

Salvogi
-
Numero contenuti
1.418 -
Iscritto
-
Ultima visita
-
Giorni Vinti
26
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Risposte pubblicato da Salvogi
-
-
6 ore fa, muffo ha scritto:
Se butti via la lampada una piccola riesci a farla stare!!!
Ciao, qui a Verona siamo in affitto e la lampada è dell'affittuaria.
Comunque sicuramente una stampante 3D è più utile di quella lampada 😁
-
 1
1
-
-
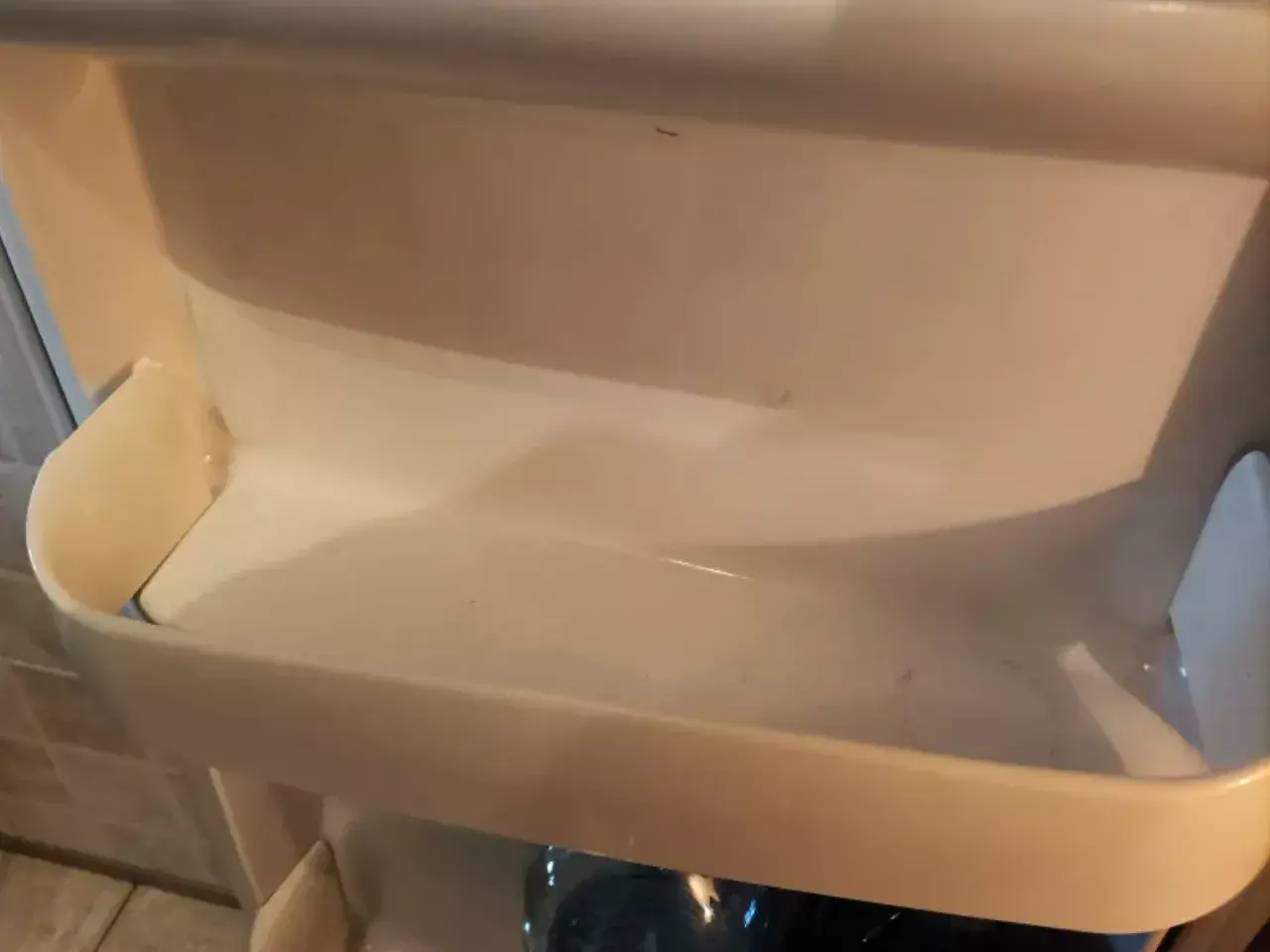
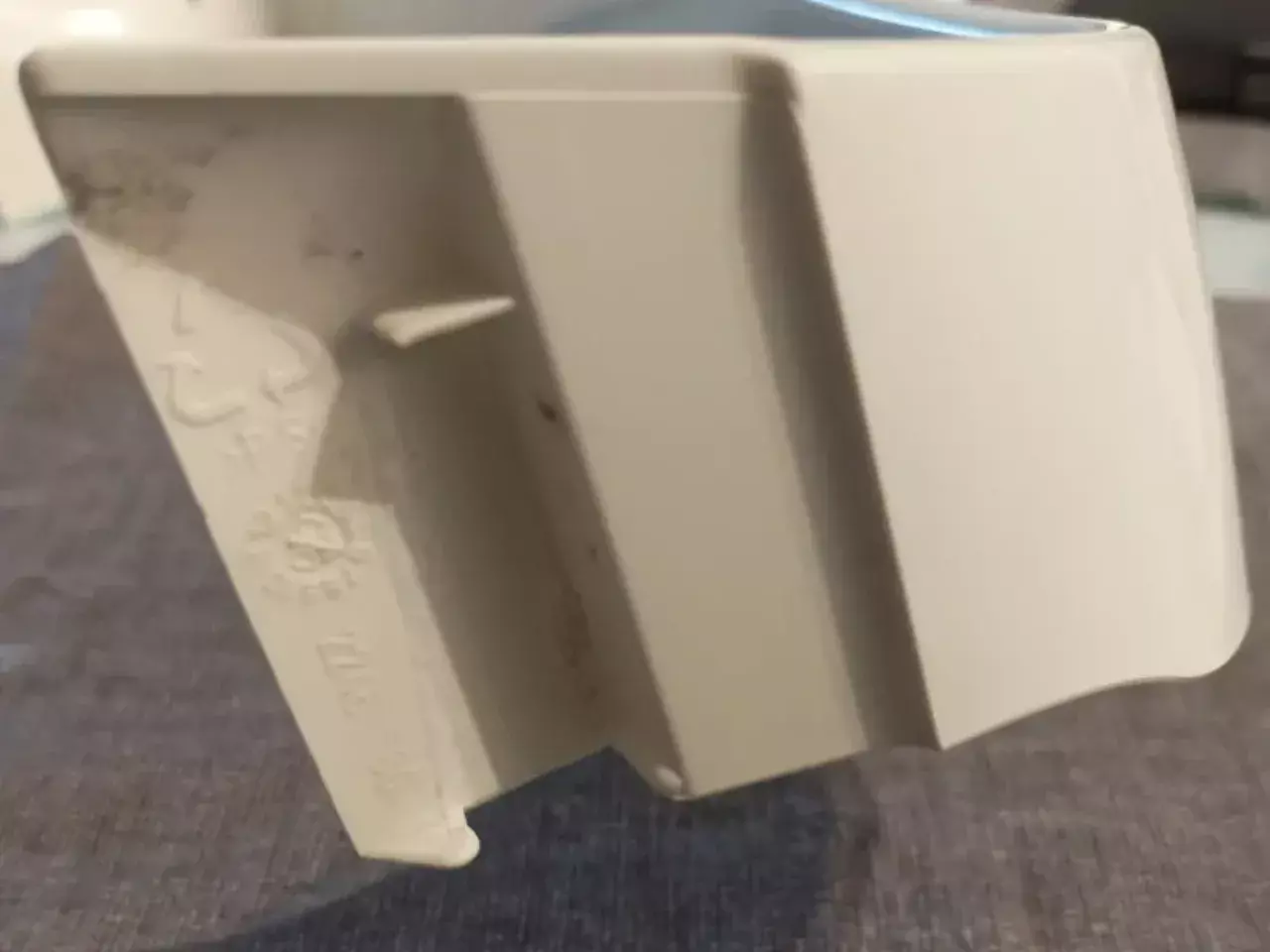
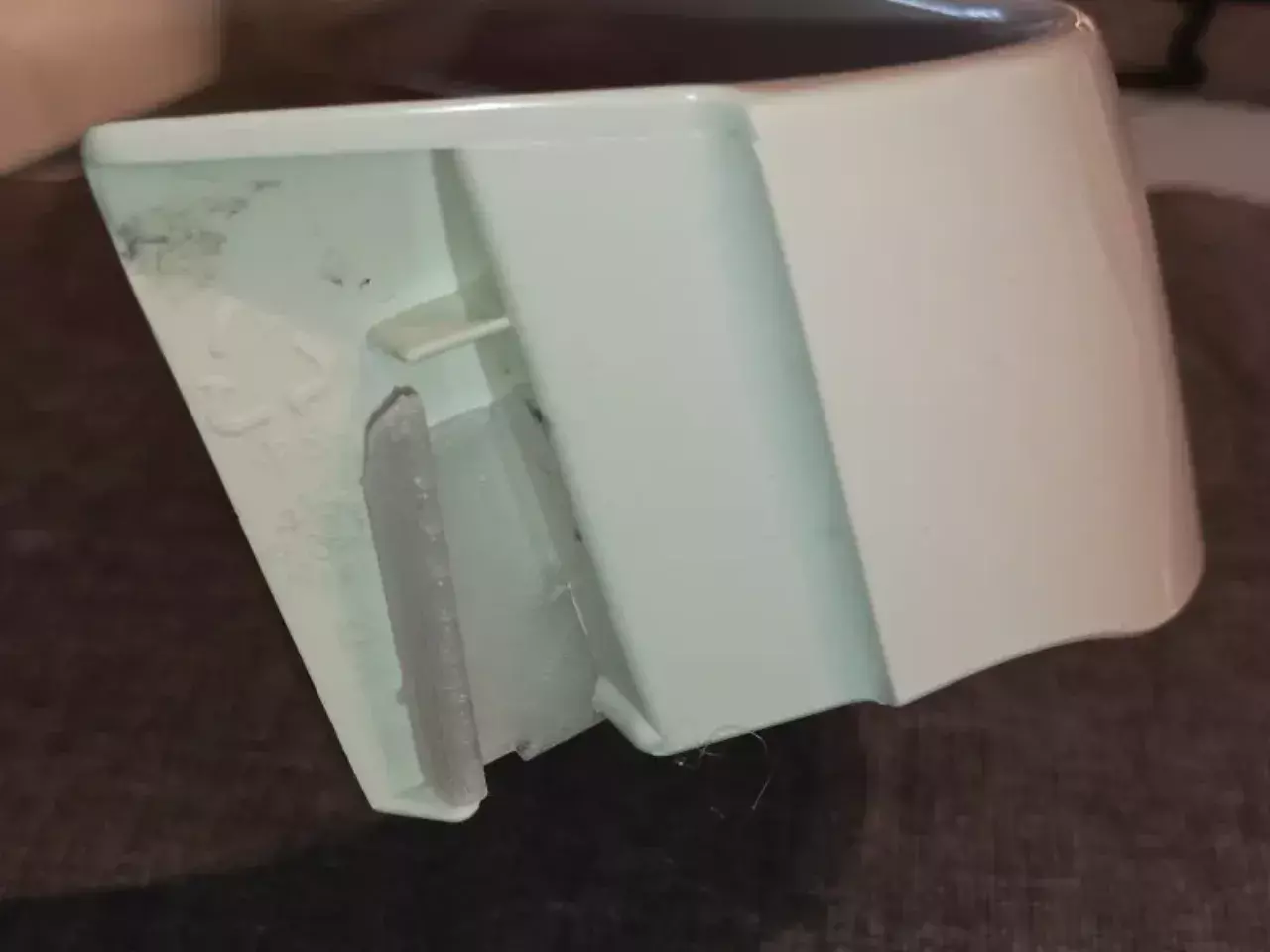
Sono riuscito a riparare la mensola del frigorifero stampando un gancio in PETG.

Questo è il modello https://www.printables.com/model/297216-repair-for-refrigerator-shelf
-
 3
3
-
-
3 ore fa, Tanbruk ha scritto:
Molto bello, lo vorrei stampare anch'io, mi dici le misure interne?
grazie
Ciao, grazie
Le misure interne sono 150x40mm mentre l'altezza varia tra 15.5 e 35.5mm.
-
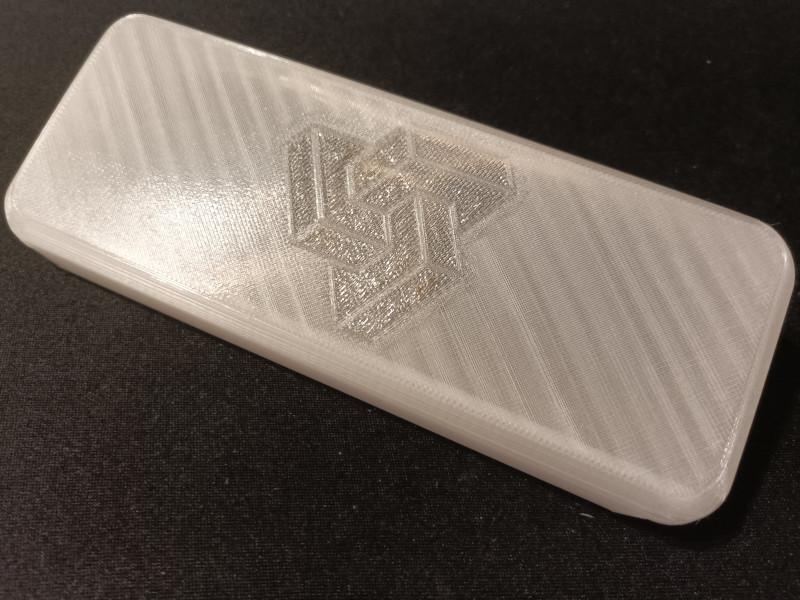
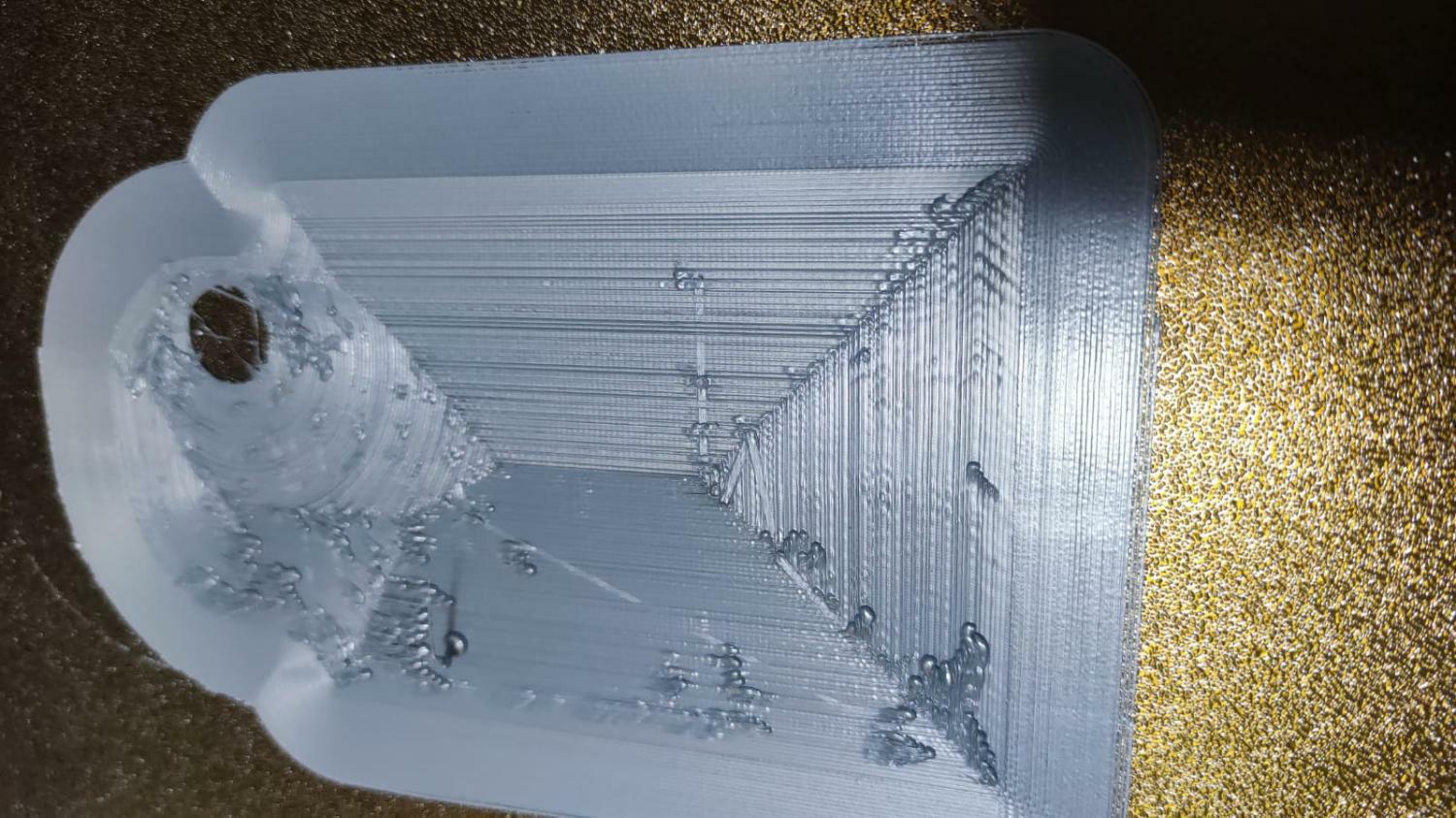
La stampa mi è venuta con un brutto effetto moirè a causa del filamento trasparente e della diversa larghezza di estrusione del primo strato. Comunque la pubblico ugualmente perché funziona molto bene.
Questo è il modello https://www.printables.com/model/296100-eyeglasses-case-print-in-place
-
6
-
-
Scusate il periodo di assenza ma ho avuto troppo impegni lavorativi ed ora mi sono anche dovuto trasferire provvisoriamente a Verona.
Sono riuscito a portare con me solo la Prusa Clone e questa è la mia attuale postazione di lavoro con poche attrezzature a disposizione.
-
4
-
-
4 ore fa, FoNzY ha scritto:
sei convinto di volere il wifi?! 😅
Non so niente di RepRapFirmware e schede Duet quindi non so neanche cosa voglio 😅. So solo che vorrei sperimentare un nuovo firmware tanto per sperimentare.
Il WiFi non mi serve ma pensavo che fosse necessario, se posso evitare tanto meglio. Ho visto che il firmware precompilato è di 2 versioni per WiFi o per Raspberry quindi pensavo che almeno una cosa fosse necessaria. A casa ho delle schede ESP8266 ed un Raspberry inutilizzati. Propendevo per la scheda ESP8266 solo perché mi sembra peccato utilizzare il Raspberry visto quello che costa oggi.
Poi come configuro pin, tipo di stampante e altro? In Marlin si fa prima di compilare. Su RepRapFirmware dopo visto che ho già il file compilato .bin?
-
Ho provato senza fortuna ad installare un sistema di autolivellamento sulla mia stampante delta https://www.stampa3d-forum.it/forums/topic/15864-auto-livellamento-su-stampante-delta/#comment-129722 purtroppo durante l'autolivellamento perde passi mentre se livello manualmente riesco a stampare senza problemi.
A questo punto penso di non riuscire a configurare Marlin o che ci sia un bug in Marlin.
Vorrei quindi provare ad installare RepRapFirmware sulla scheda MKS SGen L V1.0 32Bit della mia stampante delta utilizzando questa versione https://github.com/gloomyandy/RepRapFirmware/releases/tag/v3.3.0_16 e questa guida https://www.jayuk.org/compiling-and-running-reprapfirmware-on-an-skr-1-4-and-other-lp17xx-boards/?v=cd32106bcb6d purtroppo il problema è che non ci ho capito proprio niente.
Mi sembra di avere capito che devo mettere il file firmware-lpc-wifi-3.3.0_16.bin sulla microsd insieme ad una struttura di cartelle che non ho capito bene, inoltre dovrei anche collegare alla scheda una scheda ESP8266 o un Raspberry.
Se c'è qualcuno che sa come fare, mi potrebbe indicare la procedura?
-
2 ore fa, Otto_969 ha scritto:
No, non è che giro troppo velocemente. Con l'altro Hot-End giravo anche molto di più e non lo faceva... Domani, se ho tempo, rimonto il vecchio Hot-End e ci leviamo il dubbio... Ma sono praticamente certo che è una cosa apparsa col nuovo Hot-End o il nuovo estrusore (li ho montati nella stessa tornata).
Ho rimontato la gola all-metal sulla mia corexy e l'hotend mi si è intasato subito con il PETG. Allora ho cambiato la ventola dell'hotend (una 4010) in quanto era rumorosa da tempo con una mezza nuova ed è andata meglio, l'hotend si è intasato dopo un'ora di stampa con molte retrazioni, poi ho pensato di mettere un po' di pasta termica tra la gola ed il dissipatore ed adesso stampa senza problemi. Ho lanciato una stampa lunga e non si è intasato nulla.
Forse il dissipatore ti rimane freddo perché il calore non riesce a passare in modo efficiente dalla gola al dissipatore, puoi provare con la pasta termica.
-
1
-
-
Io ho avuto problemi con PETG e gola in metallo, per questo mi sono progettato un hotend dove cambio la gola in pochi minuti. Con la gola all-metal riesco a stampare senza problemi PLA, ABS, HIPS, PC, PA e TPE ma non il PETG. Con la gola con il teflon invece riesco a stampare tutti questi materiali senza problemi, altri non ne ho provati.
Comunque il mio hotend è un V6 clone interamente cinese con tutti i pezzi comprati al kg con il criterio del prezzo più basso possibile quindi ci sta che con la gola all-metal non riesco a stampare il PETG. Se uso la gola all-metal con il PETG la stampante smette di estrudere dopo una decina di minuti ed il filamento si blocca nella gola, sono costretto a smontare il tutto è pulire la gola con le manieri forti.
Mi sembra che @Killrob utilizzi la gola all-metal ma quella in titanio bimetallica per tutti i materiali compreso il PETG.
-
1
-
-
Che materiale usi? Il PETG ha un po'di difficoltà con le gole all-metal. Anche se con un hotend come quello Microswiss (con quello che costa) dovresti stampare tutti i materiali senza problemi.
2 ore fa, Otto_969 ha scritto:Allora mi è venuto un dubbio: possibile che la ventola raffreddi TROPPO l'Hot-End?
Non penso, anzi di solito l'hotend si intasa se la ventola non raffredda abbastanza.
2 ore fa, Otto_969 ha scritto:Possibile che la parte superiore dell'Hot-End sia troppo fredda (mentre il nozzle è alla giusta temp) e il filamento fonda solo vicinissimo al nozzle
Questa è la condizione ideale: il salto termico avviene in una zona molto ristretta, non a caso la parte più stretta della gola è chiamata heatbreak.
-
3
-
-
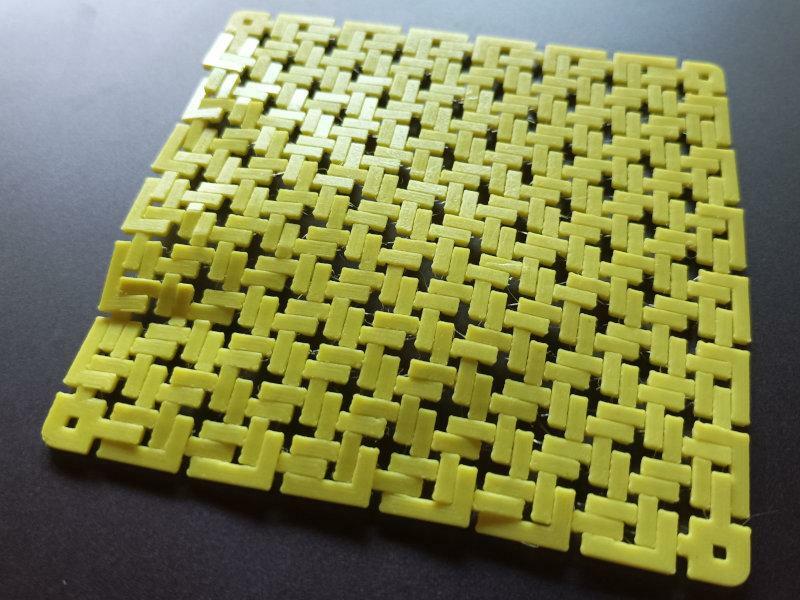
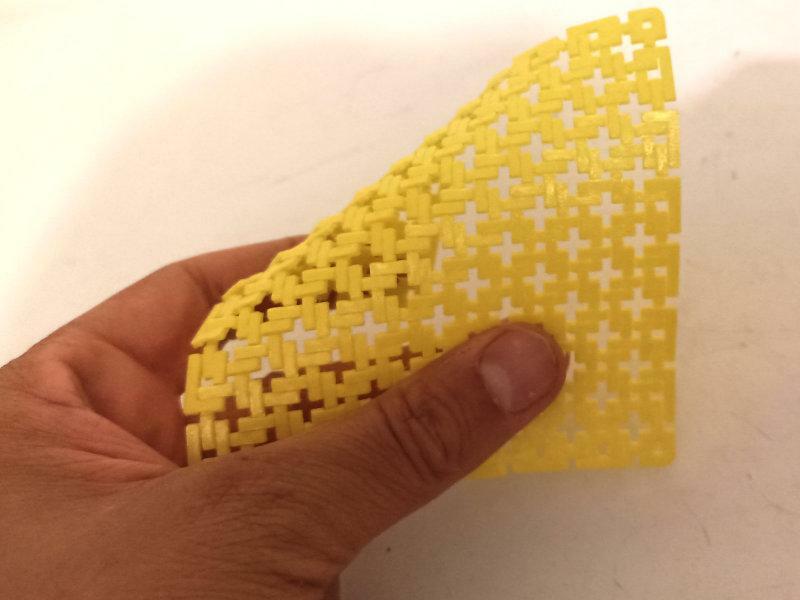
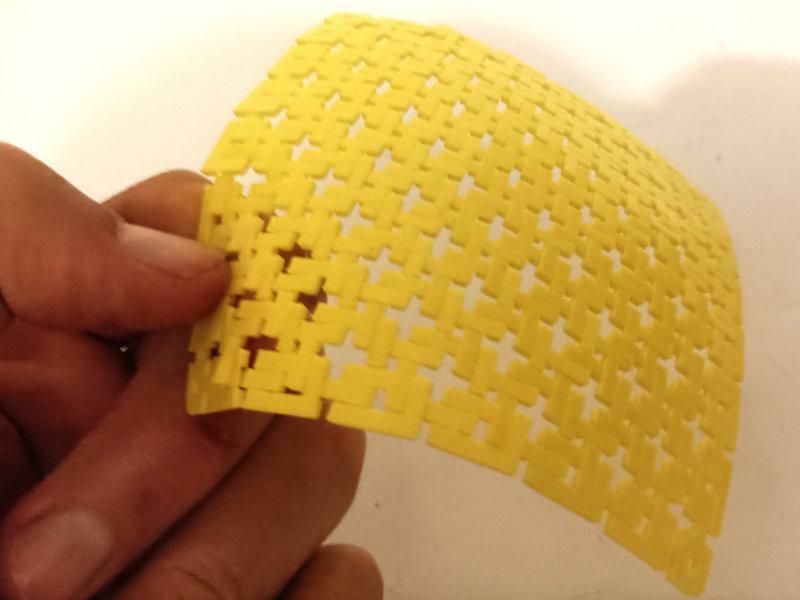
Finito di stampare ieri sera https://www.printables.com/model/254770-3d-printed-fabric
Non fate caso al montaggio del video che è la prima volta che utilizzo Windows Movie Maker di Windows XP
-
2
-
-
24 minuti fa, Sdraddi ha scritto:
Dal menù ho fatto il bed levelling , ma è comunque necessario regolare lo Z off set ?
Certo che bisogna regolarlo, è un valore fondamentale. In pratica è la distanza lungo l'asse Z tra il nozzle ed il punto di attivazione del sensore del bed levelling. Normalmente è negativo perché il sensore si attiva prima che il nozzle tocchi il piatto.
Per regolarlo, dopo avere fatto il bed level, metti un foglio di carta tra nozzle e piatto e dal menù della stampante abbassi il nozzle fino a quando il foglio non fa leggero attrito tra nozzle e piatto e leggi il valore Z sulla stampante. Se il tuo Zoffset è corretto dovresti leggere Z=0, altrimenti il valore che leggi lo sommi (considerando i segni + e -) al valore di Zoffset attuale e lo imposti come nuovo valore di Zoffset.
30 minuti fa, Sdraddi ha scritto:Un ultima domanda , una volta fatto il bed levelling , si azzera ad ogni spegnimento della stampante , o rimane salvato in memoria ?
Non lo so, ho una sola stampante con il livellamento automatico e faccio il livellamento ad ogni stampa.
-
18 ore fa, Ziki00 ha scritto:
Dopo aver aggiornato il firmware non riesco più a stampare in modo decente. Sovraestrusione a manetta!
L'unica cosa che ho attivato è il Linear Advance K ma ho lasciato il valore a 0. Gli step per mm li ho rimessi al vecchio valore trovato e su cura uso le solite impostazioni
Ho notato che non fa lo zhop nei primi layer ma non saprei se è giusto oppure no perché non ci avevo mai fatto caso prima
Sembrerebbe che propio nei primi layer ci sia una sovraestrusione non da poco! Poi piano piano sembrerebbe risolversi, davvero strano
L'estrusore è a granuli autocostruito
Stampante Ender 3 pro
La sovraestrusione nei primi lager potrebbe dipendere dal livellamento errato. Forse hai il nozzle troppo vicino al piatto.
Poi tu hai l'estrusore a pellet? Forse devi ricalibrare il flusso.
Lo zhop di solito è nello slicer.
Hai il livellamento automatico?
-
1
-
-
11 ore fa, Alomor ha scritto:
Ciao a tutti, ma voi per l'abs smoothing che ventola usate?
Io ne avevo una in casa ma si è sciolta (probabilmente era in abs), allora ho provato a farla da me con un motorino elettrico e una ventola stampata in PLA ma...temo che anche il PLA non duri molto... Faccio fatica a trovare una ventola adatta perchè online spesso il materiale non è specificato e quando è specificato è abs...
P.S.: il primo motorino elettrico che ho usato si è sciolto anch'esso perchè aveva il retro in una plastica sensibile... E anche dei pezzi che avevo messo con colla a caldo, cianoacrilato ed epossidica dopo 10 minuti hanno ceduto... Terribile l'acetone 😁
Tempo fa avevo provato a mettere la stampa dentro una boccia di vetro sopra il piatto riscaldato della stampante senza ventole ottenendo qualche risultato. La stampa l'avevo posizionata su un piccolo rialzo per non farla toccare con l'acetone, di acetone al massimo 1mm sul fondo della boccia ed un piccolo foro sul coperchio della boccia onde evitare sovrappressioni interne.
Ora ho provato con altro acetone ed altro filamento ABS e non succede più nulla quindi penso che sia l'acetone che sarà troppo diluito.
A proposito, che acetone stai utilizzando?
-
37 minuti fa, Cubo ha scritto:
Hai detto che il ghosting c'è solo sulle facce che puntano in una direzione mentre in quelle opposte no. Per caso hai una sola ventola di raffreddamento, che quindi raffredda di più in una direzione e meno nell'altra ?
Potrebbe spiegare l'asimmetria del problema 🤔
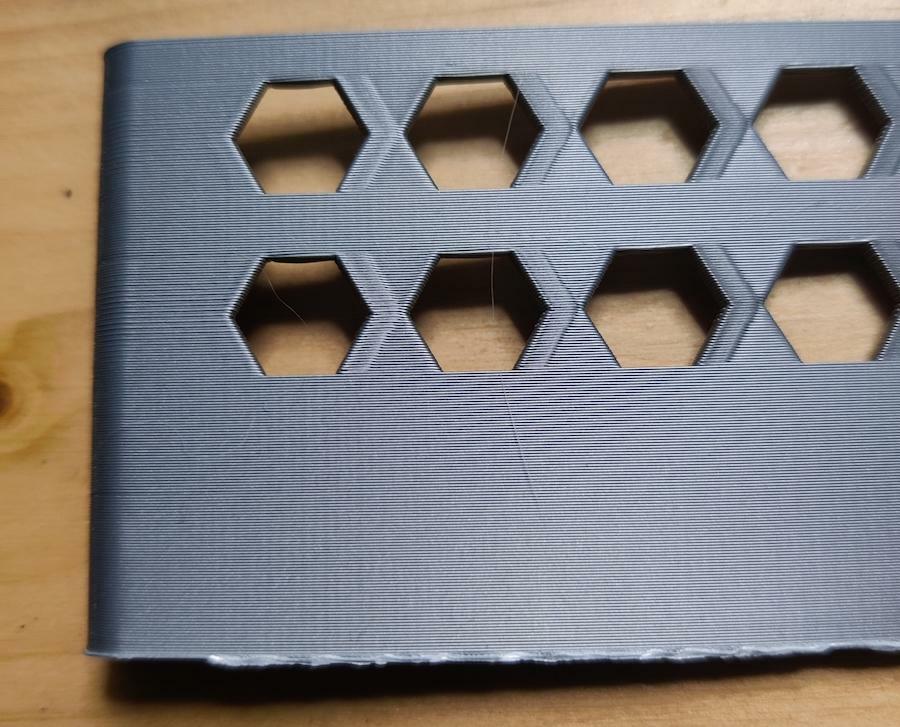
Tra l'altro sull'ultima foto, sull'angolo a sinistra, si vedono dei leggerissimi difetti sugli strati che coincidono con i fori, cioè dove c'è meno da stampare e quindi, magari, gli strati si sovrappongono più rapidamente ed accumulano più calore. Spiegherebbe anche il perché, se stampi solo un pezzetto del cassetto come dicevi, rende meglio.
L'asimmetria potrebbe essere dovuta alla differenza di peso tra il piatto che si muove lungo Y e l'estrusore che si muove lungo X
-
1
-
-
17 ore fa, dnasini ha scritto:
Non pago, ho fatto ulteriori test ma rimango sempre piu' sconcertato dal fatto che nn capisco se sto andando nella giusta direzione.
Dopo aver rimisurato e calibrato accelerazione di stampa (P500) e jerk (X15 Y15), ho ristampato il contenitore originale ottenendo un leggero miglioramento lato ghosting ma peggiorando la sottoestrusione (ora un po' piu' estesa) nelle ultime righe prima dell'inizio della stampa delle decorazioni.
Cercando in giro, ho trovato alcuni post in cui si riconduceva il ghosting alle vibrazioni della struttura (non sembra essere il mio caso) o ad un non corretto tensionamento delle cinghie. Cosi ho verificato le cinghie su X e Y. Quella di X, se la "pizzico", risponde come una corda di chitarra, mentre quella di Y risultava piu' "molle". Non molle da ballare, ma se pizzicata non produceva alcun rumore. Cosi' ho allentato le viti del tendi cinghia e, a mano, l'ho tensionata maggiormente senza esagerare troppo. Ora, se pizzicata, produce una certa vibrazione e questi sono i risultati ottenuti ristampando la prima meta' del contenitore
C'e' ancora difetto sull'angolo ma nn e' imbarazzante come prima.
La cosa che nn riesco a spiegarmi e' che, se stampo solo un pezzo del cassetto, la resa e' decisamente migliore
Sembra quasi che, dovendo stampare tutto il cassetto (120x120) la stampante perda la coordinazione producendo degli artefatti, cosa che, se ne stampo solo una parte, non accade. Vi sembra possibile una cosa del genere?
Inoltre ho notato che sul cassetto completo, se sulla parete esterna di sinistra ho ghosting, il disegno speculare sul lato destro ghosting non lo ha. Analogamente, la parete sinistra interna non ha ghosting, mentre la parete interna di destra ghosting ce l'ha...... mah.....
Il miglioramento è evidente quindi la direzione dovrebbe essere giusta. Nella prima stampa la sottoestrusione potrebbe essere stata mascherata dagli altri difetti. Nella seconda stampa è più evidente la sottoestrusione perchè hai attenuato gli altri difetti.
Nella seconda stampa hai ancora ghosting, per ridurlo ulteriormente dovresti ancora ridurre jerk, accelerazione e velocità. Ovviamente non si può stampare a velocità lumaca quindi è tutto un compromesso. Poi sarà colpa anche della fotocamera che utilizzi che probabilmente riesce ad evidenziare anche difetti minimi.
1 ora fa, dnasini ha scritto:mmm interessante osservazione. In effetti io ho verificato solo la "rigidita'" del carrello in X ma non il piatto in Y. In X il carrello e' saldo sia se lo muovo fronte-retro su Y che destra-sinistra su X, nn si sposta di un mm. su Y, in effetti, se muovo il piatto su X nn si muove, se lo muovo su Y (fronte-retro, un piccolo gioco ce l'ha.
Potrebbe essere questa la causa del mio problema?
Se cosi' fosse, dovrei stringere gli eccentrici delle 4 ruote del piatto o stringere il registro esagonale che preme le ruote sul profilato 20x20?Questo era quello che intendevo dire io quando dicevo di regolare le rotelle delle guide quindi concordo anche con @Cubo. Ovviamente è solo un'ipotesi.
-
2
-
-
13 ore fa, Alegundam75 ha scritto:
se puo servire vi scrivo che ho risolto sostituendo il fep che quando si rovina, la resina gli si attacca forte
Sicuramente già sai, comunque specifico lo stesso che dopo un fallimento la resina rimasta nella vaschetta va filtrata e la vaschetta va pulita. I residui possono fare fallire le stampe successive.
-
2
-
-
3 ore fa, FoNzY ha scritto:
hai un livello di protezione per i corti troppo sensibile ma comunque mi viene da pensare che motori e driver non siano proprio anime gemelle (il motore è troppo grande? aka assorbe troppo)
in: Marlin/src/module/stepper/trinamic.cpp
trovi:
st.s2vs_level(15); // Lowest sensitivity short to supply voltage protection
st.s2g_level(15); // Lowest sensitivity short to ground protection
e abbassi la sensibilità
in alternativa: 😈
// Disable short protection entirely
st.diss2g(true);
st.diss2vs(true);
un corto sullo stepper è un evento veramente raro..(credo, mai sentito di qualcuno)
Probabilmente era lo stepper dell'estrusore, ho lo stesso tipo di motore negli assi X, Y ed E0, ho provato a metterlo in X e l'errore si è spostato su X.
Ora ho cambiato stepper dell'estrusore e sto provando uno stress-test: stampa in policarbonato con altezza di layer 0.07mm con milioni di retroazioni rinchiuso nella camera riscaldata a 50°C http://salvogi.ddns.net/webcam/?action=stream
-
2
-
-
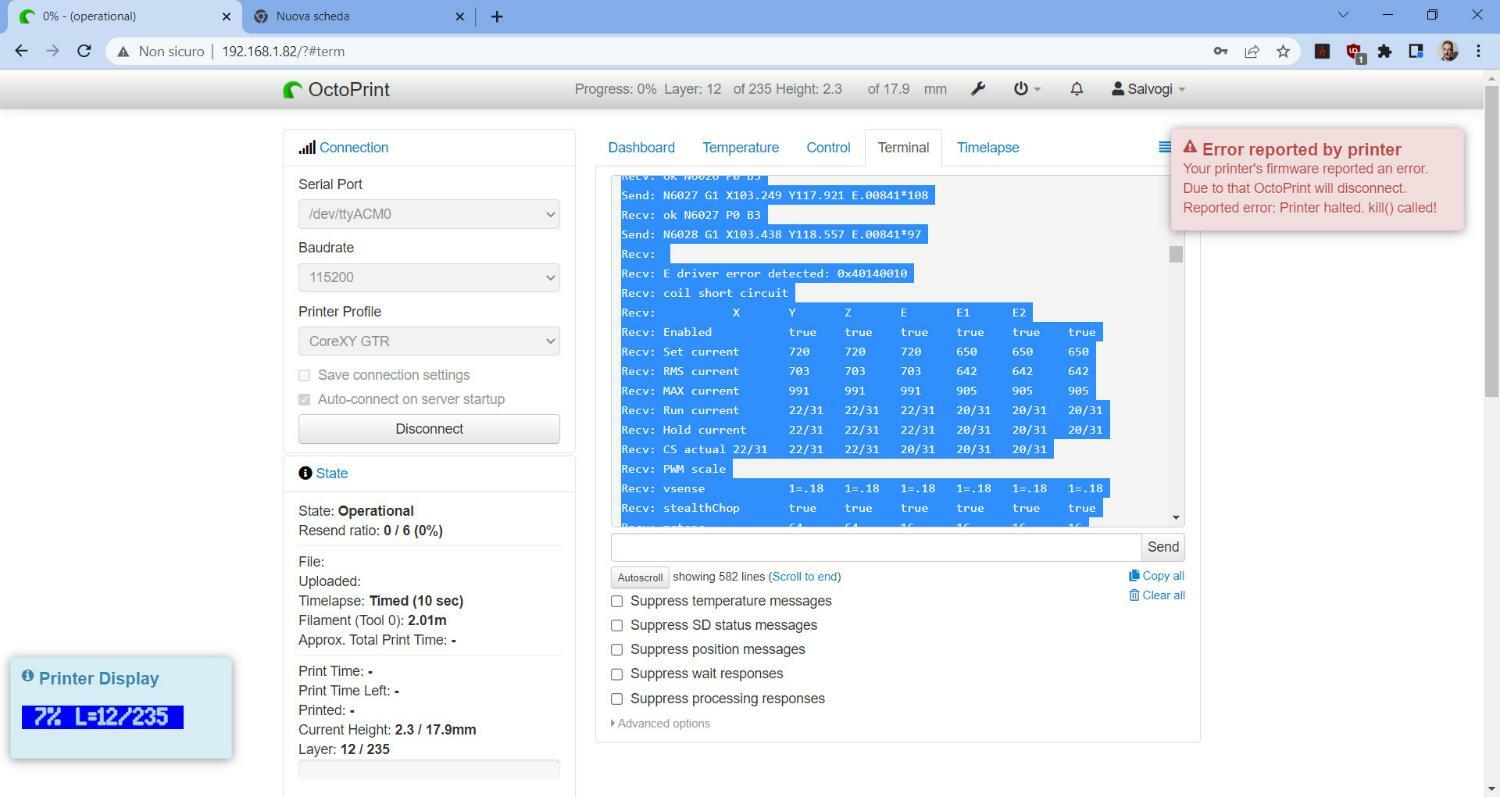
Da quando ho installato Marlin 2.1 alcune volte ottengo l'errore "coil short circuit" che mi sembra provenire da un driver TMC2225.
Riporto anche parte della comunicazione seriale tra Octoprint e Marlin.
Send: N6027 G1 X103.249 Y117.921 E.00841*108 Recv: ok N6027 P0 B3 Send: N6028 G1 X103.438 Y118.557 E.00841*97 Recv: Recv: E driver error detected: 0x40140010 Recv: coil short circuit Recv: X Y Z E E1 E2 Recv: Enabled true true true true true true Recv: Set current 720 720 720 650 650 650 Recv: RMS current 703 703 703 642 642 642 Recv: MAX current 991 991 991 905 905 905 Recv: Run current 22/31 22/31 22/31 20/31 20/31 20/31 Recv: Hold current 22/31 22/31 22/31 20/31 20/31 20/31 Recv: CS actual 22/31 22/31 22/31 20/31 20/31 20/31 Recv: PWM scale Recv: vsense 1=.18 1=.18 1=.18 1=.18 1=.18 1=.18 Recv: stealthChop true true true true true true Recv: msteps 64 64 16 16 16 16 Recv: interp true true true true true true Recv: tstep 1017 514 max 9539 max max Recv: PWM thresh. Recv: [mm/s] Recv: OT prewarn false false false false false false Recv: triggered Recv: OTP false false false false false false Recv: pwm scale sum 51 66 79 88 23 23 Recv: pwm scale auto -1 -1 0 0 0 0 Recv: pwm offset auto 67 69 112 135 36 36 Recv: pwm grad auto 19 28 79 22 14 14 Recv: off time 3 3 3 3 3 3 Recv: blank time 24 24 24 24 24 24 Recv: hysteresis Recv: -end -2 -2 -2 -2 -2 -2 Recv: -start 6 6 6 6 6 6 Recv: Stallguard thrs Recv: uStep count 845 448 536 959 72 72 Recv: DRVSTATUS X Y Z E E1 E2 Recv: sg_result Recv: stst * * * Recv: olb Recv: ola Recv: s2gb Recv: s2ga Recv: otpw Recv: ot Recv: 157C Recv: 150C Recv: 143C Recv: 120C Recv: s2vsa * Recv: s2vsb Recv: Driver registers: Recv: X 0xC0:16:00:00 Recv: Y 0xC0:16:00:00 Recv: Z 0xC0:16:00:00 Recv: E 0xC0:14:00:10 Recv: E1 0xC0:14:00:00 Recv: E2 0xC0:14:00:00 Recv: Recv: Recv: echo:Driver error Recv: Error:Printer halted. kill() called! Changing monitoring state from "Printing" to "Error" Send: M112 Send: N6029 M112*28 Send: N6030 M104 T0 S0*20 Send: N6031 M140 S0*81 Changing monitoring state from "Error" to "Offline after error" Connection closed, closing down monitor
Qualcuno sa da che cosa potrebbe dipendere?
-
Il 31/7/2022 at 22:32, Ziki00 ha scritto:
Dici senza cambiare la resistenza?
In parallelo alla resistenza da 4700 ohm della scheda madre io avrei saldato una resistenza da 1000 ohm con in serie una da 270 ohm in modo da ottenere 1000 ohm complessivi.
4700x(1000+270)/(4700+1000+270)=999,8 ohm
Ma bisogna avere un po' di pratica con il saldatore o rischi di rovinare la scheda madre. Altrimenti puoi lasciare la resistenza da 4700 anche se perdi un po' di precisione. Ovviamente devi scegliere il valore giusto nel firmware 1047 se lasci la resistenza da 4700 mentre 1000 se metti una resistenza da 1000.
Il 31/7/2022 at 22:32, Ziki00 ha scritto:Le J si usano nei canali caldi degli stampi a iniezione, ho alcuni fondi di magazzino nuovi e sono di prima qualità
Ovviamente deve avere forma e dimensioni consone all'hotend. Inoltre dovresti trovare una scheda di interfacciamento che supporti la sonda J.
2 ore fa, Ziki00 ha scritto:Ci sono anche gli ntc 1000k che arrivano fino a 350 gradi (almeno così scrivono nelle inserzioni) sono anche loro incapsulati
Tipo questi
Non so se qualcuno sul forum li ha mai provate. Eventualmente puoi testarli e vedere se funzionano.
-
1
-
-
2 ore fa, Ziki00 ha scritto:
Ci sono altri chicche che potrei attivare?
Puoi disabilitare la cornice dei menù che io detesto.
//#define MENU_HOLLOW_FRAME
Poi puoi attivare parcheggio e cambio filamento.
-
1
-
-
3 ore fa, Ziki00 ha scritto:
Rieccomi, finalmente sono riuscito (più o meno) a farmi un firmware con bltouch, temperature e area di stampa personalizzate.
Però sul firmware di prima (non mio) sulla ender 3 -4.2.2 avevo una funzione che premendo due volte veloce il selettore mi permetteva di regolare l'altezza di Z mentre stampavo così da calibrare perfettamente il primo layer. Come posso riabilitarla su Marlin 2.0.x? Grazie!
In Configuration_adv.h devi attivare:
#define BABYSTEPPING #define DOUBLECLICK_FOR_Z_BABYSTEPPING
-
4
-
 1
1
-
-
Questo è un problema di ghosting evidente quindi si deve agire sul jerk comunque prova a diminuire anche le accelerazioni.
Puoi anche verificare la registrazione delle rotelle delle guide lineari.
-
2
-
-
1 ora fa, Ziki00 ha scritto:
Preferisco non cambiare la scheda per ora..
Ci sono anche schede che possono usare termocoppie tipo J?
Come mai proprio la sonda J?
PT100 e sonda K sono i sensori più adatti, più economici, più performanti e più facili da interfacciare con le schede per stampanti 3D.
Comunque, per la sonda K esistono degli adattatori analogici compatibili con tutte le schede e che FORSE sono stabili https://www.amazon.it/dp/B08MQ4G3Y4 questo su Amazon è quello più economico ma arriva dopo 2 mesi. In ogni caso dovrai mettere mano al firmware.
Puoi anche provare a collegare un sensore PT1000 come questo https://it.aliexpress.com/item/4000717733995.html o questo https://e3d-online.com/products/pt1000-temperature-sensor direttamente alla scheda e selezionare 1047 come tipo di sensore, la precisione dovrebbe essere scarsa ma tentare non nuoce.
-
1
-





Supporto smartphone per auto
in Le tue stampe - Album fotografico dei migliori modelli 3D
Inviato
Il disegno va ancora ottimizzato un pochino ma già tiene a meraviglia.