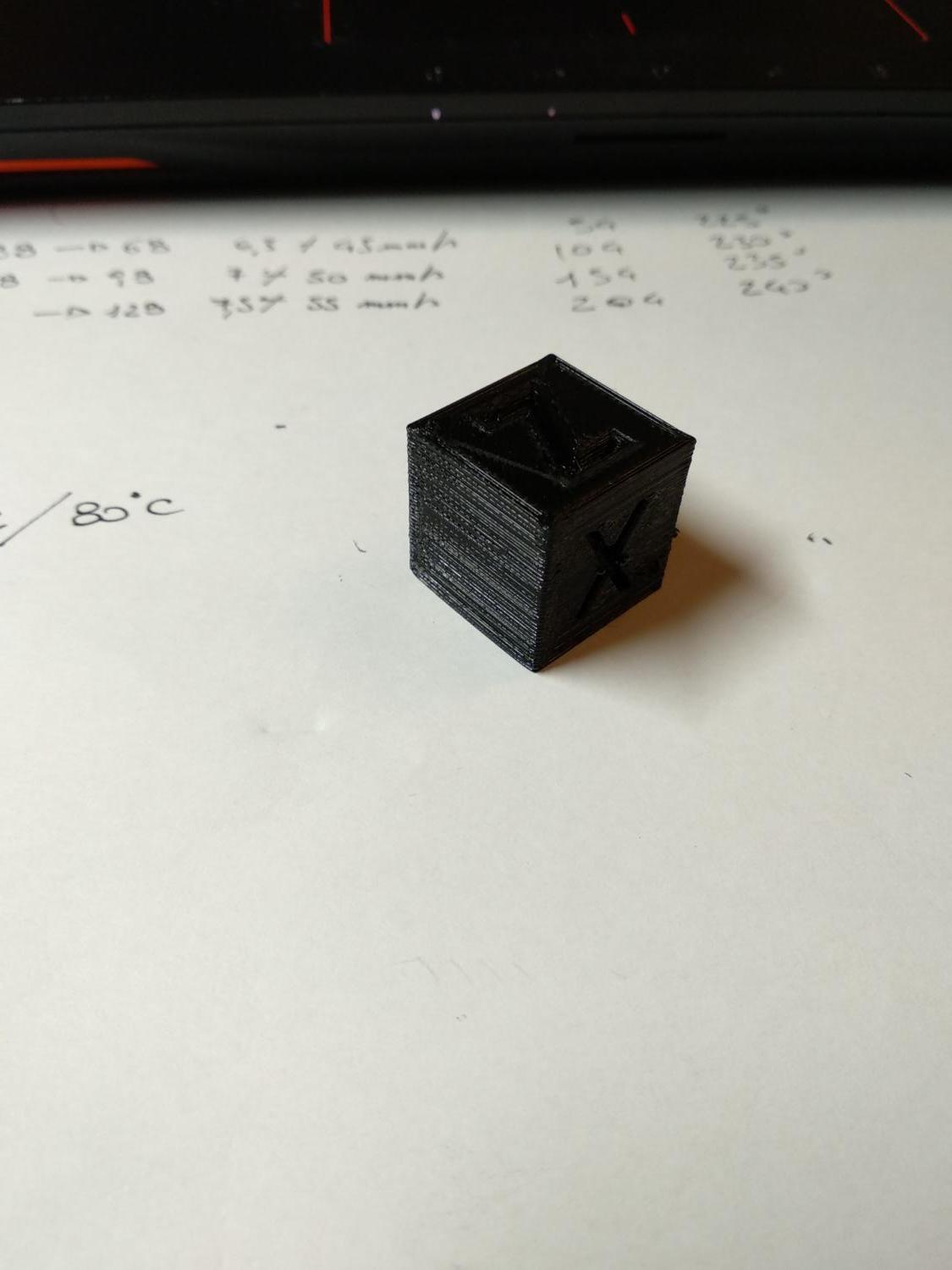
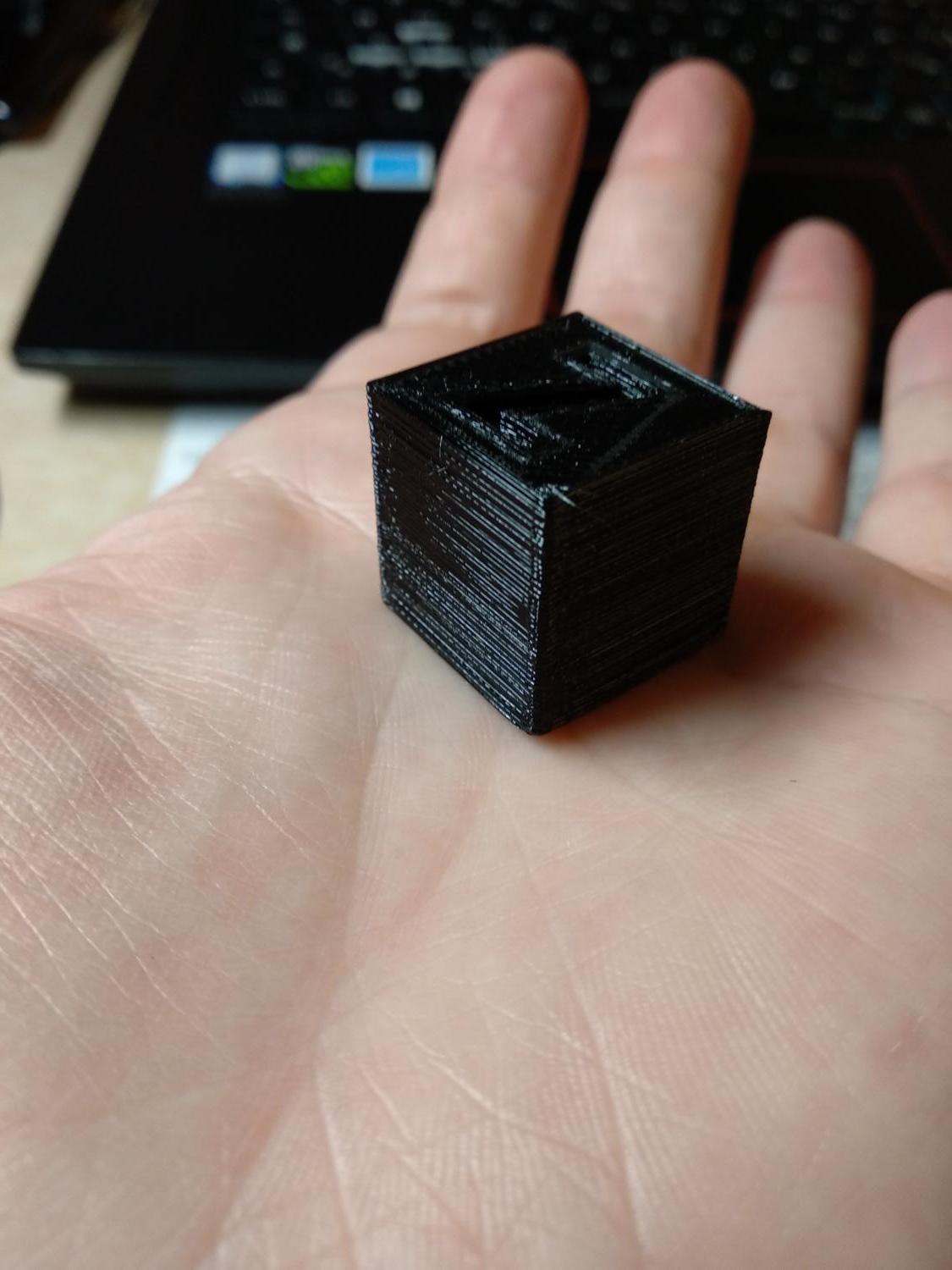
Stasera ho iniziato la guida alla calibrazione inserita da invernomuto. Vado a stampare il primo gcode ottenuto direttamente dal sito per il primo cubetto di confronto, e il risultato lo vedete nelle foto. Purtroppo ho dovuto interrompere la stampa poichè il gcode generato dal sito fa un solo giro di skirt e non ha altezza del primo layer regolabile , e col petg questo mi da problemi di adesione su piatto anycubic. Comunque una cosa che ho notato subito ( forse dalle foto non sembra a causa delle luci e del petg nero lucido) è che la superficie è molto meglio. Rispetto a quando uso CURA per lo stesso cubetto, ho notato che in questo Gcode una differenza: in CURA se gli strati parete sono 3, prima lui deposita lo strato mediano, poi quello interno e poi quello esterno. nel GCODE ottenuto dal sito, veniva prima depositato lo strato interno, poi il mediano, ed infine, più lentamente, l'esterno. Questa cosa come la posso ottenere in CURA?
-
Stampe di calibrazione, quali e in che ordine farle
AndreaG85 ha risposto a AndreaG85 nella discussione Problemi generici o di qualità di stampa
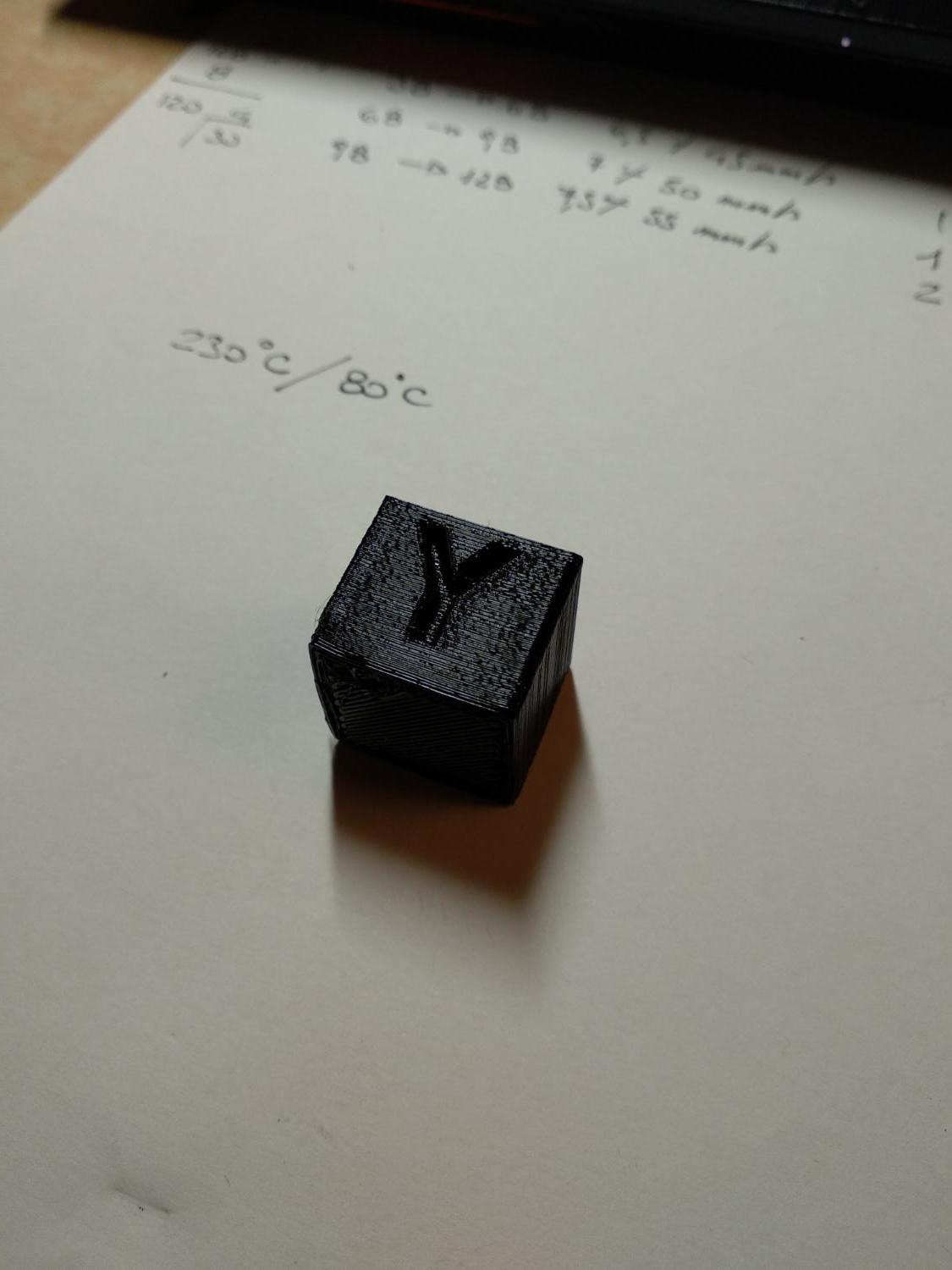
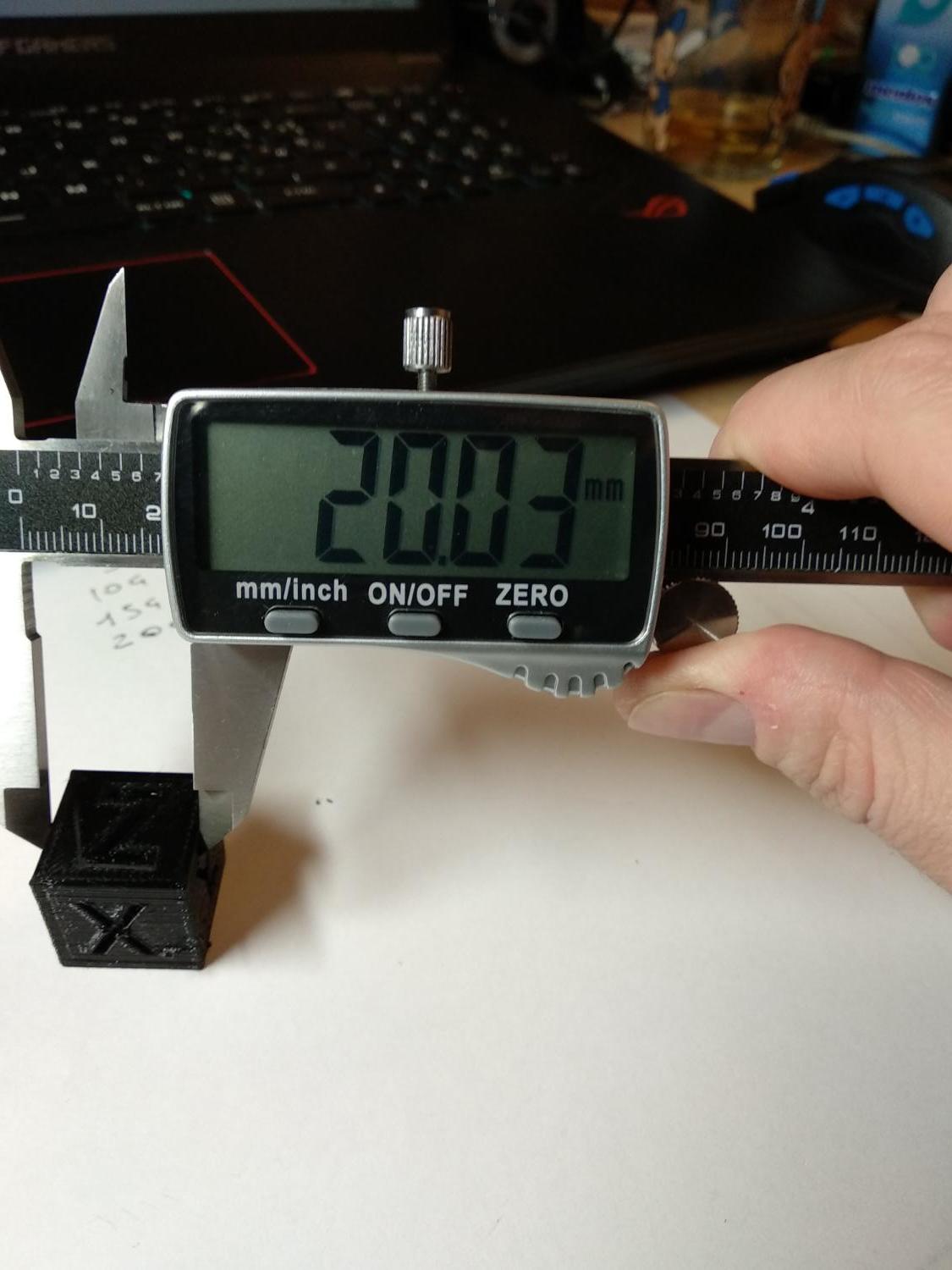
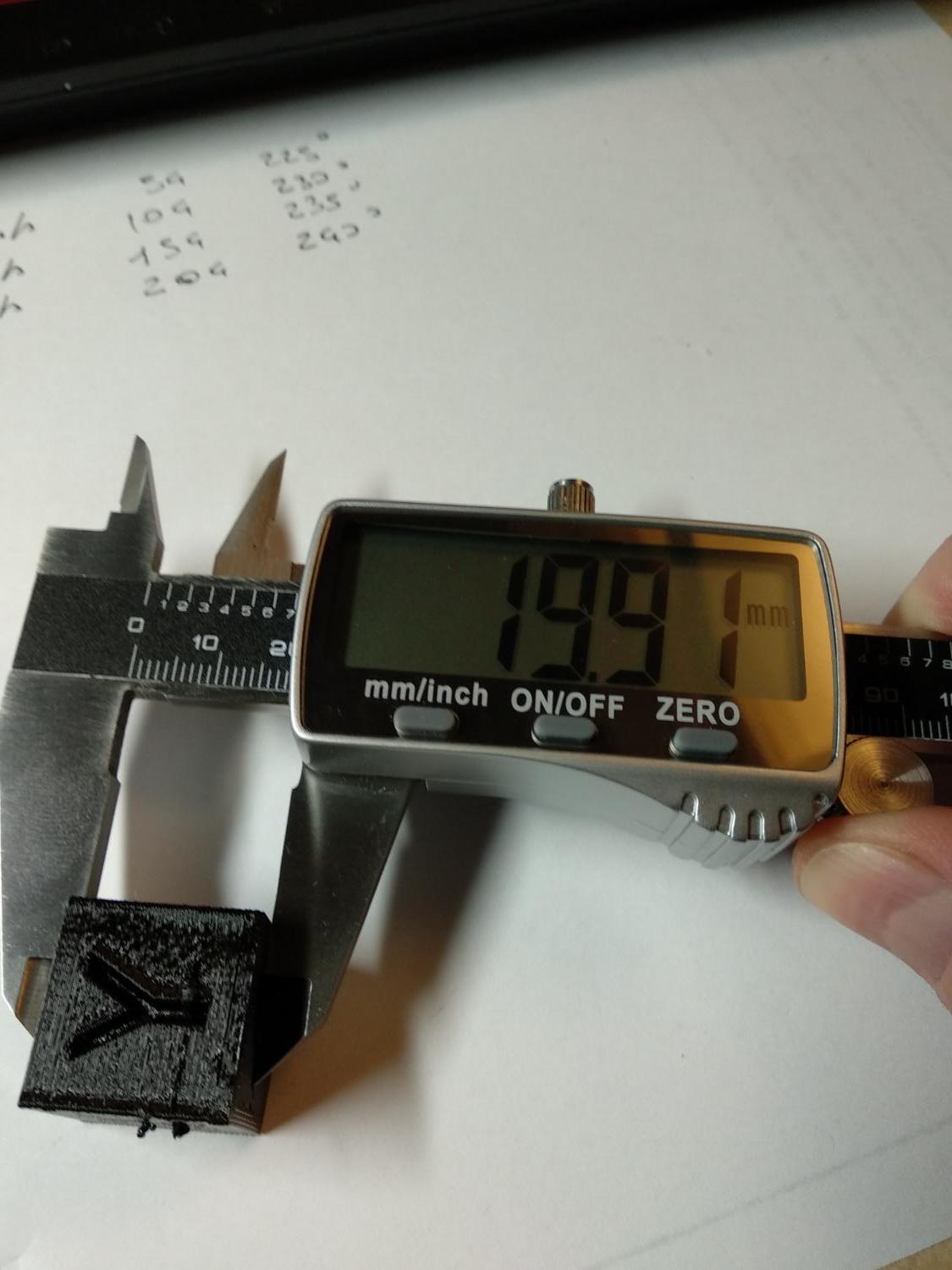
Posto qualche foto di un cubetto appena stampato. Non fate troppo caso alla qualità della parete con la X e la Y: mi si sono staccati i supporti ad albero durente la stampa (ed ho avuto un leggerissimo warping su un angolo). Ma come finitura mi sembra meglio di altre volte (certo non perfetta come altre che vedo,ma è PETG economico e probabilmente anche un po' umido) Temperatura di stampa 225/80, velocità 50 mm/s, accelerazioni e jerk come da profilo ai3m standard CURA. Ventola al 50%.ten Per quanto riguarda il movimento degli assi Z, alzando di 10 mm alla volta, nei primi 10 mm c'è una discrepanza di poco meno di 4 decimi, mentre nei successivi 20 nessuna differenza di alzata, sempre 20 mm sicuri. Secondo voi potrei risolvere "girando" la barra Z che perde quei 4 decimi, o dovrei cercarne di nuove? Per quanto riguarda le dimensioni, la X sembra un pochino abbondante,possibile che la molletta di tiro non basti già più ( e nel caso pensavo di stampare dei sistemi per tensionare la cinghia trovati su thingiverse). Fatemi sapere cosa ne pensate 😄
-
Stampe di calibrazione, quali e in che ordine farle
AndreaG85 ha risposto a AndreaG85 nella discussione Problemi generici o di qualità di stampa
Ah no scusa killrob, io mi riferivo alle barre Z 😆. Tra queste e i motori dell'asse Z ho anche montato dei collegamenti elastici (come ci sono sulla lonker 4 ), e montandoli ho verificato che gli assi Z si muovessero bene ( per quanto io possa capirne ) -
Stampe di calibrazione, quali e in che ordine farle
AndreaG85 ha risposto a AndreaG85 nella discussione Problemi generici o di qualità di stampa
A vederle non sembrerebbero avere problemi. Possibile che il leggero shifting sia dovuto invece a cinghie non perfettamente a punto? Voi come misurate se sono ben tese? -
problemi di stampa con PETG
AndreaG85 ha risposto a fabrizio savio nella discussione Problemi generici o di qualità di stampa
Un mio collega aveva problemi simili. Contattata la lonker gli avevano consigliato di invertire la barra Z (testa-piede). Lui così aveva risolto -
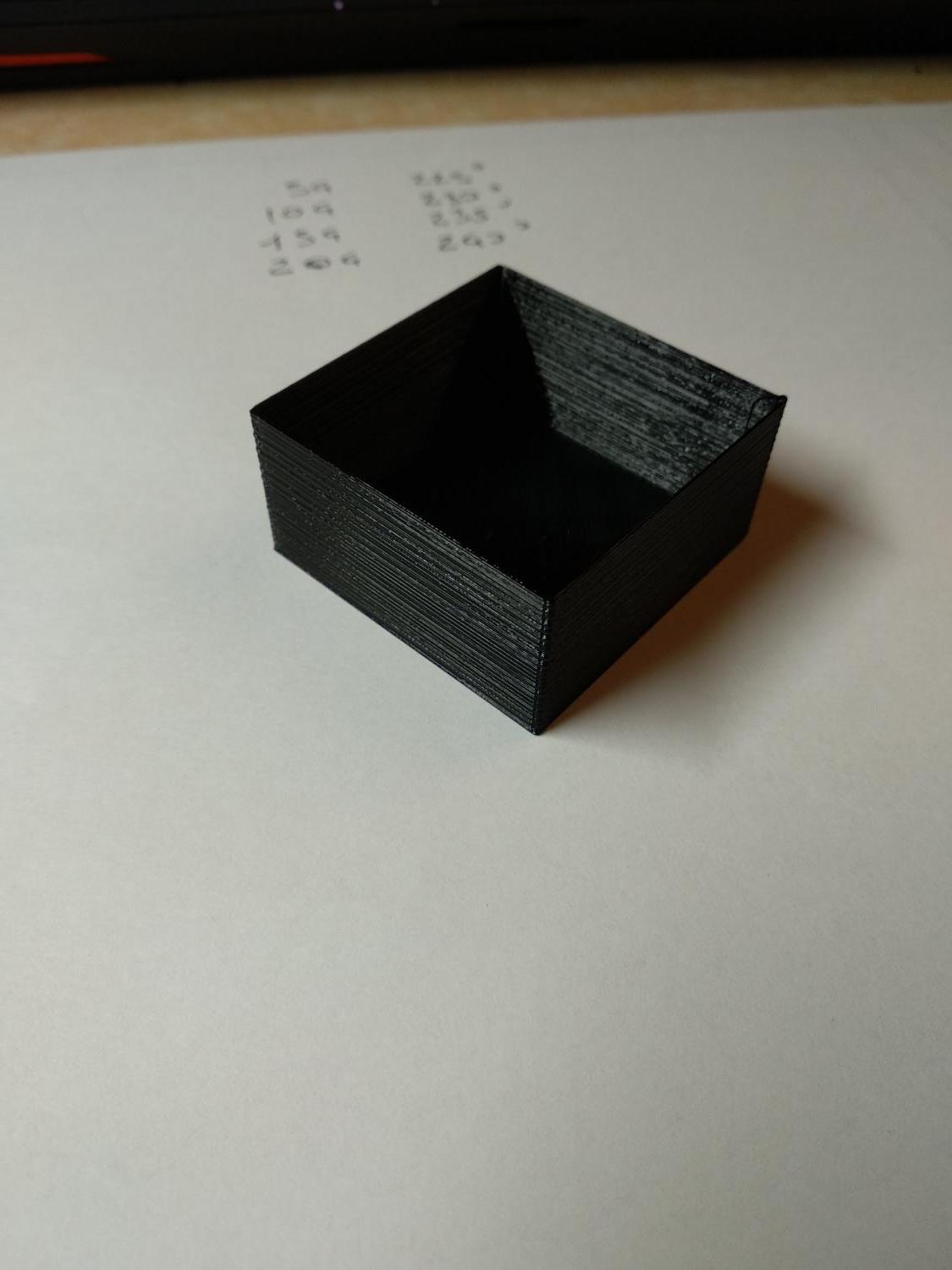
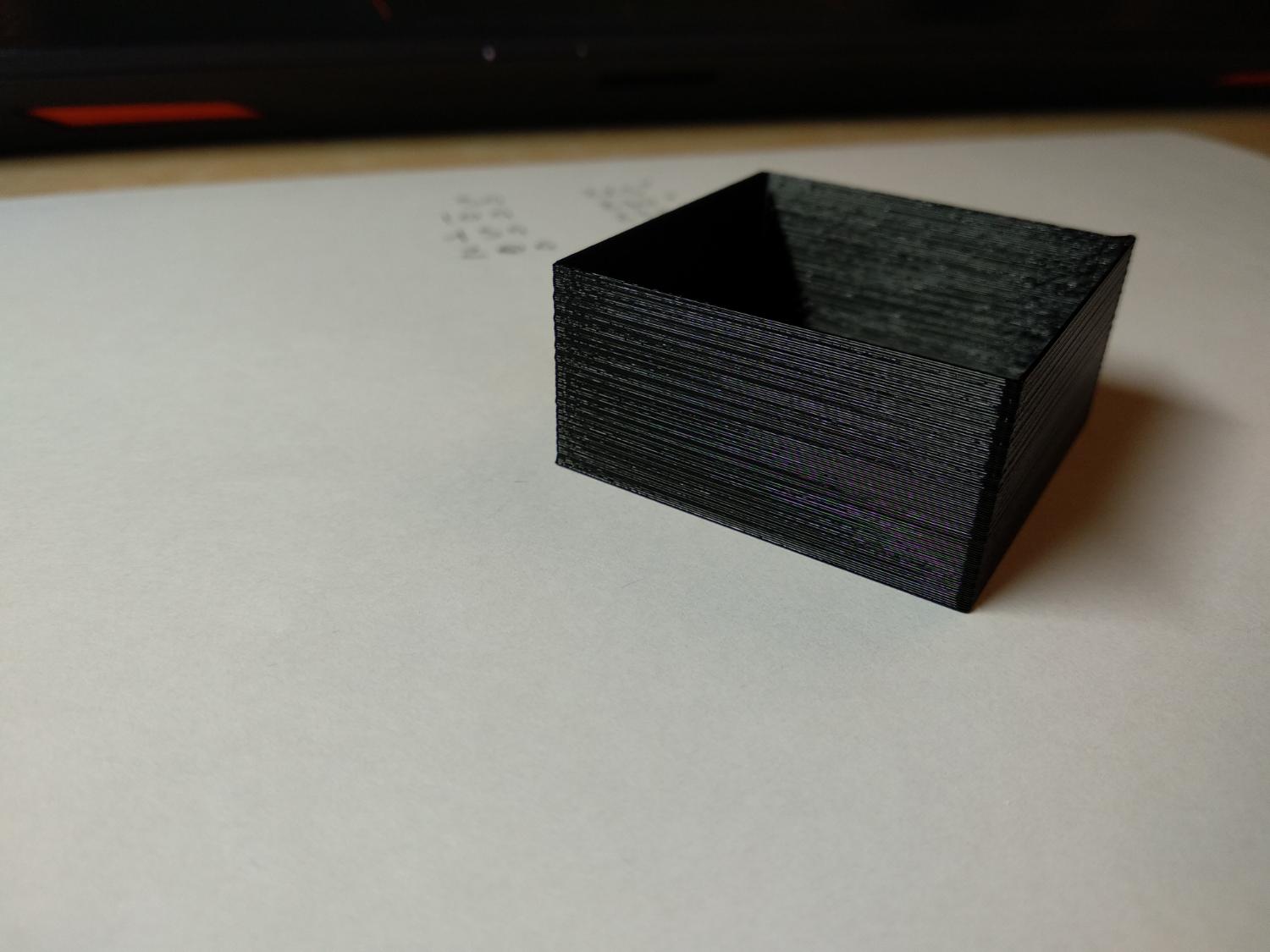
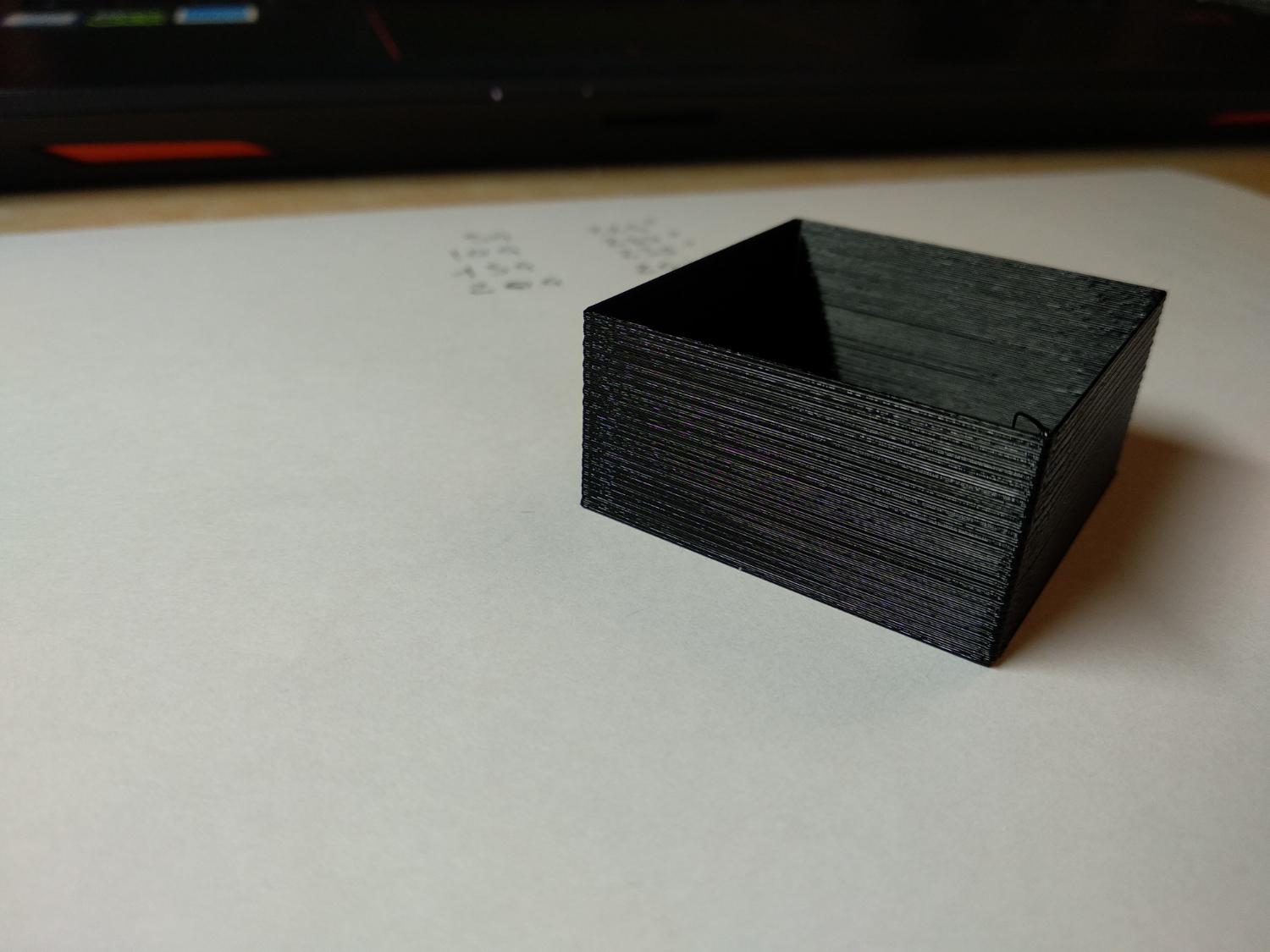
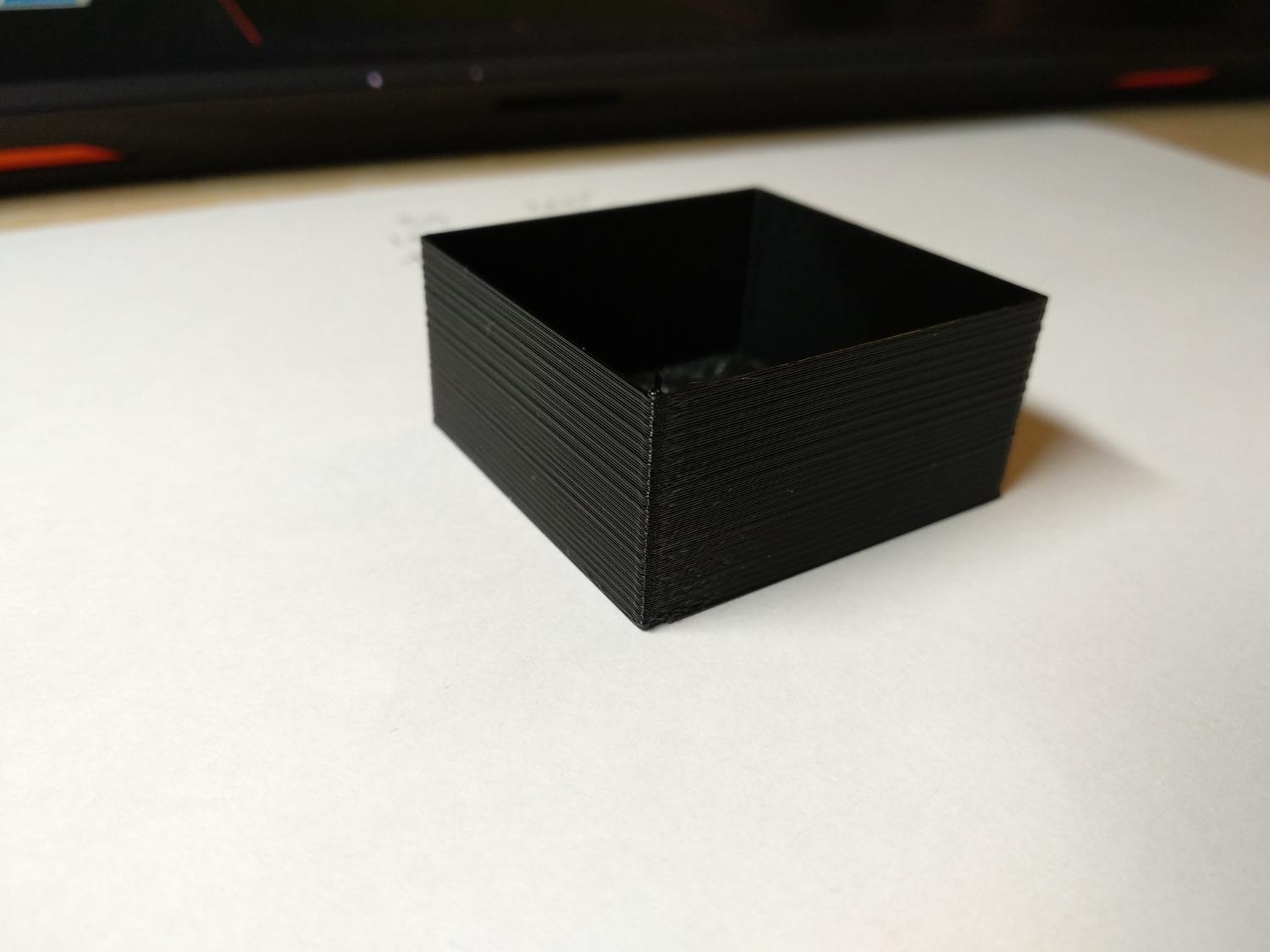
Stampe di calibrazione, quali e in che ordine farle
AndreaG85 ha risposto a AndreaG85 nella discussione Problemi generici o di qualità di stampa
Stampa di un cubo 40x40, bordo a passaggio singolo. Flusso al 90%, strato iniziale con altezza layer 0.32mm, flusso 110%. PETG AMAZON BASICS. Che ne pensate? Ora sto facendo un test di stringing con variazione di velocità e lunghezza di retrazione ogni 30 layer. Vediamo come va. Ventola sempre al 50%. Dopo pensavo di fare un cubetto 20x20x20
-
Pulisci il bed con alcool (normale va benissimo) e uno scottex. Poi livella il bed, fai prove con l'altezza strato iniziale. E in bocca al lupo
-
Stampe di calibrazione, quali e in che ordine farle
AndreaG85 ha risposto a AndreaG85 nella discussione Problemi generici o di qualità di stampa
Grazie Inverno. Lo avevo visto tempo fa ma non lo ricordavo più. Ci darò un occhio stasera con calma.