AndreaG85
-
Numero contenuti
283 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di AndreaG85
-
Stampe di calibrazione, quali e in che ordine farle
AndreaG85 ha risposto a AndreaG85 nella discussione Problemi generici o di qualità di stampa
Si il PETG fila di suo, comunque dalla foto sembran più evidenti di quanto lo siano in realtà. Di fili tra i due coni ce ne son meno di quanto mi aspettassi. Comunque al momento i valori di retrazione sono 6mm e 40mm/s. Dite siano bassi? Hai ragione, ma va detto che cura proprio su quello spigolo maledetto ha deciso di mettere la salita di livello Z 🤣. Facendo il thin wall precedentemente avevo dovuto mettere un flusso del 90% per ottenere una parete di 0.41mm. Però così sembrava ogni tanto non estrudesse abbastanza materiale. Comunque confermate anche voi che 230°C sia la temperatura migliore? Dopo questo test mi consigliate di fare il test per lo stringing o il cubo 20X20X20? -
Stampe di calibrazione, quali e in che ordine farle
AndreaG85 ha risposto a AndreaG85 nella discussione Problemi generici o di qualità di stampa
Mal scusa ma sulla ritrazione non capisco cosa intendi. In realtà coi valori impostati in questo test ha fatto 3 fili solo a 240°C. Mi sembrava andasse più che bene. Per quanto riguarda il flusso, da quale parametro visivo capisci che é troppo abbondante? -
Stampe di calibrazione, quali e in che ordine farle
AndreaG85 ha risposto a AndreaG85 nella discussione Problemi generici o di qualità di stampa
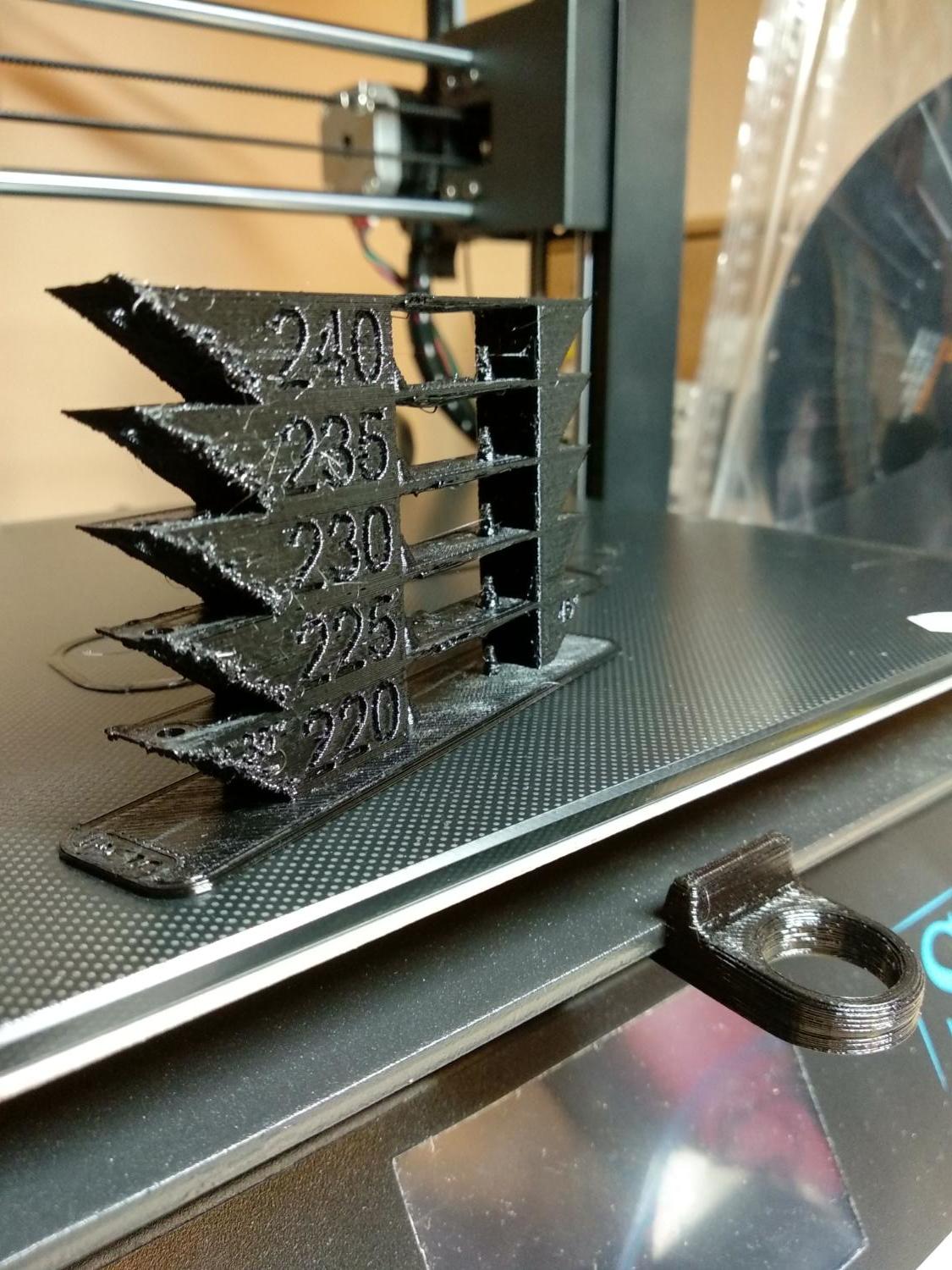
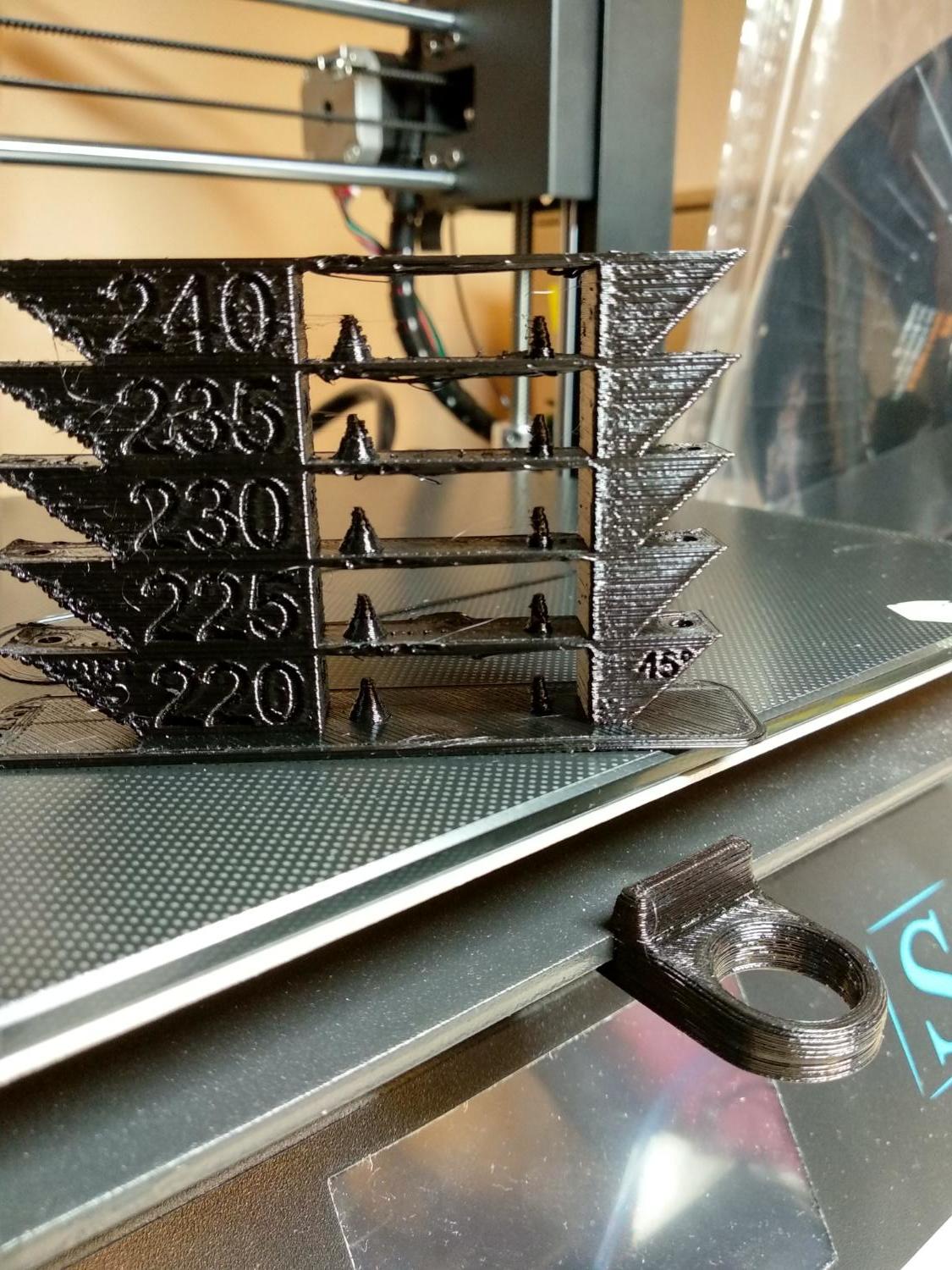
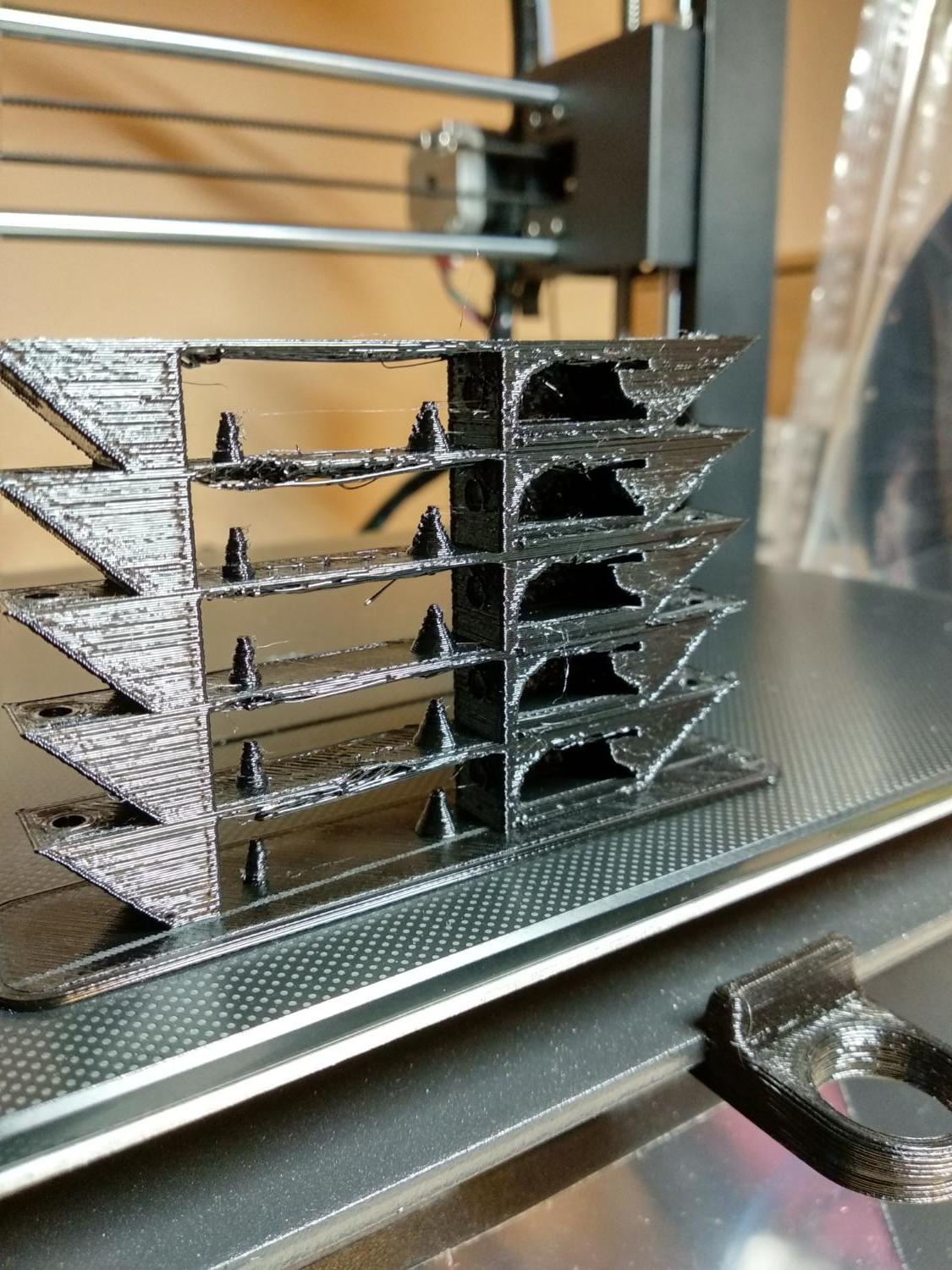
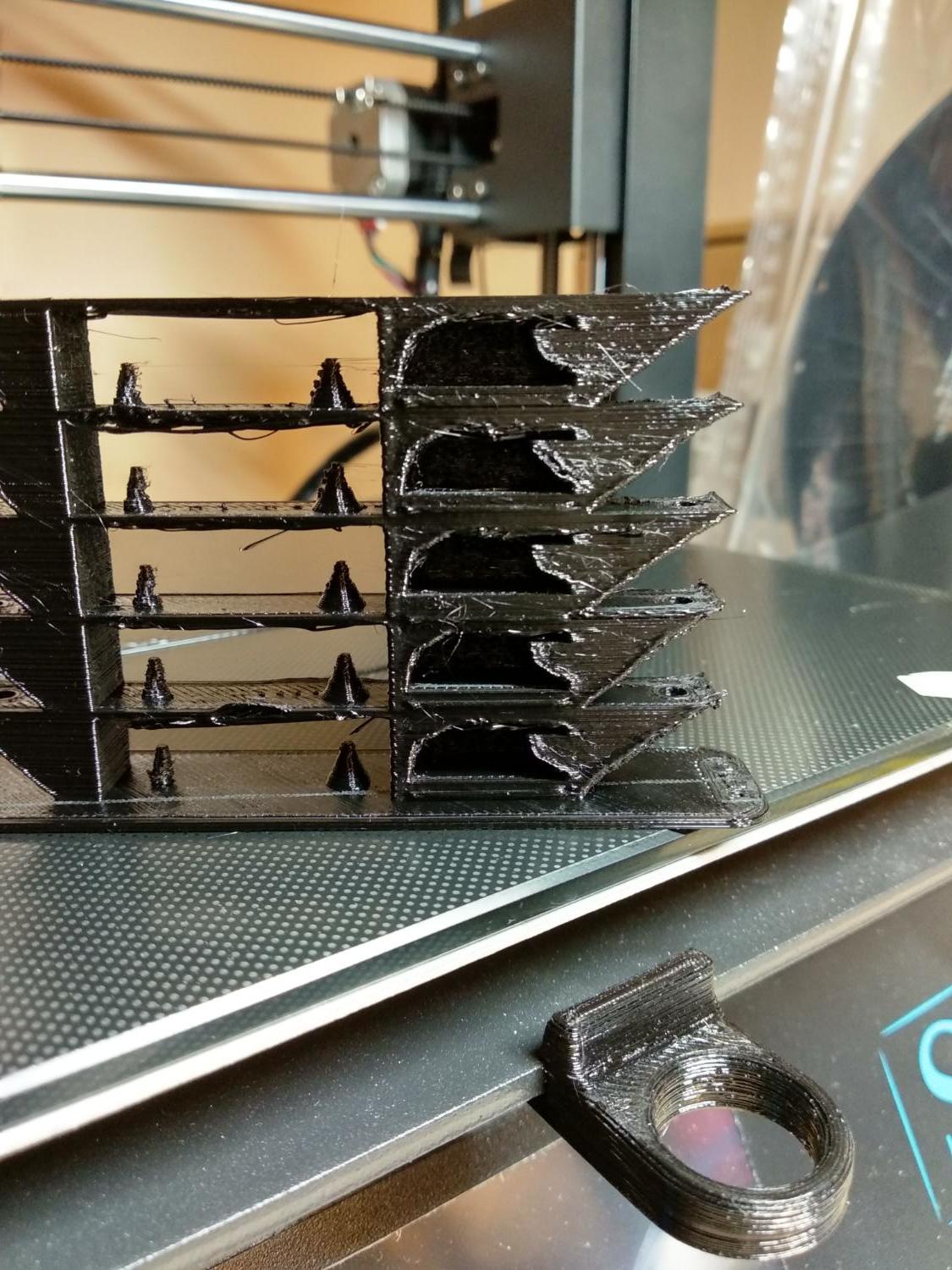
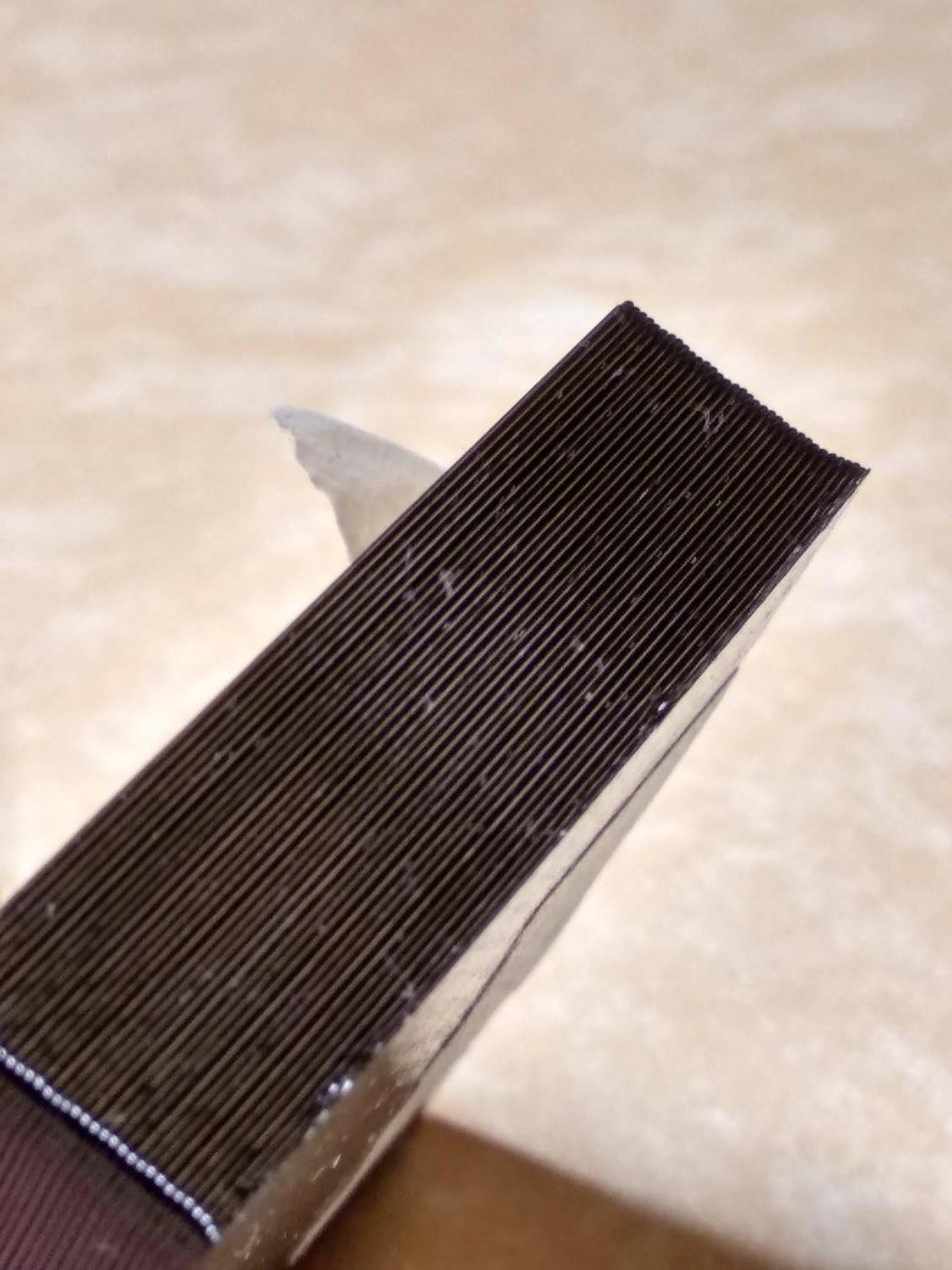
Allora, stasera ho stampato una temp tower con temperatura iniziale 220°C, finale 240°C e salti di 5 gradi. In foto potete vedere i risultati. Ho usato il profilo "normale" di Cura per la AI3M , con velocità 50 mm/s, accelerazioni 1800 mm/s2 e jerk a 8mm/s3 ( e velocità, accelerazioni e jerk degli spostamenti più alti). Niente supporti. Velocità della ventola 50%. Personalmente penso che i risultati migliori siano tra i 225 e i 230°C. Dalla parte con i gradini a 45° , tutti i gradini sono precisi, le differenze sono minime. Dalla parte dei gradini con angolo più pronunciato (circa 55°) tranne l'angolo dove la stampa sale di livello, mi sembra che quello a 230°C sia il migliore. Idem per il ponte, mentre per quanto riguarda i coni all'interno, i migliori sembrano essere quelli a 220°C. Voi che ne pensate? Temp_tower_PETG 220-240.STL
-
Stampe di calibrazione, quali e in che ordine farle
AndreaG85 ha risposto a AndreaG85 nella discussione Problemi generici o di qualità di stampa
No, anzi. Io vorrei soprattutto stampare parti funzionali meccanicamente. Vorrei stampare in PETG e ABS eventualmente. -
Stampe di calibrazione, quali e in che ordine farle
AndreaG85 ha risposto a AndreaG85 nella discussione Problemi generici o di qualità di stampa
Io uso PETG amazon basics, che sarebbe indicato per temperatura 230/250 all'hotend. Al momento ho ottenuto la migliore finitura a 225°C. Di piatto, con il piatto anycubic uso 80° e brim, altrimenti su pezzi alti e bordi sottili ho tendenza al warping. Essendo un bowden ho modificato i valori di retrazione dal profilo "normal" base di cura -
Stampe di calibrazione, quali e in che ordine farle
AndreaG85 ha risposto a AndreaG85 nella discussione Problemi generici o di qualità di stampa
Considera che io ho il problema opposto... ovvero il petg mi fa fili oltre una certa altezza , tipo sopra i 25-30 mm di altezza dal piatto mi comincia a far fili il materiale. Mi viene il dubbio che il condotto dell'aria di raffreddamento non sia proprio il massimo ehehe -
Stampe di calibrazione, quali e in che ordine farle
AndreaG85 ha risposto a AndreaG85 nella discussione Problemi generici o di qualità di stampa
L'estrusore l'ho calibrato per primo. Seguendo varie guide su youtube però ho fatto prima cubetto e thin wall, invece di temperature tower e stringing, che sono al momento il tallone d'achille per quanto riguarda la stampa in petg. Specialmente perché al momento sono arrivato ad avere problemi di stringing e finitura superficiale solo da una certa altezza in su. Quindi fonzy secondo te il thin wall test ha poco valore se paragonato agli altri? non ho capito.... Intendevo dire che poi molto della calibrazione si può fare attraverso i settaggi dello slicer per poi creare un profilo ad hoc ( ad esempio la compensazione delle dimensioni per i fori). Grazie Morpheo, ma forse questo lo andrei a fare alla fine, per verificare la buona "congiunzione astrale" 🤣 di tutti i parametri impostati. -
Stampe di calibrazione, quali e in che ordine farle
AndreaG85 ha pubblicato una discussione in Problemi generici o di qualità di stampa
E' oramai qualche mese che mi sono avvicinato alla stampa 3d, e sto cercando di stampare in PETG ( ma il discorso è buono in generale per qualsiasi materiale), con la mia Anycubic i3 Mega S. Ho provato più volte ad avere supporto dalla Anycubic a proposito, ma non ho ottenuto nessuna risposta degna di nota. Volevo quindi sentire voi per quanto riguarda le seguenti questioni: Quale test fate per calibrare la macchina ( o meglio il software di slicing e la stampante) con un nuovo filamento; In che ordine fate questi test ( ad esempio prima test temperatura, poi thin wall, poi cubo o in altre combinazioni). Per quanto riguarda la finitura superficiale del pezzo, è possibile che un flow calibrato per avere dimensioni precise, vada ad influire negativamente? So che magari a molti di voi sembreranno domande banali, ma io pur avvicinandomi sempre di più ad una stampa accettabile, ancora non riesco ad esserne soddisfatto. P.s. ora non posso ma più tardi caricherò anche qualche foto di esempio -
Petg - con quali vi siete trovati meglio e con quali peggio?
AndreaG85 ha risposto a AndreaG85 nella discussione Materiali di stampa
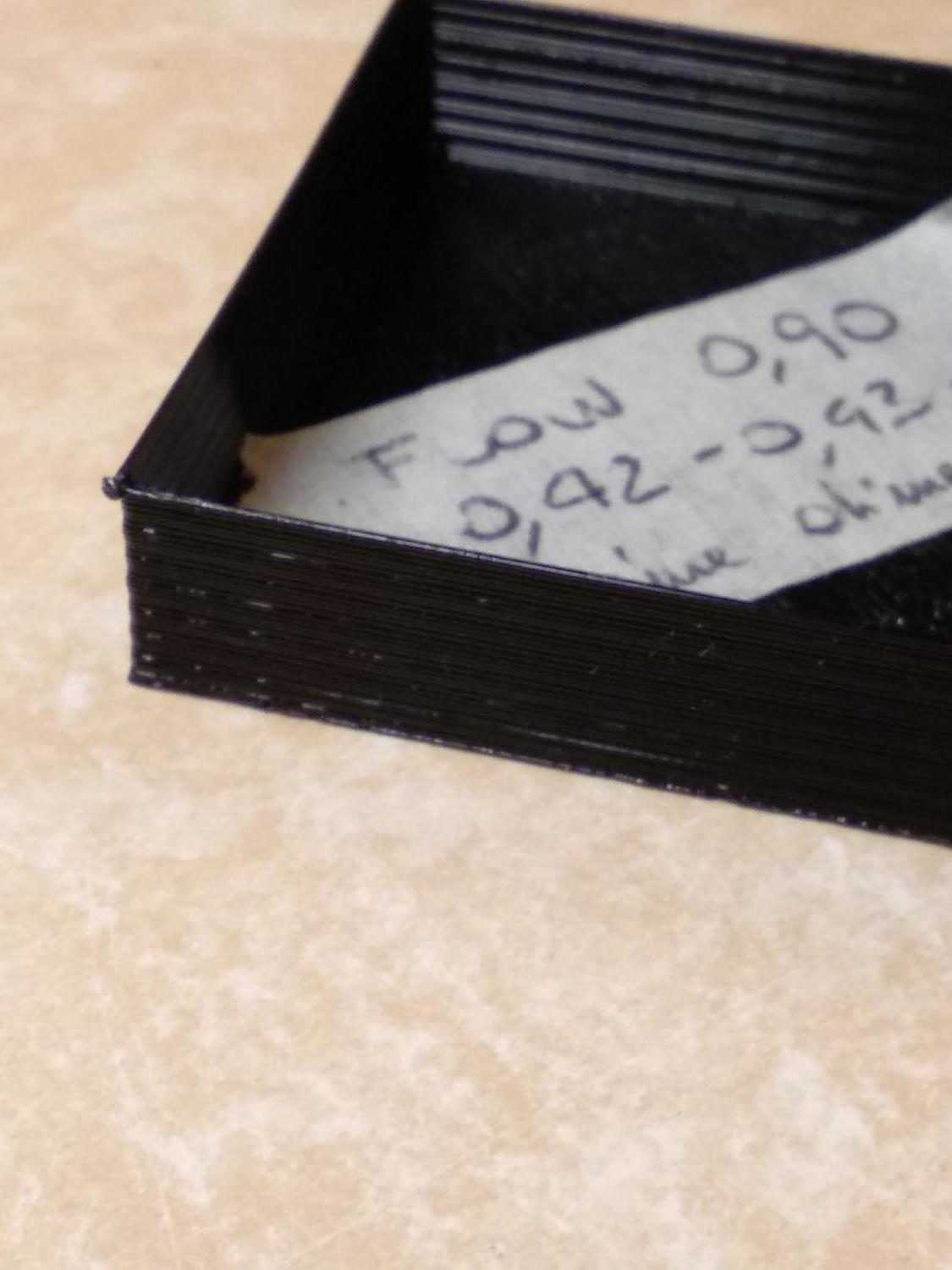
Allora... Per l'estrusore tramite repetier server ho controllato e calibrato in modo che estrudesse la lunghezza esatta ( come consigliato da vari guide su yt) ed il valore era giusto ( forse dovrei ricontrollare). Ho rifatto prima di questa stampa la prova del thin wall cube e lo spessore della parete a singolo strato é di 0.41/0.42 mm. Unica vera differenza che mi viene in mente tra thin wall cube e la stampa che vi ho postato pruma é che ho attivato l'opzione "punto di inizio strato random" nella stampa "dingding". Possibile che questo porti a eccessive retrazioni/azioni dell'estrusore e fenomeno di blobs?
-
Petg - con quali vi siete trovati meglio e con quali peggio?
AndreaG85 ha risposto a AndreaG85 nella discussione Materiali di stampa
Aggiornamento: dopo aver ripristinato la stampante, ho mandato oggi una stampa con 235/75° come temperature, 50 mm/s velocità massima, ventola 50%. Slicer: CURA. Le stampe mi vengono dimensionalmente "giuste" , come si può vedere dalla foto dell'aspirapolvere, ma la finitura superficiale viene abbastanza schifosa. Sembra gli strati non coincidano perfettamente gli uni con gli altri. E si formano come dei grumi sulla superficie. Stasera dopo aver rimontato la macchina ho stampato la statuina dingding 😆😆😆. La situazione sembra leggermente migliore ma non di molto. Secondo voi dovrei: aumentare/diminuire la ventola di raffreddamento? aumentare/diminuire la temperatura di estrusione? Ho visto poi in cura la possibilità di far estrudere per primo lo strato esteriore ( cosa che cura consiglia per l'abs). Secondo voi è un'opzione valida? Aspetto consigli 😃
-
ci vuole il firmware Ok. Grazie Hai ragione! Sorry! Ho fatto confusione. mV
-
Arrivata oggi la nuova motherboard trigorilla di anycubic. Ho voluto testarla collegandola tramite usb ad una fonte di potenza (l'ho visto fare in un video su yt), movimentando il ponticello presente sulla scheda dalla configurazione dc a usb. Ho provato a collegare la vecchia con un vecchio driver a4988 su uno slot non bruciato, ed ho letto la vref. L'ho fatto sulla nuova con un 2209 e mi leggeva un valore nettamente più basso. Anche regolandolo la Vref non andava oltre 400mA. Ho provato lo stesso vecchio driver a4988 sulla nuova scheda, e il valore era pressochè identico che sulla vecchia, ovvero circa 940mA. Provato allora il 2209 sulla vecchia, e il valore che risultava era di circa 930mA. Mi chiedevo allora due cose: 1) la scheda che arriva da Anycubic ( in questo caso dal loro rivenditore amazon francese) è plug and play, o ci va flashato il firmware? La scheda è arrivata senza istriuzioni. 2) La regolazione della Vref voi come la fate? Va fatta per forza con la scheda attaccata al PSU? O come ho fatto va già bene (ovvero alimentandola da USB)? @Tomto @FoNzY voi in particolare avete dritte da darmi? Grazie mille in anticipo dell'aiuto 😃
-
TMC 2209 arrivati stamattina ma..... come un ......... ho fritto la scheda cercando di leggere la Vref presente sui driver a4988 montati di serie 😅😅. Vabé girano le scatole per la spesa inutile ma come di dice, è tutta esperienza. Ora ho scritto ad anycubic (magari si impietosiscono 😆) poi se nei prossimi giorni non rispondono comprerò una nuova motherboard dal loro store (mi è sembrato il più economico). Comunque volevo chiedervi, per essere sicuro: quando si legge la Vref col multimetro, il rosso va sulla vite di regolazione, e il nero su quale ingresso di potenza nello specifico? Ho visto un video di un signore che lo appoggiava sull'esterno della presa USB in quanto diceva è negativa anche quella... confermate?
-
Per chi fosse interessato, ho trovato questo link che può essere utile per il calcolo Vref: https://learn.watterott.com/silentstepstick/faq/
-
Petg e megaS - come ottenere una buona finitura superficiale
AndreaG85 ha risposto a AndreaG85 nella discussione Anycubic
Stasera ho finito di stampare queste parti per trasformare la mia scopa elettrica Ariete con una bocchetta con tubo morbido. Per le parti ho utilizzato PETG Amazon Basics nero, software di slicing CURA 4.8.0, anycubic mega s standard. Temperatura di stampa 235°C, temperatura del piatto 80 primo strato poi 75. LAyer 0.2, velocità massima stampa 50 mm/s. Ora mi sono accorto di una cosa: con il piatto anycubic per avere adesione del Petg va per forza tenuta una temperatura di piatto superiore a 70°C altrimenti il pezzo rischia di staccarsi ( del tutto o parzialmente), però questa alta temperatura crea problemi con le parti del pezzo dove il calore stagna, andando ad esempio a saldare i supporti con la parte (per avendo uno Zoffset tra supporto e part di 0.2). Devo quindi comunque utilizzare la ventola al 50% ( su cura) che poi la Ai3M-S mi indica come 72% e che io ho poi abbassato da macchina al 60%. Ora a parte una certa fragilità delle pareti con spessore 1.2 mm o inferiori ( che ci sta) , il problema più grande adesso è la finitura che come si vede dalle foto fa veramente schifo 😅🤣. I pezzi dimensionalmente sono perfetti, gli incastri funzionano perfettamente senza nemmeno scartare un minimo, ma la finitura è veramente penosa. Si può vedere strato per strato. Secondo voi può esser dovuto al PETG amazon basics? O c'è qualcosa che devo correggere? Ho calibrato estrusore e flusso per avere pareti di 0.4-0.42 mm max (con ugello di 0.4 originale). E il cubetto 20x20x20 viene con precisione molto alta (+0.1 max). Qualsiasi consiglio è gradito, grazie 😃
-
Grazie Tomto. Alla fine ho preso i 2209. Vedremo poi come andranno. Per la ventola intanto ho in casa una ventola da 70 a sue pin che copre bene sia gli stepper che la scheda. Se poi non basterà ne prenderò una nuova.
-
Grazie Fonzy, io avrei trovato questi: https://www.amazon.it/dp/B0854DQCQ8/?coliid=I1G8AGEUNGM8YK&colid=123IH8D42N75Z&psc=1&ref_=lv_ov_lig_dp_it Sono già saldati e ad occhio vedendo la foto sono saldati come i tmc2208, quindi dovrei solo rigirarli eventualmente.
-
In questo periodo sto imparando ad usare la mia stampante Ai3M-S. Sto riuscendo ad ottenere dimensioni abbastanza accurate (anche per i famigerati fori), e stavo pensando però che il rumore che la stampante emette specie nei movimenti e nelle accelerazioni è parecchio fastidioso. Ho letto ovunque che consigliano , oltre all'upgrade delle ventole, anche il cambio degli stepper driver originali con dei TMC. Ora però ci sono sia i 2208 V3 che i 2209: da quel che ho capito i 2209 dovrebbero reggere correnti più elevate ( cosa interessante in termini di sicurezza penso), ma non so se a livello di montaggio/collegamento funzionino come i 2208 a cui basta girare di 180 gradi l'attacco sulla scheda per avere il corretto funzionamento della stampante. Inoltre i 2208 V3 che ho trovato hanno ramp 1.5/1.6 mentre i 2209 ramps 1.4 (qualcuno saprebbe anche spiegarmi cos'è la ramps 😅). Grazie dei consigli ( e delle spiegazioni)
-
Petg - con quali vi siete trovati meglio e con quali peggio?
AndreaG85 ha risposto a AndreaG85 nella discussione Materiali di stampa
Ho provato fino ai 100 mm/s dichiarati. Stampa ma perde in definizione. Secondo me a causa delle accelerazioni eccessive nei cambi di verso. Quello che più ho notato, stampando più pezzi contemporaneamente, é che con piatto sempre a 80 gradi finché ci sono più parti vicine, in cui (usando cura) la stampante si muove da parte a parte e da supporto a supporto, fa molti fili. Salendo in altezza e col diradarsi dei volumi ( e minor influenza del calore del piatto) lo stringing cala drasticamente. Infatti vorrei provare ora ad avere temperatura di piatto a 80° solo per il primo strato, e poi 65° -
Petg - con quali vi siete trovati meglio e con quali peggio?
AndreaG85 ha risposto a AndreaG85 nella discussione Materiali di stampa
Ahahah no no uso valori più soft, anche se ho stampato anche più veloce di 50 mm/s , e stampava. Più che altro mi interessa valutare temperature e altre grandezze in combinazione. Per valutare meglio cosa andare a modificare eventualmente 😃 -
Petg - con quali vi siete trovati meglio e con quali peggio?
AndreaG85 ha risposto a AndreaG85 nella discussione Materiali di stampa
Grazie! Io ho una anycubic mega s, per ora sto stampando a 235-80 primo strato, poi 65 il piatto. Retrazione 5 mm, 45 mm/s, velocità di stampa 50 mm/s , primo strato 0.25 mm. Almeno confrontando posso individuare dove andare a correggere 😃 -
Petg - con quali vi siete trovati meglio e con quali peggio?
AndreaG85 ha risposto a AndreaG85 nella discussione Materiali di stampa
Purtroppo leggendo il forum da smartphone la firma non la vedo. Comunque intendevo temperature di stampa, retraction, altezza strato, velocità di stampa. Grazie -
Petg - con quali vi siete trovati meglio e con quali peggio?
AndreaG85 ha risposto a AndreaG85 nella discussione Materiali di stampa
Killrob tu che stampante hai, e che impostazioni usi per il petg amazon? Io per ora non riesco a ottenere stampe che mi soddisfino pienamente. -
Petg - con quali vi siete trovati meglio e con quali peggio?
AndreaG85 ha pubblicato una discussione in Materiali di stampa
Come da titolo. Sono un novello e per ora ho usato solo del Petg amazon basics nero. Sarei curioso di sapere da chi ha provato più filamenti in petg quali consiglierebbe e quali invece no. -
Petg e megaS - come ottenere una buona finitura superficiale
AndreaG85 ha risposto a AndreaG85 nella discussione Anycubic
Aggiorno questa discussione sperando di ottenere qualche consiglio: ieri sera ho provato a stampare questa modifica per la mia anycubic i3 mega s: un supporto filamento a cuscinetti. Software di slicing: CURA 4.8.0 Velocità di stampa : 50 mm/s , primo strato a 20 mm/s, supporti a 30 mm/s altezza layer 0.2 mm, primo strato 2.5 con flusso 130% Temperature 230° al nozzle, 80 il piatto al primo layer poi 75. Temperatura ambientale 17-18°C skirt e brim del supporto. Materiale: PETG NERO AMAZON BASICS Elenco dei problemi: 1) IL PIU' IMPORTANTE: uno dei tre pezzi che lo compongono (quello più grande nelle foto) ad un certo punto si è staccato! dopo circa 3 ore di stampa, son tornato a dare un'occhiata alla stampa ed il pezzo vagava per il piatto incollato all'ugello. 2) il petg non aderisce bene al piano anycubic: purtroppo non ho alcool isopropilico in casa, l'ho pulito con alcool denaturato 90° ma il piano sembra come avere una sfumatura sopra e il petg non aderisce quasi mai bene e son costretto a rifare il primo strato molte volte prima che vada "bene". 3) cura ha impostato di default un tetto ai supporti, ma poi tale supporto non si stacca più dal vero e proprio corpo della stampa. Un conoscente con una lonker 4 non ha questa impostazione e i supporti vengono via molto più facilmente. 4) la finitura superficiale: le parti presentano "caccole" vicino agli angoli, si intravede la trama del riempimento dall'esterno, guardando uno spigolo a salire la linea non sembra dritta ma leggermente serpeggiante. La macchina è stata settata abbastanza bene credo: gli assi z sono ben livellati , salgono della giusta misura, e l'estrusore è ben calibrato. Spero possiate darmi delle dritte su come migliorare,specie chi ha avuto o ha la mia stessa stampante.