

Truck64
-
Numero contenuti
877 -
Iscritto
-
Ultima visita
-
Giorni Vinti
14
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Risposte pubblicato da Truck64
-
-
2 ore fa, Silmar51 ha scritto:
Sono già attive.
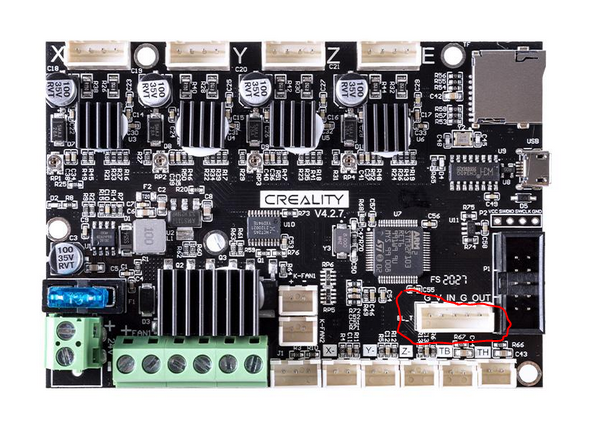
Magari mi sbaglio ma da quanto scrivi il tuo sembra un CR touch, non un BL Touch. E sulla 4.2.7 ci sono 2 metodi di collegare il sensore. Quindi prima di tutto chiarisci: il sensore è collegat su Zmin o sul connettore a 5 poli evidenziato quì

Se è collegato sul connettore cerchiato per pima cosa non usa il segnale di Zmin (commenta #define Z_MIN_PROBE_USES_Z_MIN_ENDSTOP_PIN).
Dopo di che ho letto che ci sono tastatori con sensore attivo (a transistor) e altri con sensore passivo (contatto meccanico come i finecorsa originali). In funzione di quale usi vanno attivati o meno i pullup degli ingressi.
Secondo me è meglio che posti una foto del sensore, del cablaggio che stai usando, e magari i file di configurazione.
-
11 ore fa, Mao77 ha scritto:
Non va nemmeno il tuo, come se qualcosa bloccasse il tutto e nemmeno parte..
Molto strano. Per dire questa è l'intestazione di ogni file che stampo e, ovviamente, non mi blocca la stampante
; generated by PrusaSlicer 2.3.1+win64 on 2022-02-12 at 09:10:05 UTC ; ; external perimeters extrusion width = 0.45mm ; perimeters extrusion width = 0.45mm ; infill extrusion width = 0.45mm ; solid infill extrusion width = 0.45mm ; top infill extrusion width = 0.40mm ; first layer extrusion width = 0.42mm ; M201 X3000 Y3000 Z10 E3000 ; sets maximum accelerations, mm/sec^2 M203 X300 Y300 Z5 E100 ; sets maximum feedrates, mm/sec M204 P1500 R1500 T1500 ; sets acceleration (P, T) and retract acceleration (R), mm/sec^2 M205 X10.00 Y10.00 Z0.40 E5.00 ; sets the jerk limits, mm/sec M205 S0 T0 ; sets the minimum extruding and travel feed rate, mm/sec M107 M190 S60 ; set bed temperature and wait for it to be reached M104 S230 ; set temperature ;TYPE:Custom G28 ; home all axes G1 Z5 F5000 ; lift nozzle M109 S230 ; set temperature and wait for it to be reached G21 ; set units to millimeters G90 ; use absolute coordinates M82 ; use absolute distances for extrusion G92 E0 ; Filament gcode ;LAYER_CHANGE
Può essere che i valori di M201 e M203 debbano essere interi? Può essere che M500 venga accettato solo come ingresso da terminale o usando l'apposito comando di salvataggio dei valori di EEPROM da pannello? Non lo so, tra l'altro il salvataggio non l'ho mai fatto da SD ma dando i comandi da terminale. Nella documentazione di Marlin non trovo nulla pro o contro. Questo pomeriggio faccio un paio di prove e ti so dire.
-
2 ore fa, Killrob ha scritto:
anche io di solito li faccio alla bisogna, ma non mi apriva proprio il plugin
Se è per quello a me è un pezzo che ci mette più di un minuto ad aprirsi. Ho sempre pensato fosse la connessione internet.
-
 2
2
-
-
2 ore fa, Killrob ha scritto:
esatto,
io ho avuto problemi con gli upgrades. Ho dovuto disintallare platformio, andare a cancellare fisicamente tutte le cartelle di platformio in qualunque parte del pc e poi reinstallarlo da vscode. in quel modo ha ricominciato a funzionare
Buono a sapersi, io però questa settimana avrò fatto una decina di compilazioni di Marlin con successo. VsCode e Platform IO istallati da circa 2 anni. C'è da dire che gli aggiornamenti li faccio fare solo se serve...
-
1
-
-
5 minuti fa, Mao77 ha scritto:
Il mio è questo che allego.
2 differenze:
- fine riga in formato standard (CRLF) e non Unix (LF) anche se Marlin dovrebbe accettare entrambi i formati;
- l'ultimo comando manca il fine riga. Possibile che sia quello che impalla la macchina.
Si lo so che sono tecnicismi ma da programmatore ti dico che in genere un un parser (la parte di firmware che divide il flusso dei comandi in istruzioni/rige singole) attende il codice di fine riga prima di eseguire l'analisi, se gli manca facile che stia li fino a che non gli arriva.
-
3 ore fa, Mao77 ha scritto:
Perché fa così??
Non lo so. Prova a caricare qui il file. Nel frattempo prova a far eseguire quello che ho allegato.
-
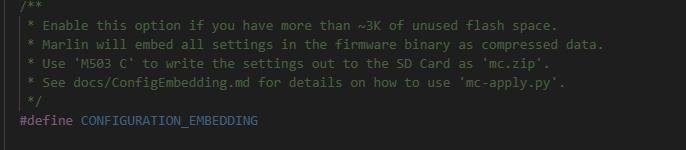
5 minuti fa, Eddy72 ha scritto:
Questo mi interessa, ti ricordi quale riga lo attiva?
Il comando è M503 C, ma devi aver attivato la relativa opzione in Configuration_adv.h:
Tutto sommato mi sembra poco utile visto che o tramite terminale/slicer o tramite OctoPrint il collegamento seriale alla stampante lo devi avere, e a quel punto copi l'output di M503 dal terminale e lo salvi in un file di testo a futura memoria.
-
 1
1
-
-
1 ora fa, Mao77 ha scritto:
Domanda: ma se aggiorno semplicemente il firmware secondo te posso riportare i valori allo stato iniziali?
L'aggiornamento del firmware è l'ultima cosa a cui un neofita dovrebbe pensare. Tieni conto che basta una mossa sbagliata e la stampante la puoi praticamente buttare. Può andarti bene, capita, ma visto che la procedura non è la stessa per tutte le stampanti, che in rete trovi migliaia di file non necessariamente compatibili con la tua macchina, e che quasi sempre l'aggiornamento non del solo firmware non da vantaggi pratici te lo sconsiglio vivamente. Tantopiù che per il tuo problema basterebbe riuscire a comunicarci da terminale con un PC.
Il reset della EEPROM su qualche stampante si trova nella stessa pagina del tasto "salva in EEPROM", non riesco a trovare un manuale della X2 che descriva le funzioni del TFT.
1 ora fa, Mao77 ha scritto:Io uso Mac e quindi ho creato il file con il suo editor e rinominato. Provo a vedere se esiste una maniera diversa.
Se intendi TextEdit, non crea file di testo semplici a meno che tu non glelo cheda esperssamente. https://support.lesley.edu/support/solutions/articles/4000111343-how-to-convert-a-document-into-plain-text-in-textedit-on-a-mac
-
1
-
-
6 minuti fa, Mao77 ha scritto:
Potrebbe essere che invece di Z debba mettere Z1? Perché vedo che nell’attuale startgcode che uso è nominata così..
Grazie!
L'indicazione dell'asse è a singola lettera. Z1 può essere inteso come quota (G1 Z1 F1200 muovi Z a quota 1mm a 20mm/s) o come parametro (M206 Z1 imposta l'offset di Z a 1mm). L'interprete dei comandi di Marlin non prevede l'indice per gli assi, anche gli estrusori multipli devono essere prima attivati, poi prendono i comandi con il solo prefisso E
15 minuti fa, Mao77 ha scritto:Dovrei aver trovato lo startgcode sbagliato che avevo usato:
Non è normale avere le impostazioni di base nello startgcode, anche se non è formalmente sbagliato. Intendiamci: se ti sembrano giuste per la macchina e le stampe ti vengono bene lasciale pure, ma quelli che hai scritto sono valori molto diversi da quelli che trovi nel Configuration.h per la X2 inidicati da Artillery (https://github.com/artillery3d/sidewinder-x2-firmware/blob/main/Marlin/Configuration.h) Se cerchi la stringa #define DEFAULT_MAX_FEEDRATE da li in poi trovi quelli che dovrebbero essere i valori di fabbrica. Penso che puoi alzare la velocità massima di Z, per il resto devi provare perchè in fin dei conti ogni macchina fa storia a se.
49 minuti fa, Mao77 ha scritto:Ciao, fatto, lanciato il comando… la macchina si è come impallata… lo schermo touch sembrava in stendby ma non rispondeva ad alcun comando. Spenta, riaccesa… la Z è ancora lenta…
Strano. Sicuro che il file fosse semplice testo (ANSI) e non Unicode o simili? Mi è capitato di recente che certi editor salvino in formato UTF8, che a PC sembra uguale, ma contiene dei codici che alle CNC e alle stampanti vanno indigesti.
-
15 minuti fa, Mao77 ha scritto:
Ok, fisicamente creo un file txt con dentro scritto solamente: M203 Z50 cosi tutto su una linea, lo salvo come .gcode, lo carico su chiavetta e lo faccio partire dalla stampante come se fosse una stampa? Corretto?
Grazie.
Corretto. Poi vedi se Z si muove più velocemente.
-
5 ore fa, Mao77 ha scritto:
Grazie! Intanto ti chiedo di perdonare la mia ignoranza… non ne so molto di programmazione, anzi nulla.
Sicuramente il problema risiede nello startgcode che sicuramente aveva dentro robacciaPosso chiederti come mai dici che portare la macchina allo stato “di fabbrica” non è una buona idea? Cosa intendi con salvare quello che c'è ora, cioè l'output di M503? infine, tu mi parli di programma a mano con comandi M203 e Z50 ma come lo creo? È un semplice file txt che salvo come .gcode? Oppure hai un tutorial dove rimandarmi? O ancora potresti spiegarmi tu passo passo ad un neofita?
Grazie infinite!!!
Si, hai ragione, discorso troppo tecnico per un neofitta.
Un programma da mettere su SD è sostanziolmente un file di testo che contiene i comandi in Gcode. Lato stampante non mi pare ci siano nemmeno restrizioni sull'estensione del file, comunque se dopo che l'hai scritto come .txt lo rinomini .gcode male non fa. Riguardo ai comandi c'è molto da studiare, ma sarebbe importante farlo. Sul sito di Marlin trovi la lista dei comandi supportati dalle stampanti con quel firmware: https://marlinfw.org/docs/gcode/G000-G001.html. Tanto per farti un esempio se copi queste poche righe su di un file come detto poco sopra:
G28 G90 G1 Z5 F1200 G1 X25 Y5 F3000 G1 Y25 G1 X5 G1 Y5 G1 X25fai eseguire l'home alla stampante, poi il nozzle si porta a 5mm dal piano e si muove descrivendo un quadrato.
I valori fissati nel firmware dovrebbero essere quelli con cui hai ricevuto la stampante, ma in passato ho letto più di un utente lamentarsi dopo un reset della EEPROM di comportamenti strani da parte della macchina. Segnarsi quelli che hai adesso è uno scrupolo che ritengo necessario. E mantenersi un backup aggiornato dei valori di EEPROM è una mia abitudine. La procedura è semplice se hai un collegamento al pc: dai il comando M503 da terminale e ti salvi i valori emessi dalla stampante. Da Marlin 2.0.9.3 c'è la possibilità di farli scrivere sull'SD dalla stampante stessa, ma non penso sia il tuo caso visto che sul sito Artillery è disponibile al massimo la 2.0.9.1. Per la comunicazione via USB con un Mac non ho ancora trovato informazioni esaurienti. Per ora penso ti convenga far eseguire il comando M203 Z50 da SD e vedere se si risolve.
Poi se ci fosse qualche utente che conosce la procedura per Mac, soprattutto lato driver USB, gli lascio volentieri la parola.
-
3 minuti fa, Mao77 ha scritto:
Credo tu abbia azzeccato il problema, ho usato un profilo Cura che però non era prettamente per la X2, inoltre poi ho sicuramente salvato la eeprom dopo aver ricalibrato il piano.. errore mio non consapevole
Cura non ha quel "difetto" di sovrascrivere i settaggi di EEPROM. Fino ad ora è una cosa che ho trovato solo in PrusaSlicer. Ma i comandi potrebbero anche provenire da qualche startgcode fatto male o roba simile.
17 minuti fa, Mao77 ha scritto:Io ho un Mac, se mi potessi dire passo passo come collegarlo ad esso e cosa fare ci provo!… ma non esiste un modo per portare allo stato “di fabbrica” il software?
Mi dispiace ma conosco solo Windows e un po Linux. Non ti so aiutare con un Mac, soprattutto sulla parte di riconoscimento della porta seriale emulata dalla USB. Quì trovi qualche indicazione, di tutorial ne trovi a montagne, tipo questo, ma sono tutti per Windows. Il reset ai valori di base del firmware si fa dando un M502 o dando il reset ai valori di fabbrica da pannello ma non è una buona idea farlo senza prima essersi salvato quello che c'è ora, cioè l'output di M503, e questo richiede prima di tutto di collegare la stampante al PC.
Per fare pochi danni potresti scrivere un programma a mano sulla SD e farlo eseguire. Nel programma scrivi
M203 Z50
Poi vedi se la Z si muove più velocemente e casomai salvi in EEPROM
-
1
-
-
47 minuti fa, Mao77 ha scritto:
In effetti ho usato due profili di stampa dei versi con due slicers diversi, potrebbe esser questo? E nel caso come risolvo?
Grazie!
E' possibile, nel senso che se per esempio hai usato PrusaSlicer, lui come impostazione di base invia i settaggi del profilo di stampa a inizio file. Ed ho notato per esempio che il profilo della X1 (la X2 non c'è ancora) riporta un maxfeedrate per Z di 15mm/s quando il valore di fabbrica stando al firmware non compilato della X2 è 50mm/s. Se poi hai salvato i dati in EEPROM dopo la stampa quelli diventano i tuoi parametri ad ogni accensione. Ora verificare se il tuo problema deriva da questo sarebbe semplice se riesci a collegare la stampante ad un PC e comunicarci con un terminale tipo Pronterface o Repetier, altrimenti la cosa potrebbe essere complicata. Tu come sei messo?
-
1 ora fa, Mao77 ha scritto:2 ore fa, Eddy72 ha scritto:
lubrifica le barre di Z
Ciaoo
Questo l’ho fatto ma è cambiato nulla.
3 ore fa, Killrob ha scritto:controlla che le ruote non facciano troppa forza sui montanti, agisci sugli eccentrici
Ciao, le ruote che fanno attrito è la prima cosa che ho pensato m esattamente cosa intendi con “agisci sugli eccentrici”? Cosa devo fare praticamente?
Grazie!
Un po di manutenzione va sempre bene, ma penso che la terza ruota dei carrelli di Z sulla Sidewinder X2 sia caricata a molla come per la Genius. Ma soprattutto visto che stiamo parlando di motori passo-passo, non di DC o BLDC, sotto sforzo casomai perdono passi, non rallentano. Se perde passi lo puoi verificare provando a fare una serie di movimenti e verificando se le posizioni sono ripetibili. Se le posizioni si ripetono e se il rallemtamento è reale e non una sensazione comincia a controllare le impostazioni degli assi (comincia con il valore di M203 max feedrate) e i profili di stampa del tuo slicer.
-
11 minuti fa, hiroshi976 ha scritto:
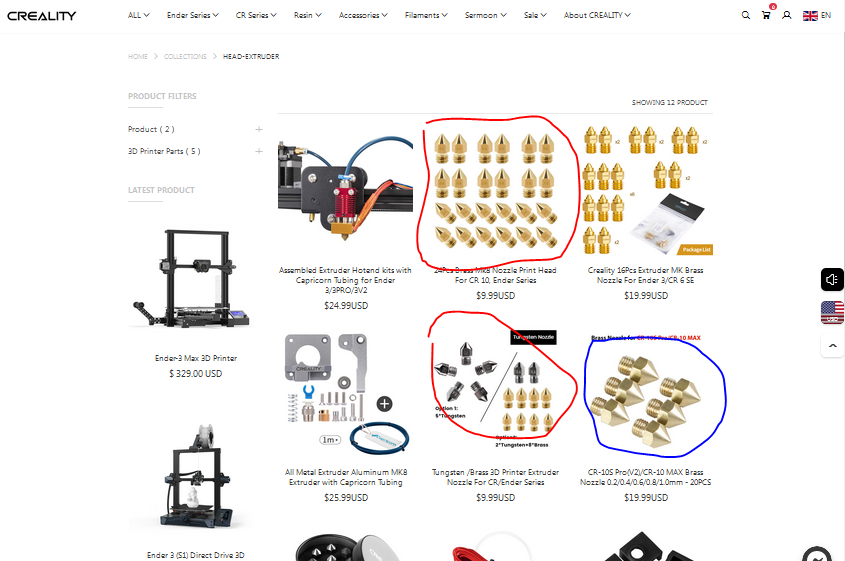
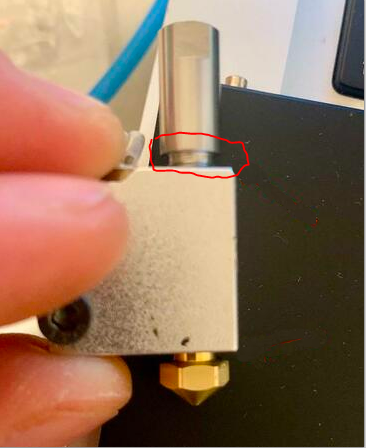
Volevo chidervi una cosa, oggi ho preso questo nozzle da un rivenditore poco fuori la mia città (giusto per averne uno di scorta), a suo dire, è originale creality. Come mai è più grande il cono, pur avendo effettivamente la stessa filettatura e la stessa altezza? E' forse per un altro modello creality?
Se vai sul sito Creality trovi entrambi i modelli:
Sono nominalmente per stampanti/estrusori differenti, ciò non cambia che l'attacco sia quasi sempre un M6 (idem E3D, Micro Swiss, Bigtreetech, ecc...).
-
1
-
-
9 ore fa, Alessandro998 ha scritto:
Allego l'immagine degli errori che mi escono
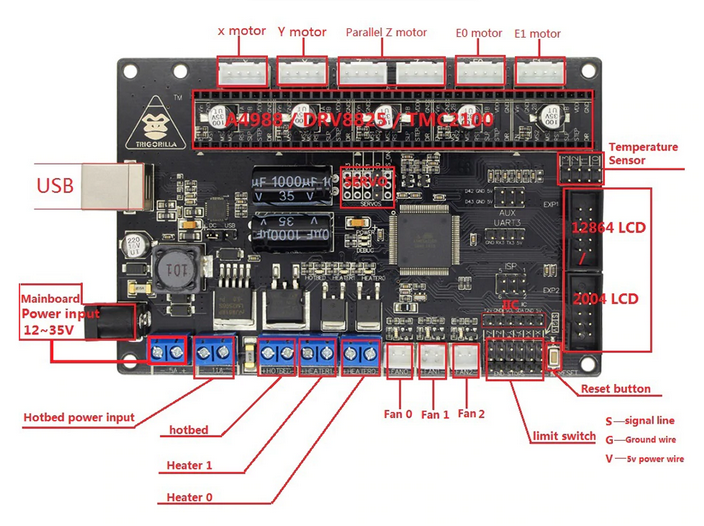
Come ti dicevo bisogna definre come viene riscaldato il secondo hotend. E' strano però, perchè dai file di esempio di Marlin 2.0.9.1 per Anycubic i3 la tua macchina ha una scheda Trigorilla, che è predisposta per 2 estrusori indipendenti:
e infatti con quei file di configurazione modificati per 2 estrusori il firmware si compila perfettamente. Te li allego come esempio. I tuoi file config... li hai fatti tu o è roba scaricata dalla rete?
-
3 ore fa, Alessandro998 ha scritto:
Ciao a tutti sto montando un doppio estrusore sulla mia stampante ma ho provato a guardare il firmware ma non capisco cosa devo attivare per fagli capire alla stampante che ha 2 ugelli su un carrello x
Prima cosa devi dire alla stampante quanti motori E hai:
// This defines the number of extruders// :[0, 1, 2, 3, 4, 5, 6, 7, 8]#define EXTRUDERS 2fatto questo con i valori di base il firmware si attiva già per riscaldatori e nozle indipendenti, che andranno configurti indicano dove è collegato il sensore di temperatura dell'estrusore n. e quale pin gestisce il riscaldamento. Se ti va bene nella definizione della tua scheda hai già pronta la configurazione dei pin per TEMP_1_PIN e HEATER_1_PIN. Se ti va male la cosa comincia a essere complicata, in quel caso serve sapere prima di tutto che scheda hai tu.
Per quanto riguarda gli offset tra i due nozle meglio configurare il tutto nello slicer. Se i nozle sono fissi poi dovrai regolare molto bene le altezze relative e anche così prevedo grossi problemi. In genere si usa il nozle singolo o un sistema che alza quello non in uso per evitare che l'hotend non attivo "raspi" sul pezzo.
Tanto per curiosità, quale hotend hai preso? e chi te lo ha fornito non da nessun indicazione (tutorial, istruzioni ecc.)?
-
22 minuti fa, Grim214 ha scritto:
Sisi fin li ci sono, ma la gola la posso avvitare anche cosi, avendo sempre il nozzle in battuta, capire quale modo va meglio
Vale per tutti gli hotend: il restringimento della gola serve a isolare termicamente il blocco riscaldante dal resto dell'estrusore.
Quindi la gola va inserita nel blocco riscaldante il minimo indispensabile, solo la parte filettata, fino a che non va in battuta sul nozle.
-
2
-
-
1 ora fa, FoNzY ha scritto:
ma sulla meccanica della stampante o le condizioni ambientali durante la stampa nessuno mette delle regole
Veramente le regole ci sono e anche abbastanza restrittive. Se fai un giro in rete trovi un mucchio di informazioni, tipo questo articolo che cita diversi riferimenti normativi da seguire riguardo ai macchinari per alimenti e quali materiali possono o non possono entrare a contatto con il cibo. Sulle condizioni di produzione poi scommetto che USL e NAS avrebbero da dire la loro.
Mi ripeto, se stiamo parlando di oggetti ad uso personale di chi li stampa amen. Ma se è una produzione per vendita ci scherzerei poco.
-
10 ore fa, FoNzY ha scritto:
ci sono dei materiali appositi che non costano nemmeno tanto e non sono difficili da stampare
io uso questo:
Scusa se insisto. Ci saranno pure i materiali stampabili, ma la meccanica di una stampante da hobbista non è adatta all'uso alimentare (lubrificanti nello spingifilo, tubi in teflon di dubbia provenienza, materiali con cui è fatto il fusore e in genre uno mucchio di anfratti nel percorso del filamento che sono difficili da igenizzare) di conseguenza non si può garantire la salubrità di quello che ne esce. Se uno ci gioca a casa propria va anche bene, ma mi pare ovvio che stiamo parlano di un ambito professionale e quindi le regole sono un tantino più complicate.
Piuttosto quoto la nota di @eaman riguardo il trattamento finale dei manufatti con un coprente adatto all'uso alimentare, vernice o resina che sia, solo che anche in quel caso mi affiderei all'inidcazione di un professionista.
-
1
-
-
4 minuti fa, Nick91 ha scritto:
No ho idea se posso essere buona per l'utilizzo che devo fare come detto sopra la maggior parte mi serve per fare dei cake topper che sarebbero solo delle scritte in 2d di dimensioni massimo 10x10 alte 5mm
Quindi mi interessa soprattutto che sia veloce magari più di altre della stessa fascia di prezzo e che quindi visto che stampa solo pla che il materiale vada bene per l'utilizzo nei dolci
Non ci sono pocessi di fusione di materiali plastici adatti al contatto con alimenti a questo livello. Penso non ci siano nemmeno in ambito professionale, dove casomai si procede con stampa a iniezione. Al limite so ci sono kit per costruire strutture estrudendo paste di zucchero a freddo, o cioccolato.
-
1
-
-
18 minuti fa, dnasini ha scritto:
Conclusione: Potrebbe quindi essere l'assenza del cappuccio in silicone e il decremento di 10C a "mettere in crisi" la macchina che nn riesce a ripristinare la nuova temperatura entro la soglia che fa scattare il Thermal Runaway?
L'errore "Thermal Runaway" avviene quando non c'è una variazione significativa di temperatura in un determinato periodo (ci sono dei parametri nel firmware per impostare o modificare questo controllo ma non mi ricordo quali) mentre la difficoltà a ripristinare la temperatura, al netto di guasti del termistore e della cartuccia riscaldante, è sintomo del fatto che il PID non è impostato correttamente. Il fatto è che il PID si autotara nelle condizioni in cui lo fai, ma se poi metti/togli l'isolatore in silicone, o hai un flusso d'aria abbondante che interessa una parte dell'hotend che non è presente durante l'autotaratura mandi in crisi tutto il sistema che si trova ad operare in condizioni anche molto diverse da quelle per le quali è stata fatta la tartura.
In sostanza quindi devi fare la taratura del PID con la copertura se poi decidi di usarla, e secondo me anche con la ventola in funzione. Riguardo a quest'ultima però io controllerei dove va il flusso d'aria, che dovrebbe essere indirizzato sul pezzo, non sull'hotend.
-
2
-
1
-
-
30 minuti fa, thedragonflyer ha scritto:
Non vorrei spendere soldi, per poi realizzare che non riesco a far nulla.
Stampare bene ad alta velocità ha poco a che fare con l'elettronica ma tanto con la meccanica della macchina. Se pensi di migliorare così tanto le prestazioni di una macchina che ha già un procesore veloce e dei buoni drive solo cambiando il controlore di movimento stai buttando tempo più che soldi.
-
2
-
-
1 ora fa, Leonardo27 ha scritto:
Io uso plane cut su meshmixer solo che quando faccio separate sheel il programma si blocca e crasha.
Hai provato a sezionarlo direttamente nello slicer? E' una cosa abbastanza semplice in PrusaSlicer e mi pare anche in Cura. Poi, visto che lo hai già aperto con 3ds non è più semplice sezionare/modificare l'oggetto lì prima della conversione in .STL?
Problema asse Z dopo aggiornamento a Marlin 2.0.9.3
in Software di slicing, firmware e GCode
Inviato
Sul sito di Creality ci sono firmware per BL Touch, per CR Touch, e comunque sono tutti compilati senza indicazione di quale cablaggio usare, quindi come indicazione non vale nulla. Sei tu che chiedi un supporto e qui ti si chiede informazioni per poterti aiutare. Vedi tu