AndreaG85
-
Numero contenuti
283 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di AndreaG85
-
Perchè ho scelto il PETG? Mannaggia a me!
AndreaG85 ha risposto a Ale_m3D nella discussione La mia prima stampante 3D
Ho visto in un video di Cnc kitchen che lui usava della pasta termica a mo' di frena filetti. Non so se può essere utile per evitare anche fuoriuscite di materiale -
Arrivato nuovo hotend originale anycubic. Tolto il nozzle originale, messo un redrex in acciaio da 0.6, e provato un cubo 40x40 thin wall. Spessore parete della parte stampata 0.67. direi parecchio bene e nessun problema.😃

-
Ma voi vi fidate a lasciar la stampante in funzione quando non ci siete?
AndreaG85 ha risposto a AndreaG85 nella discussione Problemi generici o di qualità di stampa
Su questo sono pienamente d'accordo. Infatti nella mia, data la mia men che minima esperienza con l'elettronica, ho fatto pochissime e banali modifiche. Le schede le ho fumate per errori banali. Però ripeto, un hotend a 240 gradi mi mette sinceramente un po' di apprensione. Purtroppo non ho lo spazio per allestire un angolo appropriato, altrimenti come detto da alcuni metterei una webcam a controllarla ed un estintore automatico sopra. E allora potrei anche andare a diritto con le stampe. Però non posso. comunque personalmente ho ottenuto un bel po' di informazioni interessanti. 😃 -
Ma voi vi fidate a lasciar la stampante in funzione quando non ci siete?
AndreaG85 ha risposto a AndreaG85 nella discussione Problemi generici o di qualità di stampa
Ripeto, io prendo spunto da un mio errore umano per chiedere agli altri come vivono questa questione del lasciare una stampante accesa in casa senza controllo e come hanno posto rimedio alla cosa. Tu.... boh... Comunque.... vivi e lascia vivere -
Perchè ho scelto il PETG? Mannaggia a me!
AndreaG85 ha risposto a Ale_m3D nella discussione La mia prima stampante 3D
1a domanda: perché le linee di riempimento a 0.5 mm? Io le ho a 0.4 di default. Te come mai le hai messe a 0.5? 2) perché hai lo spessore dello strato inferiore/superiore a 0.0? 3) la percentuale di sovrapposizione delle linee al 30% mi sembra esagerata. Io la uso al 5%, lo standard se non ricordo male é il 10%. Te vai molto oltre 4) velocità di riempimento a 75mm/s mi pare alta ( anche se ci voglion pezzi voluminosi perché ci si arrivi) 5) abilita il controllo delle accelerazioni e del jerk e facci vedere i valori. Per mia esperienza se son troppo alti col petg hai problemi 6) personalmente ho abilitato il combing su "tutto" -
Ma voi vi fidate a lasciar la stampante in funzione quando non ci siete?
AndreaG85 ha risposto a AndreaG85 nella discussione Problemi generici o di qualità di stampa
Questi sono i messaggi inutili che sarebbe meglio non scrivere. Se ti senti superiore alla discussione, semplicemente... Non scrivere, non é obbligatorio -
Ma voi vi fidate a lasciar la stampante in funzione quando non ci siete?
AndreaG85 ha risposto a AndreaG85 nella discussione Problemi generici o di qualità di stampa
La mia paura (probabilmente del tutto irrazionale) e dovuta al fatto di aver fumato due schede madri , per contatti sbagliati. E ho visto la fiammellina alzarsi. Alla fine l'alimentatore non mi fa paura, poi ho maggiorato la ventola di raffreddamento della scheda madre, quindi so che la AI3MS è a posto, anche perchè ha lavorato parecchie notti. Però rimane la paura... non so perchè -
Ma voi vi fidate a lasciar la stampante in funzione quando non ci siete?
AndreaG85 ha risposto a AndreaG85 nella discussione Problemi generici o di qualità di stampa
Ma insomma, a parte la SIAE... Mi chiedo, se prendesse fuoco... Anche staccando da remoto la corrente... La paura di un possibile incendio rimane no? -
Ma voi vi fidate a lasciar la stampante in funzione quando non ci siete?
AndreaG85 ha risposto a AndreaG85 nella discussione Problemi generici o di qualità di stampa
Alla presa smart stavo pensando anche io. La Ipcam sarebbe comoda, dovrei vedere i prezzi dato che alla fine io stampo poco e saltuariamente. Anche per questo nell'altro post volevo passare per alcune stampe allo 0.6 per diminuire i tempi. La mia paura più grossa comunque come detto da fonzy é la possibilità di incendio. Anche stasera avevo fatto partire una stampa... Poi son dovuto uscire e ho preferito annullarla, essendo all'inizio, invece di rischiare -
Ma voi vi fidate a lasciar la stampante in funzione quando non ci siete?
AndreaG85 ha pubblicato una discussione in Problemi generici o di qualità di stampa
😁 discussione semiseria. Semiseria perché a lavoro mi é capitato di lasciare una chiron accesa per giorni e giorni a stampare, senza nessun problema. Ma in casa, appoggiata su un tavolo di legno, dopo aver fumato ( per mia incompetenza) due schede... non riesco a lasciar accesa la stampante quando non ci sono. Quindi mi chiedevo se a qualcuno é mai successo qualcosa di spiacevole, qualche problema di sorta. E come affrontate voi lo stesso problema 😃 -
Il problema é che mi sembra loro abbiano solo cloni V6, mentre l'anycubic monta un V5. Sbaglio o il V5 é più grande come dimensioni rispetto al V6?
-
Penso di aver scoperto il colpevole 😆 Avevo montato l'ugello 0.6 in un hotend che mi si era precedentemente bloccato, e che pensavo di aver risistemato per bene... Ed invece come vedete usciva un sacco di materiale, nascosto dalla "mutanda" di silicone. Ho provato a smontare l'ugello ma si è rotto dentro. A questo punto mi conviene ricomprare tutto. Avete qualche consiglio, oltre all'intero hotend originale anycubic? Per ora non vorrei fare upgrade, quanto scorta di parti intercambiabili di buona qualità così da poter cambiare velocemente l'hotend con un altro.
-
Sicuramente proverò col PLA per vedere se é un problema di tipo di filamento o meno. Proverò anche a cambiare tutto l'hotend con quello che uso regolarmente che ha un ugello di acciaio da 0.4 con cui non ho problemi. E mettere lì il nozzle da 0.6. Farò anche una verifica dell'estrusore. La cosa che comunque mi lascia molto perplesso é che se dico alla stampante di estrudere del materiale al momento dell'introduzione di un nuovo filo, questo estrude a 230/235 gradi senza problemi. Non saprei quindi cosa possa essere. Appena potrò riguarderò con calma tutti i valori impostati nello slicer o farò direttamente un nuovo profilo partendo da uno standard. Sembra proprio che più che un problema di flusso, siano proprio piccole interruzioni di materiale. Ricontrollerò anche il motorino estrusore col suo sistema a demoltiplicazione. Magari non ingrana bene o scava il materiale.
-
Bowden. Avevo controllato e sistemato il valore di estrusione del motore di estrusione presa la stampante, estrudeva 100mm con uno scarto di qualche decimo al massimo
-
Test vero e proprio di estrusione non ne ho fatto, ma quando avvio il comando sulla macchina di filament in estrude il materiale senza grumi e senza problemi. Per il test di estrusione che dici tu Killrob cosa dovrei fare?
-
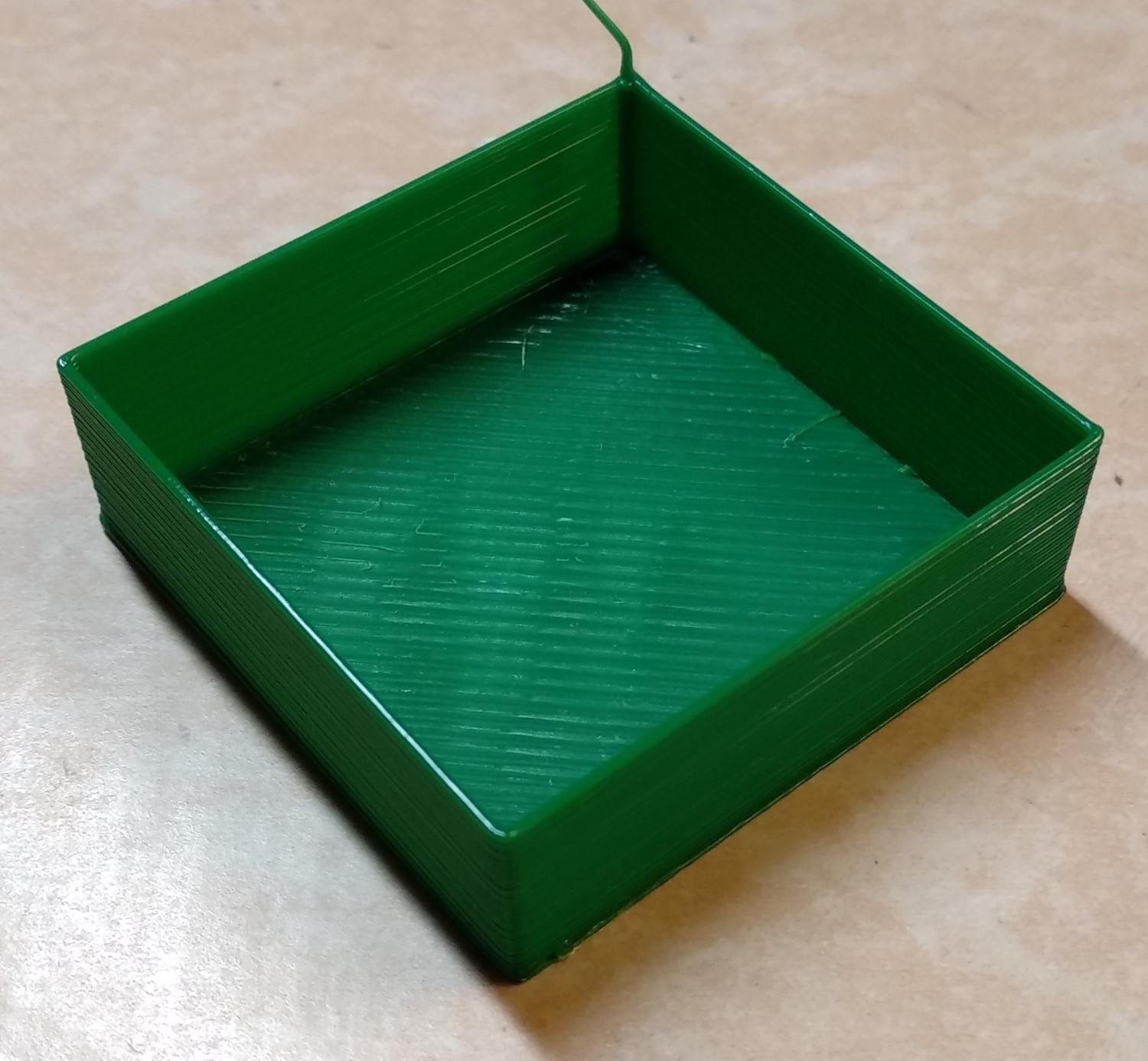
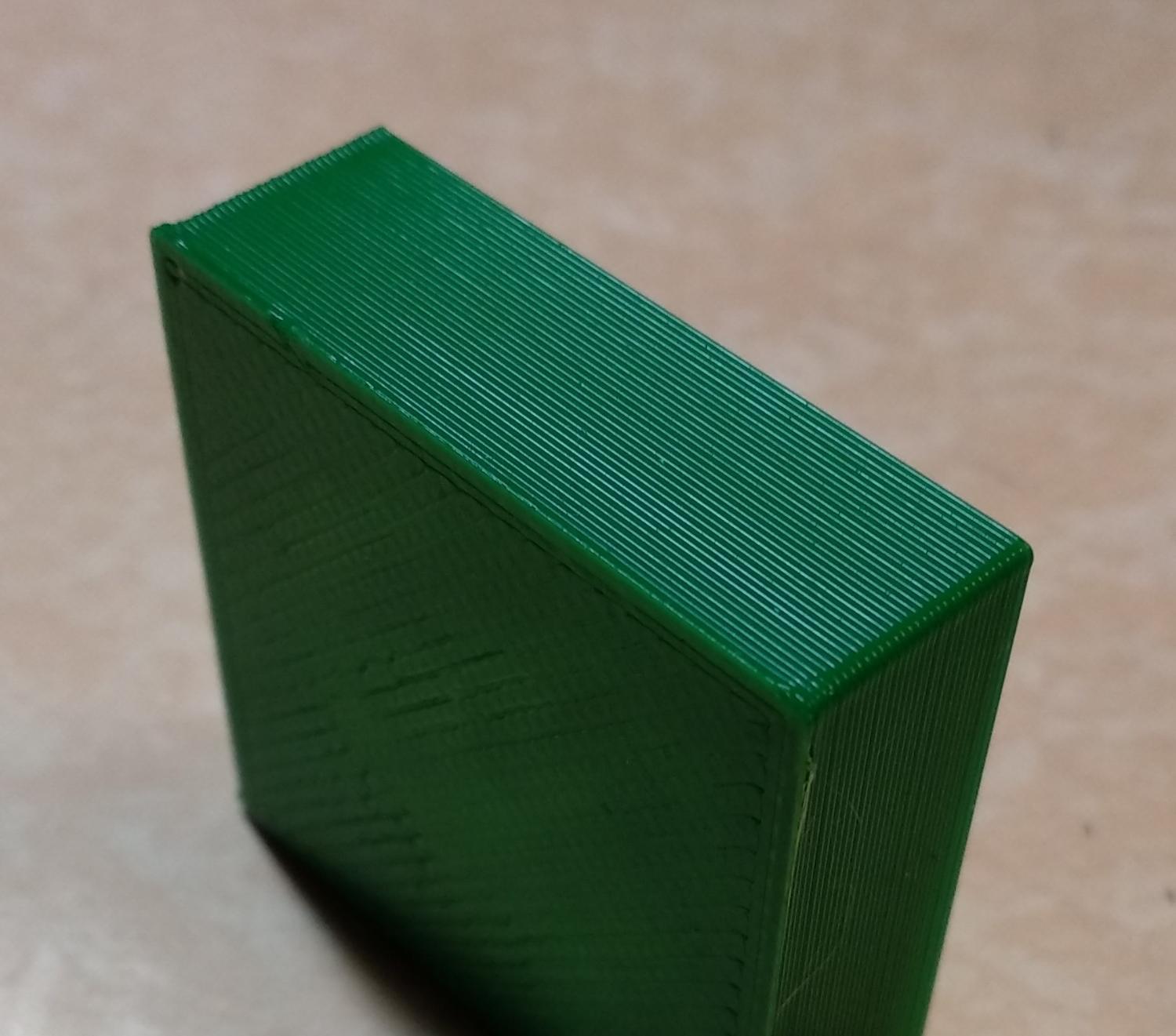
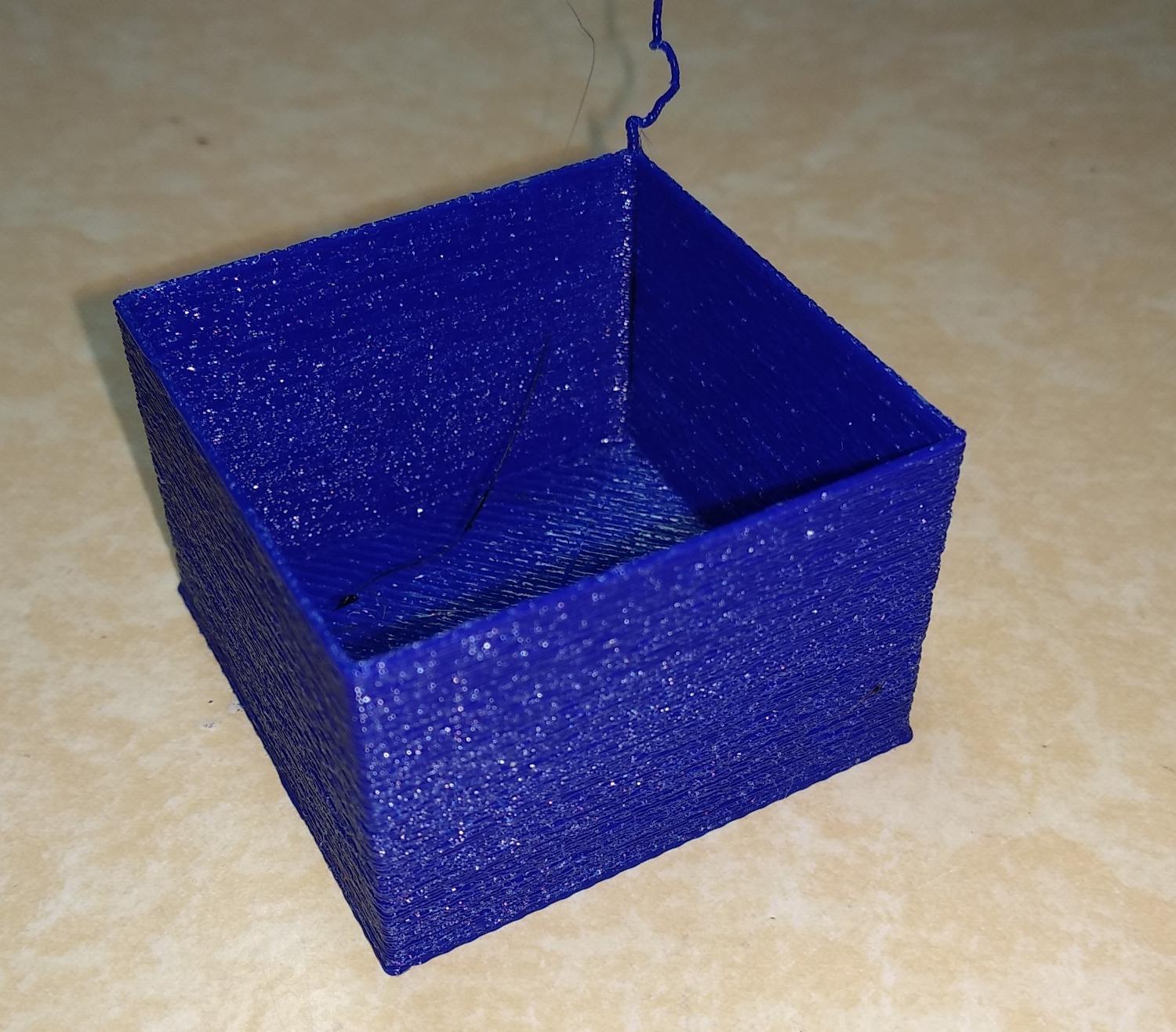
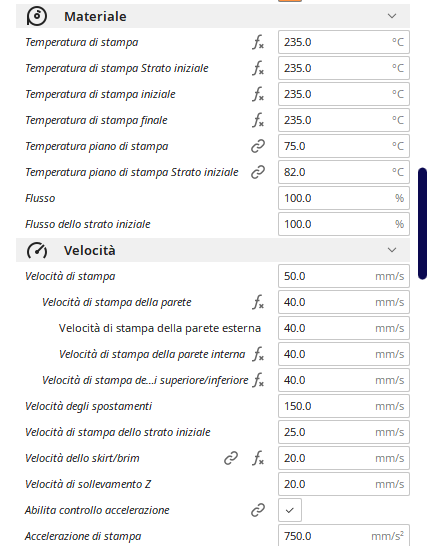
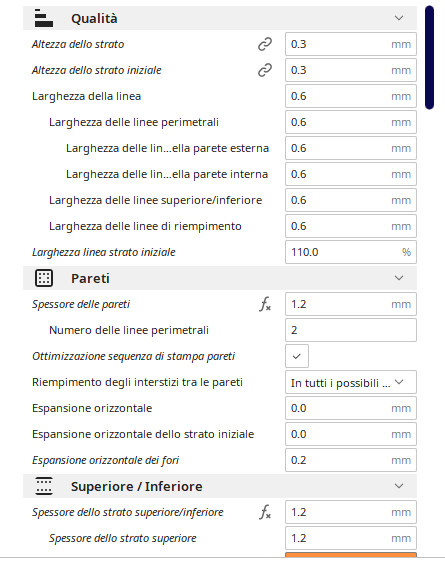
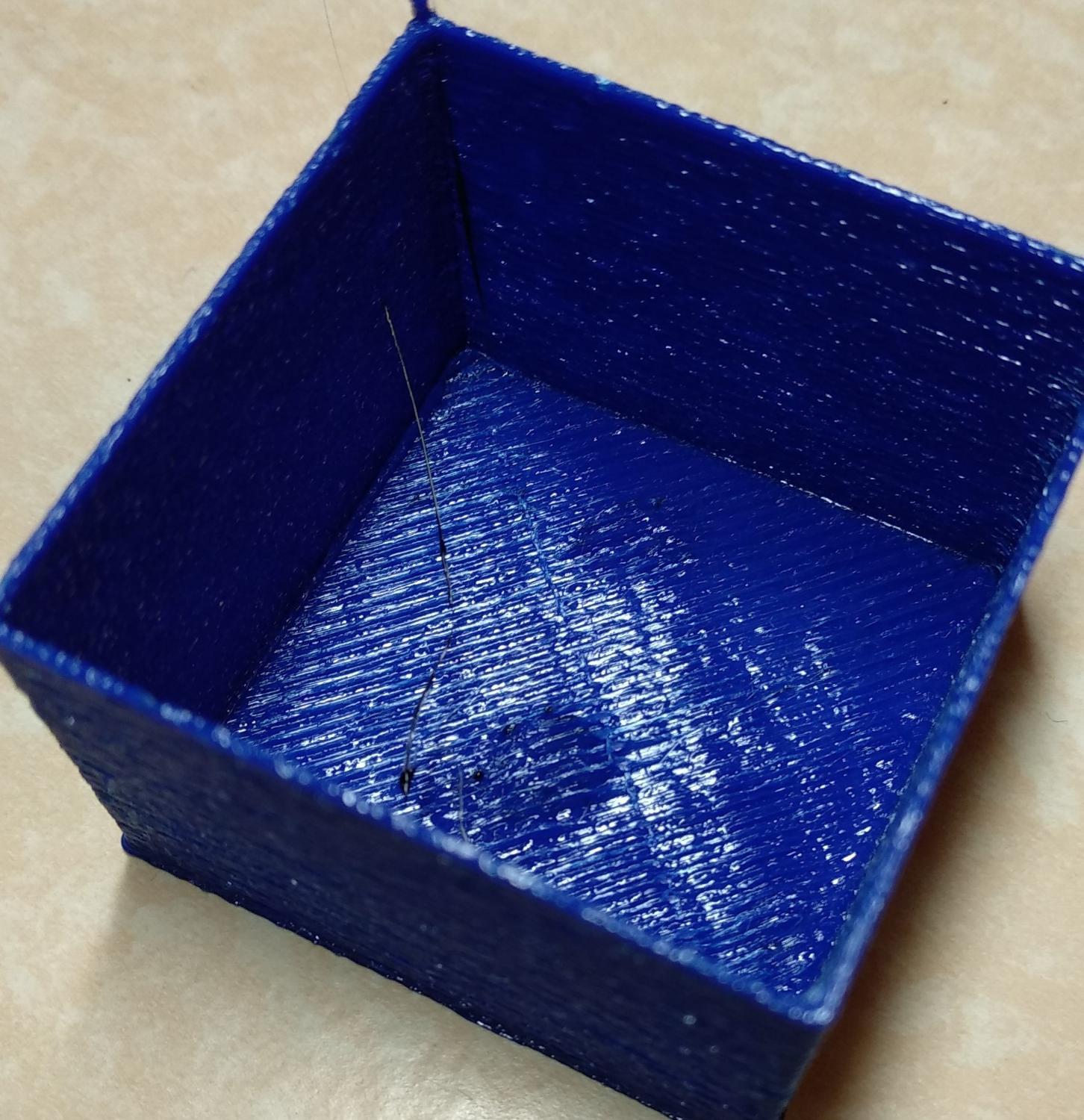
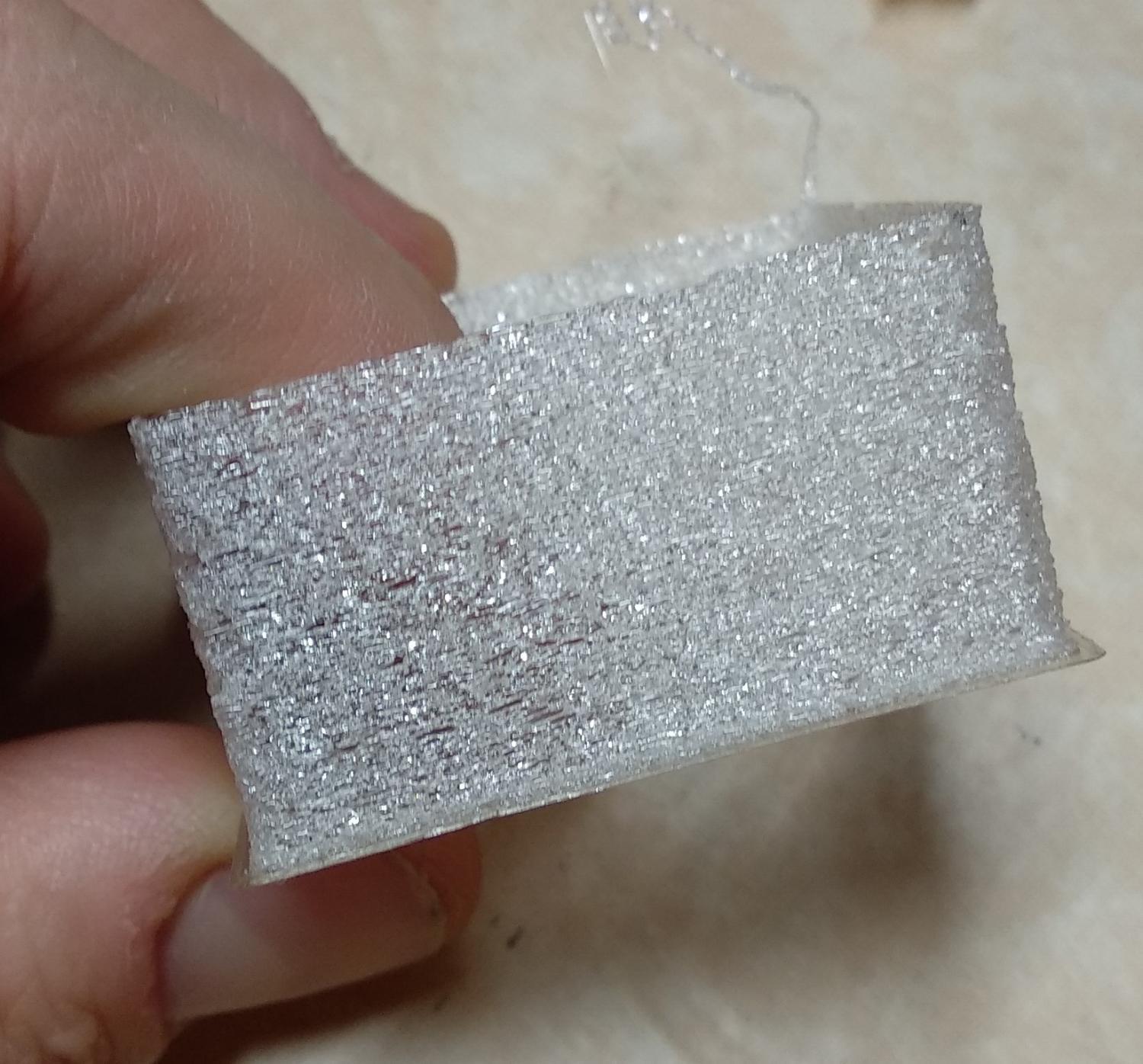
Allora... aggiornamenti: Come potete vedere dalle foto, dopo aver corretto parametri e valore nell'estrusore ecco il risultato. Stampato il thin wall, spessore tra 0.7 e 0.8, probabilmente dovuto alla ruvidità e irregolarità della superficie. Dimensioni 40,05 per 40,15, fondo due strati a 0.3. I valori impostati potete vederli dalle altre immagini. Temperature provae dai 235 ai 245, ma rimangono ancora dei forellini. Secondo voi cosa può essere? Materiale PETG amazon basics, con riscaldatore sunlu a 55°
-
Ma... Dove non ho variato i valori del nozzle é proprio nelle proprietà della stampante. Li nei dati dell'extruder é rimasto lo 0.4 ora che ci penso! Possibile sia quello il problema?
-
Si, ho aumentato tutto a 0.6 dove nel profilo vi era 0.4 Come detto, la cosa strana é che nel filament in della stampante, il materiale esce benee ben fuso. É durante la stampa che il deposito é molto largo e inconsistente, pieno di buchi. Stasera se riesco vi posto altre immagini del profilo cura utilizzato. Qualcuno ne ha uno suo che potrebbe farmi da riferimento?
-
Si, in cura ho modificato altezza e diametro del foro. Ho anche fatto un cubetto xyz 20x20x20 che a parte essere un po' più scabro non é male. É il thin wall che proprio non viene
-
l'ugello fa parte di un kit della ruthex trovato su amazon. Sono ugelli da poco, ma gli 0,4 mi han funzionato bene finora. Quello in acciaio montato sull'altro hotend mi stampa molto bene. Il bello è che quando faccio un filament in , il filamento estruso viene fuori bello abbondante e liscio, mentre quello estruso durante la stampa sembra come mal riscaldato,come una serie di blob continui mal uniti. Aggiungo che ho fatto prove con flusso dal 100% al 70%, con temperature che vanno da 235 a 255 gradi, ma i buchi ci sono sempre.
-
Buonasera, vorrei utilizzare un ugello 0.6 sulla mia Mega S, per stampe meno precise ma più grandi, per velocizzare la stampa. Sto provando stasera per la prima volta, ma con scarsi risultati. Ho impostato un altezza strato di 0.3mm per l'ugello da 0.6, ma facendo prove con il thin wall cube, lo spessore di parete è eccessivo anche con un flusso del 75%, ma più riduco il flusso maggiori buchi nella parete vengon fuori. Chi ha già provato con ugelli più grandi saprebbe darmi una mano. P.s. sto stampando con PETG, temperatura 245 (con lo 0.4 235°) , a 50mm/s max, 40mm/s di parete.
-
Accumulo di materiale sull'ugello durante la stampa
AndreaG85 ha risposto a AndreaG85 nella discussione Anycubic
Per ora la stampa successiva sembra perfetta 🤗 -
Accumulo di materiale sull'ugello durante la stampa
AndreaG85 ha risposto a AndreaG85 nella discussione Anycubic
ormai ce lo lascio, stampa bene per ora. L'altro hotend si è rovinato perchè del PETG è uscito anche sopra il blochetto di riscaldamento, e non riesco a ripulirlo senza romperlo -
Accumulo di materiale sull'ugello durante la stampa
AndreaG85 ha risposto a AndreaG85 nella discussione Anycubic
ce l'avevo già montato 😆 -
Accumulo di materiale sull'ugello durante la stampa
AndreaG85 ha risposto a AndreaG85 nella discussione Anycubic
Controllato, non avevo stretto bene l'ugello. Ora ho montato il secondo hotend , con ugello in acciaio, ben serrato. Vediamo come va il thin wall