AndreaG85
-
Numero contenuti
283 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di AndreaG85
-
Viti piatto anycubic: possibile sostituirle?
AndreaG85 ha risposto a AndreaG85 nella discussione Anycubic
Il mio problema non é la vite a pacco, ma le altre troppo estese. Per questo chiedevo se eventualmente ci fosse la possibilità di montare viti più lunghe e molle nuove. Spero di risolvere il prima possibile -
Viti piatto anycubic: possibile sostituirle?
AndreaG85 ha risposto a AndreaG85 nella discussione Anycubic
Ho ricontrollato ora un po' la geometria. L'alzata su Z ( ho la macchina come ha finito di stampare un pezzo alto 115mm l'altro giorno) é perfetta, uguale sui due lati quasi al centesimo. Anche il piano, rispetto alla struttura, é livellato perfettamente. Quindi misurando invece tra piano in vetro e il sottopiatto su cui son montate le bronzine, questo ha uno spigolo effettivamente più vicino. La cosa strana é che quando lo avevo smontato era sembrato perfettamente piatto. Appena prosso provvederò a riaddrizzarlo. -
Viti piatto anycubic: possibile sostituirle?
AndreaG85 ha risposto a AndreaG85 nella discussione Anycubic
Ho controllato anche quello. Ed è dritto. La situazione anzi è peggiorata quando ho smontato il piatto in vetro per pulire sotto e risistemare i cuscinetti di scorrimento ( dato che uno sbattendo fa triggera anche l'end stop dell'asse y) L'unico dubbio è se si sia deformata leggermente la struttura in lamiera della stampante... O qualcos'altro. Ma le viti... Eventualmente si posson cambiare veramente? Ho visto un paio di kit su alyexpress... -
Viti piatto anycubic: possibile sostituirle?
AndreaG85 ha risposto a AndreaG85 nella discussione Anycubic
È che non riesco a capire cosa... Perchè anche sullo stesso lato... Una completamente schiacciata e l'altra no... Te mino hai qualche dritta da darmi? -
Mi trovo con questa situazione molto particolare: Stampo perfettamente, le altezze dei due assi Z ( controllati con calibro) sono piú che compatibili, il tutto sembra montato bene, le mollettine sono tutte delle stesse altezze ( quando libere) eppure a piatto livellato mi trovo un angolo con la molla a pacco e le altre tre praticamente libere... Ora mi chiedevo se qualcuno avesse altre cose da controllare ( che magari non ho preso in considerazione) e se qualcuno ha cambiato le viti con altre piú lunghe. Grazie
-
Passare al PETG è così complesso?
AndreaG85 ha risposto a FrankDG nella discussione Materiali di stampa
Posso dirti la mia: Io ho cominciato col PETG e ho sputato abbastanza sangue. Non è il metodo migliore per iniziare. Ed ho avuto sfiga anche con una bobina veramente pessima. A parte questo: rispetto al pla, la finitura superficiale è peggiore ( si notano di piú i layer). Le velocità di stampa si riducono. Devi giocare di piú con i setting. È piú difficile settare i supporti ( grazie a @killrob e altri per i vari aiuti datomi). Se la macchina funziona bene col pla+, prova solo a cambiare le temperature. Poi da li vai avanti coi test. -
Problemi stampa PETG
AndreaG85 ha risposto a giaconik nella discussione Problemi generici o di qualità di stampa
Alle volte, per mia esperienza, con alcuni settings cura non crea un gcode perfetto... Prova a cambiare il pattern dei piani superiori e inferiori in zig zag o concentrico, e vedi se ti chiude il tutto -
Problemi stampa PETG
AndreaG85 ha risposto a giaconik nella discussione Problemi generici o di qualità di stampa
Quelle due aree con linee gialle più sottili... Riesce a fartele? -
Problemi stampa PETG
AndreaG85 ha risposto a giaconik nella discussione Problemi generici o di qualità di stampa
Penso tu debba ricontrollare per bene le impostazioni dello slicer. Probabilmente un qualche parametro non fa riempire bene gli interstizi. Ti consiglio di analizzare sempre con l'anteprima il gcode che lo slicer prepara... Ti accorgi prima di eventuali problemi. Tempo ( e materiale) risparmiato. -
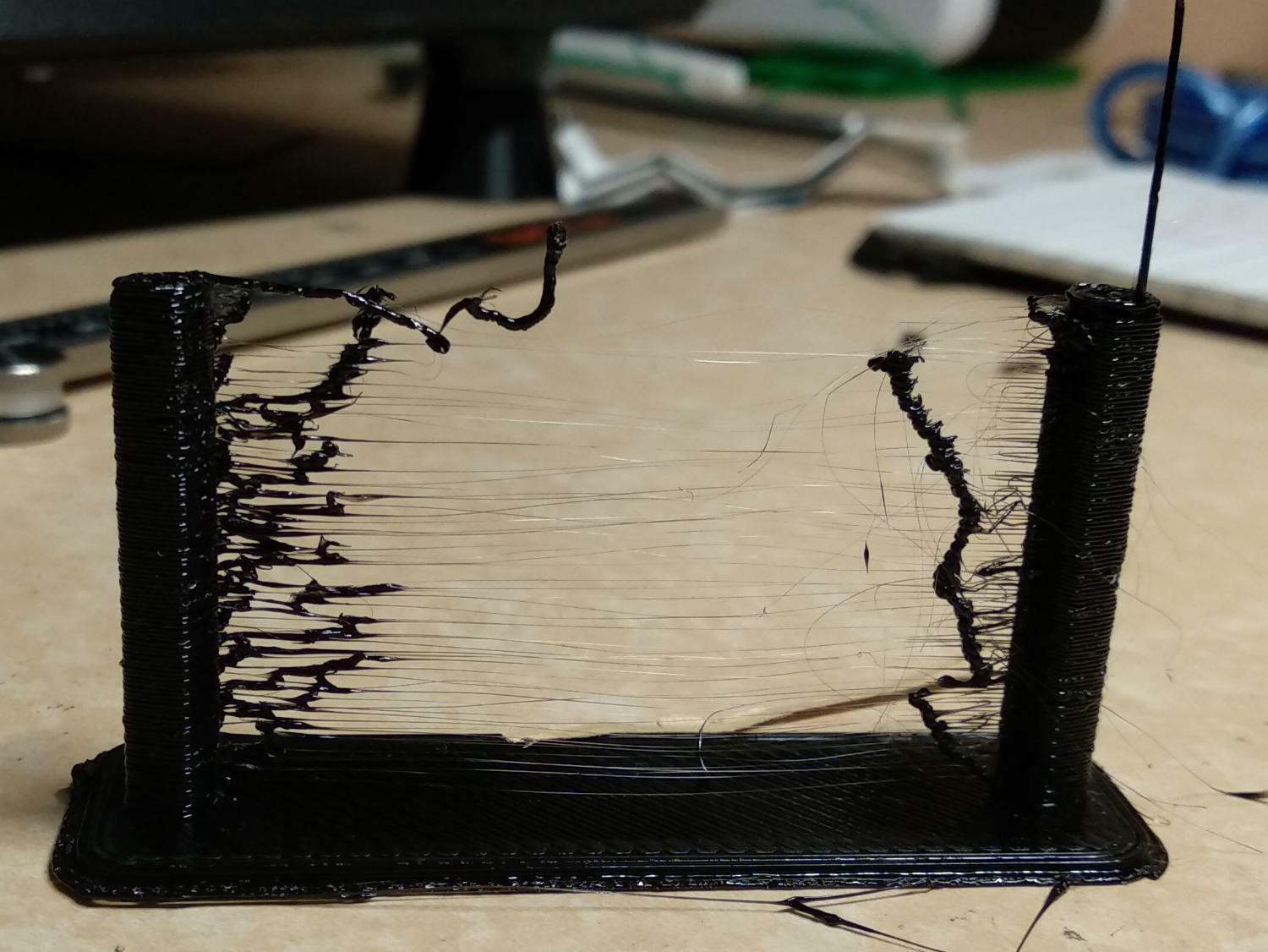
UP! aggiorno con un'immagine del test simil teaching tech riguardante lo stringing. Purtroppo il GCODE direttamente dal sito postato da @invernomuto non mi ha funzionato perfettamente , comunque ho fatto un 3d del tutto simile all'originale e impostato un cambio nella distanza di retrazione ogni 5mm di altezza, partendo da 3mm di retrazione, ad incrementi di 1mm fino ad arrivare a 9mm di retrazione; velocità di retrazione 40mm/s. Temperatura del PETG 235° (che uso con lo 0,4 e che anche sul sito teaching tech consiglia) piatto 80°C. Ventola al 30°. Oltre ai fili molto molto sottili ( che potrebbero essere solamente un problema secondario), il problema grosso sono questi blob che l'ugello fa sia al momento dello Zhop in partenza da una torre, sia al reinnesco quando sta per arrivare alla torre successiva. Secondo voi devo giocare con le velocità di retrazione o sono altri i parametri da correggere? E vedendo questo risultato in foto, che lunghezza di retrazione dovrei prendere?

-
Velocità di ritrazione limitata [ CURA ]
AndreaG85 ha risposto a AndreaG85 nella discussione Software di slicing, firmware e GCode
Materiale Petg ( probabilmente un po' umido). Temperatura di stampa 235. Come test mi son fatto un 3d con due colonnini diametro 8mm distanziati di circa 100mm. Il problema é che oltre ai fili mi fa blob , più al reinnesco sembrerebbe Ho provato con retrazioni da 2 fino a 6 mm. E velocità di 60 mm/s. -
Velocità di ritrazione limitata [ CURA ]
AndreaG85 ha risposto a AndreaG85 nella discussione Software di slicing, firmware e GCode
Ho installato la 4.12 di cura e sistemato il problema della velocità di retrazione... Ma ora non riesco comunque a sistemare il problema blob e fili. Con l'ugello 0.6 sembra funzionar meglio una retrazione ridotta ( 2mm) ma ancora non risolvo... Qualche idea? -
Quale connettore è questo?
AndreaG85 ha risposto a AndreaG85 nella discussione Hardware e componenti
Grazie! -
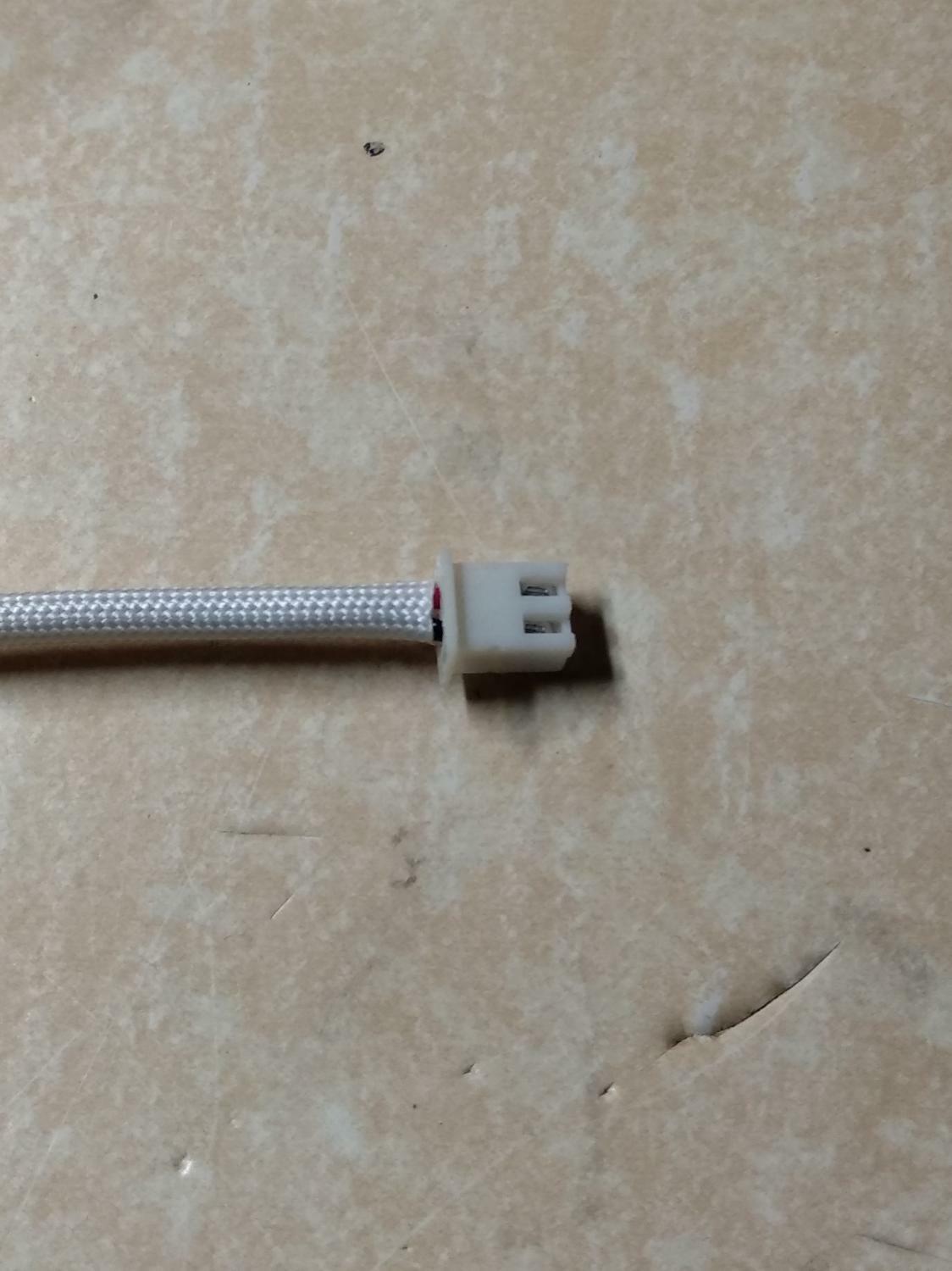
Salve, ho acquistato due hotend su aliexpress per la mia anycubic mega s, ma i cavi son lunghissimi, e i connettori non sono quelli giusti. Vorrei sapere se qualcuno di voi sa il nome dei connettori usati dalla anycubic così da poterli trovare online. Quello che mi servirebbe è il connettore bianco. Altrimenti... dovrei casomai comprare elementi riscaldanti e termistori nuovi? Ho paura di avere comunque lo stesso problema di connettori Allego foto
-
Velocità di ritrazione limitata [ CURA ]
AndreaG85 ha risposto a AndreaG85 nella discussione Software di slicing, firmware e GCode
Più che altro ho visto che il profilo di stampa, di default ha 10mm/s per la Z. Casomai correggerò i valori nei vari profili stampa per i vari materiali -
Velocità di ritrazione limitata [ CURA ]
AndreaG85 ha risposto a AndreaG85 nella discussione Software di slicing, firmware e GCode
Posto qui i valori ottenuti tramite Repetier server e il comando M503: M503 Recv:22:31:11.842: echo:Steps per unit: Recv:22:31:11.843: echo: M92 X80.00 Y80.00 Z400.00 E384.00 Recv:22:31:11.845: echo:Maximum feedrates (mm/s): Recv:22:31:11.847: echo: M203 X500.00 Y500.00 Z6.00 E60.00 Recv:22:31:11.848: echo:Maximum Acceleration (mm/s2): Recv:22:31:11.850: echo: M201 X3000 Y2000 Z60 E10000 Recv:22:31:11.852: echo:Accelerations: P=printing, R=retract and T=travel Recv:22:31:11.854: echo: M204 P3000.00 R3000.00 T3000.00 Recv:22:31:11.861: echo:Advanced variables: S=Min feedrate (mm/s), T=Min travel feedrate (mm/s), B=minimum segment time (ms), X=maximum XY jerk (mm/s), Z=maximum Z jerk (mm/s), E=maximum E jerk (mm/s) Recv:22:31:11.864: echo: M205 S0.00 T0.00 B20000 X10.00 Y10.00 Z0.40 E5.00 Recv:22:31:11.864: echo:Home offset (mm) Recv:22:31:11.866: echo: M206 X0.00 Y0.00 Z0.00 Recv:22:31:11.867: echo:Z2 Endstop adjustment (mm): Recv:22:31:11.868: echo: M666 Z0.00 Recv:22:31:11.869: echo:Material heatup parameters: Recv:22:31:11.870: echo: M145 S0 H180 B70 F0 Recv:22:31:11.871: M145 S1 H240 B110 F0 Recv:22:31:11.872: echo:PID settings: Recv:22:31:11.873: echo: M301 P20.02 I0.91 D80.76 Recv:22:31:11.875: echo:Filament settings: Disabled Recv:22:31:11.875: echo: M200 D1.75 Recv:22:31:11.876: echo: M200 D0 Se non erro quindi il valore massimo per la velocità dell'estrusore è 60 mm/s. La cosa che mi fa strano sono i 6mm/s dell'asse Z... Qualcuno con una anycubic mega s standard potrebbe confermarmeli? -
Velocità di ritrazione limitata [ CURA ]
AndreaG85 ha risposto a AndreaG85 nella discussione Software di slicing, firmware e GCode
Sì. Fatta la prova e proprio non ti taglia il pezzo Qui: https://community.ultimaker.com/topic/38544-maximum-retraction-speed-possible/?tab=comments#comment-297824 Per chi fosse interessato qualche spiegazione su come funziona la creazione dei profili stampante che si trovano in Cura -
Velocità di ritrazione limitata [ CURA ]
AndreaG85 ha risposto a AndreaG85 nella discussione Software di slicing, firmware e GCode
Si, ma stai parlando di una cosa minore, rispetto al focus del thread: Se il profilo della stampante limita alcuni valori, anche impostandone di maggiori lo slicer non creerà il gcode, proprio come successo a me: se il quadratino diventa rosso, lo slicer dirà che é impossibile sezionare e creare il Gcode. La soluzione può essere di creare un profilo stampante custom, ma allora poi come si diceva, bisognerebbe conoscere i valori massimi della macchina, ed avere una conoscenza seppur base dei Gcode per creare la routine di avvio e fine stampa, che molti ( me compreso) non hanno😃 -
Velocità di ritrazione limitata [ CURA ]
AndreaG85 ha risposto a AndreaG85 nella discussione Software di slicing, firmware e GCode
Questo Greg sul forum di ultimaker mi ha detto che infatti tali valori dovrebbero venire dal firmware. Ma se guardi gli autori dei profili stampanti sono tutti diversi, quindi non si sa veramente se son giusti o meno ( così mi é stato fatto capire). Dovrei poterlo vedere con M203 credo? Non son sicuro, comunque devo attaccare la stampante a repetier server per vederlo. Magari stasera provo -
Velocità di ritrazione limitata [ CURA ]
AndreaG85 ha risposto a AndreaG85 nella discussione Software di slicing, firmware e GCode
Si infatti casomai farò delle prove per vedere le differenze. Comunque sto parlando con un tipo che sembra abbastanza ferrato in materia di profili stampanti nel forum di ultimaker, per capire le differenze tra mega, mega s/pro -
Velocità di ritrazione limitata [ CURA ]
AndreaG85 ha risposto a AndreaG85 nella discussione Software di slicing, firmware e GCode
Ieri sera ho provato a scrivere ad ultimaker tramite Cura e Github, ma alla fine non mi faceva inviare nulla. Qualcuno sa come si potrebbero contattare per chiedere chiarimenti? -
Velocità di ritrazione limitata [ CURA ]
AndreaG85 ha risposto a AndreaG85 nella discussione Software di slicing, firmware e GCode
Mi ha risposto un utente americano che aveva aperto una discussione simile su Reddit. Lui aveva usato il profilo di stampa mega s/pro di cura, poi è tornato a seguire quanto indicato da anycubic con la versione di cura vecchia che ti danno con la macchina,ovvero di usare il profilo della i3 mega standard. E così ha risolto. Ora proverò anche io Aggiornamento: provato ad inserire il profilo stampa della mega standard, copiato nei profili il gcode iniziale e finale della mega s/pro (mi piace di più), fatta una stampa di stringing, usando lo stesso setting pari pari: la cosa strana è che con le stesse impostazioni il profilo mega standard calcola 23 minuti per la stampa completa, la mega s 33!! Qui c'è proprio qualcosa che non torna 😆 -
Velocità di ritrazione limitata [ CURA ]
AndreaG85 ha risposto a AndreaG85 nella discussione Software di slicing, firmware e GCode
Da quanto ho letto online, forse dipende da caratteristiche della stampante prese dal firmware. Però la cosa é strana, perché ad esempio per la mega pro anycubic da 70 mm/s di velocità retrazione da quanto ho letto. Con un simil bondtech. Secondo me é il profilo fatto da ultimaker ad esser sbagliato. Ma non so come mettermi in contatto con loro per segnalare la cosa -
Velocità di ritrazione limitata [ CURA ]
AndreaG85 ha risposto a AndreaG85 nella discussione Software di slicing, firmware e GCode
Si, penso sia un qualcosa legato ai profili preimpostati per le stampanti da ultimaker in cura. Tanto é vero che questo problema mi sembra ci sia da quando c'é il profilo preimpostato per la anycubic mega s -
Velocità di ritrazione limitata [ CURA ]
AndreaG85 ha risposto a AndreaG85 nella discussione Software di slicing, firmware e GCode
Non so se é qualcosa legato alla stampante... Ma non capisco come sbloccare la cosa