AndreaG85
-
Numero contenuti
283 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di AndreaG85
-
Velocità di ritrazione limitata [ CURA ]
AndreaG85 ha risposto a AndreaG85 nella discussione Software di slicing, firmware e GCode
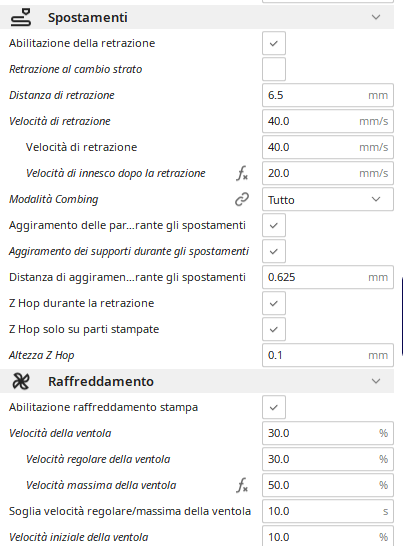
Guarda Fonzy, fino a 40 li accetti, da 41 mm/s me lo segna in rosso al di là dei mm di retrazione. Per quanto riguarda i mm di retrazione, considera che con lo 0.4 sono sui 5,5/6 mm di retrazione col PETG. 7mm con il PETG amazon basics. Ho letto da qualche parte che il valore massimo sarebbe legato al profilo della stampante... ma non capisco come, dato che nel profilo stampante non c'è nulla che sembri collegato alla retrazione. -
Velocità di ritrazione limitata [ CURA ]
AndreaG85 ha pubblicato una discussione in Software di slicing, firmware e GCode
Salve. Ho notato che in cura, almeno settato per la mia stampante ( anycubic mega s) la velocità di retrazione massima é di 40 mm/s. Se metto un valore superiore, me la segna in rosso. Al momento sto usando cura 4.11. non mi sembrava di avere tale limitazione con cura 4.8 Qualcuno di voi saprebbe spiegarmi meglio la cosa? Perché con l'ugello a 0.6 sto arrivando a valori di retrazione di anche 8 mm.. e non sembra bastare... Volevo provare ad incrementare ulteriormente anche la velocità di retrazione. -
Mi son letto i due articoli che avevi postato. Dunque anche in CURA se vario la larghezza della linea, il programma farà in modo di adeguare il tutto per ottenere linee di quella larghezza. Intendo dire, che se prendo due profili identici, mi basta solo variare la larghezza di linea per ottenere un numero di linee intere, giusto? Per quanto riguarda la questione che ho letto lì che solo i perimetri contano sulla rigidezza del pezzo.... Sinceramente se si fa una prova a trazione, la tecnica dice che maggiore é l'area della sezione, minori son gli sforzi. Quindi la cosa mi lascia perplesso.
-
Potrei effettivamente provare... Ma mi girano comunque 😂😂😂 Comunque poi mi rispieghereste di preciso come funziona la questione della larghezza delle linee? Se io aumento la larghezza, questa cosa influenza?
-
Questa stampa é maledetta... Ieri sera andava tutto bene, la qualità era buona, nessun inceppamento. Appena andato a dormire, l'estrusore ha scavato il filo in un movimento, e la macchina ha continuato a stampare ma senza che arrivasse il filo. Stampa da buttare. Ho buttato più di mezzo chilo senza ottenere nulla... Che rabbia! Ma qualcuno ha cambiato l'estrusore originale con un clone bondtech, per gli stessi problemi?
-
Mah, in questo caso avevo fatto dei test e la variazione di tempo che mi aveva dato era minima. Ho preferito farlo al 100%. Ora sto solo notando una leggera lentezza ad estrudere, ma ho sbagliato io a mettere 20mm/s come velocità di innesco dopo la ritrazione invece dei 30 abituali. Comunque non conosco molto le altre stampanti, ma le proprietà modificabili in itinere della anycubic non mi sembrano molte.
-
Mettere un infill al 25% , al 50 o al cento cambia di pochi grammi. Lasciare dei vuoti, in un pezzo che deve tenere acqua, é secondo me rischioso.
-
Ah quindi per 0.68 intendi lo spessore delle due linee insieme. Pensavo della singola linea. Perchè altrimenti avendo le due linee sia internamente che esternamente non me lo spiegavo si si fatto molto piano. 15mm/s. con spostamenti a 75. Per quanto riguarda le linee che hai messo... qualcosa non mi torna leggendo le tue impostazioni: se la singola linea ( rossa o verde che sia) è spessa 0.68, ed avendone te 4 (due esterne al riempimento e due interne) siamo ben oltre i 2 mm di spessore totale della parete
-
ma fa 2 linee perimetrali e due linee di riempimento anche (quelle verdi) anche? Comunque sto stampando ora con la sola parete a 0.6. Il problema di distacco in alcuni punti del piano è ancora evidente, ma minore di prima avendo ridotto il flusso iniziale a 90%.

-
Però, quello che non capisco è questo: la stampa fallimentare l'avevo fatta impostando 3 pareti, sempre a 0.6, e lì se guardi poi l'anteprima di stampa dello strato, lui fa molti più spostamenti.... Boh, proverò comunque con 1 parete da 0.6, senza strati adattativi , come fatto per l'esempio di cui ho mandato le immagini (ripeto, fatto dopo la parte grande vera e propria). E vedremo come viene. 😄
-
eccolo esterno vaso grande.STL
-
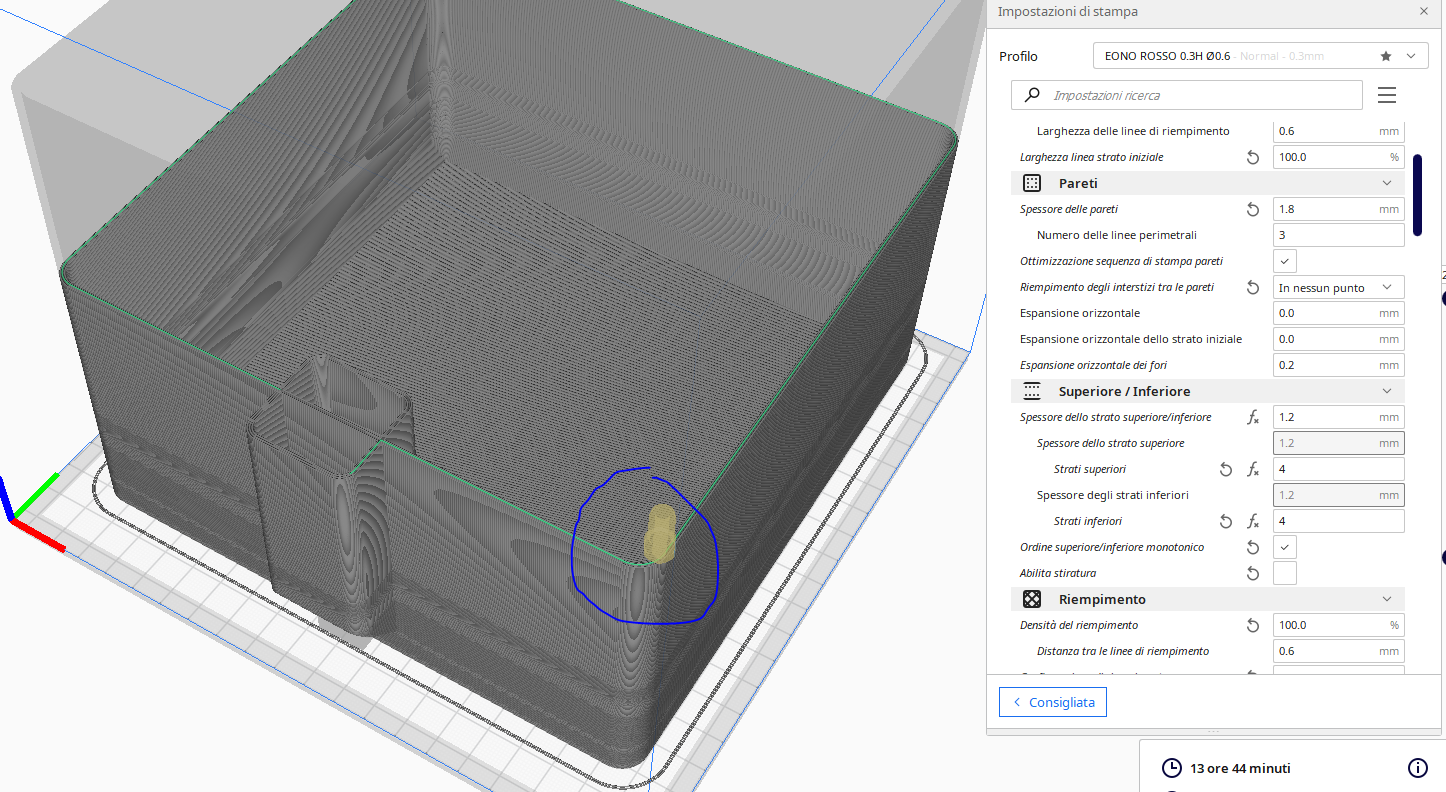
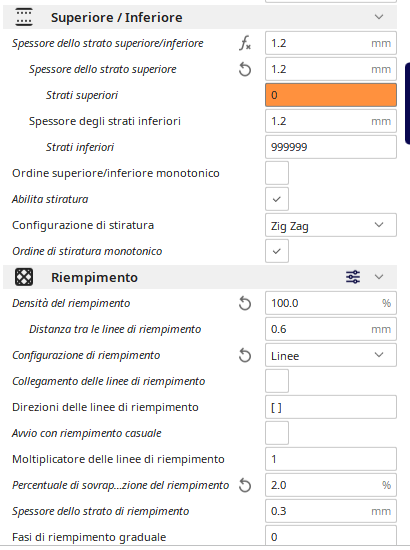
Avrei anche le immagini, ma son troppo grandi col limite totale a 1000kb. Comunque ho fatto delle prove con impostazioni diverse: 1) spessore delle pareti 0.6, spessore inferiore e superiore 1.2, 4 strati , riempimento 100%. tempo 21h54minuti 2) ( coem ho fatto l'ultimo pezzettino di cui ho messo le foto) spessore delle pareti 0.6, spessore inferiore e superiore 1.2, 0 strati superiori ( cliccando su fx) , 99999 inferiori (sempre cliccando su fx) , riempimento 100%. tempo 15h circa 3) (come avevo fatto l'altro ieri sera, ed è venuta una merda) 1.8mm di parete, 3 passaggi, superiore 1,4, 4 strati, inferiore 1,2, 4 strati, riempimento 100% . 13h44m Come indicato dal cerchietto, l'ugello così ripassa sugli angoli sulla linea già estrusa. Non chiedetemi perchè. E lì secondo me nascono i problemi, perchè le molte ritrazioni, i passaggi su strati già estrusi fanno venir fuori un sacco di sporco. Anche nel caso 2 sembra ripassare sugli angoli, però non so perchè la stampa è venuta meglio Io sarei d'accordo con voi che i valori giusti sarebbero quelli del punto 3 o al massimo 1, ma il 2 stranamente funziona ed è rapido. @Killrob se tu usi cura, sarei curioso di passarti il file stl per vedere se anche a te , con questi valori da differenze così ampie di calcolo lo slicer. Ma soprattutto di come estrude strato per strato
-
Eaman, come ho già scritto, col trucchetto appena adottato non ho problemi sulle pareti. Il mio problema è lo strato iniziale, che pur con altezza maggiorata, larghezza linea al 100% (invece che maggiorata come solitamente si fa) e flusso del primo strato al 95%, al centro sembra essere sovrabbondante. Non è così invece nei passaggi esterni. E questo crea problemi poi con i successivi strati superiori. E' questo il problema che devo cercare di risolvere. Ho già adeguato il flusso normale per avere 0.6 mm di larghezza riga
-
Eaman, per quanto ne so io, in cura, se metto 1 solo layer a parete. lui farà 1 passaggio per la parete esterna, 1 per l'interna, ed il resto per lui è infill. Pensavo di averlo spiegato nel precedente post, ma mettendo spessore delle pareti 3 passaggi, lì son venuti i problemi di sezionamento, perchè cura invece di fare 3 passaggi, diciamo così, concentrici, faceva prima i passaggi esterni, e poi la linea di mezzo la spezzettava in tanti tratti, distanti tra loro, andando quindi a destra e sinistra innescando ritrazioni a gogo. Andando invece a chiedergli di fare pareti di 0.6, e chiedendo l'infill poi al 100%, esaminando la preview del singolo strato, ho visto che i movimenti dell'ugello erano molto più lineari e che si innescavano molti meno spostamenti e quindi dannose ritrazioni. Infatti la stampa di cui ho messo le foto a parte il fondo, è molto buona a mio parere. La precedente invece (che ahimè era un 180X180X150mm ) invece aveva pareti tutte bucherellate per mancanza di materiale dovuto probabilmente alle dannose ed eccessive ritrazioni dovute agli spostamenti inutili che lo slicer aveva messo. Quello che invece non riesco a capire è come mai, al primo layer, i due passaggi esterni concentrici si svrappongano benissimo, mentre le altre linee centrali a zig zag ( quelle che cura chiama configurazione di riempimento a linee) nonostante abbia ridotto dal 5 al 2% la parcentuale di sovrapposizione, ancora fan casino. Magari proverò a portarla a 0, ma dopo anche gli strati sovrastanti non avrebbero teorica sovrapposizione, anche minima, di materiale. Solitamente il valore standard per il PLA di sovrapposizione è il 10%. E prima di rilivellare il piano, non avevo di questi problemi. Ecco perchè non capisco cosa sia cambiato
-
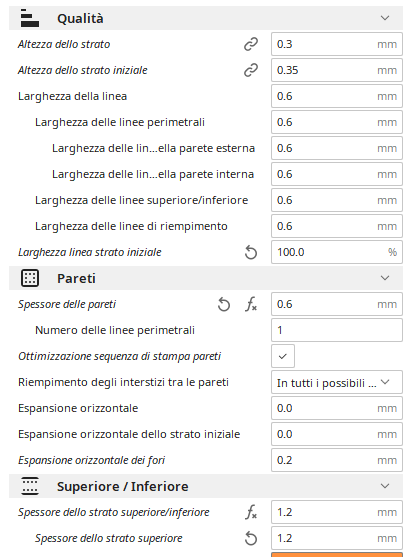
Killrob non capisco perchè, dato che le pareti sono di 2 mm , sia sbagliato impostare che le voglia piene. ecco l'immagine mancante delle impostazioni di stampa
-
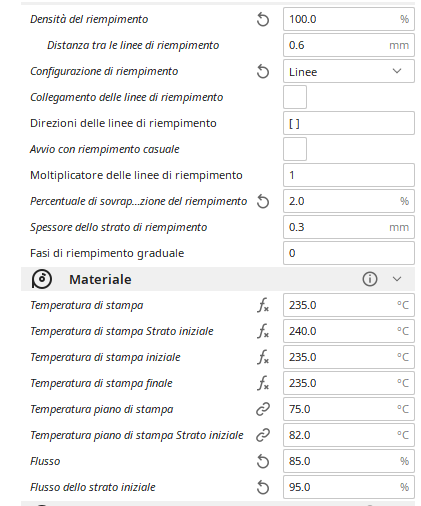
Gregorio, quei valori li prende in automatico, non so il perché. Per quanto riguarda il riempimento, lo voglio io al 100%. Comunque gli strati di fondo sono 4 , e lì si verifica il fenomeno strano... Sembra ci sia della sovraestrusione e si creano fili e si alza il materiale dal piano
-
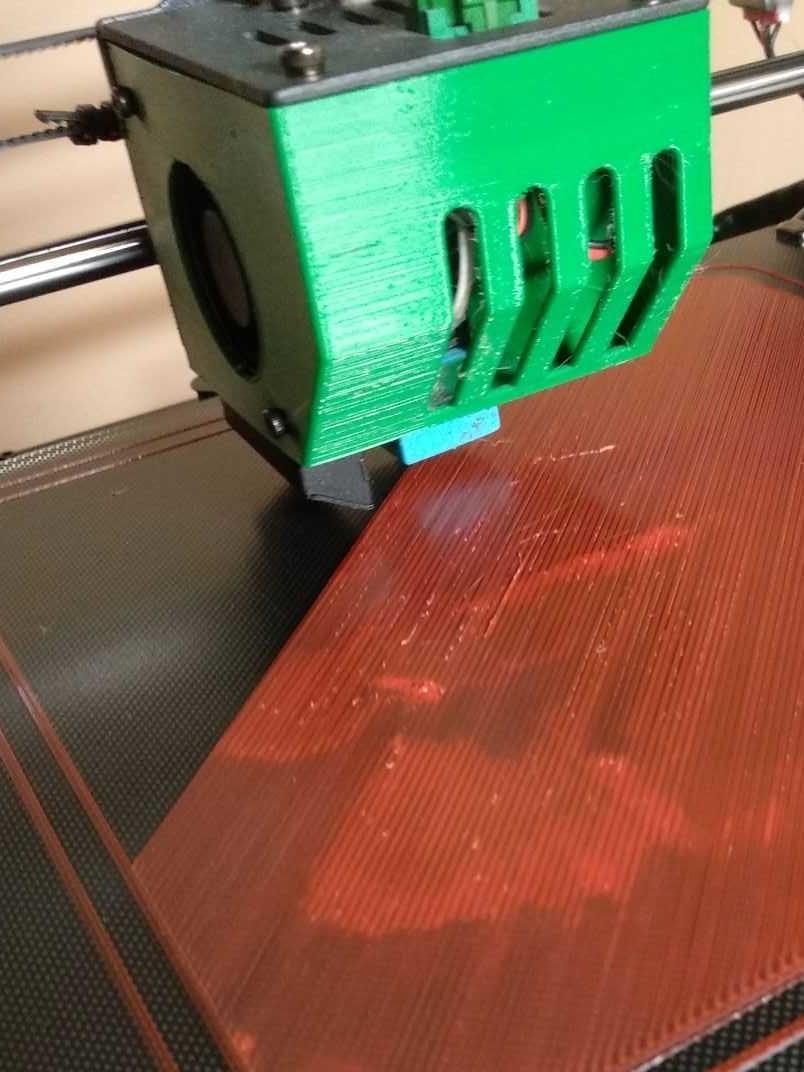
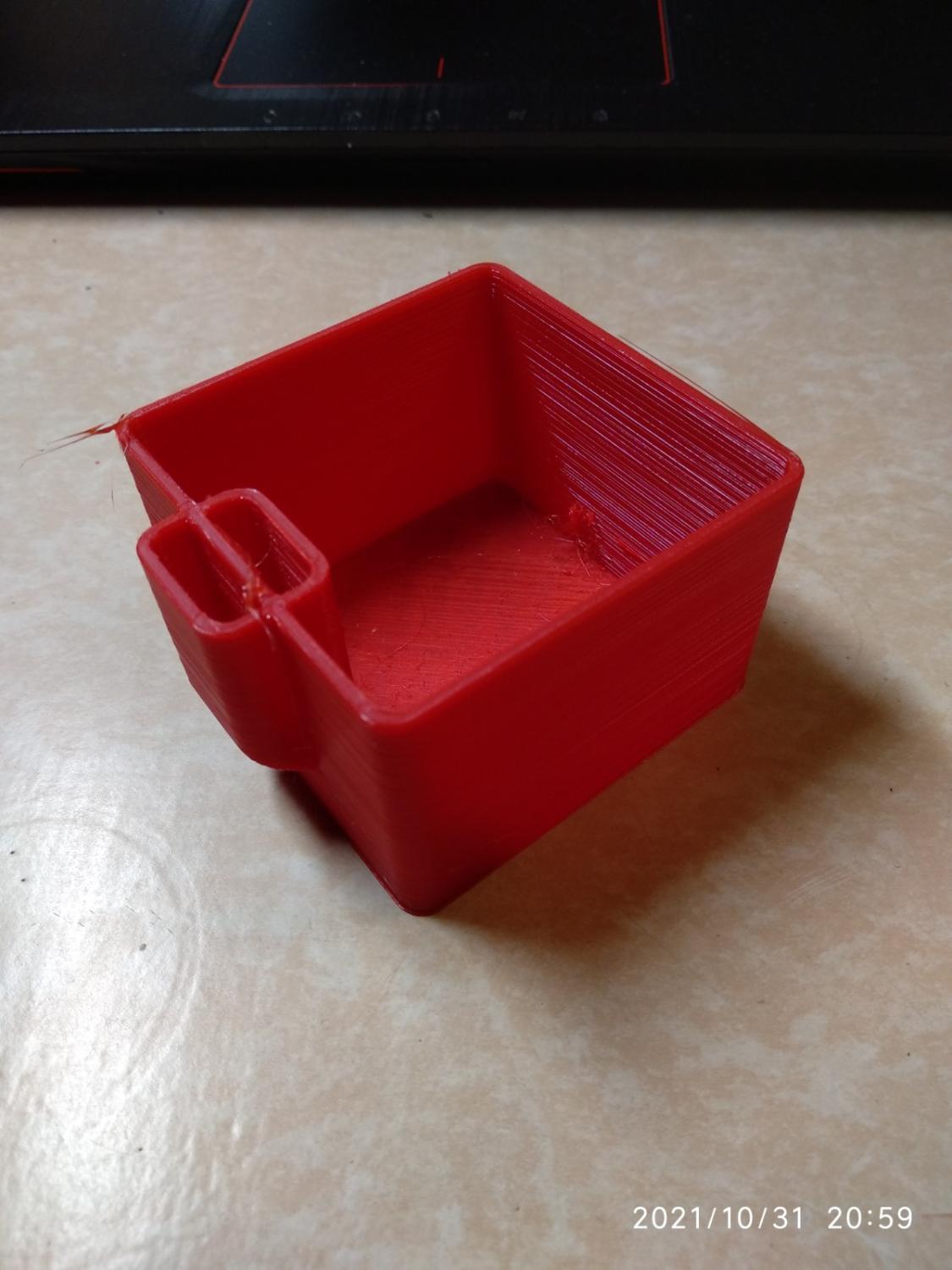
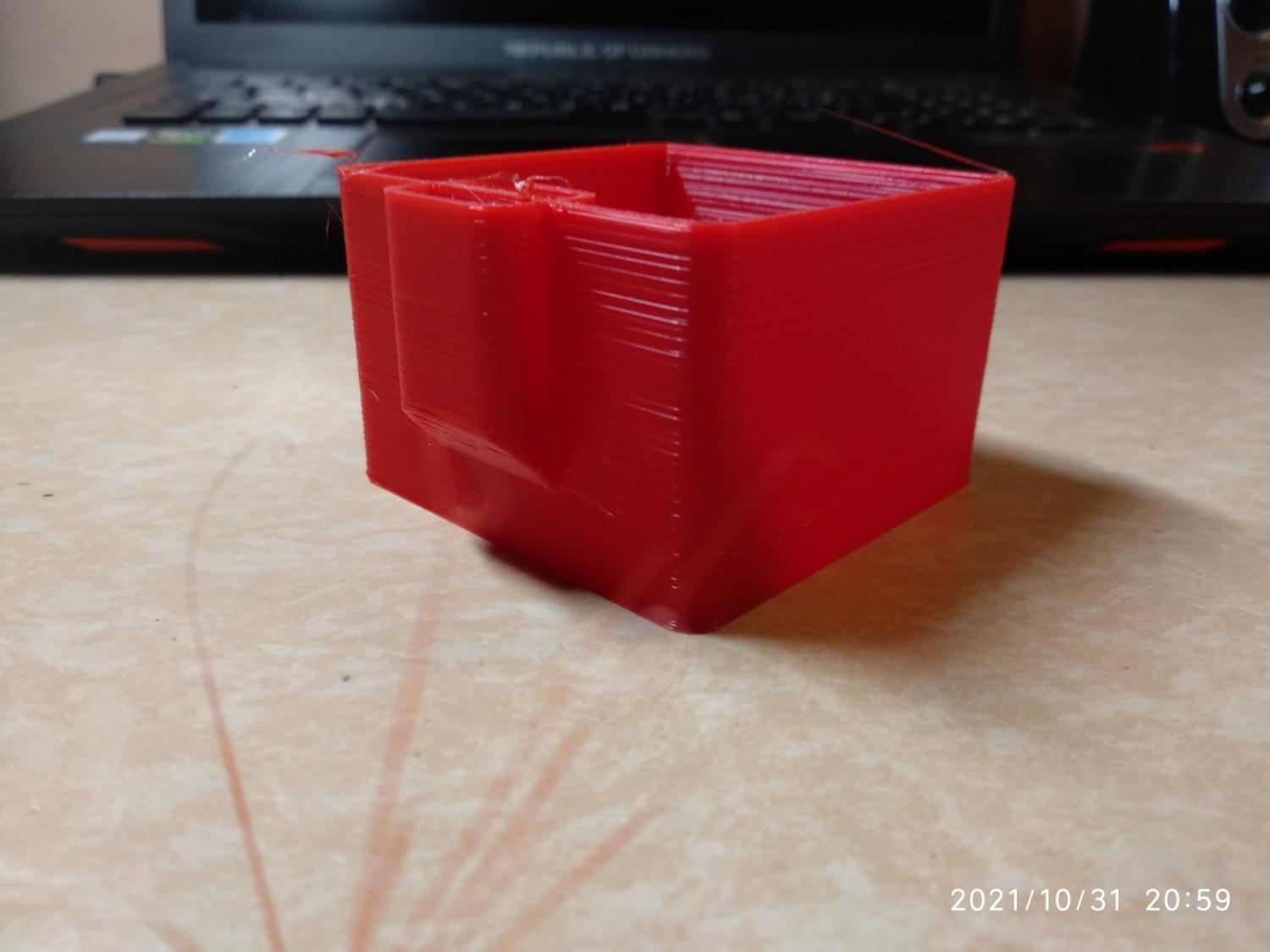
News. L'altro ieri ho smontato il piano perchè una boccola si era spostata andando a falsare lo 0 dell'asse Y. Ho provveduto poi a ricalibrare il piano e li sono iniziati i problemi.... Nonostante abbia ricalibrato come sempre fatto (col famoso pezzetto di carta) , non avevo più adesione sul piatto, specie se il primo strato presentava dei buchi. Sono riuscito poi a trovare dei valori con cui stampare decentemente, ho infilato dentro una bobina nuova di PETG EONO rosso ( mai provato, colpa mia per la fretta) e ho provato a stampare un vaso auto innaffiante simil prusa, ma delle dimensioni adatte a stamparlo con la mia mega. Stamattina mi alzo e vedo una marea di problemi... il fondo è venuto malissimo, sovraestrusione nella parte centrale dove l'hotend si muoveva secondo lo schema "linea", e invece sulle pareti di 2mm, avendo messo spessore parete 2mm, sottoestrusioni, fili a non finire e altre schifezze. Unica nota positiva, con gli stessi valori dei supporti per l'ugello da 0,4, i supporti vengon via abbastanza bene. Ora ho disegnato e poi stampato una versione in piccolo del suddetto vaso, di cui allego foto, lavorando sui valori ( che allego) e togliendo gli strati adattativi. Il risultato è nettamente migliore, ma rimane un fondo ruvido e non perfettamente formato. Sembra come in alcuni punti il PETG si stacchi subito dal piatto ( che ho lavato e ripulito con alcool). Qualcuno sa darmi qualche dritta?
-
Perchè ho scelto il PETG? Mannaggia a me!
AndreaG85 ha risposto a Ale_m3D nella discussione La mia prima stampante 3D
Ma non c'é modo di mettere un hotend full metal sulla ghost? Migliorerebbe qualcosa? -
Perchè ho scelto il PETG? Mannaggia a me!
AndreaG85 ha risposto a Ale_m3D nella discussione La mia prima stampante 3D
L'importante é che ti funzioni. Hai impostazioni anche molto diverse da quelle che uso io, ma se ti funzionano, ben venga -
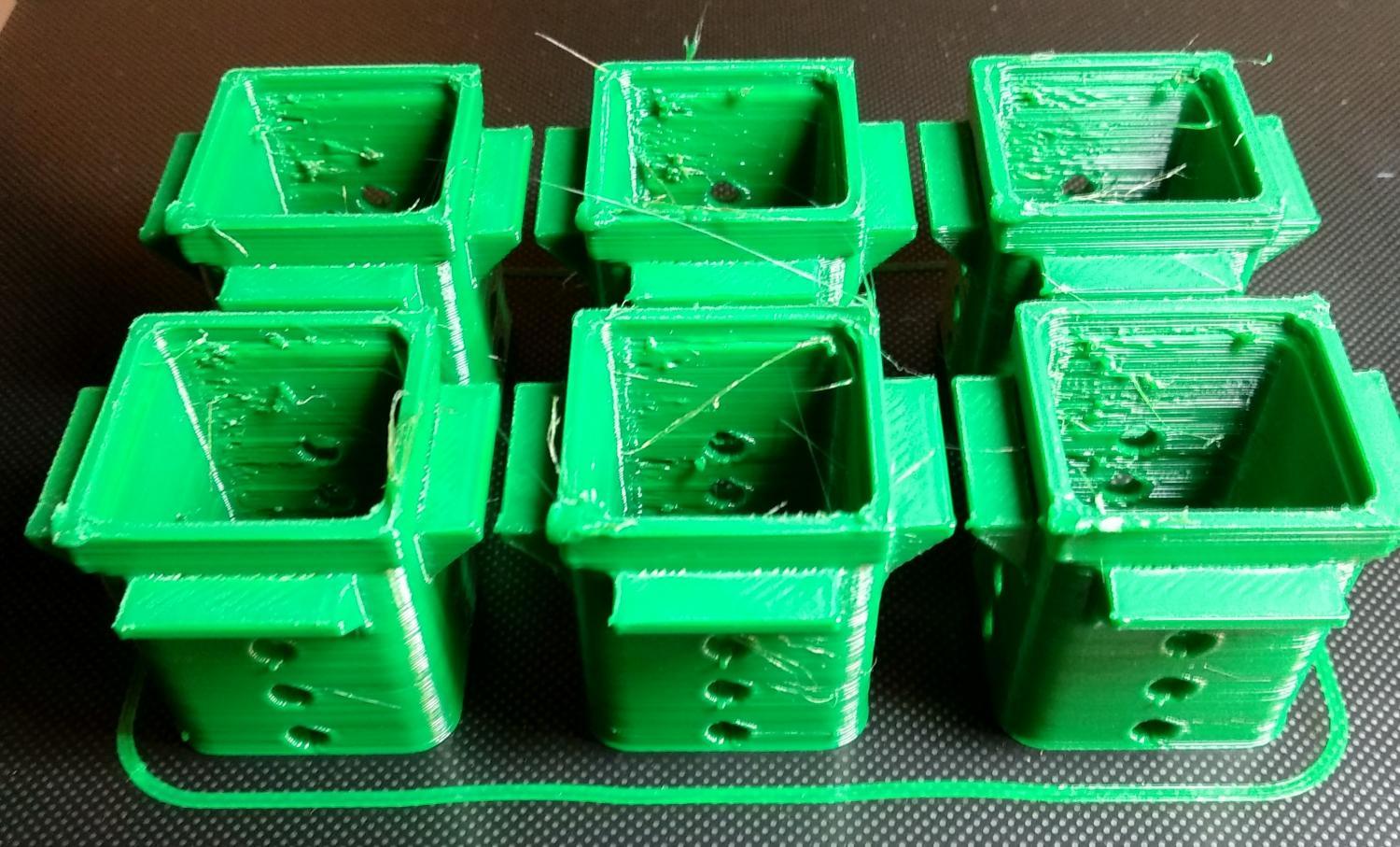
Ecco una 1a stampa con profilo ancora non perfetto. Rispetto al thin wall ho solo diminuito il flusso. Ho dei problemi all'interno, non so per quale motivo in quanto abbastanza randomici. Esterno buono. Ho usato gli strati adattativi... 6 pezzi in meno di 7 ore
-
Perchè ho scelto il PETG? Mannaggia a me!
AndreaG85 ha risposto a Ale_m3D nella discussione La mia prima stampante 3D
Hai mai fatto un PID alla macchina? -
Perchè ho scelto il PETG? Mannaggia a me!
AndreaG85 ha risposto a Ale_m3D nella discussione La mia prima stampante 3D
Secondo me 220 gradi é un po' pochino. Io ero partito da 225 e ora sia con amazon basics, sia con geeerech che con eryone vado sui 235 costanti con ventola mediamente al 30%. Comunque rimetti le schermate coi parametri che usi al momento, é più facile così aiutarti -
Non sono totalmente d'accordo 😄. Nel senso che comunque è il motore di estrusione che deve spingere il materiale: banalmente più veloce va lui e più massa di materiale invierà al hotend. E qui si arriva al discorso che giustamente fai te: anche se ho un motore di estrusione che può spingere millemila mm3/s, ma l'hotend non riesce a sciogliere quella quantità di materia, allora il tutto si blocca. Sicuramente il piccolo hotend della bondtech è interessante. Certo poi va visto anche la massima velocità a cui si può estrudere in riferimento al materiale per avere la giusta adesione dei layer, penso
-
Si, intendevo più che altro come tempi di stampa, mi spiego: Se voglio stampare più materiale in minor tempo, dovrò migliorare non solo l'ugello ( o l'hotend) ma anche l'estrusore deve esser capace di fornire abbastanza portata di materiale senza eccessivo sforzo. Penso che per una mega semioriginale come la mia uno 0.6 sia il massimo utilizzabile senza ulteriori modifiche. Ora devo solo cambiare la ventola di raffreddamento della cpu con una meno rumorosa 😂😂😂
-
Si ho visto il video. Con quella forma interna si moltiplica la superficie di scambio termico. Però penso che serva se oltre ad un ugello più grande si vuole viaggiare a velocità ( e relativi volumi di materiale) maggiori di quelle a cui la mia piccola mega può arrivare 😂😂😂.